
Abstract
The fracture toughness of thermally modified beech (Fagus sylvatica L) and ash (Fraxinus excelsior L) wood under Mode I loading was quantified using Compact Tension (CT) specimens, loaded under steady-state crack propagation conditions. The influence of three heat-treatment levels and three moisture contents, as well as two crack propagation systems (RL and TL) was studied. Complete load–displacement records were analysed, and the initial slope, k init, critical stress intensity factor, K Ic, and specific fracture energy, G f, evaluated. In the case of both species, thermal modification was found to be significantly affect the material behaviour; the more severe the thermal treatment, the lower the values of K Ic and G f, with less difference being observed between the most severe treatments. Moisture content was also found to influence fracture toughness, but had a much less significant effect than the heat treatment.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Thermal modification, or heat treatment, of wood is now an established alternative to other preservative treatments that may be harmful to the environment. The advantages of thermal modification include an improvement in biological resistance, enhanced dimensional stability and a reduction in hygroscopicity (Tjeerdsma et al. 1998; Rowell 1999; Bekhta and Niemz 2003). A significant disadvantage is, however, a loss in toughness, which limits its use in structural applications. Thus far, it has mainly been softwoods that have been heat treated, and for non-structural purposes. With the abundance of hardwoods such as beech and ash, heat treatment is one way of adding value to these species and such processes have now been commercialised.
There has been a recent interest in the use of modified wood in true structural applications (Tjeerdsma et al. 2007). However, when the use of (thermally) modified wood in structural applications is envisioned, the fracture properties become extremely important, particularly fracture in tension perpendicular to the grain. Many studies reporting the mechanical properties of thermally modified wood have appeared in the literature (Santos 2000; Kubojima et al. 2000; Kamdem et al. 2002; Bekhta and Niemz 2003; Yildiz and Yildiz 2005; Poncsák et al. 2006; Shi et al. 2007; Borrega and Kärenlampi 2008), although the findings are difficult to compare due to the variation in treatments and testing conditions.
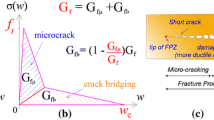
Since pioneering work developed in the 1960s, fracture mechanics has replaced empiricism in the field of timber engineering problems (Gustafsson 1992; Valentin et al. 1991). Most of the studies employing fracture mechanical approaches to wood have so far been performed on unmodified material (Jeronimidis 1980; Tschegg et al. 2001; Tukiainen and Koponen 2006). Numerous researches in the field of wood science have applied both linear elastic fracture mechanics (LEFM) and non-linear elastic fracture mechanics (NLEFM). Through the LEFM approach, parameters like the critical stress intensity factor K Ic can be obtained. K Ic characterises the maximum stress state quantifying the resistance that a material possesses to crack initiation. Another important parameter is the initial slope of the load–displacement curve, k init, which is proportional to the stiffness of the material and characterises the deformation behaviour before the crack starts. Some violations of the assumptions of LEFM principles (Aicher and Reinhardt 1993) are the strain softening process zones that appear around the crack-tip (Boatright and Garrett 1983). NLEFM concepts are more appropriate in several practical situations (Gustafsson 1988). Useful parameters like the specific fracture energy, G f, which is derived from the load–displacement histories, and which represents the whole fracture process until complete separation of the specimen including crack initiation and propagation yield, can be obtained.
Different techniques for measuring macroscopic wood fracture are available. These include the wedge splitting method (Tschegg 1986), the Nordtest Build 422 method and Compact Tension (CT) tests (Boström 1992). These methods have also been used to investigate fracture in other materials such as concrete (Tschegg et al. 1995), ceramics (Harmuth et al. 1996) and wood composites (Ehart et al. 1996). Different techniques, such as digital image processing, have been used to obtain full-field displacement and strain profiles (Samarasinghe and Kulasiri 2000). As the microstructure of every wood species plays an important role in its behaviour, advanced techniques are needed to study fracture properties at the microscopic level. Nowadays, for instance, environmental scanning microscopy (ESEM) can be combined with in situ deformation allowing full-field displacement measurement to be undertaken using image processing methods (Vasic and Smith 1996; Sippola and Koponen 1999; Frühmann et al. 2003; Vasic and Stanzl-Tschegg 2007).
There have been few studies on fracture properties of modified wood reported in the literature to date. Reiterer and Sinn (2002) reported the fracture properties of unmodified spruce and spruce modified by thermal treatment and acetylation, finding reductions in toughness of 20% with acetylated wood, and from 50 to 80% for heat-treated material.
Few previous investigations have considered the dependency of fracture behaviour on moisture content (MC), and those that have, have focused mainly on untreated wood. Most of these studies have employed LEFM principles and reported values for K Ic (Kretschmann and Green 1996; Prokopski 1996; King et al. 1999; Reiterer and Tschegg 2002; Wang et al. 2003) with relatively low statistical significance in the range of 12–18% MC and higher values for dry wood. Smith and Chui (1994) determined the fracture energy under Mode I loading using flexural tests at different MC. This study showed that an increase in the fracture energy was found with decreasing MC from fibre saturation point to a MC of 18%; below MC of 18%, any reduction in MC leads to a reduction in fracture energy. Reiterer and Sinn (2002) reported an increase in specific fracture energy with increasing of MC.
In the work reported in this paper, the fracture properties and fracture toughness of two hardwood species, beech (Fagus sylvatica L) and ash (Fraxinus excelsior L), thermally modified to three different levels were studied. Fracture tests were carried out using CT tests under Mode I loading and steady-state crack propagation conditions using fracture mechanics principles. The investigations were carried out in the RL (radial-longitudinal) and TL (tangential-longitudinal) crack propagation systems. The results are supplemented by scanning electron microscope (SEM) images of the fracture surfaces. In order to investigate the possible influences of environmental conditions on the fracture properties, the behaviour at different MC was also assessed.
Experimental
Material
Beech and ash were provided by Mitteramskogler GmbH, Austria. The pre-dried (to approx. 8–12% MC) wood boards were modified at heating temperatures of 180° (Mezzo), 200° (Forte) and 230° (Forte exterior) in a dry three-stage heat-treatment process (Mitteramskogler 2007). Both the treated and untreated wood samples were obtained from the same log (i.e. “twin” boards, with one half thermally treated and the other half left untreated) in order to reduce variability.
The colour changes resulting from the three different heat treatments were measured using a Minolta CM 2600d spectrophotometer reported according to the CIE L*a*b system (Patzelt et al. 2003; Esteves et al. 2008; Bekhta and Niemz 2003; Johansson and Morén 2006).
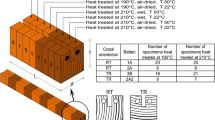
For the wood fracture tests under mode I loading, notched CT specimens were prepared with an initial notch about 5 mm long. The initial notch was then lengthened with a small band saw and finally sharpened with a razor blade cut about 2 mm long (see Fig. 1). In the RL and TL crack propagation systems studied, the first letters, R (radial) and T (tangential), respectively, indicate the direction of the normal to the crack plane. The second letter, L (longitudinal), refers to the direction of crack propagation.

Specimen geometry and orientations
According to Stanzl-Tschegg et al. (1995), there is no size dependence when the specimen dimensions are sufficiently large; however, in the present study, the specimen geometry was too small to obtain size-independent fracture values. Nevertheless, since all of the specimens had the same dimensions and geometry, a comparison of the experimental values and determination of the change in fracture properties due to the different heat treatments was possible.
Prior to testing, the specimens were conditioned at 20–22°C and 33, 65 and 95% relative humidity (RH) using salt solutions until equilibrium moisture content (EMC) was reached. The MC of each specimen was determined by oven drying for 24 h at 103°C and re-measuring the weight. Throughout, MC is expressed as the moisture contained in a sample as a percentage of the oven dry weight.
Density was measured from sets of approximately 30 cubic samples conditioned at 20–22°C and 65% RH to constant weight. Values varying from 600 to 777 kg/m3 for untreated beech and from 472 to 727 kg/m3 for heat-treated beech were obtained. In the case of ash, the density of the untreated samples varied from 617 to 694 kg/m3 and for treated samples, from 516 to 673 kg/m3.
Procedure
The Mode I CT tests were carried out using a small stepper motor driven loading device (Fig. 2). The notched specimens were loaded via two pins affixed to the cross-heads as shown in Fig. 2. The specimens were loaded up to failure under displacement control at a speed of 0.4 mm/min. Force was measured with a load cell having a maximum capacity of ±5 kN. Crack mouth opening displacement (CMOD) was recorded using a digital displacement gauge. At the end of the tests, the remaining ligament of the specimen was measured. Complete load–CMOD curves were obtained in all the tests. The specific fracture energy (G f) was calculated from the integrated area under these curves (Fig. 3) divided by the area of the fracture surface, A, of the specimen according to Eq. (1), where F H represents the horizontal splitting force and δ the CMOD:
G f is a “toughness” quantity and characterises the whole fracture process form crack initiation until complete separation of the specimen, including propagation yield. This quantity represents the energy needed to produce a unit fracture area, including the dissipated energy.

Testing device

Typical load–displacement curve
In order to characterise the stiffness of the specimens, the initial slope of the load–displacement curves in the linear elastic region k init was determined (Eq. 2)
This quantity is proportional to the modulus of elasticity of the material.
The critical stress intensity factor K Ic was also calculated, according to Eq. (3) (Zhao et al. 1991; Reiterer and Sinn 2002).
Where F Hmax is the maximum horizontal force, a is the distance from the line of action of the horizontal force to the notch tip, h is the distance from this line of action to the bottom of the specimen and b the thickness of the sample (Fig. 1). The expression was applied first to isotropic materials, but recent studies have justified this approach for crack initiation parallel to the grain (Schachner et al. 2000).
Results and discussions
Colour measurements
To support the fracture studies and in order to characterise the degree of thermal modification, the colour of the radial and tangential sections was determined in accordance with the CIE L*a*b system. Differences between treated and untreated wood were observed in the L*, a* and b* coordinates (Table 1). Total colour change, ΔE*, was calculated using the previous colour space values. L* (lightness) ranges from 0% (black) to 100% (white); the chromaticity coordinates a* from green (−a) to red (+a) and b* from blue (−b) to yellow (+b).
The measured averages of ΔL*, Δa*, Δb* and ΔE* are presented in Table 1.
The colour spectra are shown in Fig. 4.

Colour spectra for untreated (UT) and heat-treated (T) beech (left) and ash (right) for Mezzo (ME), Forte (FO) and Forte exterior (FE) heat treatments
With thermal treatment, the colour of the wood was altered, becoming darker as the severity of treatment increased. Colour change is associated with the formation of coloured degradation products from hemicelluloses (Sundqvist 2004) and from extractives (Sundqvist and Morén 2002). Another reason for the colour change is the formation of oxidation products (Tjeerdsma et al. 1998; Bekhta and Niemz 2003). On average, lightness decreased with increasing treatment severity, along with a* and b* values. The difference between tangential and radial sections was not significant.
EMC curves
Prior to the fracture studies, the equilibrium moisture contents of the samples were calculated. For all treated wood, EMC was 3.7 ± 1.1% at 33% RH, and at 65% RH, it was 5.4 ± 1.5% whilst at 95% RH, EMC was 15.5 ± 6.7%. For untreated wood, the EMC values were 7.5 ± 0.3, 11.6 ± 0.8 and 23.4 ± 1.2% at 33, 65 and 95% RH, respectively. The RH–EMC relationships of treated and untreated beech and ash are shown in Fig. 5. Each point represents the mean of 20 measurements.

Equilibrium Moisture Content curves for beech (left) and ash (right), for the treated (T) and untreated (UT) twins and Forte exterior (FE), Forte (FO) and Mezzo (ME) thermal treatments
Fracture properties
Typical load versus CMOD curves obtained from the different sets of CT tests on beech are shown in Fig. 6. In the case of ash, the load versus CMOD curves were similar to those of beech. The curves provide useful information about fracture behaviour. The top row of the group of diagrams corresponds to the results obtained in the RL propagation system and the bottom row to the TL propagation system. The solid lines represent the results for heat-treated wood, whilst the dotted lines show the untreated material. The different greys correspond to the different moisture contents. The same scale was chosen for all the graphs in order to make a direct comparison possible.

Representative CMOD versus load (F) curves for untreated (UT) and heat-treated (T) beech, in the RL (upper series) and TL (lower series) systems, for Mezzo (left), Forte (middle) and Forte exterior (right) heat treatments, after conditioning at 33, 65 and 95% RH
The forms of the curves for treated and untreated differ significantly. Differences can be quantified with the following parameters: maximum load, F max, the initial slope, k init, the critical stress intensity factor, K Ic, and the specific fracture energy, G f.
F max is a characteristic strength parameter. The F max attained in the tests on the treated and untreated twins was entirely different, being highest for the untreated raw material and decreasing as the severity of thermal treatment increased. The difference between the two species is not particularly pronounced. As may be observed (Fig. 6), the load–CMOD curves for the heat-treated wood show smoother and more uninterrupted behaviour than those exhibited by the unmodified raw material, which displays more uneven behaviour. The explanation for this could lie in the complex structure of hardwoods, which consists on a high proportion of radially oriented cells (rays) acting as reinforcement that compel the crack to take a more winding trajectory (Reiterer et al. 2002a, b). The maximum load is evident as an angular peak, typical of linear elastic brittle hardwoods (Stanzl-Tschegg 2006). A deviation is noticeable in the case of untreated wood at higher MC which exhibits a more rounded peak at the maximum load.
The results of the initial slope, k init, are shown in Table 2.
The differences in k init between treated and untreated wood are small and no clear, general, trend can be seen. Nevertheless, slightly higher values can be associated with the heat-treated sets, especially in beech. However, there are some cases where the k init of heat-treated samples is only as high as the raw material itself and also other cases where a higher k init is seen in the untreated wood. This mostly occurs in ash in the TL system. As the initial slope, k init, characterises stiffness and is proportional to an effective modulus of elasticity, these findings indicate that a generally higher modulus of elasticity would be expected in the treated wood (Santos 2000; Kocaefe et al. 2008). Some researchers have, however, reported an inverse trend (Schneider 1971; Yildiz et al. 2002; Reiterer and Sinn 2002).
The critical stress intensity factors, K Ic, obtained are shown in Table 3.
In this case, clear differences in K Ic were found between the heat-treated sets and the unmodified material; the lower values seen in the case of the heat-treated wood indicate that crack initiation occurs more readily in this material.
In Table 4, the results for the specific fracture energies G f of the beech and ash twins are shown.
As expected, in both species and in both crack propagation systems, G f was found to be higher in the case of untreated wood than in treated wood. No significant differences in G f could be observed between the wood subjected to the two severest treatments, FO and FE.
Heat-treatment produces a degradation of the hemicelluloses, which is the wood component with the highest thermal sensitivity (Zaman et al. 2000). Hemicelluloses play an important role in strength (Esteves et al. 2007) and their degradation, which is expected to take place at temperatures above 120°C (Fengel and Wegener 1989), can therefore affect the strength properties of wood. It follows then that the fracture properties are likely to be affected and this contention is supported by the results of this study. The reduction in the toughness of heat-treated wood can be attributed to its lowered plastic ductility. Crack initiation is easier in thermally modified wood, as shown by the lowered K Ic, and the crack propagation phase consumes less energy and takes place in a more brittle manner in the treated wood.
For the untreated material, the generally higher fracture parameters values obtained in the RL crack propagation system indicate that in both species the stiffness in this orientation is higher than in the TL direction. When the structure of both hardwoods is considered, the higher G f values seen in the untreated material in the RL system could, once more, be attributed to a high proportion of rays acting as reinforcement. According to several authors (Beery et al. 1983; Burgert and Eckstein 2001; Reiterer et al. 2002a), before macro-crack initiation, as well as during the crack propagation phase, the rays carry tensile stresses in the developing process zone (comprising micro-cracks and irreversibly deformed regions) around the crack-tip. Moreover, additional fracture energy is consumed by the rays by creating fibre bridges behind the crack-tip during crack propagation. The ratios between RL and TL system are higher for K Ic than for the equivalent G f. This may signify that the rays have a greater influence on the crack initiation phase than on the propagation phase. In the case of the treated material, the fracture values were also generally higher in RL system than in the TL system, but the differences were especially slight for the most severe treatments.
In both species, as the severity of the treatment increases, the percentage reductions in K Ic and G f relative to the untreated materials also increase. These reductions are higher in the RL system than in the TL system, though between the two severest treatments, FO and FE, the percentage reductions are similar. The difference in these reductions between beech and ash is not large.
The structural features are clearly visible on the fracture surfaces shown in Figs. 7 and 8 which support the differences described above.

SEM micrographs of the fracture surface of untreated ash in the RL (a) and TL (b) crack propagation system

SEM micrographs of the fracture surface of treated ash (FE) in the RL (a) and TL (b) crack propagation system
In Fig. 7a, the RL fracture surface of untreated ash can be seen. It is clearly visible how the multiseriate rays are severed by the propagation of the crack. Figure 7b shows the TL fracture surface of untreated ash. Regions where the multiseriate rays are separated from the axial tissue are clearly seen. Figure 8a, b shows the fracture surface of FE-treated ash in the RL and TL directions, respectively. It can be clearly seen how the fracture surface of the untreated material (Fig. 7) is significantly more deformed, with many parts of the cell walls being pulled-out, than the fracture surface of the heat-treated sample, which exhibits predominantly cleanly cut cell walls (Fig. 8). A similar finding may be observed from Fig. 9a, b that show the fracture surfaces of ME- and FO-treated ash, respectively, in the TL system. The behaviour of ME-treated ash is closer to that of untreated ash, with some pulled-out cell walls, whereas FO exhibits a predominance of clean-cut cell walls, similar to those shown in FE-treated ash (Fig. 8b). These observations closely support the results from fracture tests. These findings agree with those of other authors (Reiterer and Sinn 2002; Reiterer et al. 2002a, b), who reported greater reductions over the raw material in heat-treated spruce than in acetylated spruce; differences between the RL and TL systems were also noted, being similar to the results obtained in this study.

SEM micrographs of the fracture surface of ME-treated ash (a) and FO-treated ash (b) both in TL system
Moisture content is another factor which is known to influence most of the mechanical properties of wood. Increasing MC leads to a reduction in stiffness and strength. In this study, it has been clearly shown that MC also affects the fracture properties. As shown in EMC subsection, heat-treated wood is less hygroscopic than untreated wood, with the EMC values of the treated wood being lower than those of the untreated material at the same relative humidity. This in turn influences the crack propagation stage; for a low MC, a more brittle crack propagation phase can be expected.
With increasing MC, the load–CMOD curves showed a decrease in the maximum stress state and an increase in the displacements (Fig. 6). For untreated beech and ash, the decrease in the maximum load (F max) and K Ic values in the 7–8 and 11–12% MC ranges (corresponding to 33 and 65% RH, respectively) are not significantly different. However, a more pronounced decrease in maximum load was obtained at a MC of 22–24% (corresponding to 95% RH). For the heat-treated beech and ash, the differences in F max, as well as in K Ic, between all moisture contents were slight. This result agrees with mostly of the related investigations in this field (Kretschmann and Green 1996; Prokopski 1996; King et al. 1999; Reiterer and Tschegg 2002).
The influence of MC on G f is more pronounced than on K Ic. An increase in MC was found to result in an increase in G f, which is in agreement with the results reported by Reiterer and Tschegg (2002). This means that at higher MCs, more energy per unit area is needed to separate a wood sample into two halves. The energy needed to create the process zone for crack propagation increases due to the higher ductility, more energy is consumed in fibre bridging behind the crack-tip and also the dissipation energy increase because of irreversible deformation. The CMOD prior to the crack start is larger with increasing MC, which means that wood can be strained more until crack propagation initiates. This increase in ductility accompanies the reduction in stiffness argued by the findings of K Ic. A deviation from these results was found for untreated wood in the TL orientation, which showed the highest G f at intermediate moisture content levels.
For heat-treated wood, the increase in G f in the 7–8 and 11–12% MC ranges are not significantly different either. ME sets in the TL system and in the highest MC, 18–20%, reached G f close to the values obtained for untreated wood in the same system and MC condition.
Conclusion
The influence of three different heat treatments (ME, FO and FE), three moisture contents and two crack propagation systems, RL and TL, on the Mode I fracture behaviour of beech and ash have been evaluated using compact tension tests. The load–displacement diagrams were used to determine the basic fracture parameters. Heat-treated specimens showed a decrease in K Ic and G f in comparison with the unmodified raw material. The more severe the treatment, the lower both K Ic and G f values, as crack initiation was easier and the crack propagation phase consumed less energy and took place in a more brittle way. The initial slope indicated that the stiffness values did not differ significantly between untreated and heat-treated wood.
Most of the fracture parameters were found to be higher in the RL crack propagation system than in the TL system and may be accounted for by the high proportion of rays acting as reinforcement in the crack plane. This apparently has a strong influence, especially on K Ic .
ME treatment in both species showed the lowest K Ic percentage reductions varying between 25 and 46% in the RL system and 0.6–28% in the TL system. FO and FE K Ic reductions varied between around 44 and 61% compared to the untreated raw material in the RL system and between 34 and 60% in the TL system. G f percentage reduction values were higher than those of K Ic. In the RL direction, ME showed G f values reduced by approximately 53–70% in both species, and 72–86% in the case of FO and FE, compared to the unmodified material. In the TL direction, the reduction was in the range of 23–56% for ME and 63–84% for both FO and FE. No huge differences were found between species. Therefore, it can be concluded that crack initiation and crack propagation are easier in beech and ash subjected to the more severe treatments.
Increasing moisture content leads to an increment of ductility, which also produces a significant increase in the specific fracture energy, which characterises the entire fracture process. For the unmodified wood in the TL orientation, the highest G f values were obtained at intermediate moisture contents and not at the greatest MC. It must be noted that for K Ic, the opposite trend occurred; a decrease in this parameter being observed with increasing MC.
The greater brittleness of the thermally treated wood is expressed in the G f and K Ic parameters. The significant decrease in the fracture properties is mainly due to the heat-treatment process and to a lesser extent to changes in MC. Thus, severe treatment penalises the potential of thermally modified beech and ash in structural applications. Further studies are currently underway on the application of the fracture properties of TMT to find a fracture model for this material.
References
Aicher S, Reinhardt HW (1993) Influence of structure size in linear and nonlinear (wood) fracture mechanics. Holz Roh- Werkst 51:215–220
Beery WH, Ifju G, McLain TE (1983) Quantitative wood anatomy—relating anatomy to transverse tensile strength. Wood Fiber Sci 15(4):395–407
Bekhta P, Niemz P (2003) Effect of high temperature on the change in color, dimensional stability and mechanical properties of spruce wood. Holzforschung 57(5):539–546
Boatright SWJ, Garrett GG (1983) The effect of microstructure and stress state on the fracture behaviour of wood. J Mater Sci 18(7):2181–2199
Borrega M, Kärenlampi PP (2008) Mechanical behavior of heat-treated spruce (Picea abies) wood at constant moisture content and ambient humidity. Holz Roh Werkst 66:63–69
Boström L (1992) Method for determination of the softening behaviour of wood and the applicability of a nonlinear fracture mechanics model. In: Proceedings of the first European conference on wood modification. Lund, Sweden, pp 132
Burgert I, Eckstein D (2001) The tensile strength of isolated wood rays of beech (Fagus sylvatica L.) and its significance for the biomechanics of living trees. Trees 15:168–170
Ehart RJA, Stanzl-Tschegg SE, Tschegg EK (1996) Characterization of crack propagation in particleboard. Wood Sci Technol 30(5):307–321
Esteves B, Velez Marques A, Domingos I, Pereira H (2007) Influence of steam heating on the properties of pine (Pinus pinaster) and eucalypt (Eucalyptus globulus) wood. Wood Sci Technol 41:193–207
Esteves B, Velez Marques A, Domingos I, Pereira H (2008) Heat-induced colour changes of pine (Pinus pinaster) and eucalypt (Eucalyptus globulus) wood. Wood Sci Technol 42:369–384
Fengel D, Wegener G (1989) Wood: chemistry, ultrastructure, reactions. New York
Frühmann K, Burgert I, Stanzl-Tschegg SE, Tschegg EK (2003) Mode I fracture behaviour on the growth ring scale and cellular level of spruce (Picea abies [L.] Karst.) and beech (Fagus sylvatica L.) loaded in the TR crack propagation system. Holzforschung 57(6):653–660
Gustafsson PJ (1988) A study of strength of notched beams. In: Proceedings, CIB-W18, Meeting 21. Vancouver
Gustafsson PJ (1992) Fracture mechanics in codes of timber design. In: COST 508—Wood mechanics workshop on fracture mechanics in wooden materials
Harmuth H, Rieder K, Tschegg E, Krobath M (1996) Investigation of the nonlinear fracture behaviour of ordinary ceramic refractory materials. Mater Sci Eng A214:53–61
Jeronimidis G (1980) The fracture behaviour of wood and the relations between toughness and morphology. Proc R Soc Lond B 208:447–460
Johansson D, Morén T (2006) The potential of colour measurement for strength prediction of thermally treated wood. Holz Roh- Werkst 64:104–110
Kamdem DP, Pizzi A, Jermannaud A (2002) Durability of heat-treated wood. Holz Roh- Werkst 60:1–6
King MJ, Sutherland IJ, Le-Ngoc L (1999) Fracture toughness of wet and dry Pinus radiata. Holz Roh- Werkst 57(4):235–240
Kocaefe D, Shi JL, Yang DQ, Bouazara M (2008) Mechanical properties, dimensional stability, and mold resistance of heat-treated jack pine and aspen. For Prod J 58(6):88–93
Kretschmann DE, Green DW (1996) Modeling moisture content-mechanical property relationships for clear southern pine. Wood Fiber Sci 28(3):320–337
Kubojima Y, Okano T, Ohta M (2000) Bending strength and toughness of heat-treated wood. J Wood Sci 46:8–15
Mitteramskogler GMBH (2007) Optimised thermal treatment parameters with respect to mechanical properties. Deliverable D8 from the European project NO. NMP2-CT-2005-011799. Project acronym, HOLIWOOD, pp 45
Patzelt M, Emsenhuber G, Stingl R (2003) Colour measurements as means of quality control of thermally treated wood. In: Proceedings of the first European conference on wood modification. Ghent, Belgium. April 3–4 2003, pp 213–218
Poncsák S, Kocaefe D, Bouazara M, Pichette A (2006) Effect of high temperature treatment on the mechanical properties of birch (Betula papyrifera). Wood Sci Technol 40(8):647–663
Prokopski G (1996) Influence of moisture content on fracture toughness of wood. Int J Fract 79:R73–R77
Reiterer A, Sinn G (2002) Fracture behaviour of modified Spruce wood: a study using linear and non linear fracture mechanics. Holzforschung 56:191–198
Reiterer A, Tschegg G (2002) The influence of moisture content on the mode I fracture behaviour of sprucewood. J Mater Sci 37:4487–4491
Reiterer A, Burgert I, Sinn G, Tschegg S (2002a) The radial reinforcement of the wood structure and its implication on mechanical and fracture mechanical properties—A comparison between two tree species. J Mater Sci 37:935–940
Reiterer A, Sinn G, Stanzl-Tschegg SE (2002b) Fracture characteristics of different wood species under mode I loading perpendicular to the grain. Mater Sci Eng A332:29–36
Rowell RM (1999) Specialty treatments. In: Wood handbook-wood as an engineering material. Forest Products Laboratory, Madison, pp 19.1–19.14
Samarasinghe S, Kulasiri GD (2000) Displacement fields on wood in tension based on image processing: part 2. Crack-tip displacements in mode-I and mixed-mode fracture. Silva Fenn 34(3):261–274
Santos JA (2000) Mechanical behaviour of Eucalyptus wood modified by heat. Wood Sci Technol 34:39–43
Schachner H, Reiterer A, Stanzl-Tschegg SE (2000) Orthotropic fracture toughness of wood. J Mater Sci Lett 19:1783–1785
Schneider A (1971) Investigations on the influence of heat treatments within a range of temperature from 100°C to 200°C on the modulus of elasticity, maximum crushing strength, and impact work of Pine sapwood and Beechwood. Holzforschung 29:431–440
Shi JL, Kocaefe D, Zhang J (2007) Mechanical behaviour of Québec wood species heat-treated using Thermo wood process. Holz Roh- Werkst 65:255–259
Sippola M, Koponen S (1999) Fracture behaviour of clear softwood—tests and FEM models. In: COST-Action E8: 207–221
Smith I, Chui YH (1994) Factors affecting mode I fracture energy of plantation-grown red pine. Wood Sci Technol 28:147–157
Stanzl-Tschegg SE (2006) Microstructure and fracture mechanical response of wood. Int J Fract 139:495–508
Stanzl-Tschegg SE, Tan DM, Tschegg EK (1995) New splitting method for wood fracture characterization. Wood Sci Technol 29:31–50
Sundqvist B (2004) Colour changes and acid formation in wood during heating. PhD thesis. Lulea University of Technology, Sweden
Sundqvist B, Morén T (2002) The influence of wood polymers and extractives on wood colour induced by hydrothermal treatment. Holz Roh- Werkst 60(5):375–376
Tjeerdsma BF, Boonstra M, Pizzi A, Tekely P, Militz H (1998) Characterisation of thermally modified wood: molecular reasons for wood performance improvement. Holz Roh- Werkst 56:149–153
Tjeerdsma BF, Kattenbroek B, Jorissen A (2007) Acetylated wood in exterior and heavy load-bearing constructions: building of two timber traffic bridges of acetylated Radiata pine. In: Hill CAS, Jones D, Militz H, Ormondroyd GA (Eds) Proceedings of the 3rd European conference on wood modification, 15–16th October 2007. Cardiff, UK, pp 403–411
Tschegg EK (1986) Equipment and appropriate specimen shape for tests to measure fracture values. Patent AT-390328
Tschegg EK, Elser M, Kreuzer H (1995) Mode I fracture behaviour of concrete under biaxial loading. J Mater Sci 30(1):235–242
Tschegg EK, Frühmann K, Stanzl-Tschegg SE (2001) Damage and fracture mechanisms during mode I and III loading of wood. Holzforschung 55:525–533
Tukiainen P, Koponen S (2006) Fracture behaviour of small wood specimens in RT-direction. In: Proceedings of the 10th world conference on timber engineering. Portland, OR, USA, pp 55
Valentin GH, Boström L, Gustafsson PJ, Ranta-Maunus A, Gowda S (1991) Application of fracture mechanics to timber structures RILEM state-of-art report. VTT Technical Research Centre of Finland. Research notes 1262
Vasic S, Smith I (1996) The brittleness of wood in tension perpendicular to the grain: micro-mechanical aspects. In: Proceedings of COST 508 wood mechanics conference. Stuttgart, Germany, 1996, May 14–16, pp 555–569
Vasic S, Stanzl-Tschegg S (2007) Experimental and numerical investigations of wood fracture mechanisms at different humidity levels. Holzforschung 61:367–374
Wang LY, Lu ZY, Zhao GJ (2003) Wood fracture pattern during the water adsorption process. Holzforschung 57:639–643
Yildiz UC, Yildiz S (2005) Mechanical and chemical behavior of beech wood modified by heat. Wood Fiber Sci 37(3):456–461
Yildiz S, Çolakoglu G, Yildiz ÜC, Gezer ED, Temiz A (2002) Effects of heat treatment on modulus of elasticity of beech wood. IRG/WP 02-40222
Zaman A, Alen R, Kotilainen R (2000) Thermal behavior of scots pine (Pinus Silvestrys) and silver birch (Betula Pendula) at 200–230°C. Wood Fiber Sci 32(2):138–143
Zhao G, Jiao H, Xu S (1991) Study on fracture behaviour with wedge splitting test method. In: JGMv Mier, JG Rots, E Bakker, FN Spon (Eds) RILEM Fracture processes in concrete, rock and ceramics
Acknowledgments
The results presented were developed within the IP-SME project HOLIWOOD (Holistic implementation of European thermally treated hard wood in the sector of construction industry and noise protection by sustainable, knowledge-based and value added products). This Project is carried out with the financial support from the European Community within the Sixth Framework Program (NMP2-CT-2005-IP 011799-2). This publication reflects the authors view. The European Community is not liable for any use that may be made of the information contained therein. We would like also thank the staff of the Laboratory of Forest Products Technology, TKK, particularly to Pekka Tukiainen, for his support. Also thanks are due to the staff at the Institute for Systems based on Optoelectronics and Microtechnology, UPM, and in particular to David López-Romero Moraleda.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Majano-Majano, A., Hughes, M. & Fernandez-Cabo, J.L. The fracture toughness and properties of thermally modified beech and ash at different moisture contents. Wood Sci Technol 46, 5–21 (2012). https://doi.org/10.1007/s00226-010-0389-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00226-010-0389-4