
Abstract
The aim of the present study was to investigate the effect of moisture content and temperature on the fracture behaviour of thermally modified Norway spruce (Picea abies [L.] Karst.) in the transverse plane. Spruce was thermally modified at two heat treatment temperatures, 190 and 210 °C. Mode I fracture tests were carried out at temperatures of 22 and 50 °C on air-dried and fully water-saturated (>fibre saturation point) material. Small CT specimens were used, and load–CMOD curves were recorded. Characteristic fracture parameters were calculated. The fracture surfaces were subsequently examined using optical microscopy. Thermal modification altered all the calculated fracture parameter values and the changes increased as the severity of heat treatment increased. The parameters were altered more in the radial-tangential (RT) than in tangential-radial (TR) orientation. The failure mode changed due to heat treatment in the TR orientation but in the RT orientation the failure mode of unmodified and heat treated material differs only at high moisture content and elevated temperature.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Wood is thermally modified mainly to improve its durability and dimensional stability [1]. Nevertheless, all the effects of heat treatment are not favourable and amongst the changes that are not so desirable, a loss in certain mechanical properties can be included [1–3]. Thermal modification results in a reduction in the mass of the wood that is believed to be mainly due to the degradation of the hemicelluloses [4, 5]. The degradation of hemicelluloses improves the dimensional stability of wood [6] by reducing adsorption sites. According to Borrega and Kärenlampi [7], three mechanisms that occur during thermal modification affect the mechanical properties of wood: the degradation of structural components (mass loss), irreversible hydrogen bonding (hornification) and microscopic cell wall damage caused by a mismatch in the drying shrinkage of the cell wall elements.
The intensity of heat treatment during thermal modification defines to what degree the hemicellulose content is reduced [2] and the mechanical properties are altered. Hemicelluloses and lignin play an important role in the transverse properties of fibres [8] and thus it is likely that a reduction in the hemicellulose content will alter the fracture behaviour of wood in the transverse plane and it is indeed known that the transverse fracture mechanical behaviour of wood alters and becomes more brittle following thermal modification [9–12].
Majano–Majano et al. [11], Murata et al. [10] and Pleschberger et al. [12] all investigated the effect of the intensity of thermal modification (TM) on the fracture properties of wood in the radial-longitudinal (RL) and tangential-longitudinal (TL) crack propagation systems under mode I loading, whereas Reiterer and Sinn [9] only studied fracture in the RL orientation but under both mode I and mode III loading. In crack propagation system, the first letter indicates the direction of the normal to the crack plane, and the second letter refers to the direction of crack propagation (Fig. 1). To the knowledge of the authors, no systematic investigation has been carried out on the fracture mechanical properties of TM wood in the remaining transverse crack propagation systems—radial-tangential (RT) and tangential-radial (TR). In all the above-mentioned studies, the geometry of specimens was different, though small clear wood specimens were used, and in all slightly different fracture mechanical parameters were calculated but in all, the common parameter was specific fracture energy [9–12].

Specimen preparation and sampling: 15–40 adjacent specimens were sawn from each batten. Approximately, half of the specimens were thermally modified at 190 °C and other half at 210 °C. Adjacent specimens were tested at four different environmental conditions
The degree of mass loss has a great impact on the fracture mechanical properties of wood and so too does the anatomical structure, which can vary greatly even within the same stem. Thus, to really elucidate the effect of thermal modification, and the intensity of the heat treatment on the fracture mechanical properties of wood, it is essential to ensure that specimens are as anatomically identical as possible and that the mass loss is carefully measured. Furthermore, it is known that elevated temperature (T) affects the fracture behaviour of wood [13] and so the influence of T on the fracture behaviour of TM wood should also be investigated.
The aim of this study was to investigate the effect of heat treatment intensity, moisture content and temperature on the transverse fracture properties of thermally modified spruce in the RT and TR crack propagation systems. Carefully sampled specimens were thermally modified at either 190 or 210 °C in dry air at atmospheric pressure and the mass loss of each specimen was determined based on oven-dry masses. The effect of modification on the failure mode was also investigated.
Materials and methods
Spruce (Picea abies [L.] Karst.) logs were obtained from southern Finland. The specimens were taken from the outer part of the stem, where the anatomical structure is approximately orthotropic (growth ring numbers 23–55). The basic density of the specimens before heat treatment varied from 331 to 416 kg m−3.
For both fracture propagation systems (RT and TR), two battens (Fig. 1) were machined from green wood to the nominal dimensions as shown in Fig. 1 and having the cross-section of the eventual CT specimens. Thereafter, 15–40 adjacent specimens were cut from each batten, and the holes for the loading pins were drilled. After this, the specimens were dried gradually (to avoid drying cracks) from the green state to a MC of about 14 % by allowing them to equilibrate at an RH of 60 % and temperature of 22 °C for 3 months. Before the actual heat treatment, the specimens were oven dried for 24 h at 103 °C and subsequently weighed to an accuracy of 1 mg. The specimens were thermally modified in an oven (Electrolux, Air-o-steam, Electrolux Professional SpA, Pordenone, Italy), without a shield gas, in dry hot air at atmospheric pressure at two different temperatures, 190 and 210 °C, for 3 h and weighed again in order to determine the mass loss due to heat treatment. After heat treatment, an initial crack was created with a razor blade and the specimens returned to the conditioning room (T 22 °C and RH 60 %).
The razor-sharpened crack tip had a length of about 0.5–1.0 mm. After sharpening, the crack tips were examined using a light microscope (Nikon Optishot 2, Nikon Europe B.V., Badhoeverdorp, The Netherlands) in order to determine the actual ligament length. This was important because the starter notch propagated easily beyond the intended location, especially in the TR orientation in specimens thermally modified at 210 °C (Fig. 2). If the starter notch was longer than intended, the test results of that specimen were excluded.

Crack tip sharpened with a razor blade. Position of razor blade cut (a), crack propagated spontaneously to the point (b)
The specimens were tested under four different conditions: at two different MCs (air-dried and water saturated to well above f.s.p.) and at two different temperatures (22 and 50 °C). The specimens were sorted into four groups based on the testing conditions in such a way that adjacent specimens were in different groups in order to have “anatomically similar” specimens in each grouping (Fig. 1). As a consequence of machining the specimens out of green wood, the dimensions of the air-dried specimens were smaller than the nominal initial dimensions and heat treatment made the specimens even smaller. After preparation, the specimens were again stored at 60 % RH and 22 °C until testing (air-dry) or they were rewetted by soaking in water for at least 24 h prior to testing to attain water-saturated conditions. Prior to testing, the specimens tested at 50 °C were heated in an oven. During heating, the specimens were sealed in plastic bags to maintain a constant MC.
The tests were carried out inside a climatic test cabinet (RUMED, Type 4101, Rubarth Apparate GmbH, Laatzen, Germany), set to maintain the two temperatures (22 and 50 °C) and two MCs—air-dried (MC ~9–10 % (190 °C) or 7–8 % (210 °C)) and water saturated (MC 85–150 %). Testing was carried out on a small, stepper motor-driven loading device (Fig. 3). Force was measured with a 500 N load cell (U9B, HBM, Darmstadt, Germany). Loading was conducted under displacement control at a cross-head displacement rate of 0.4 mm min−1. Crack-mouth opening displacement (CMOD) was measured using an electronic gauging probe (Solartron AX/2.5/SH, Solartron Metrology, West Sussex, UK). In this work, CMOD was taken to be the increase in the dimension “c”, the line between loading bolts (Fig. 3b). The specimens were loaded until the CMOD was between 1.2 and 3.5 mm depending on the behaviour of the specimen. At this CMOD, the remaining ligament length was between 0 and 4 mm. All in all 56 specimens modified at 210 °C and 52 specimens modified at 190° were tested. Immediately after testing, the exact geometry and the remaining ligament length of each specimen were recorded, and the MC was determined based on oven-dry mass.

The micro-testing device (a) and the nominal dimensions of the CT specimens tested (b)
After the tests, the cracks of 16 specimens, one from each category, were examined using a light microscope (Nikon Optishot 2, Nikon Europe B.V., Badhoeverdorp, The Netherlands) in order to determine whether the testing conditions had an effect on the failure mode.
Three fracture mechanics parameters were calculated from the load–CMOD curves: initial slope (k init), stress-intensity factor (K Ic) and specific fracture energy (G f ). Before calculating these parameters, the load–CMOD curves were normalised to match those of a specimen with a thickness of 10 mm.
The k init in the linear elastic region was determined in order to characterise the stiffness of the material (Eq. 1)
where F is load, F max is the maximum load attained and ΔCMOD is the increment of CMOD corresponding to ΔF. This quantity is proportional to the effective modulus of elasticity of the material, and the effect of heat treatment on stiffness can be approximated.
In many studies, where small wedge splitting or CT specimens have been used, the critical stress-intensity factor has been calculated using the equation for isotropic materials [9, 11]. An isotropic approach is justified for crack initiation parallel to the grain [14]. Although the calculation of stress-intensity factors using an isotropic material model for wood fracture in the RT and TR orientations is questionable, the effect of T, MC and heat treatment can be compared better using K Ic values than a simple maximum load as it takes into account the specimen geometry, which varied somewhat due to shrinkage caused by both MC and heat treatment. K Ic values were determined using Eq. 2 given in [9, 11]
where F max is the maximum load attained, a is the distance from the starter crack tip to the loading line and W is the distance from the loading line to the end of the specimen (see Fig. 3) and B is the thickness of specimen.
For characterisation of the complete fracture behaviour including the crack propagation phase, G f was calculated based on Eq. 3.
where A is the projected area of the fractured surface and G the area under the load–displacement curve. The G f corresponds to the integrated area under the load–CMOD curve divided by the fracture surface area. In this study, projected fracture area perpendicular to the tensile load direction was used, so possible meandering of the crack or deviation from the original direction was not taken into account. In order to calculate G f , the fracture behaviour should be stable, but fracture energies were also calculated in the case of unstable crack propagation. This gives a lower limit for the estimation of fracture energy.
Results and discussion
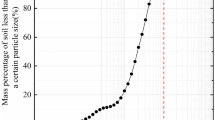
Mass loss due to heat treatment, calculated based on oven-dry masses, is shown in Fig. 4. In the specimens thermally modified at 190 °C, the mass loss varied between 1.3 and 2.0 %, and in the specimens thermally modified at 210 °C, the mass loss was between 4.9 and 6.1 %. Mass loss increases with increasing treatment temperature, exposure time [1] and moisture content [15]. The mass loss observed in this study is in accordance with previous studies [16] but it is clearly lower than in spruce thermally modified in a humid atmosphere [15]. As Esteves and Pereira [1] state, mass loss data are difficult to compare because treatment processes, treatment times and temperatures, species, and initial moisture contents vary between different studies. Mass loss is mainly due to thermal degradation of wood components. Hemicelluloses are the least thermally stable component in wood, so the mass loss is believed to be principally due to the degradation of the hemicelluloses [4, 5]. Lignin, on the other hand, is recognised to be the most thermally stable wood component [15] and thus is least affected by heat treatment.

Mass loss of those thermally modified specimens which fracture mechanical parameters were calculated. n, number of specimens
Figure 5 shows representative load–CMOD curves registered during the experiments for unmodified spruce (Fig. 5a and d), for spruce thermally modified at 190 °C (Fig. 5b and e) and for spruce thermally modified at 210 °C (Fig. 5c and f). Values for the reference material, unmodified spruce, are taken from Tukiainen and Hughes [13] and the material is from same stem as the material used in this present study.

Representative load–CMOD curves for unmodified (REF) and thermally modified (TM) spruce. In each subfigure, the curves represent the fracture behaviour of four adjacent specimens. The curves are normalised to 10-mm specimen thickness using the measured thickness of each specimen. Values for reference material, REF (a and d), are taken from Tukiainen and Hughes [13]. RT radial-tangential (crack propagation system), TR tangential-radial (crack propagation system)
The curves clearly illustrate the effect of thermal modification on the fracture behaviour. The higher the heat treatment temperature and the resultant higher dry mass loss, the more the properties are affected. Thermal modification changes the fracture behaviour more in the RT than in the TR orientation, which is in accord with the results of Majano–Majano et al. [11], although they investigated RL and TL orientations, but the fracture plane is identical in RT and RL and also TR and TL orientations. Although the shape of the curves differs significantly depending on MC, T and fracture orientation, TM does not change the shape of the curve under a given condition, though the curves are in a way scaled down, especially in the RT direction. In air-dried unmodified and TM material at both temperatures, crack propagation is unstable in TR orientation, but becomes stable at high MC, except in specimens thermally modified at 210°. In the RT orientation, crack propagation is stable in unmodified and TM spruce under all environmental conditions. Keunecke et al. [17] reported unstable crack propagation in unmodified spruce in the TR direction and stable crack propagation in RT direction. It seems that heat treatment does not affect the stability of crack propagation. In the TR orientation, the crack propagates in a step-wise manner at high MC through one or several latewood (LW) bands at a time (Fig. 5d, e and f), whereas in the RT orientation, the crack propagates smoothly. Step-wise crack propagation in the TR direction at elevated MCs has previously been observed in unmodified wood [18, 19] and this behaviour can be explained by the repetitive stiffness variation over the growth rings in softwood [20]. Based on these results, TM does not affect the way the crack propagates: in the tangential direction the crack propagates smoothly and in the radial direction in step-wise manner.
The effect of MC, T, heat treatment intensity and fracture orientation on fracture behaviour was quantified with k init, K Ic and G f , and the results are shown in Fig. 6. The results are the averages of each series, and the error bars represent the minimum and maximum values calculated for four to six specimens. k init is proportional to an effective modulus of elasticity of the material.

The effect of T and MC on the fracture behaviour of unmodified (REF) and thermally modified (TM) spruce. The bars represent the mean and the error bars the minimum and maximum values of 4–7 specimens. Values for the reference material, unmodified spruce, are taken from Tukiainen and Hughes [13]. RT radial-tangential (crack propagation system), TR tangential-radial (crack propagation system)
In both unmodified and TM spruce, k init in the RT orientation was greater than in the TR orientation (Fig. 6a) under all environmental conditions. In TM spruce, the difference between orientations was more significant than in the unmodified material at lower MC. At low MC, thermal modification significantly increased k init in the RT orientation, in other words, the tangential modulus of elasticity (MOET) increased. It has previously been reported that TM increases stiffness in the longitudinal direction [1, 11]. In the TR orientation, k init and thus radial modulus of elasticity (MOER) changed only slightly, which is in accordance with the findings of Borrega and Kärenlampi [21]. They reported a small decrease in the MOER in spruce heat treated at 130 °C. The higher MC lowers the k init of TM spruce more than in the reference material. A higher testing temperature also lowers k init. The TM specimens were somewhat smaller than the untreated specimens and this affects the k init values so this comparison is not strictly accurate, but the trend is clear. The difference between RT and TR orientations and also between reference and TM material is more significant at lower MC and T.
The K Ic values obtained are shown in Fig. 6b. Clear differences in K Ic were found between the unmodified and TM materials and test conditions. As the severity of the heat treatment increases, the reduction in the K Ic in the RT orientation values also increase. This is in accordance with previous studies [11, 12]. On the other hand, it seems that heat treatment does not affect the K Ic values in the TR direction. This might be due to the failure mode in this direction; in unmodified wood, the radial crack propagates between the cells [22] in the middle lamella (ML), which is the weakest link in the case of unmodified spruce. The ML mainly consists of lignin [23] and the mechanical properties of the ML are apparently not affected much by TM. In unmodified material, K Ic is higher in the RT than in the TR orientation, but in TM material this is reversed.
In Fig. 6c, the G f of unmodified and TM spruce in the RT and TR orientations under different conditions are shown. The G f values obtained in the case of unstable crack propagation are also reported. These values represent the lower limit of real G f . At low MC, the higher the treatment temperature, the lower the resulting G f values, which is in accordance with the results of Majano–Majano et al. [11] and Pleschberger et al. [12]. Again, TM has a greater effect in the RT than in the TR orientation. In the unmodified spruce, G f is clearly higher than in TM material under all testing conditions in the RT orientation. In the TR orientation, the G f of unmodified spruce is higher than that of TM material at low MC, but the reverse is observed when the MC is high.
In the RT orientation, the crack propagates in the thin-walled early wood (EW); however, the K Ic and G f in unmodified wood are higher in the RT orientation than in the TR orientation and this is at least partly due to the strengthening effect of radially oriented ray cells. It has been reported that the hemicellulose content of ray cells in spruce is approximately 30 %, whereas in the tracheids it is approximately 18 % [24]. The degradation of hemicelluloses most probably results in a notable loss in strength of the ray cells and thus the K Ic and G f values in the RT direction decrease to a greater extent than in the TR direction.
After the mechanical tests were performed, the cracks of 16 specimens—one from each category—were scrutinised using a light microscope in order to determine whether the heat treatment or the conditions of testing had an effect on the failure mode. The results are presented in Table 1. In the TR orientation, the failure mode changed due to heat treatment; in unmodified spruce, the failure mode was mainly inter cellular (IC) in both the EW and the LW under all testing conditions [13]. In spruce, thermally modified at 190 °C, the failure mode was IC in the LW but in the EW both IC and trans wall (TW) failure modes occurred. As the severity of heat treatment increased (HT 210 °C), the failure mode in the LW also changed towards TW. T and MC affected the failure mode of radial cracks in thermally modified only slightly. In the RT orientation, both MC and T affected the failure mode in unmodified spruce [13]. In TM wood, the failure mode was mainly TW regardless of the treatment temperature and testing conditions. When the crack propagates in the radial direction in unmodified softwood, the main failure mode is IC and the crack propagates in the ML [22]. In this case, the ML is the weak layer. When wood is thermally modified, the cell wall becomes weaker and the ML is no longer the weakest link and thus the crack propagates through the cell walls (TW).
Heat treatment does not affect the failure mode in the RT orientation much and in this case the crack always propagates in the EW. In unmodified wood as T and MC increase, the failure mode shifts from TW to IC but in the thermally modified wood the main failure mode is TW under all testing conditions.
Conclusions
The aim of the present study was to investigate the effect of MC and T on the fracture behaviour of TM Norway spruce in the transverse plane. Two heat treatment temperatures—190 and 210 °C—were chosen for the study. Mode I fracture tests were carried out at two different MCs and at both room (22 °C) and elevated T (50 °C) in the RT and TR crack propagation orientations.
TM altered all the calculated fracture parameter values and the change increased as the severity of heat treatment increased. The parameters were altered more in the RT propagation system than in the TR system. TM increased MOET to a notable extent, but MOER only slightly. In unmodified spruce, both the K Ic and G f values were higher in the RT than in TR direction but in thermally modified wood it was reversed: K Ic and G f values were higher in TR direction.
In RT orientation, K Ic and G f values were lower in the TM wood than in unmodified wood under all environmental conditions. In TR orientation, K Ic values differed only slightly between TM and unmodified wood. In TR orientation, G f values in TM wood were lower than in the unmodified wood at lower MC but higher at higher MC.
In the TR orientation, the failure mode changed due to heat treatment. In unmodified spruce. the failure mode was mainly IC in both the EW and the LW. In spruce thermally modified at 190 °C, the failure mode was IC in LW but in the EW both IC and TW failure modes occurred. As the severity of heat treatment increased (210 °C), the failure mode in the LW also altered towards TW. In the RT orientation, the failure mode of unmodified and modified material differs only at high MC and elevated T.
The degradation of hemicelluloses most probably results in a notable strength loss in the hemicellulose-rich ray cells which dominate the fracture properties in the RT orientation and thus the K Ic and G f values in the RT direction decrease significantly, while in the TR orientation, only strength loss in the tangential wall affects K Ic and G f .
References
Esteves B, Pereira H (2009) Wood modification by heat treatment: a review. BioResources 4:370–404
Borrega M (2011) Mechanisms affecting the structure and properties of heat-treated and high-temperature dried Norway spruce (Picea abies) wood, PhD dissertation. University of Eastern Finland
Hughes M, Hill C, Pfriem A (2015) The toughness of hygrothermally modified wood—a review. COST action FP0904 2010-2014: thermo-hydro-mechanical wood behavior and processing. Holzforschung. doi:10.1515/hf-2014-0184
Bourgois J, Guyonnet R (1988) Characterization and analysis of torrefied wood. Wood Sci Technol 22:143–155
Zaman A, Alén R, Kotilainen R (2000) Thermal behavior of scots pine (Pinus Sylvestris) and silver birch (Betula Pendula) at 200–230°C. Wood Fiber Sci 32:138–143
Burmester A (1975) Zur Dimensionsstabilisierung von Holz. Holz als Roh-und Werkstoff 33:333–335
Borrega M, Kärenlampi PP (2010) Three mechanisms affecting the mechanical properties of spruce wood dried at high temperatures. J Wood Sci 56:87–94
Bergander A, Salmén L (2002) Cell wall properties and their effects on the mechanical properties of fibers. J Mater Sci 37:151–156. doi:10.1023/A:1013115925679
Reiterer A, Sinn G (2002) Fracture behaviour of modified spruce wood: a study using linear and non linear fracture mechanics. Holzforschung 56:191–198
Murata K, Watanabe Y, Nakano T (2013) Effect of thermal treatment on fracture properties and adsorption properties of spruce wood. Materials 6:4186–4197
Majano-Majano A, Hughes M, Fernandez-Cabo JL (2012) The fracture toughness and properties of thermally modified beech and ash at different moisture contents. Wood Sci Technol 46:5–21
Pleschberger H, Teischinger A, Müller U, Hansmann C (2014) Change in fracturing and colouring of solid spruce and ash wood after thermal modification. Wood Mater Sci Eng 9:92–101
Tukiainen P, Hughes M (2015) The effect of temperature and moisture content on fracture behaviour of spruce and birch. Holzforschung. doi:10.1515/hf-2015-0017
Schachner H, Reiterer A, Stanzl-Tschegg S (2000) Orthotropic fracture toughness of wood. J Mater Sci Lett 19:1783–1785. doi:10.1023/A:1006703718032
Borrega M, Kärenlampi PP (2008) Effect of relative humidity on thermal degradation of Norway spruce (Picea abies) wood. J Wood Sci 54:323–328
Esteves B, Domingos I, Pereira H (2008) Pine wood modification by heat treatment in air. BioResources 3:142–154
Keunecke D, Stanzl-Tschegg S, Niemz P (2007) Fracture characterisation of yew (Taxus baccata L.) and spruce (Picea abies [L.] Karst.) in the radial-tangential and tangential-radial crack propagation system by a micro wedge splitting test. Holzforschung 61:582–588
Thuvander F, Berglund L (2000) In situ observations of fracture mechanisms for radial cracks in wood. J Mater Sci 35:6277–6283. doi:10.1023/A:1026778622156
Vasic S, Stanzl-Tschegg S (2007) Experimental and numerical investigation of wood fracture mechanisms at different humidity levels. Holzforschung 61:367–374
Thuvander F, Jernkvist L, Gunnars J (2000) Influence of repetitive stiffness variation on crack growth behaviour in wood. J Mater Sci 35:6259–6266. doi:10.1023/A:1026766203501
Borrega M, Kärenlampi PP (2011) Radial mechanical properties of high-temperature dried Norway spruce (Picea abies) wood. Wood Mater Sci Eng 6:147–154
Ashby M, Easterling K, Harrysson R, Maiti S (1985) The fracture and toughness of woods. Proc R Soc Lond A 398:261–280
Fengel D, Wegener G (1989) Wood: chemistry, ultrastructure, reactions. Walter de Gruyter, Berlin
Perilä O (1961) The chemical composition of carbohydrates of wood cells. J Polym Sci 51:19–26
Acknowledgements
This work formed part of “E-Wood”, a project supported by the Multidisciplinary Institute of Digitalisation and Energy (MIDE, http://www.mide.aalto.fi). The authors would like to thank Raute Oyj for providing fresh spruce.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Tukiainen, P., Hughes, M. The effect of elevated temperature and high moisture content on the fracture behaviour of thermally modified spruce. J Mater Sci 51, 1437–1444 (2016). https://doi.org/10.1007/s10853-015-9463-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-015-9463-5