
Abstract
As an emerging cellulosic nanomaterial, microfibrillated cellulose (MFC) and nanofibrillated cellulose (NFC) have shown enormous potential in the forest products industry. The forest products industry and academia are working together to realise the possibilities of commercializing MFC and NFC. However, there are still needs to improve the processing, characterisation and material properties of nanocellulose in order to realise its full potential. The annual number of research publications and patents on nanocellulose with respect to manufacturing, properties and applications is now up in the thousands, so it is of the utmost importance to review articles that endeavour to research on this explosive topic of cellulose nanomaterials. This review examines the past and current situation of wood-based MFC and NFC in relation to its processing and applications relating to papermaking.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Woods is made up of cellulose, hemicellulose, lignin and some extractives. Wood fibres are used in pulp and paper products, packaging boards, non-woven products, sawn goods and panel boards. The cellulose fibrils in the cell wall of wood are glued together by hemicellulose and lignin. Cellulose is the most highly abundant, renewable, biodegradable biopolymers on earth (Klemm et al. 2006; Iwamoto et al. 2005). Approximately 7.5 × 1010 tonnes of cellulose are processed annually (Abdul Khalil et al. 2014). The hierarchical and complex structure of biomass-derived cellulose is such that the structure can be analysed on different levels, such as structural, morphological (macrofibrils, fibres, pores), supramolecular (microfibrils, crystalline and amorphous regions, and hydrogen bonds), and finally the molecular level (glucan chains and hydrogen bonds). The hierarchical arrangement design within wood fibres consists of its growth rings, cellular structure, cell wall, fibril matrix, microfibrils and cellulose molecule. This structure means that the design is divided into different dimensional scale i.e. from macro-scale to nano-scale level, coupled with the ability of the cellulose molecule to be chemically modified and be re-engineered into potential applications ranging from papermaking, coatings and films, nanocomposites, pharmaceuticals, separation membranes, rheological modifiers, oil and gas, biomedical engineering.
Wood-derived cellulosic nanomaterials have been recognised as having enormous potential in the field of pulp and paper technology. This field of research is often referred to as forest nanotechnology for renewable materials. There is growing research interest in the use of cellulosic nanomaterials in papermaking, coating and films. The newly engineered fibre microfibrillated cellulose (MFC) and nanofibrillated cellulose (NFC) are known to have unique properties such as high strength and stiffness, and thus can be used to improve the mechanical strength in paper-based products as well as to improve the gas barrier properties in films. Many scholars have shown that MFC and NFC can be used as follows in papermaking applications: as strength additives; to enhance barrier properties in food packaging, to improved paper gloss, to reduce paper grammage and for smart and sustainable packaging (Yoo and Hsieh 2010; Mörseburg and Chinga-Carrasco 2009; Ahola et al. 2008a; Henriksson et al. 2008; Eriksen et al. 2008).
Nanocellulose
Nanocellulose is a term often used to mean nano-scale of a cellulosic material. A cellulosic material is considered to be in the nanoscale range if the fibril particle diameters or width is between 1 and 100 nm. Figure 1 shows the different hierarchical levels of nanocellulose. It should be noted that there is still a lot of confusion regarding the terminology and nomenclature of nanocellulose. As many reports on nanocellulose are not consistent and do not make clear distinction between the different hierarchical levels of cellulose nanomaterials. Nanocellulose can be categorised into cellulose nanofibres and cellulose nanostructured materials. The cellulose nanofibres are sub-divided into nanocrystalline cellulose (or cellulose nanocrystals or cellulose nanowhiskers) and nanofibrillar cellulose (NFC) [or cellulose nanofibril (CNF)]. Cellulose nanostructured materials are sub-grouped into microcrystalline cellulose (or cellulose microcrystal) and microfibrillar cellulose (MFC) [or cellulose microfibril (CMF)] (TAPPI WI 3021). It is worth noting that ISO standard proposes the use of CNF and CMF as standard terminology but in this paper we have decided to use NFC and MFC. Almost 30 years have elapsed since the newly engineered fibre known as MFC was processed by researchers working at ITT Rayonier Eastern Research Division Laboratory in Whippany, New Jersey, USA (Turbak et al. 1983; Herrick et al. 1983). It should be noted that MFC are very heterogeneous pulp fibre particles produced by means of mechanical disintegration as reported by Turbak et al. (1983) and Herrick et al. (1983), and most often the term MFC or CMF has been inconsistently used by most scholars to refer to NFC or CNF, and other similar fibre materials resulting from various disintegration procedures. The structure of MFC and NFC are often referred to as spaghetti-like and is composed of both the crystalline and amorphous regions. There are great disparities in the particle size distribution of cellulose nanomaterials as shown in Table 1, and has been confirmed by microscopy and image analysis (Mörseburg and Chinga-Carrasco 2009).

Different hierarchical levels of wood-based nanocellulose (adapted from proposed new TAPPI Standard WI 3021)
Xhanari et al. (2011a, b) reported that nanofibrillated cellulose fibril has interesting properties such as a high specific surface area, high aspect ratio and high tensile strength, with a Young’s modulus of approximately 138 GPa (Liu et al. 2014; Nakagaito et al. 2009) which is higher than that of glass (86–90 GPa) and Kevlar (131 GPa) (Liu et al. 2014). It has been reported by many scholars (Kalia et al. 2014; Zheng 2014; Brodin et al. 2014; Charreau et al. 2013) that the exponential increase in research regarding MFC and NFC is attributable to its relative abundance, renewability, biodegradability, high specific surface area, high aspect ratio, high strength and stiffness, and low weight. Eichhorn et al. (2010) and Fall (2013) maintain that the inherent strength of cellulose fibril is comparable to that of steel, whilst its high stiffness is comparable to that of Kevlar.
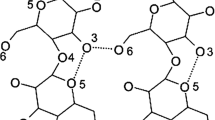
There are many comprehensive review articles on cellulose nanomaterials (Jonoobi et al. 2015; Abdul Khalil et al. 2014; Brodin et al. 2014; Plackett et al. 2014; Missoum et al. 2013; Leung et al. 2013; Brinchi et al. 2013; Lavoine et al. 2012; Abdul et al. 2012; Klemm et al. 2011; Moon et al. 2011; Siró and Plackett 2010; Eichhorn et al. 2010). If we could look along the hierarchical structure of wood fibre as shown in Fig. 2, we would see that technical potential in terms of the structure–property-relationship. Like wood fibres, cotton and bacterial cellulose, the diameter of the elementary is 1.5–3.5 nm (Zhu et al. 2014).

A schematic representation of the hierarchical structure of wood fibre (Zhu et al. 2013)
This review makes an effort to cover MFC and NFC, and very little is written on nanocrystalline cellulose (NCC) [or cellulose nanocrystals (CNC) or cellulose nanowhiskers] and bacterial nanocellulose (BNC). Over the years, numerous peer-reviewed articles have been published concerning NCC (Habibi et al. 2010; Fleming et al. 2001; Xue et al. 1996; Gray 1994; Revol 1982; Revol et al. 1994; Rånby 1951; Rånby and Ribi 1950). Rånby (1949) did the groundwork on NCC more than half a century ago. He produced the first NCC by using sulphuric acid hydrolysis on wood and cotton cellulose. His work on NCC at that time was not recognised and was abandoned. The wake-up call for NCC research occurred in the 1970s and was led by Derek Gray, at McGill University in Canada. One of the most interesting properties of CNC is its chiral nematic liquid crystalline alignment structure, which is depicted as a flow of birefringence between two crossed polarising films (Revol et al. 1994; Lavoine et al. 2012; Habibi et al. 2010). What distinguishes NFC and MFC from NCC is the aspect ratio; NCC has a very low aspect ratio (10–100) while NFC and MFC have a high aspect ratio (>1000). Moreover, the amorphous regions of NCC are digested during NCC processing, thus giving the material a stiff-rod (‘rice-like’) structure. NFC and MFC retain both the crystalline and amorphous regions, and have the shape and structure of spaghetti.
The technology used to process BNC is strikingly different from that used for MFC/NFC and NCC. BNC is hydrophilic, has high purity (no hemicellulose or lignin) and high crystallinity, as well as a high molecular weight. BNC is produced by synthesis of aerobic bacteria such as acetic acid bacteria of the genus Gluconacetobacter. BNC is also referred to as bio-cellulose, microbial cellulose and bacterial cellulose (Klemm et al. 2006; Ankerfors 2012). A comprehensive review of bacterial synthesised cellulose and its applications is available in Klemm et al. (2001). Klemm et al. (2006) reported that algae and fungi also produce cellulose.
Mechanical processing of MFC and NFC
Most researchers use mechanical treatment coupled with some pretreatment strategies to extract cellulose nanomaterials from wood fibres. This approach is referred to as a top-down approach. Mechanical treatment has been the primary disintegration technique used to produce MFC and NFC. In addition to the high-pressure homogenisation processing technique, several kinds of mechanical treatment can be used to reduce the particle size of fibres to micro or nano-scale. These treatments include the following processes microfluidisation, super-grinding, cryo-crushing, steam explosion and high-intensity ultra-sonication (HIUS).
High pressure homogenisation
Auguste Galin invented the homogeniser, which was presented at the Paris World Fair in 1900 (Hayes and Kelly 2003; Paquin 1999). The homogenising machine was solely used to process milk in the dairy industry (Thiebaud et al. 2003). In the 1970s the traditional homogeniser was adapted for high-pressure processing. Since then there have been enormous developments. High-pressure homogenisation has been extensively used in a variety of applications in the chemical processing, pharmaceutical, specialty food, cosmetics and biotechnological industries (Floury et al. 2000, 2004). It is important to understand the working principle of the homogeniser, i.e. what happens inside the valve system during disintegration of the wood-derived fibres in the machine.
The working principle is that the homogeniser subjects the wood-derived fibre-water suspension to extremely high impact shearing forces caused by reciprocating mechanical action within the valves. The homogeniser consists of a positive-displacement piston pump and a spring-operated delivery valve. Another way of putting it is that the fibre-water suspension in the valves undergoes intense micronisation to effectively fibrillate the fibres at the impact ring. The homogenised product is sent out through the outlet. It should be noted that the disintegration of fibres into fibrils is promoted by the high mechanical shearing forces, the rapid drop in pressure, the turbulent flow and the frictional forces of the particles against each other (Kalia et al. 2014). The degree of fibrillation depends on the applied pressure and the number of passes through the homogeniser.
The entire mechanism of homogenisation is not well understood, but it is believed that the positive displacement pump generates high pressure within the machine. There is a noticeable temperature rise within the valve as the pressure and kinetic energy are converted into heat. The valve seats experience an increase in temperature with time, and temperature rises of between 60 and 90 °C are common, unless the system uses a heat exchanger to reduce the processing temperature. The rise in temperature is also due to energy dissipation caused by friction at the elbows and valves of the equipment. Scaling up the homogenisation process is difficult because of the amount of energy consumed during homogenisation and because of fibre clogging. The material produced has a high specific surface area and a high aspect ratio. Methods such as high-pressure homogenisation result in a broad distribution of fibril diameter and fibril length. The process is, however, usually energy intensive. But the advantage of this approach is that it is simple to use and less costly than the alternatives.
Microfluidisation
Microfluidisers are currently used in the pharmaceutical industry to manufacture emulsion and liposomal products (Kalia et al. 2014). They are also used in the dairy products or milk products industry to produce homogenised milk and flavour emulsions. Microfluidisers can also be used in the disruption of fibres into fibrils. The equipment work in such a way that fibre slurry is fed into the inlet, and the suspension undergoes high-pressure treatment as the fibre slurry is accelerated and sent out to the outlet reservoir. The narrow pressure-treatment chamber is usually constructed in a Z-shape that promotes intense particle collision and high impact in order to split the fibres off into fibrils. The smaller the Z-shape constriction, the higher the pressure, and thus the higher the degree of fibrillation.
Grinding
The manufacturing process using a super-grinder does not differ much from that using a single- or double-disc refiner, except that the gap-clearance for the super-grinder is narrower than that for refiners, and that the rotor and stator of the super-grinder are ceramic. In the super-grinding process, the fibre materials are pressed through the stator and rotor disc-gap. Super-grinding technology for wood-based nanocellulose was first studied by Taniguchi and Okamura (1998). A good example of a super-grinder is the ultra-fine friction grinder also known as the “Supermasscolloider” or more commonly as the Masuko grinder. The mechanical working principle is based on a rotor–stator rotation-grinding pattern.
The Supermasscolloider disintegrates fibres using frictional forces and the high impact of the grinding action of the rotor on the stator. It produces ultra-fine wood-derived nanoparticles. This processing method is clog-free and can grind fibre-water suspensions at high concentrations: 2–5 % w/v have been commonly reported. The machine features two ceramic non-porous grinders that are easily adjustable to any clearance between the upper and lower grinder; the smaller the gap, the more fibrillar the end product. The super-grinder is easy to assemble, disassemble and clean, thus making it ideal for fibre processing. The frictional losses in the grinder occur in the disc–disc interactions. This technology does not require any fibre-shortening pretreatment.
Lahtinen et al. (2014) studied the mechanical treatment of both chemical and mechanical pulp using the Masuko Sangyo ultrafine friction grinder. Josset et al. (2014) claim that the merits of the grinding method include its simplicity and robustness. Uetani and Yano (2011) also processed cellulose nanofibres using a high-speed blender (Masuko grinder). A good-enough mechanical approach such as the grinding method reduces the cost of the production of nanocellulose, which is important if the target market is high throughput/- low-cost materials such as paper and board products. Enzymatic or chemical pretreatment will only add extra cost to the entire processing method.
Refining
Another remarkable and potentially useful mechanical approach that can be used to fibrillate pulp fibres into nanoscale particles is the refiner. Specialised refiner with narrow gap-size can impact high-shearing forces on cellulosic fibre suspension, thereby improving fibrillation efficiency. Researchers at the university of Maine have used this technique, in which they used single disc low consistency refiner to produce NFC suspension (Bilodeau et al. 2012). Specialised refining for the processing of MFC and NFC seems to be much more scalable, with many commercial refiner plates already in the market. While it is believed that the other method such high-pressure homogenisation, microfluidisation, cryo-crushing, steam and high-intensity ultra-sonication are very unlikely to be used for industrial applications.
High-intensity ultra-sonication (HIUS)
Another useful mechanical technique that has been used to extract cellulose nanomaterials is high-intensity ultra-sonication (Mishra et al. 2012; Chen et al. 2011a, b, c; Cheng et al. 2010; Wang and Cheng 2009; Zhao et al. 2007). The fibrillation efficiency of this processing technique varies with fibre concentration, power, temperature, processing time, fibre size and distance (Wang and Cheng 2009). The HIUS technique combined with chemical pretreatment has been used to disrupt wood-derived cellulose fibres and agricultural residues. The technique uses sound energy to disintegrate fibres into fibrils. These bubbles then grow and eventually implode to produce hot spots that bring about acoustic cavitation. They state that the energy of the cavitational process is approximately 10–100 kJ/mol, which is in the range of the energy of hydrogen bond.
Cryo-crushing
Cryocrushing has seldom been used in the disruption of fibres into fibrils. It involves placing the refined fibres in liquid nitrogen to freeze the water content in the fibres, and then subjecting the frozen fibre-nitrogen mixture to high-impact grinding (Chakraborty et al. 2005). In a cryo-crushing in liquid nitrogen study conducted by Wang et al. (2007), nanofibres with fibril diameters between 30 and 100 nm and length in several micrometres. Another research by Wang and Sain (2007a), manufactured cellulose nanofibres with width ranging between 50 and 100 nm using soybeans as the raw material. It is believed that during cryo-crushing, ice crystals form within the processing vessel, and under mechanical shearing action, the fibres are disrupted into a combination of fibrils, fines, and fibre fragments (Lavoine et al. 2012). Alemdar and Sain (2008) processed agricultural residues such as wheat straw and soy hulls into cellulose nanofibres using the chemi-mechanical cryo-crushing technique and used the nanocellulosic material as a strengthening additive in nanocomposite applications. The resultant fibril width of the wheat straw nanocellulosic material was in the range of 10–80 nm while that of soy hull was in the range of 20–120 nm. Bhatnagar and Sain (2005) also produced cellulosic nanofibre obtained from the cryo-crushing process using different cellulosic raw materials such as flax bast fibres, kraft pulp fibres, hemp fibres and rutabaga fibres. The extracted nanofibril in this study had diameters between 5 and 60 nm.
Steam explosion
Another novel mechanical approach to producing cellulose nanomaterials is the steam explosion technique (Abraham et al. 2011; Deepa et al. 2011; Kaushik and Singh 2011; Cherian et al. 2010). The steam explosion process is such that fibre-water suspension is heated under pressure and then vented into a vessel at a lower pressure, giving the appearance of an explosion. This method requires mild chemical pretreatment using a procedure such as alkaline extraction, bleaching and acid hydrolysis before the main mechanical steam explosion. The steam explosion equipment is a laboratory autoclave and a temperature in the range of 200–250 °C. A group at the Royal Institute of Technology in Stockholm, Sweden, has also introduced a new approach that they describe as an energy-efficient nanopulping process (Zhu et al. 2012; Lindström et al. 2012). The operating principle of the nanopulping technique is that chemically pretreated (TEMPO) pulp fibres or enzymatic (endoglucanase) pretreated pulps are diluted in a water suspension and placed in a specially designed heated autoclave at a temperature of approximately 170 °C. The autoclave exits into the nozzle of the nanopulper equipment. After nanopulping, the produced nano-suspension materials are subjected to an ultrafiltration process that partitions the fibrils according to size. The review document of Heng et al. (2007) reported that fibre separation technique such as steam explosion seems to be a method of modifying the surfaces (and surface energies) of flax fibres. A review of nanocellulosic materials based on potential sources of raw materials (agricultural residues, grasses, and wood) and their processing has been recently reported by Jonoobi et al. (2015).
Energy consumption
The demand for NFC and MFC for commercial applications is increasing exponentially due to the research funding and investment by both academia and industry. But progress is still hampered by the several factors during the mechanical processing of the pulp fibres. The main challenge has been the huge amount of energy required to produce MFC and NFC. Despite many claims to have developed an energy-efficient way of producing of it, it is fair to say the process is not economically feasible for low-tech applications such as paper and paperboard products. The homogenising pressure, fibre concentration, and number of passes affect the amount of energy consumed during processing. Some have attempted to reduce energy consumption by combining either chemical or enzymatic pretreatment with mechanical treatment. Isogai (2013) reported that pretreatment strategies such as TEMPO-mediated oxidation, a low degree of enzymatic hydrolysis, carboxymethylation, and acetylation have been applied to biomass-derived cellulose material to reduce the total amount of energy consumption during the main fibrillation process as well to improve the fibrillation efficiency of the fibrils.
Ankerfors (2012) reported that in 1988 researchers at INNVENTIA used extremely large amounts of energy over multiple homogenisation cycles to process pulp fibres into MFC. An energy value of approximately 27,000 kW h/t was reported. Lindström et al. (2014) attested to the same problem existing today, citing energy values exceeding 30,000 kW h/t. Tejado et al. (2012) examined how the fibre charge content of bleached softwood kraft pulp chemically pretreated using periodate-chlorite oxidation affected the energy needed to extract cellulose fibres into NFC. Spence et al. (2011) valuated the energy demand and fibrillation quality of resulting MFCs using different types of mechanical equipment (homogeniser, microfluidiser and micro-grinder). Isogai et al. (2011) reported a significant improvement in energy efficiency during NFC production, claiming to have achieved a reduction of more than 95 % (i.e. from 700 MJ/kg to approximately 7 MJ/kg). Syverud et al. (2011) reported energy values of approximately 10,000 kW h/t per pass through the homogenising equipment at an applied pressure of 1000 bars and pulp consistency of approximately 0.5 %. They noted that at the same energy consumption, TEMPO pretreated pulp fibres were more fibrillated and homogenous than the non-TEMPO pretreated fibres.
Eriksen et al. (2008) reported extremely high energy consumption during mechanical treatment of bleached kraft pulp fibre slurries. The energy demand was approximately 70,000 kW h/t because they did not use any pretreatment strategy. However, they stress that they were not focusing on the energy level during processing. Energy levels during nanocellulose processing were included in Lindström et al. (2014). Values such as 12,000–30,000, 350–500 kW h/t, and less than 350 kW h/t were reported. Josset et al. (2014) reported the energy consumption of grinding three raw material fibre feedstocks versus the number of grinding cycles. The feedstocks were elemental chlorine free (ECF) fibre, recycled newspaper fibre and wheat straw (WS). After two mechanical grinding cycles of the pulp suspension, the energy consumption increased almost linearly with the number of grinding cycles (approximately 0.7 kW h/kg per grinding cycle). After ten grinding passes using a supermass colloider with a 15 kW motor, the total energy consumption for the different fibre materials was as follows: for the elemental chlorine free (ECF) fibre 5.25 kW h/kg, for the recycled newspaper 6.75 kW h/kg, and for the wheat straw (WS) 5.75 kW h/kg.
It is now claimed that nanopulping process could drastically reduce the overall energy consumption to produce MFC. Researchers working with this technique (Zhu et al. 2012; Lindström et al. 2012) have reported energy consumption of approximately 760 kW h/t. They also report that it is possible to recover some of the energy used in the process, and that the resultant energy consumed using this technique is approximately 446 kW h/t.
Although many have addressed the issue of energy consumption during MFC and NFC production, certain aspects of energy measurement have not been investigated. Some of the key indicators of energy consumption in the pulp and paper sector include: power, motor load of the machine, motor load of the pump, fibre consistency during treatment, and mass flow. To obtain a clear picture of energy consumption during MFC and NFC processing, we should consider all of these factors. There are still some challenges for nanocellulose research in order for it to be commercialised. These challenges include the high amount of energy consumption during processing, difficulties in producing uniform nanocellulosic particles, dewatering difficulties in papermaking applications, nanocellulose suspension is difficult to pump at high concentration, dried nanocellulose is brittle, nanocellulosic material does not melt but degrades at high temperature which limits its potential in extrusion processes and finally there is need for proper material characterisation and environmental impact assessment (Stenius 2014). Also, all comparisons of nanocellulosic materials should be approached cautiously since there are specifically different grades of nanocellulose.
Chemical and enzymatic pretreatment
The main hindrance to the commercialisation of MFC and NFC has been the huge amount of energy required to produce it. Despite many claims to have developed an energy-efficient way of producing of MFC and NFC, it is fair to say the process is not economically feasible for low-tech applications such as papermaking. The homogenising pressure, fibre concentration, and number of passes affect the amount of energy consumed during processing. The demand for MFC and NFC applications is increasing exponentially due to the research funding and investment by both academia and industry. But progress is still hampered by the dramatically high-energy consumption during processing (Zheng 2014). Some have attempted to reduce energy consumption by combining either chemical or enzymatic pretreatment with mechanical treatment. For example, Zheng (2014) stated that in addition to both chemical and enzymatic pretreatment, pre-refining of fibres showed improved fibrillation efficiency and also reduced the overall energy consumption.
Before pretreating fibres, it is important to know the wood chemistry of the fibres as well as the reaction mechanism of the type of pretreatment. The chemical processing and functionalisation of cellulosic fibres can be initiated by various chemical reactions involving the hydroxyl groups of cellulose. Chemical pretreatment of cellulosic fibres modify the surface chemistry and morphology of cellulosic nanomaterials. Chinga-Carrasco (2014) reported that chemically functionalised cellulosic nanomaterials have the following properties: high light transmittance, ability to form a stable gel, high strength, improves smoothness and the ability to keep a moist environment. He further highlighted that non-pretreated wood-based fibres possess mostly hydroxyl (OH) groups in terms of surface chemistry and these are usually coarse fibres whereas chemically pretreated fibres possess carboxylic (COOH) groups, aldehyde (CHO) groups and hydroxyl (OH) groups and these are well fibrillated cellulosic nanomaterials.
Isogai (2013) reported that pretreatment strategies such as TEMPO-mediated oxidation, a low degree of enzymatic hydrolysis, carboxymethylation, and acetylation have been applied to biomass-derived cellulose material to reduce the total amount of energy consumption during the main fibrillation process as well to improve the fibrillation efficiency of the fibrils.
Oxidation
TEMPO-mediated oxidation
Cellulosic fibres by itself can be tailored into several chemical functionalities by merely manipulating with the reactive surface of the hydroxyl (–OH) groups in order to achieve different surface properties (Moon et al. 2011). One of the most reliable chemical pretreatment methods is the 2,2,6,6-tetramethypiperidine-1-oxyl (TEMPO)-mediated oxidation method. It is now approximately 25 years since nitroxyl catalysts such as TEMPO were identified as potential chemicals for catalytic carbohydrate oxidation and also for use in numerous applications in organic synthesis including the oxidation of alcohols, sulphides, and organometallic compounds (Ciriminna and Pagliaro 2009).
The main effect of TEMPO on cellulose is to selectively oxidise C6 hydroxyl groups into carboxyl groups and partially aldehydes on the surface of cellulose fibril (Carlsson et al. 2015; Saito et al. 2006, 2007). The net negative charged fibres on the surface of the cellulosic structure repel each other due to electrostatic repulsion between the adjacent cellulose fibril units, thereby facilitating the disruption of fibres into nano and microfibrils (Carlsson et al. 2015; Baez et al. 2014). The reaction condition is such that the regioselectivity of TEMPO-mediated oxidation is realised with the help of sodium hypochlorite, catalytic amounts of TEMPO, and sodium bromide under aqueous conditions at room temperature and at pH 10 (Isogai et al. 2011b). The chemistry and reaction mechanism of the TEMPO-mediated oxidation is well documented and explained in Bragd et al. (2004). Two newly developed types of TEMPO-method include; electro-mediated oxidation with TEMPO, which operates at pH 10, and the 4-acetamido-TEMPO method, which works well at pH 6 (Isogai et al. 2011b) and is considered to be environmentally friendly. At present, the use of TEMPO-related nanocellulose in papermaking is impractical because it affects retention and drainability during sheet formation.
Several scholars mention that TEMPO is both poisonous and expensive. Ciriminna and Pagliaro (2009) calculated that for the use of TEMPO to be feasible in industrial processes, the current price of about 80–100 $/kg needs to be reduced to approximately 20 $/kg. Kekäläinen et al. (2014a, b) studied the effect of TEMPO-mediated oxidisation on the mechanical disruption process in a homogeniser and also its effect on hornified fibres using chromatographic separation methods in-line in homogenising equipment. Syverud et al. (2011) used TEMPO-mediated oxidation chemical pretreatment combined with mechanical treatment to extract MFC from both Eucalyptus and Pinus radiata pulp fibres. Qing et al. (2013) used different types of processing techniques to produce cellulose nanofibrils. They have used both chemical (TEMPO-oxidation) and enzymatic (commercial grade endoglucanase) pretreatment methods combined with grinding and high-shear homogenisation to disrupt bleached eucalyptus kraft pulp fibres into cellulose nanofibrils.
Periodate–chlorite oxidation
There is great need to develop new and efficient chemical pretreatment methods that can be used to improve the individualisation and liberation of intact cellulosic nanofibrils. Liimatainen et al. (2012) used a regioselective and sequential oxidation of cellulose fibres using periodate and chlorite in order to improve the fibrillation efficiency of hardwood cellulose pulp fibres. Liimatainen et al. (2012) and Lindh et al. (2014) explained that during the periodate-mediated oxidation, the periodate goes to oxidise the vicinal hydroxyl groups of cellulose in the C2 and C3 positions to the corresponding aldehyde groups and at the same time split the corresponding C2–C3 bond of the glucopyranose ring to form 2,3-dialdehyde cellulose and this can be selectively oxidise to acids to form stable dicarboxylic acid cellulose.
Alkaline extraction
Alkaline pretreatment is usually performed before mechanically processing fibre slurries in order to degrade lignin and improve the individualisation of the fibrils (Dufresne et al. 1997; Wang and Sain 2007b; Wang et al. 2007). However, alkaline pretreatment needs to be monitored carefully in order not to degrade cellulose. Abdul Khalil et al. (2014) reported that the alkaline pretreatment technique involves three procedures, which include:
-
Firstly, by placing biomass fibres in concentrated sodium hydroxide solution (12–18 wt%) for approximately 120 min in order to improve the fibre swelling properties and make it more feasible to hydrolysis.
-
Secondly, using a solution of hydrochloric acid (1 M) at approximately 60–80 °C to dissolve hemicellulose.
-
Lastly, by processing the biomass fibres with sodium hydroxide (NaOH) solution for approximately 120 min at 60–80 °C to disrupt lignin.
Carboxymethylation
Carboxymethylation is another good example of chemical pretreatment. This method involves the addition of polymers such as carboxylmethylated cellulose to fibres. This increases anionic charges and decreases frictional forces between the fibres and thus eases processing. It also reported that carboxymethylation pretreatment induces electrostatic repulsion between the fibres, enabling disintegration of fibres into fibrils (Lindström et al. 2014; Ankerfors and Lindström 2009). The carboxymethylation method enhances anionic charged groups (carboxyl groups) on the surface of the fibrils. Homogenisation due to carboxylmethylated cellulose (CMC) has been reported by Wågberg et al. (1987, 2008). Siró et al. (2011) indicated that the films produced by homogenised CMC had high transparency. Evidence has been put forward to show that is possible to graft CMC on to bleached softwood pulp fibres at temperatures below 100 °C (Ankerfors et al. 2013a). Ho et al. (2011) used etherification reaction with the chemical chlorocholine chloride to cationise cellulose pulp fibres from oat straw before mechanical treatment in a high-shearing homogeniser to produce nanofibrillated cellulose.
Enzymatic pretreatment
Enzymatic pretreatment is an alternative to the use of chemical pretreatment strategies such as TEMPO. This type of pretreatment improves the accessibility and reactivity of the fibre wall. Pääkkö et al. (2007) and Henriksson et al. (2007) used enzymatic hydrolysis to produce NFC. The enzyme cellulase can be divided into two sub-groups, A and B called cellohydrolases, which attack the crystalline region of cellulose, while C and D are termed endoglucanase and attack the amorphous (disordered region) of cellulose. A number of researchers have studied enzymatic pretreatment as an approach to producing MFC and NFC (Gonzalez et al. 2013; Ankerfors et al. 2013b; Martin-Sampedro et al. 2012; Henriksson et al. 2008; Ahola et al. 2008a; Pääkkö et al. 2007; Henriksson et al. 2007; Lindström et al. 2007).
The most conventional enzyme used as pretreatment step for the modification of pulp fibres before the main mechanical treatment is an endo-1,4-β-d-glucanase. However, Gonzalez et al. (2013) used a commercial cellulase called Serzyme 50, which is obtained from genetically modified Trichoderma reesei. Pääkkö et al. (2007) used enzymatic hydrolysis on wood fibres and noted that enzymes assisted the process of fibrillation, reduced fibre clogging, and decreased energy during processing. Enzyme-assisted pretreatment was also performed by Henriksson et al. (2007). They too presented evidence that enzyme-assisted fibrillation is very effective in processing MFC as it enhances accessibility of the fibres and also reduces energy during processing. Hoeger et al. (2013) used enzymatic pretreatment (cellulase) combined with stone grinding using a Super-mass-colloider. Their main goal was to investigate the degree of mechanical fibrillation as a function of energy consumption and also the enzymatic digestibility of the fibrils. They noticed that lignin played a vital role in protecting the fibre cell wall. Table 2 show the various effect of different pretreatment strategies while Table 3 shows wood-based cellulose fibres sources and their various fibrillation processes. The HefCel project coordinated by VTT Research Centre in Finland has developed an enzymatic pretreatment method, in which they can use high consistency pulp of approximately 20–40 % in a way to produce NFC, and also potential high-value sugars as by-products (Qvintus 2015). The strategy of using such high consistencies is to reduce the energy consumption. The fibrillation efficiency of the resultant NFC depends on the treatment time and enzyme dosage.
Characterisation of MFC and NFC
Another challenge of nanocellulose research is to have a consistent quality of NFCs and MFCs. This wide variation in quality is due to several reasons, and these include particle geometry (particle size and morphology), preparation method of the NFC and MFC, raw material sources, and surface chemical pretreatment involved. There is the tendency of NFC and MFC to agglomerates. This typical occur during the drying process of NFC and MFC suspensions (Rebouillat and Pla 2013). This variation in quality has made it very difficult to compare their final impact as additives in papermaking process and other useful applications.
Characterisation of nanocellulosic materials is of the utmost importance to facilitate study of their material properties and propose possible applications. Thus in 2011 the committee of the Nanotechnology Division of Technical Association of the Pulp and Paper Industry (TAPPI) produced a document dealing with the characterisation of cellulose nanomaterials on the basis of their material-properties and suggested research priorities. There are several different ways to characterise cellulose microfibrils and cellulose nanofibrils, as shown in the review of this subject by Kangas et al. (2014). They reported that it is of essence to properly characterise microfibrillated cellulose and nanofibrillated cellulose with respect to the commercialisation of the cellulosic nanomaterial and also for safety reasons. They also mentioned that microscopic imaging has been the primary method of assessing fibrillated cellulose, although the method is time-consuming and based on subjective characterisation of small portions in the large cellulosic nano-size sample.
Particle morphology
NFC and MFC are long and flexible spaghetti-like structure with width size in the range of 1–100 nm and length of several microns (Chirayil et al. 2014). They are consisting of alternating crystalline and amorphous regions. Microscopy offers a valuable method to assess the morphology, structure, and particle size distribution of cellulose nanomaterials (Kangas et al. 2014; Habibi et al. 2010). But while microscopic examination clearly shows the fibril structure, it is time-consuming, as it sometimes requires pretreatment and is generally expensive. Habibi et al. (2010) present a table displaying the dimensions (i.e. the length and the width) of cellulose nanocrystals. Danumah (2014) report that the characterisation of CNC is still a challenge because more accurate, fast and robust methods are required to enable full commercial exploitation of CNC. He reported that Scanning Electron Microscope (SEM) can be use to characterise the detailed nanostructure of CNC, i.e. with respect to size, shape and aspect ratio.
Atomic force microscope (AFM)
Higher resolution microscopes such as the atomic force microscope (AFM) provide extensive information for the assessment of cellulose nanomaterial (Habibi et al. 2010; Stelte and Sanadi 2009; Ahola et al. 2008b). Andresen et al. (2006) also observed their MFC samples obtained from the fibrillation of bleached softwood sulfite pulp using AFM. Their AFM imaging revealed that the unmodified (non-silylated) MFC shows that the cellulosic nanomaterial consists of heterogeneous fibril particles such thin fibrils and bundles of fibrils. By using AFM imaging Kaushik and Singh (2011) were able to characterise the dimensions and homogeneity of wheat straw cellulose nanofibrils produced by the steam explosion in alkaline medium method. The AFM micrographs showed that the fibrils were slightly agglomerated. Figure 3 is an AFM image, showing the fibrillar structure of an MFC from sulphite pulp.

An illustrate image of MFC from bleached sulphite pulp (image courtesy of Pääkkö et al. 2007)
Scanning electron microscope (SEM)
Wood fibres and agricultural fibre residues are hygroscopic, radiation sensitive, thermolabile (i.e. thermally unstable), and poor conductors. Therefore, it is important to prepare samples properly for SEM examination. This is usually done by drying, using freeze-drying, air-drying or super-critical point drying. However, drying has some drawbacks such as artefacts of drying, shrinkage, or collapse of the structure. Kangas et al. (2014) point out that the SEM has a resolution between that of an optical microscope and TEM (described below) and AFM, and can observe cellulosic material from millimetre to true nanometre scale. Abe et al. (2007) used the FE-SEM examination method to measure the fibril size of CNF. They reported that freeze-dried and oven-dried CNF samples gave fibril nanoparticles with a uniform diameter of approximately 15 nm. AFM and SEM images of eucalyptus, acacia and pine cellulosic nanofibrils are reported in Fall et al. (2014), for both centrifuged and non-centrifuged samples. Chinga-Carrasco et al. (2013) used SEM, FESEM and laser profilometry as complementary tools to assess the microstructure unbleached MFC, in combination with bleached and TEMPO-derived MFC qualities, and stained the unbleached MFC with osmium tetroxide (OsO4), which is believed to react with the C=C carbon double bonds in lignin. They noticed that the bleached and unbleached MFC qualities have different morphology and surface chemistry. Figure 4 shows SEM images of MFC and NFC respectively; the fibril structure differs significantly between MFC and NFC, as MFC has many large-scale structures (i.e. fibres) remaining after mechanical treatment, while sample NFC has thinner fibrils. Figure 5 clearly shows highly fibrillated fibril and poorly fibrillated fibrils of a bleached MFC.

An illustrate image of MFC (left) and NFC (right) (courtesy of Varanasi et al. 2013)

An illustrate image of bleached MFC (image courtesy of Chinga-Carrasco 2013)
Transmission electron microscope (TEM)
A clearer picture of real nano-size particles can be obtained using transmission electron microscopy (TEM) because of its high resolution. Ankerfors (2012) used TEM for studying ‘generation 2’ MFC. The term ‘generation 2’ is meant to indicate that the fibres were carboxylmethylated as a pretreatment strategy, followed by high-pressure mechanical action using microfluidiser equipment. The fibrils produced using his method ranged in diameter from of 5–15 nm and had a length of over 1 µm. Danumah (2014) studied the morphological properties of CNC produced from softwood dissolving pulp and noticed under TEM examination that the freeze-dried sample showed nano-rods, with crystal width of approximately 10 nm, a length of approximately 50–150 nm and an aspect ratio of 5–15. Wang et al. (2007) used microscopy techniques such as SEM, TEM and AFM to measure the dimensions cellulose microfibril and cellulose nanofibrils processed from hemp fibre and mentioned nanofibril widths of approximately 30–100 nm and estimated lengths of several micrometres. Characterisation of MFC fibril dimension using both TEM and AFM showed nanofibril diameters of approximately 5–15 nm with a length of approximately 1 µm (Wågberg et al. 2008). Figure 6 shows an optical image (a) of MFC and is cryo-TEM image (b) of MFC.

Images of MFC from bleached sulphite pulp, where a is an optical image of MFC and b is a cryo-TEM micrograph of MFC (image courtesy of Pääkkö et al. 2007)
Light microscope
Light microscopy is a fast method of evaluating particle morphology. Stelte and Sanadi (2009) have examined the morphological structure of hard and softwood cellulose fibres treated in high-pressure homogenising equipment to produce cellulose nanofibres. From the light microscopy imaging, they noticed that fibrillation was solely on the surface of hardwood fibres during refining process and more pronounced fibrillation effects of the fibre cell walls was seen using high-pressure homogenisation. Spence et al. (2010a) used the optical microscope (staining method) to assess the morphology of the unbleached softwood with high lignin content fibre particles before and after mechanical treatment. The micrograph shows that after homogenisation the original pulp fibre particles were considerable reduced in fibre widths. Chinga-Carrasco (2013) presented evidence for using different optical devices such as optical scanner, UV–Vis spectrophotometer, and turbidity in order to adequately quantify the degree of fibrillation of cellulosic nanomaterials. Importantly, their studies confirmed that films from poorly fibrillated nanocellulosic material are opaque, whereas films from highly fibrillated materials containing higher amounts of nanofibrils are translucent with light transmittance higher than 90 %.
Dynamic light scattering (DLS)
Gamelas et al. (2015) prepared TEMPO-mediated oxidised NFC from eucalyptus pulp fibres and used centrifuged suspension of the NFC in the DLS equipment to assess particles size distribution in the nanoscale range. They observed a unimodal distribution with mode of approximately 55 nm for NFC mechanically homogenised at 15 passes while for the NFC homogenised at five passes, they noticed a broad range of sizes from approximately 5–1000 nm, and even some around 5000 nm. Fall (2013) used dynamic light scattering (DLS) to evaluate the particle size aggregation of low-concentration nanocellulose particles as a function of salt and acid addition. He also used DLS to monitor the onset of gelation and to study gelation as a function of nanocellulose concentration. He reported that if the electrostatic repulsion is reduced in nanocellulosic dispersion, with a concentration above the overlap concentration, then the dispersion system would undergo a transition from a liquid to a gel. Others who have used DLS as a characterisation tool include Hettrich et al. (2014), who used DLS to evaluate the structural properties of the aqueous dispersion of nanocellulose. Abitbol et al. (2014) also used DLS to assess the physical sizes of CNC. Osong et al. (2014b)and Osong (2014) reported a new characterisation method (crill) for NLC with respect to particle size distribution. Steenberg et al. (1960) were the first researchers to mention the word “crill” in relation to pulp fibre refining. A good illustration of the crill measurement principle is given in Hansen and Sundvall (2012). Osong (2014) plotted the crill value as a function of homogenisation time, and it showed that the crill value correlated with the homogenisation time.
Fractionation
It is not new to us that the characterisation of nanocellulose has become more than challenging. Nanocellulose is a very heterogeneous fibrous material, and it is difficult to extract homogenous nanofibrils from it. Thus, it is very important to develop less-time consuming characterisation techniques to measure particle size. The fractionation technique has rarely been used to assess the particle size of nanocellulose. Only a few scholars such as Tanaka et al. (2012) have used this method to analyse the particle size of nanocellulose. Their method is very similar to the Bauer McNett fibre classifier operating principle. The fractionation equipment uses micro and nano filters to reject or accept different sizes of nanocellulose according to the particle size distribution.
Crystallinity
MFC has both crystalline and amorphous regions. The crystalline properties need to be studied to determine the material–property–structure relationships, as the basic properties of the material determine its functionality. The terms strength, crystallinity, or degree of polymerization (DP) have been used inter-changeably to refer to the physical properties that are most important in the field of nanocomposite materials (Lavoine et al. 2012). Henriksson et al. (2007) confirmed that there is a significant reduction in DP during mechanical treatment of MFC. The X-ray diffraction (XRD) technique has been the most widely used method to measure the degree of crystallinity. Zhang et al. (2013) and Iwamoto et al. (2007) used this method in their studies. The crystallinity of MFC and NCC were found to be 88 and 93 % respectively using XRD (Nelson 2014). The crystallinity of nanocellulosic materials was seen to decrease with an increasing number of passes through mechanical grinding equipment (Iwamoto et al. 2007). This decrease was attributed to hornification. Cheng et al. (2010) reported that the crystallinity of nanocellulosic fibres is very important because the degree of polymerisation reduces significantly after high-intensity ultrasonication of cellulose fibres. Kleinebudde et al. (2000) used DP in order to study the physical properties of cellulose material during mechanical treatment in the homogeniser.
Peng et al. (2013b) investigated both the thermostability and crystallinity of nanocellulose in relation to different drying methods such as air-drying, freeze-drying, spray-drying, and supercritical drying. They noticed that supercritical-dried nanocellulose showed the least thermal stability and the lowest crystallinity, whereas both the air-dried and spray-dried nanocellulose exhibited more thermal stability than the freeze-dried nanocellulose sample. Their motivation was to research nanocellulose applications and to examine the possible uses of nanocellulosic materials that are both highly thermally stable and have a high crystallinity index. Such nanocellulosic materials can be used in nanocomposite applications as reinforcement in non-polar thermoplastics. Other aspects of drying related to the surface energy of MFC and crystallinity were reported by Peng et al. (2013a). Knowledge of the degree of polymerisation of MFC is also vital for nanocomposite applications, as it gives information about the reinforcement potential for composite materials (Shinoda et al. 2012). Agarwal (2014) used Near-IR FT-Raman spectroscopy to study the cellulose supramolecular structure in various cellulose I CNCs. He determined that the crystallinity of the CNCs differ by approximately 20 % and also noted that there were some differences in the ratio of gg-to-tg CH2OH conformation between the CNCs.
Specific surface area
One of the unique properties of nanofibrillated cellulose that has given it an edge over other fibres is its high specific surface area (SSA). Sehaqui et al. (2011) examined the effect on the specific surface area of three different drying methods, namely supercritical CO2 drying, liquid CO2 evaporation and tert-Butanol freeze-drying. The materials used were NFC and TEMPO-oxidised NFC. They found that NFCs exhibit high specific surface area and that this also depends on the drying technique. The specific surface areas (m2/g) for NFC were 304, 262 and 117 m2/g for supercritical CO2 drying, liquid CO2 evaporation and tert-Butanol freeze-drying respectively. For the TEMPO-oxidised NFC the figures were 482, 415 and 45 m2/g respectively.
Brunauer–Emmett–Teller (BET)
The Brunauer–Emmett–Teller (BET) method has been used to determine the specific surface area of cellulosic nanomaterials. In a study of the measurement of the specific surface area of flexible silylated NFC sponges, Zhang et al. (2014) observed that no matter the level of silylation, a highly porous (≥99 %) and ultralight-weight nanocellulose was produced. It was also noted that, increasing the Si content reduced both the porosity and the BET surface area. However, this was not a major issue because the silylated material was still highly porous and light, even at high silylation levels.
It should be noted that the sample of the cellulose nanofibrils needed to be completely dried before using the BET method. This represents a major challenge due to fibre hornification during drying, as it then yields low SSA values (Josset et al. 2014). Josset et al. (2014) reported the amount of energy consumption in related to SSA. After ten mechanical grinding cycles of the pulp suspension, elemental chlorine-free (ECF) treated cellulose nanofibrils showed a SSA of 226 m2/g for 5.25 kW h/kg energy consumed. For, recycled newspaper the SSA was 132 m2/g for 6.75 kW h/kg energy consumed, and finally for wheat straw the SSA was 155 m2/g for 5.75 kW h/kg of energy consumed.
Congo red adsorption
Josset et al. (2014) reported that the SSA can be measured in the liquid phase by simple die adsorption using the Congo red or methylene blue method, but the major drawback was that the results are affected by the chemical composition of the fibres. The specific surface area of microfibrillar cellulose was investigated by Spence et al. (2010a, b). The Congo red adsorption method determines the maximum adsorption of Congo red by means of UV measurements.
Rheological properties
The rheological properties of nanocellulose have been investigated for their shear-thinning (pseudoplastic) properties. Dynamic oscillatory studies have provided information on the storage modulus G′ (a measure of energy stored) and loss modulus G” (a measure of the energy lost). A number of researchers have reported shear thinning (Bilodeau et al. 2012; Iotti et al. 2011; Pääkkö et al. 2007; Herrick et al. 1983). Herrick et al. (1983) presented evidence that MFC experiences pseudoplasticity. The rheological investigation of MFC presented by Iotti et al. (2011) gives useful insights regarding shear rates and oscillatory measurements (storage and loss moduli). The oscillatory measurements were recorded at 1, 2 and 3 % MFC concentrations. Tatsumi et al. (2002) reported that cellulose suspensions exhibit yield stress and pseudo-equilibrium moduli at very low concentrations.
MFC and NFC in papermaking, coating and films
The art of papermaking has existed for more than two millennia, and the fibrous network of paper has been used in our day-to-day life in printing, writing, magazines, hygiene and board paper products. Many scholars have shown that MFC and NFC can be used in papermaking applications; as strength additives, to enhance barrier properties in food packaging, to improved paper gloss, to reduce paper grammage and to enable smart packaging. Nanocellulose has made headway in the forest products industry in papermaking, coating and films. Among the reasons for this is its use as wet and dry strength additives in paper and board products. MFC and NFC are also used because of its influence on the mechanical strength and barrier properties of the end-user products in the pulp and paper industry. A number of papers address the processing of nanocellulose and its use in papermaking related processes (Djafari Petroudy et al. 2014; Su et al. 2013; Gonzalez et al. 2012, 2013; Rantanen and Maloney 2013; Zhang et al. 2013; Bilodeau et al. 2012; Hii et al. 2012; Brodin et al. 2012; Aracri et al. 2011, 2012; Chauhan and Chakrabarti 2012; Chun et al. 2011; Sehaqui et al. 2011; Taipale et al. 2010; Yoo and Hsieh 2010; Mörseburg and Chinga-Carrasco 2009; Ahola et al. 2008a; Henriksson et al. 2008; Eriksen et al. 2008; Saito and Isogai 2005).
Papermaking
One of the potential applications MFC and NFC in large volume is to use it as strength additive in paper and paperboard products.Nanocellulose is a newly engineered fibre that can be used to improve the quality and performance of a broad array of polymers ranging from paper and board materials, coatings and films, to nano-composite materials. MFC and NFC can be used as follows in papermaking applications:
-
As strength additives.
-
To enhance barrier properties in food packaging.
-
To improved paper gloss.
-
To reduce paper grammage.
-
To enable smart packaging (security papers).
Saito and Isogai (2005) stated that its wet strength property is the main functionality for tissue paper, paper towels, paperboard and other paper grades. They also reported that the cationic polyelectrolyte, poly(amideamine) epichlorohydrin (PAE), developed in the 1950s, has been used as a wet strength additive in the papermaking process. Ahola et al. (2008a, b) experimented with PAE together with cellulose nanofibrils to improve mechanical properties in paper products. Meanwhile Eriksson et al. (2005) used the multilayer technique (i.e. polymeric multilayers of cationic and anionic starch) to improve the strength properties of paper.
Traditional methods such as refining or fibre beating improve flexibility, enhance swelling ability and thus improve bondability and strength properties during paper formation. The main drawback of excess refining is that it can lead to paper densification, which can have a negative effect on the bending stiffness of paper. Apart from pulp fibre refining or beating, chemical additives (such as starch) have been used to improve the mechanical strength properties during papermaking (Taipale et al. 2010). Lumiainen (1998) elaborated on the refining of chemical pulp fibres. Page (1969) stressed that the relative bonded area (RBA) of fibres is very important as it contributes significantly to the basic structural property of paper. An equation for tensile strength development has been developed (Yoo and Hsieh 2010; Duker and Lindström 2008; Page 1969). Hirn and Schennach (2015) have recently introduced a new method of quantifying bonding energies between pulp fibres during the papermaking process. In their work, they consider the following parameters: mechanical interlocking, capillary bridges, interdiffusion, hydrogen bonding, Van der Waals forces, and coulomb forces on the bonding energy. They found out that considerably higher amount of the fiber-fibre bond in paper is formed via molecular contacts. Paper strength development as a result of fibre beating is reported in Duker et al. (2007). Laine et al. (2002) state that CMC, gums and starches can be use as strength additives in the papermaking process. Mohlin and Alfredsson (1990) reported the effect of pulp fibre deformation on paper properties. A review of chemical properties affecting fibres during papermaking for both chemically and mechanically processed pulp fibres is reported in Lindström (1992). There is the growing trend towards using nanocellulose as an alternative paper strength additive in biomass-derived cellulose fibres.
Paper strength development is influenced by several factors including: fibre length, specific bond strength, fibre–fibre bonded area, sheet formation and stress concentration (Ankerfors et al. 2013a, b). Taipale et al. (2010) reported that the mechanical properties of paper materials are influenced by the fibre strength, degree of fibre bondability, and the strength of the fibre bonds. The primary techniques for strength enhancement that have been routinely used in papermaking are the refining of pulp fibres or the use of chemical additives. The unique properties of nanocellulose that can give it an important role in papermaking are its inherent high strength and stiffness. The high specific surface area also plays a vital role in improving the bond between the fibres and nanofibrils. It is therefore very important to start implementing the use of nanocellulose as a strength additive in paper and board products soon, most particularly to improve the z-strength in paperboard. Innventia AB, one of the leading research actors in NFC and MFC production, has put great effort into developing nanocellulose in papermaking suspensions. Lindström et al. (2014) reported on the practical use of nanocellulose in the paper and paperboard products industry. They indicate that the more feasible and practical uses of nanocellulose in the papermaking process relate to its use as a strength additive and for barrier coating applications.
Researchers at FiberLean Imerys claim to have achieved a commercial breakthrough in MFC processing, in terms of a low-cost, industrial-scale method of processing MFC (Svending 2014). Imerys is a diversified mineral processing company working with papermaking-related minerals such as carbonates, kaolin and talc. They use their competence in grinding technology to co-grind pulp fibre with the mineral in order to produce MFC that can be used in both printing and writing papers. This approach does not require any pretreatment stage. They have presented evidence that they can produce MFC and mineral composites at 5–6 wt%. This composition can easily be used in papermaking systems, as it is easy to mix and the composition is pumpable. At present (2014), the company claims to be able to produce 3000 dry ton/year of MFC. It should be noted that the co-grinding methodology used by Imerys produces relatively coarse MFC. However, the company’s researchers have demonstrated that the MFC developed is optimised for strength in wet end applications. Svending (2014) conclude that the FiberLean processing method offers several advantages such as maintaining process stability, improving the initial wet strength at elevated filler content, having less impact on the wet end chemistry, and not affecting drainability.
A researcher at the VTT Technical Research Centre in Finland has studied the use of CNF and MFC as binding filler for high-content papers (Torvinen 2014). Torvinen set out to investigate the possibility of increasing the filler content of paper by binding the fillers with CNF and MFC. In a semi-pilot trial using different fibre grades and mixes of filler such as precipitated calcium carbonate (PCC), cationic polyacrylamide (cPAM), Starch A, and Starch B, it was observed that CNF improved the strength properties (Scott bond and tensile index) more than MFC. Similar research in a pilot-scale facility found that a combination of CNF and starch showed the best wet residual tension. Finer CNF samples enhanced the residual tension. Further, the pilot-scale trial presented evidence for a clear improvement in the mechanical properties of sheets, most especially for the tensile index (Torvinen 2014) be used together with CNF or MFC as a binder, the filler content could be increased from 30 to 40 % for high filler content paper. They concluded that there is a potential savings of 3–6.5 % compared to super calendared (SC) grades and MFC processing by using binding filler aggregates.
Rantanen and Maloney (2013) investigated the effect of nano and microfibril cellulose on wet pressing and nip rewetting in papermaking. They found that the main mechanism of dewatering nano or microfibril cellulose was related to the plugging of interfibre pores and decreasing of sheet permeability (or air leakage). The rewetting process was mainly influenced by microfibril dosage and sheet grammage. They stated that the two fundamental mechanisms of pulp suspension dewatering ability in the press nip section are controlled by hydraulic and mechanical pressure. Rantanen et al. (2014) highlighted the challenge of dewatering when using MFC in papermaking. They studied the sheet forming and dewatering ability of a fibre-microfibrillated cellulose blend as well as the sheet structure during wet pressing in a semi-pilot papermaking plant. They concluded that approximately 100 % retention and 33 % couch solids could be achieved and that the web wet strength property was significantly high. Another point was that approximately 6–12 % of the MFC-fibre composite web could be used in the papermaking process. The moisture ratio after the wet pressing section of the semi-pilot scale paper machine was approximately 0.94 g/g, and the MFC-fibre blended composites did not lose porosity after press drying.
Hamilton (2014) gives a brief history of CNF research at the University of Maine, USA. This research began in the 1990s and focused on producing a less costly CNF that could be used in papermaking for both the wet end addition and for coating applications. One of the projects investigated was reducing the silicon coating demand by means of an efficient holdout and a more level sheet surface, and also enhancing the mechanical strength property at a reduced basis weight (Hamilton 2014). He claimed that CNF could be used as a high-performance additive in a wide range of applications for paper products. This can be done at a relatively low-cost, and the processing method is commercially feasible and scalable.
Another study related to the use of CNF in papermaking is reported by Johnson (2014), who is a development engineer at the University of Maine Process Development Center in the USA. The centre was given a federal grant by the United States Department of Agriculture (USDA) Forest Service to open a nanofibre pilot plant. The state-of-the-art equipment bought by the university included an ultrafine grinder, a spray dryer, and a major upgrade of the stock preparation and the refining capacity capabilities. Johnson investigated the mechanical production methods of CNF using a refiner and Super-mass-collider focusing in particular on the energy consumption in relation to the quantities of fines produced during processing. Handsheets were made with varying amounts of CNF and fines. He determined that different dosages of CNF affected the tensile index, bulk, air resistance, roughness, internal bond and tear properties of the handsheets.
Djafari Petroudy et al. (2014) proposed the use of bagasse MFC to improve the strength of bagasse paper. They observed a tensile index improvement using a 1 % MFC and 0.1 % cPAM (retention aid) addition to the pulp suspension. Charfeddine et al. (2014) studied the use of micro-nano-fibrillated cellulose (MNFC) as strength additives in TMP fibres for new packaging paper materials. The paper was produced using a Dynamic Sheet Former with different additions of MNFC to the z-structured sheets. The researchers were convinced that adding MNFC improved the mechanical properties such as tensile strength in the cross direction. The addition of 6 g/m2 of MNFC decreased the air permeability to approximately 75 %. Another study carried out by Su et al. (2013) revealed that addition of MFC to the pulp suspension combined with PAE improved the air permeability as well as the dry and wet strength of the paper. They indicated that addition of PAE impairs dewatering time and the air permeability property for the paper composites with MFC concentration higher than 10 %.
Gonzalez et al. (2012, 2013) reported the use of NFC as a paper strength additive. They focused on the improvement of the paper strength properties using NFC while reducing the energy demand during pulp fibre refining. They claim that enzymatic pretreatment combined with mechanical shearing forces in the high-pressure section can significantly improve mechanical strength properties without greatly affecting the drainage rate. Gonzalez et al. (2012) used NFC as a strength additive for bleached hardwood eucalyptus pulp fibres. The target end product was writing and offset printing papers. A significant finding was that the air resistance property the Gurley porosity improved. Addition of 9 wt% NFC to reinforced pulp suspension improved the air porosity of the sheets to values that were lower than those produced solely by the beating process at 2500 and 3750 revolutions. The researchers were also of the opinion that the addition of NFC (9 wt%) affected the Schopper-Riegler freeness value, which is disadvantageous to the draining behaviour, and could cause runnability problems during the papermaking process. The problem of dewatering presented in their work was not surprising as the addition level of their NFC (9 %) was high. They reported that the tensile strength of printing and writing paper with approximately 16 % mineral filler is usually in the range of 40 and 45 Nm/g, in which the fundamental step in the strength development of this process is solely by pulp beating. Gonzalez et al. (2013) presented evidence for an improvement in the mechanical strength properties of paper using NFC. They noticed that this type of strategy in a papermaking pulp suspension process reduced the drainability, but the drainage behaviour remained at suitable levels for papermaking. The addition of NFC to pulp fibre suspension for improving tensile strength and decreasing paper sheet porosity has been studied by numerous researchers (Gonzalez et al. 2012, 2013; Sehaqui et al. 2011; Taipale et al. 2010; Yoo and Hsieh 2010; Ahola et al. 2008a, b; Eriksen et al. 2008).
Hii et al. (2012) studied the effect of MFC on paper strength and drainage properties using a combination of MFC, thermo-mechanical pulp (TMP), and ground calcium carbonate (GCC). They observed improvements in strength properties and barrier properties but a reduction in drainage behaviour. However, the press dewatering properties of microfibrillated cellulose added during sheet formation could be optimised without affecting the entire papermaking process. It is well-known that the properties of chemical pulp fibres such as dissolving or bleached kraft pulps differ from those of mechanical pulp fibres such as thermo-mechanical pulp or chemi-thermomechanical pulp. Su et al. (2013) reported that the drainage behaviour during papermaking is influenced by factors such as ionic strength, type of polyelectrolyte, pH and fibre dimensions. The more nano-sized the fibre particle is, the more time it will take for the fibre mat to be formed during drainage, thus yielding poor drainage properties.
Comparative studies of the structural and papermaking properties achieved by blending different grades of MFCs with papermaking pulp suspensions are reported in Taipale et al. (2010). They examined drainage behaviour as a function of the salt concentration, fixative type, pH, and the type of MFC. They noted that adding MFC significantly reduced the drainage properties during papermaking. However, when investigating the influence of using cationic polyelectrolytes together with MFC, they noted that the drainage property could be manageable with processing technology with a certain dosage and combination of MFC and the polyelectrolyte. This work found that the addition of MFC reduced the drainage rate of the pulp suspension but significantly improved the mechanical strength of the paper. The strength of MFC blended with pulp fibres with drainage properties as highlighted by Eriksen et al. (2008). They showed that they could MFC to improve the strength-related properties in TMP paper products but that the draining time was affected. Although they never emphasise energy consumption, they reported energy values 2.3 times higher than those reported by Turbak et al. (1983) (70,000 vs. 30,000 kW/t).
Another interesting method of using NFC in combination with clay in layered TMP paper products was introduced by Mörseburg and Chinga-Carrasco (2009). They investigated the mechanical and optical properties of thermo-mechanical pulp (TMP) fibres in relation to the addition of TMP, NFC and clay during papermaking. They observed a significant improvement in both tensile index and z-strength when substituting bleached softwood kraft pulp fibres with a small amount of NFC and mechanical pulp. Bilodeau et al. (2012) used NFC to fabricate new printing and writing paper grades. By blending an NFC suspension with pulp slurries to produce 90 g uncoated free-sheet using a pilot paper machine, they improved the porosity by 164 %, stiffness by 11 %, and tensile strength by 30 %. However, this was accompanied by a reduction in tear strength (6 % reduction) and also a 6 % reduction in bulk. Svending (2014) pointed out that by blending 2 % MFC and 10 % filler they could improve the initial wet strength, increase the bond strength, opacity, and smoothness as well as improving the coating hold-out.
NFC and MFC are believed to form fibrillar entanglement between the fibres and it, thereby improve the molecular contact area, as well as improve the bonding. Brodin et al. (2014) reported that MFC and NFC improved the relative bonded area of paper sheet, as the material are in nano-scale and behaves similar like starch. This enhanced molecular contact between the pulp fibres and NFC is the main reason behind strength improvement when using NFC as strength additive. One of the disadvantages of using NFC or MFC directly into the papermaking process is it poor dewatering. As the material is in the nanoscale range, this makes it difficult for it to allow water to go through the wire press on the paper machine. Torvinen et al. (2014) used NFC and MFC in way to improve the paper strength properties as well as a strategy of enhancing the filler content in super calendered paper using PCC-MFC/NFC components. They found out that it was possible to attain a high filler content of approximately 35 % and it was also possible to reduce production cost of their intended paper product.
Coatings and films
The use of NFC and MFC as coating additive in the paper coating formulation has attracted attention. Recent studies by Richmond et al. (2014) have shown that the NFC can be used in paper coating formulations, either as a co-binder or thickener. They believed that NFC suspension can serve as a renewable, sustainable and natural alternative to synthetic latex and binders in most coating formulation. They wanted to know if it is possible to use NFC with latex binder and starch in a way to form strong paper coating formulation and study the rheological behavior of the coating formulation. They noticed that NFC-based coating formulation were not possible to be use at higher coat weight in the blade coater.
It is well known that coating is usually used for barrier applications. The most important parameters to be considered during any coating trials are; the coating formulation, coating thickness and the coating density (Richmond 2014). He used NFC coating formulation in order to improve paper properties (brightness, surface roughness, absorbency, air permeability and pick velocity). He noticed less improvement in absorbency and porosity and very small impact on the other properties. He also was noticed that NFC has a complex viscosity even at low solid content.
Pajari et al. (2012) used NFC suspension as a coating material to replace synthetic binders, and performed pilot scale trials. Their objective was to study runnability and the properties of the coating colours when certain portions of the latex binders are replaced with NFC. Their findings revealed that there were no problems using NFC in coating colours. However, two problems were noticed, since the NFC was used at low consistencies, this makes the drying time to be extended thereby making the drying process less economical. The second problem was based on processing cost, as they realised that replacing NFC suspension with that of latex makes the entire coating formulation expensive.
Recently, Brodin et al. (2014) reported that NFC can be used in spray and foam coating technologies, and it is advantageous to use NFC in spray coating, as it can be use to coat very thin and uniform layers on the base paper sheet. One of the drawbacks of using NFC in coating applications is that it is used at very low consistencies (high water content), and this is a huge challenge in the drying section, as it will eventually increase the drying cost.
In view of utilising NFC and MFC in films, it is worth noting that the final quality of the resultant NFC or MFC will depend greatly on the film forming process, the drying method and the storage conditions, as these parameters will affect the final material properties. Renewable packaging has been highlighted as one of the potential sectors for nanocellulosic materials. The packaging trend nowadays is to use ‘greener’ packaging materials as the European Union (EU) strives for more eco-efficient sustainable packaging. The EU has invested research money in food-packaging projects such as the Food Biopack project, SustainComp, SUNPAP, SustainPack, FlexPakReNew, and RenewFuncBarr (Johansson et al. 2012).
Nygårds (2011) points out that paper materials are usually coated to enhance their surface properties, to improve print quality or better still, to incorporate new functionalities like barrier properties for oxygen, water vapour and grease/oil. Her thesis project focused on the possibility of using MFC coating for paper substrates. Syverud and Stenius (2009) studied the production of films using cellulose nanofibrils from wood pulp fibres to produce films on petri dishes. They later evaluated the mechanical properties of the films and found some significant improvements in barrier properties. Their intention was to improve the barrier properties of paper packing products, particularly those used in food packaging. The air permeability of the films was significantly improved by adding cellulose nanofibrils.
Lavoine et al. (2014a) studied the mechanical and barrier properties of MFC coated onto cardboard. They observed that while the mechanical properties were improved, the barrier properties were not significantly modified. It has been reported that nanocellulose can be used to improve the gas-barrier properties of films (Bardet et al. 2015; Fukuzumi et al. 2009, 2013; Österberg et al. 2013; Nygårds 2011; Siró et al. 2011; Aulin et al. 2010; Hult et al. 2010; Syverud and Stenius 2009; López-Rubio et al. 2007). In the review of Lavoine et al. (2012), they paid special attention to the barrier properties of microfibrillated cellulose in relation to films, nanocomposites and paper products. Bardet et al. (2015) fabricated NFC-based films using two different types of nanofillers in the NFC matrix, i.e. the mineral clay montmorillonite and TEMPO-oxidised cellulose nanocrystals in order to improve barrier properties of the films that could retains it efficiency at high humidity.
Aulin, et al. (2010) and Syverud and Stenius (2009) researched using NFC to improve barrier properties. Using MFC as coating material, Lavoine et al. (2014b) reported similar air permeance results to those reported by Syverud and Stenius (2009). Lavoine et al. (2014a, b) presented evidence that the air permeance property is greatly affected by MFC. However, the air permeance value was reduced by approximately 70 % with five MFC coats. Fukuzumi et al. (2013) reported that TEMPO-oxidised nanocellulose films exhibit superior oxygen-barrier properties under dry conditions, though the oxygen barrier property becomes extremely poor at relatively high humidities.
NFC exhibits good strength and oxygen barrier properties because the material is highly crystalline and has high cohesive energy density (Lindström et al. 2014). Aulin et al. (2010) and Ankerfors (2012) reported similar results in film oxygen permeability. The former reported an oxygen permeability of 0.086 ml mm/m2 day atm while the latter reported values in the range of 0.037–0.050 ml mm/m2 day atm at 23 °C and 50 % relative humidity. Aulin et al. (2010) found that nanocellulose films have a low oxygen barrier property. However, the performance of the films is limited by their ability to attract and retain water molecules from their surroundings (hygroscopic) and their correspondingly high moisture sorption, which destroys their barriers at relatively high humidities. In a recent study Österberg et al. (2013) fabricated MFC films and evaluated the oxygen, water vapour and grease barrier properties. They found that the pure unmodified films were good barriers for oxygen and grease. At relative humidities below 65 %, the oxygen permeability of the pure and unmodified films was below 0.6 cm3 µm/m2/day/kPa and no grease penetrated the MFC films.
According to Ankerfors (2012), the tensile strength of the film was improved by adding MFC. Tensile strength improved by 54 % from 182 to 281 MPa. The strain at breaking and the Young’s modulus increased by 226 % (from 4 to 13 %) and 61 % (from 4 to 7 GPa) respectively. In a study by Reddy and Rhim (2014) on agar-mixed crystallised nanocellulose (CNC) films, the mechanical and water barrier properties (WVP) were evaluated. The addition of 5 % NCC to mixed agar films significantly improved the tensile modulus (an increase of 40 %) and tensile strength (an increase of 25 %). Tests on 3-wt% NCC mixed agar films showed that the WVP of the film was reduced by 25 %.
Mautner et al. (2014) reported a papermaking process involving filtration of NFC suspension with a consistency of approximately 0.3 wt% on a filter membrane. The resulting material on the filter membrane is known as the fibre mat. Upon drying the usual paper is produced. They demonstrated the fabrication of nanofiltration membranes from nanocellulose by mimicking the papermaking process. The nanopapers were produced by inducing flocculation of the nanofibrils upon addition of trivalent ions. The permeance of the nanopaper was related to the hydrophilicity of the solvents used (water, Tetrahydrofuran (THF) and n-hexane). A recent review article published by Clelia and Bruno (2014), reported that nanocellulose/polymer multi-layered films could be used in permeation membranes, flexible electronics, optical protective coatings, and in drug delivery. They also described how high performance thin films and coatings with advanced functionalities can be designed.
Sirviö et al. (2014) improved the tensile strength of nanocellulosic films by approximately 40 % (70.02–97.97 MPa) by blending 15 % nanofibrillated cellulose and birch pulp. Lavoine et al. (2014a, b) also introduced a new method of using MFC to induce the controlled release of an active species. They used caffeine as a model species, because caffeine is used as a classical simulator in hydrophilic drug-release systems with high solubility in water, is UV detectable and has no chemical interaction with the cellulose substrate. Fall et al. (2014) fabricated nanopapers by vacuum filtration using a micropore membrane filter of approximately 65 × 102 µm pore size with a glass filter funnel 72 mm in diameter. The mechanical properties of the films showed increasing stiffness with increasing yield. The main disadvantage of using MFC-derived films or coated products is that they are moisture sensitive, which results in low gas barrier and strength properties at high humidity (Su et al. 2013). Chun et al. (2011) prepared nanopaper by vacuum filtration using porcelain Buchner funnels and evaluated the mechanical properties in relation to the number of homogenisation passes. After four and eight homogenisation passes, the tensile modulus of the nanopaper was 5.9 and 8.5 GPa respectively. Spence et al. (2010a) processed MFC films and characterised the physical properties in terms of thickness, density, tensile index, toughness, fold endurance and elastic modulus.
According to Ankerfors (2012), the tensile strength of the film was improved by adding MFC. Tensile strength improved by 54 % from 182 to 281 MPa. The strain at breaking and the Young’s modulus increased by 226 % (from 4 to 13 %) and 61 % (from 4 to 7 GPa) respectively. In a study by Reddy and Rhim (2014) on agar-mixed crystallised nanocellulose (CNC) films, the mechanical and water barrier properties (WVP) were evaluated. The addition of 5 % NCC to mixed agar films significantly improved the tensile modulus (an increase of 40 %) and tensile strength (an increase of 25 %). Tests on 3 wt% NCC mixed agar films showed that the WVP of the film was reduced by 25 %.
It has been claimed that the development of wood-derived polymers and new processing technology can reduce our reliance on petroleum-based polymers and foster the development of sustainable material for papermaking and packaging applications. It was only 16 years ago that the first film was produced from microfibrillated natural fibres by Taniguchi and Okamura (1998). Films can be formed by casting or by vacuum filtration. Dozens of researchers have used the film-forming process to investigate the morphological, structural and barrier properties of nanocelluloses (Sirviö et al. 2014; Rodionova et al. 2011). Zimmermann et al. (2004) used film-forming techniques to determine the Young’s modulus and tensile strength properties of films. They found a Young’s modulus of 6 GPa and a tensile strength of 100 MPa.
Applications and market potential of MFC AND NFC
Some of the interesting material properties of NFC and MFC include the relative abundance of renewable resources, its light weight, dimensional stability, thermal stability, high optical transparency, high thermal conductivity, low oxygen permeability, non-toxicity, high strength and modulus, and the fact that it is re-usable, recyclable, environmentally friendly, and biodegradable (Nelson 2014; Shatkin et al. 2014; Chirayil et al. 2014; Rebouillat and Pla 2013; Eichhorn et al. 2010). Shatkin et al. (2014) studied market projections for cellulose nanomaterials and made some suggestions in relation to its applications (Table 4). They used a combination of peer-reviewed article surveys and interviews to get a clear picture of its applications. High-volume applications include paper and paperboard products, cement, automobile parts and textiles. Smaller volume applications include cosmetics, pharmaceuticals, paints additives, sensors, construction, and aerospace materials. In addition to the above applications, they also included novel and emerging materials that could be produced based on the electrical and photonic properties of nanocellulosic materials, although they emphasised that there are no current markets for these materials. Some of these potential novel and emerging products include water and air filtration, organic LEDs, flexible electronics, photovoltaics, 3D-printing, photonic films and recyclable electronics.
Fang et al. (2013) also supported the idea of using paper as a substrate for flexible electronics and energy devices. But they recommended that instead of using paper, which is limited by its intrinsic opacity and roughness, it would be better to use NFC to produce nanopaper with high opacity and excellent smoothness. Fang et al. (2013) developed the first novel transparent and conductive hybrid paper touchscreen with very good anti-glare properties in a bright environment. There is a need to fabricate biomass-derived magnetic nanopaper with good magnetic, optical, mechanical, and thermal properties (Li et al. 2013). Li et al. (2013) indicated that transparent magnetic materials can be used in magneto-optical switches, magneto-optical sensors, bio-analytical applications, optical circulators, modulators and optical isolators. Zhu et al. (2013) showed that soft and mesoporous wood fibre substrates can be used as a novel platform for low-cost sodium-ion batteries. Based on these applications, it is not a big step to say that nanocellulosic materials could also be tailored for energy storage devices.
Companies have invested in nanocellulose technology to bring new products to the market (Miller 2014). The production and commercialisation of NFC and MFC as reported by Miller (2014) is shown in Table 5, which shows that many universities and companies have made ground-breaking investments in forest-based nanotechnology.
Conclusion
This critical review has examine the recent development of scientific research performed in the field of cellulosic nanomaterial in view of applications relating to papermaking, coatings and films. The application of nanocellulose in papermaking is based on improving structural and mechanical properties such as tear, burst, Young’s-modulus, strain at break, z-strength properties and uniform printability, and reducing opacity. The purpose of this review was to give a detailed account of the progress of MFC and NFC research over the past 5–6 years while not neglecting the history of developments in terms of papermaking, coatings and films. There are still some drawbacks for MFC and NFC research in order for it to be commercialised. These drawbacks include the high amount of energy consumption during processing, difficulties in producing uniform nanocellulosic particles, dewatering difficulties in papermaking applications and MFC and NFC suspension is difficult to pump at high concentration.
References
Abdul Khalil HPS, Bhat AH, Ireana Yusra AF (2012) Green composites from sustainable cellulose nanofibrils: a review. Carbohydr Polym 87(2):963–979
Abdul Khalil HPS, Davoudpour Y, Islam MdN, Mustapha A, Sudesh K, Dungani R, Jawaid M (2014) Production and modification of nanofibrillated cellulose using various mechanical processes: a review. Carbohydr Polym 99:649–665
Abe K, Iwamoto S, Yano H (2007) Obtaining cellulose nanofibers with a uniform width of 15 nm from wood. Biomacromolecules 8(10):3276–3278
Abitbol T, Marway H, Cranston E (2014) Surface modification of cellulose nanocrystals with cetyltrimethylammonium bromide. Nord Pulp Pap Res J 29(1):46–57
Abraham E, Deepa B, Pothan LA, Jacob M, Thomas S, Cvelbar U, Anandjiwala R (2011) Extraction of nanocellulose fibrils from lignocellulosic fibres: a novel approach. Carbohydr Polym 86(4):1468–1475
Agarwal U (2014) On the cellulose supramolecular structure in various cellulose-I CNCs. In: TAPPI international conference on nanotechnology for renewable materials, 23–26 June, Vancouver, BC
Ahola S, Turon X, Österberg M, Laine J, Rojas OJ (2008a) Enzymatic hydrolysis of native cellulose nanofibrils and other cellulose model films: effect of surface structure. Langmuir 24(20):11592–11599
Ahola S, Salmi J, Johansson LS, Laine J, Österberg M (2008b) Model films from native cellulose nanofibrils. Preparation, swelling, and surface interactions. Biomacromolecules 9(4):1273–1282
Alemdar A, Sain M (2008) Isolation and characterization of nanofibers from agricultural residues—wheat straw and soy hulls. Bioresour Technol 99(6):1664–1671
Andresen M, Johansson LS, Tanem BS, Stenius P (2006) Properties and characterization of hydrophobized microfibrillated cellulose. Cellulose 13(6):665–677
Ankerfors M (2012) Microfibrillated cellulose: energy-efficient preparation techniques and key properties. Licentiate thesis in pulp and paper chemistry and technology. Innventia and Royal Institute of Technology, Stockholm
Ankerfors M, Lindström T (2009) Method for providing nanocellulose involving modifying cellulose fibers. US patent application, 20110036522
Ankerfors M, Duker E, Lindström T (2013a) Topo-chemical modification of fibres by grafting of carboxymethyl cellulose in pilot scale. Nord Pulp Pap Res J 28(1):6–14
Ankerfors M, Lindström T, Henriksson G (2013b) Method for the manufacture of microfibrillated cellulose. US patent no 8,546,558
Aracri E, Vidal T, Ragauskas AJ (2011) Wet strength development in sisal cellulose fibers by effect of a laccase—TEMPO treatment. Carbohydr Polym 84(4):1384–1390
Aracri E, Valls C, Vidal T (2012) Paper strength improvement by oxidative modification of sisal cellulose fibers with laccase–TEMPO system: influence of the process variables. Carbohydr Polym 88(3):830–837
Aulin C, Gällstedt M, Lindström T (2010) Oxygen and oil barrier properties of microfibrillated cellulose films and coatings. Cellulose 17(3):559–574
Baez C, Considine J, Rowlands R (2014) Influence of drying restraint on physical and mechanical properties of nanofibrillated cellulose films. Cellulose 21(1):347–356
Bardet R, Reverdy C, Belgacem N, Leirset I, Syverud K, Bardet M, Bras J (2015) Substitution of nanoclay in high gas barrier films of cellulose nanofibrils with cellulose nanocrystals and thermal treatment. Cellulose 22:1227–1241
Besbes I, Alila S, Boufi S (2011) Nanofibrillated cellulose from TEMPO-oxidized eucalyptus fibres: effect of the carboxyl content. Carbohydr Polym 84(3):975–983
Bhatnagar A, Sain M (2005) Processing of cellulose nanofiber-reinforced composites. J Reinf Plast Compos 24(12):1259–1268
Bilodeau M, Bousfield D, Luu W, Richmond F, Paradis M (2012) Potential applications of nanofibrillated cellulose in printing and writing papers. In: TAPPI international conference on nanotechnology for renewable materials, June 5–7, Montreal, QC
Bragd P, Van Bekkum H, Besemer AC (2004) TEMPO-mediated oxidation of polysaccharides: survey of methods and applications. Top Catal 27(1–4):49–66
Brinchi L, Cotana F, Fortunati E, Kenny JM (2013) Production of nanocrystalline cellulose from lignocellulosic biomass: technology and applications. Carbohydr Polym 94(1):154–169
Brodin FW, Theliander H (2013) A comparison of softwood and birch kraft pulp fibers as raw materials for production of TEMPO-oxidized pulp, MFC and superabsorbent foam. Cellulose 20(6):2825–2838
Brodin FW, Lund K, Brelid H, Theliander H (2012) Reinforced absorbent material: a cellulosic composite of TEMPO-oxidized MFC and CTMP fibres. Cellulose 19(4):1413–1423
Brodin FW, Gregersen ØW, Syverud K (2014) Cellulose nanofibrils: challenges and possibilities as a paper additive or coating material—a review. Nord Pulp Pap Res J 29(1):156–166
Carlsson DO, Lindh J, Strømme M, Mihranyan A (2015) Susceptibility of Iα- and Iβ-dominated cellulose to TEMPO-mediated oxidation. Biomacromolecules 16:1643–1649
Chakraborty A, Sain M, Kortschot M (2005) Cellulose microfibrils: a novel method of preparation using high shear refining and cryocrushing. Holzforschung 59(1):102–107
Charfeddine MA, Roussiere F, Bloch J-F, Ridgway C, Gane PAC, Mangin PJ (2014) Impact on paper properties of z-direction structuring by the layered addition of micro-nano-fibrillated cellulose (MNFC). In: TAPPI international conference on nanotechnology for renewable materials, Vancouver, British Columbia Canada, 23–26 June
Charreau H, Foresti ML, Vázquez A (2013) Nanocellulose patents trends: a comprehensive review on patents on cellulose nanocrystals, microfibrillated and bacterial cellulose. Recent Pat Nanotechnol 7(1):56–80
Chauhan VS, Chakrabarti SK (2012) Use of nanotechnology for high performance cellulosic and papermaking products. Cellul Chem Technol 46(5–6):389–400
Chen W, Yu H, Liu Y (2011a) Preparation non-woody plants as raw materials for production of microfibrillated cellulose (MFC): a comparative study. Carbohydr Polym 86(2):453–461
Chen W, Yu H, Liu Y, Chen P, Zhang M, Hai Y (2011b) Individualization of cellulose nanofibers from wood using high-intensity ultrasonication combined with chemical pretreatments. Carbohydr Polym 83(4):1804–1811
Chen W, Yu H, Liu Y, Hai Y, Zhang M, Chen P (2011c) Isolation and characterization of cellulose nanofibers from four plant cellulose fibers using a chemical-ultrasonic process. Cellulose 18(2):433–442
Cheng Q, Wang S, Han Q (2010) Novel process for isolating fibrils from cellulose fibers by high-intensity ultrasonication. II. Fibril characterization. J Appl Polym Sci 115(5):2756–2762
Cherian BM, Leão AL, de Souza SF, Thomas S, Pothan LA, Kottaisamy M (2010) Isolation of nanocellulose from pineapple leaf fibres by steam explosion. Carbohydr Polym 81(3):720–725
Chinga-Carrasco G (2013) Optical methods for the quantification of the fibrillation degree of bleached MFC materials. Micron 48:42–48
Chinga-Carrasco G (2014). Nanocellulose as a biomaterial—characteristics and bio-applications. In: 5th recent advances in cellulose nanotechnology research seminar, Oct 28–29, Trondheim
Chinga-Carrasco G, Averianova N, Gibadullin M, Petrov V, Leirset I, Syverud K (2013) Micro-structural characterisation of homogeneous and layered MFC nano-composites. Micron 44:331–338
Chirayil CJ, Mathew L, Thomas S (2014) Review of recent research in nanocellulose preparation from different lignocellulosic fibers. Rev Adv Mater Sci 37:20–28
Chun S-J, Lee SY, Doh GH, Lee S, Kim JH (2011) Preparation of ultrastrength nanopapers using cellulose nanofibrils. J Ind Eng Chem 17(3):521–526
Ciriminna R, Pagliaro M (2009) Industrial oxidations with organocatalyst TEMPO and its derivatives. Org Process Res Dev 14(1):245–251
Clelia M, Bruno J (2014) Nanocellulose/polymer multilayered thin films: tunable architectures towards tailored physical properties. Nord Pulp Pap Res J 29(1):19–30
Danumah C (2014) CNC characterisation: An essential step towards profiling physicochemical properties. In: TAPPI international conference on nanotechnology for renewable materials, June 23–26, Vancouver, BC
Deepa B, Abraham E, Cherian BM, Bismarck A, Blaker JJ, Pothan LA, Leao AL, de Souza SF, Kottaisamy M (2011) Structure, morphology and thermal characteristics of banana nano fibers obtained by steam explosion. Bioresour Technol 102(2):1988–1997
Djafari Petroudy SR, Syverud K, Chinga-Carrasco G, Ghasemain A, Resalati H (2014) Effects of bagasse microfibrillated cellulose and cationic polyacrylamide on key properties of bagasse paper. Carbohydr Polym 99:311–318
Dufresne A, Cavaillé JY, Vignon MR (1997) Mechanical behavior of sheets prepared from sugar beet cellulose microfibrils. J Appl Polym Sci 64(6):1185–1194
Duker E, Lindström T (2008) On the mechanisms behind the ability of CMC to enhance paper strength. Nord Pulp Pap Res J 23(1):57–64
Duker E, Brännvall E, Lindström T (2007) The effects of CMC attachment onto industrial and laboratory-cooked pulps. Nord Pulp Pap Res J 22(3):356–363
Eichhorn SJ, Dufresne A, Aranguren M, Marcovich NE, Capadona JR, Rowan SJ, Weder C, Thielemans W, Roman M, Renneckar S, Gindl W, Veigel S, Keckes J, Yano H, Abe K, Nogi M, Nakagaito AN, Mangalam A, Simonsen J, Benight AS, Bismarck A, Berglund LA, Peijs T (2010) Review: current international research into cellulose nanofibres and nanocomposites. J Mater Sci 45(1):1–33
Eriksen O, Syverud K, Gregersen Ø (2008) The use of microfibrillated cellulose produced from kraft pulp as strength enhancer in TMP paper. Nord Pulp Pap Res J 23(3):299–304
Eriksson M, Pettersson G, Wågberg L (2005) Application of polymeric multilayers of starch onto wood fibres to enhance strength properties of paper. Nord Pulp Pap Res J 20(3):270–275
Fall A (2013) Colloidal interactions and orientation of nanocellulose particles. Doctoral thesis in fibre and polymer science. Royal Institute of Technology, Stockholm
Fall AB, Burman A, Wågberg L (2014) Cellulosic nanofibrils from eucalyptus, acacia and pine fibers. Nord Pulp Pap Res J 29(1):176–184
Fang Z, Zhu H, Preston C, Han X, Li Y, Lee S, Chai X, Chen G, Hu L (2013) Highly transparent and writable wood all-cellulose hybrid nanostructured paper. J Mater Chem 1(39):6191–6197
Fleming K, Gray DG, Matthews S (2001) Cellulose crystallites. Chem Eur J 7(9):1831–1835
Floury J, Desrumaux A, Lardieres J (2000) Effect of high-pressure homogenization on droplet size distributions and rheological properties of model oil-in-water emulsions. Innov Food Sci Emerg Technol 1(2):127–134
Floury J, Bellettre J, Legrand J, Desrumaux A (2004) Analysis of a new type of high pressure homogeniser. A study of the flow pattern. Chem Eng Sci 59(4):843–853
Fukuzumi H, Saito T, Wata T, Kumamoto Y, Isogai A (2009) Transparent and high gas barrier films of cellulose nanofibers prepared by TEMPO-mediated oxidation. Biomacromolecules 10(1):162–165
Fukuzumi H, Saito T, Isogai A (2013) Influence of TEMPO-oxidized cellulose nanofibril length on film properties. Carbohydr Polym 93(1):172–177
Gamelas JAF, Pedrosa J, Lourenco AF, Mutjé P, González I, Chinga-Carrasco G, Singh G, Ferreiraa PJ (2015) On the morphology of cellulose nanofibrils obtained by TEMPO-mediated oxidation and mechanical treatment. Micron 72:28–33
Gonzalez I, Boufi S, Pelach MA, Alcala M, Vilaseca F, Mutje P (2012) Nanofibrillated cellulose as paper additive in eucalyptus pulps. BioResources 7(4):5167–5180
Gonzalez I, Vilaseca F, Alcala M, Pelach MA, Boufi S, Mutje P (2013) Effect of the combination of biobeating and NFC on the physico-mechanical properties of paper. Cellulose 20(3):1425–1435
Gray D (1994) Chiral nematic ordering of polysaccharides. Carbohydr Polym 25(4):277–284
Habibi Y, Lucia LA, Rojas OJ (2010) Cellulose nanocrystals: chemistry, self-assembly, and applications. Chem Rev 110(6):3479–3500
Hamilton R (2014) Using renewable nanotechnology (and other novel approaches) to improve base paper performance. AWA silicon technology seminar, March 19, Amsterdam
Hansen P, Sundvall Ö (2012) On-line crill sensor commercially available 2012. In: International paper physics and 8th international paper and coating chemistry conference, Stockholm, Sweden, June 10–14, 2012, poster
Hayes MG, Kelly AL (2003) High pressure homogenisation of raw whole bovine milk (a) effects on fat globule size and other properties. J Dairy Res 70(03):297–305
Heng JY, Pearse DF, Thielmann F, Lampke T, Bismarck A (2007) Methods to determine surface energies of natural fibres: a review. Compos Interfaces 14(7–9):581–604
Henriksson M, Henriksson G, Berglund LA, Lindström T (2007) An environmentally friendly method for enzyme-assisted preparation of microfibrillated cellulose (MFC) nanofibers. Eur Polym J 43(8):3434–3441
Henriksson M, Berglund LA, Isaksson P, Lindström T, Nishino T (2008) Cellulose nanopaper structures of high toughness. Biomacromolecules 9(6):1579–1585
Herrick FW, Casebier RL, Hamilton JK, Sandberg KR (1983) Microfibrillated cellulose: morphology and accessibility. In: Journal of applied polymer sciences. Applied polymer, symposium, vol 37, Syracuse, NY, pp 797–813
Hettrich K, Pinnow M, Volkert B, Passauer L, Fischer S (2014) Novel aspects of nanocellulose. Cellulose 21:2479–2488
Hii C, Gregersen ØW, Chinga-Carrasco G, Eriksen Ø (2012) The effect of MFC on the pressability and paper properties of TMP and GCC based sheets. Nord Pulp Pap Res J 27(2):388–396
Hirn U, Schennach R (2015) Comprehensive analysis of individual pulp fiber bonds quantifies the mechanisms of fiber bonding in paper. Sci Rep 5(10503):1–9
Ho T, Zimmermann T, Hauert R, Caseri W (2011) Preparation and characterization of cationic nanofibrillated cellulose from etherification and high-shear disintegration processes. Cellulose 18(6):1391–1406
Hoeger IC, Nair SS, Ragauskas AJ, Deng Y, Rojas OJ, Zhu JY (2013) Mechanical deconstruction of lignocellulose cell walls and their enzymatic saccharification. Cellulose 20(2):807–818
Hult EL, Iotti M, Lenes M (2010) Efficient approach to high barrier packaging using microfibrillar cellulose and shellac. Cellulose 17(3):575–586
Iotti M, Gregersen ØW, Moe S, Lenes M (2011) Rheological studies of microfibrillar cellulose water dispersions. J Polym Environ 19(1):137–145
Isogai A (2013) Wood nanocelluloses: fundamentals and applications as new bio-based nanomaterials. J Wood Sci 59(6):449–459
Isogai A, Saito T, Fukuzumi H (2011a) TEMPO-oxidized cellulose nanofibers. Nanoscale 3(1):71–85
Isogai T, Saito T, Isogai A (2011b) Wood cellulose nanofibrils prepared by TEMPO electro-mediated oxidation. Cellulose 18(2):421–431
Iwamoto S, Nakagaito AN, Yano H, Nogi M (2005) Optically transparent composites reinforced with plant fiber-based nanofibers. Appl Phys A 81(6):1109–1112
Iwamoto S, Nakagaito AN, Yano H (2007) Nano-fibrillation of pulp fibers for the processing of transparent nanocomposites. Appl Phys A 89(2):461–466
Johansson C, Bras J, Mondragon I, Nechita P, Plackett D, Simon P, Svetec DG, Virtanen S, Baschetti MG, Breen C, Clegg F, Aucejo S (2012) Renewable fibers and bio-based materials for packaging applications—a review of recent developments. BioResources 7(2):2506–2552
Johnson DA (2014) Effects of CNF on papermaking properties. TAPPI international conference on nanotechnology for renewable materials, 23–26 June, Vancouver, BC
Jonoobi M, Oladi R, Davoudpour Y, Oksman K, Dufresne A, Hamzeh Y, Davoodi R (2015) Different preparation methods and properties of nanostructured cellulose from various natural resources and residues: a review. Cellulose 22:935–969
Josset S, Orsolini P, Siqueira G, Tejado A, Tingaut P, Zimmermann T (2014) Energy consumption of the nanofibrillation of bleached pulp, wheat straw and recycled newspaper through a grinding process. Nord Pulp Pap Res J 29(1):167–175
Kalia S, Boufi S, Celli A, Kango S (2014) Nanofibrillated cellulose: surface modification and potential applications. Colloid Polym Sci 292(1):5–31
Kangas H, Lahtinen P, Sneck A, Saariaho A-M, Laitinen O, Hellén E (2014) Characterization of fibrillated celluloses. A short review and evaluation of characteristics with a combination of methods. Nord Pulp Pap Res J 29(1):129–143
Kaushik A, Singh M (2011) Isolation and characterization of cellulose nanofibrils from wheat straw using steam explosion coupled with high shear homogenization. Carbohydr Res 346(1):76–85
Kekäläinen K, Liimatainen H, Niinimäki J (2014a) Disintegration of periodate–chlorite oxidized hardwood pulp fibres to cellulose microfibrils: kinetics and charge threshold. Cellulose 21:3691–3700
Kekäläinen K, Liimatainen H, Illikainen M, Maloney TC, Niinimäki J (2014b) The role of hornification in the disintegration behaviour of TEMPO-oxidized bleached hardwood fibres in a high-shear homogenizer. Cellulose 21(3):1163–1174
Kleinebudde P, Jumaa M, El Saleh F (2000) Influence of degree of polymerization on behavior of cellulose during homogenization and extrusion/spheronization. AAPS PharmSci 2(3):18–27
Klemm D, Schumann D, Udhardt U, Marsch S (2001) Bacterial synthesized cellulose—artificial blood vessels for microsurgery. Progr Polym Sci 26(9):1561–1603
Klemm D, Schumann D, Kramer F, Heßler N, Hornung M, Schmauder H-P, Marsch S (2006) Nanocelluloses as innovative polymers in research and application. In: Klemm D (ed) Advances in Polymer Science (Polysaccharides II), vol 205. Springer, Heidelberg, pp 49–96
Klemm D, Kramer F, Moritz S, Lindström T, Ankerfors M, Gray D, Dorris A (2011) Nanocelluloses: a new family of nature-based materials. Angew Chem Int Ed 50(24):5438–5466
Lahtinen P, Liukkonen S, Pere J, Sneck A, Kangas H (2014) A comparative study of fibrillated fibers from different mechanical and chemical pulps. BioResources 9(2):2115–2127
Laine J, Lindström T, Nordmark GG, Risinger G (2002) Studies on topochemical modification of cellulosic fibres—part 2. The effect of carboxymethyl cellulose attachment on fibre swelling and paper strength. Nord Pulp Pap Res J 17(1):50–56
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose–Its barrier properties and applications in cellulosic materials: a review. Carbohydr Polym 90(2):735–764
Lavoine N, Bras J, Desloges I (2014a) Mechanical and barrier properties of cardboard and 3D packaging coated with microfibrillated cellulose. J Appl Polym Sci. doi:10.1002/APP.40106
Lavoine N, Desloges I, Bras J (2014b) Microfibrillated cellulose coatings as new release systems for active packaging. Carbohydr Polym 103:528–537
Leung ACW, Lam E, Chong J, Hrapovic S, Luong JH (2013) Reinforced plastics and aerogels by nanocrystalline cellulose. J Nanopart Res 15(5):1–24
Li Y, Zhu H, Gu H, Dai H, Fang Z (2013) Strong transparent magnetic nanopaper prepared by immobilization of Fe3O4 nanoparticles in a nanofibrillated cellulose network. J Mater Chem A 1(48):15278–15283
Liimatainen H, Visanko M, Sirviö JA, Hormi OE, Niinimaki J (2012) Enhancement of the nanofibrillation of wood cellulose through sequential periodate–chlorite oxidation. Biomacromolecules 13:1592–1597
Lindh J, Carlsson DO, Strømme M, Mihranyan A (2014) Convenient one-pot formation of 2,3-dialdehyde cellulose beads via periodate oxidation of cellulose in water. Biomacromolecules 15:1928–1932
Lindström T (1992) Chemical factors affecting the behaviour of fibres during papermaking. Nord Pulp Pap Res J 4:181–192
Lindström T, Ankerfors M, Henriksson G (2007) Method for treating chemical pulp for manufacturing microfibrillated cellulose. PCT Int Appl. 2007-SE82; 2006-272:14
Lindström ME, Söderberg D, Henriksson G (2012) Single-step method for production of nano pulp by acceleration and disintegration of raw material, World patent no. WO2012/115590
Lindström T, Aulin C, Gimåker M, Persson T (2014) The emergence of practical nanocellulose applications for a more sustainable paper/board industry. Indian Pulp Pap Tech Assoc 26:53–61
Liu DY, Sui GX, Bhattacharya D (2014) Synthesis and characterisation of nanocellulose-based polyaniline conducting films. Compos Sci Technol 99:31–36
López-Rubio A, Lagaron JM, Ankerfors M, Lindström T, Nordqvist D, Mattozzi A, Hedenqvist MS (2007) Enhanced film forming and film properties of amylopectin using micro-fibrillated cellulose. Carbohydr Polym 68(4):718–727
Lumiainen J (1998) Refining of chemical pulp. In: Paulapuro H (ed) Papermaking science and technology, book 8 papermaking part 1, stock preparation and wet end. Fapet Oy, Helsinki
Martin-Sampedro R, Filpponen I, Hoeger IC, Zhu JY, Laine J, Rojas OJ (2012) Rapid and complete enzyme hydrolysis of lignocellulosic nanofibrils. ACS Macro Lett 1(11):1321–1325
Mautner A, Lee KY, Lahtinen P, Hakalahti M, Tammelin T, Li K, Bismarck A (2014) Nanopapers for organic solvent nanofiltration. Chem Commun 50(43):5778–5781
Miller J (2014) Nanocellulose: technology applications, and markets. In: TAPPI international conference on nanotechnology for renewable materials, 23–26 June, Vancouver, BC
Mishra SP, Manent AS, Chabot B, Daneault C (2012) Production of nanocellulose from native cellulose-various options utilizing ultrasound. BioResources 7(1):422–436
Missoum K, Belgacem NM, Bras J (2013) Nanofibrillated cellulose surface modification: a review. Materials 6(5):1745–1766
Mohlin U, Alfredsson C (1990) Fibre deformation and its implications in pulp characterization. Nord Pulp Pap Res J 4:172–179
Moon RJ, Martin A, Nairn J, Simonsen J, Youngblood J (2011) Cellulose nanomaterials review: structure, properties and nanocomposites. Chem Soc Rev 40:3941–3994
Mörseburg K, Chinga-Carrasco G (2009) Assessing the combined benefits of clay and nanofibrillated cellulose in layered TMP-based sheets. Cellulose 16(5):795–806
Nakagaito AN, Fujimura A, Sakai T, Hama Y, Yano H (2009) Production of microfibrillated cellulose (MFC)-reinforced polylactic acid (PLA) nanocomposites from sheets obtained by a papermaking-like process. Compos Sci Technol 69(7):1293–1297
Nelson K (2014) Low cost production of nanocellulose with the AVAP biorefinery technology. In: TAPPI international conference on nanotechnology for renewable materials, 23–26 June, Vancouver, BC
Nygårds S (2011) Nanocellulose in pigment coatings—aspects of barrier properties and printability in offset. Master’s thesis. Linkoping University, Department of Physics, Chemistry and Biology and Innventia AB, Sweden
Osong SH (2014) Mechanical pulp based nano-ligno-cellulose: production, characterisation and their effect on paper properties. Licentiate thesis, Mid Sweden University, ISBN: 978-91-87557-42-2
Osong SH, Norgren S, Engstrand P (2013) An approach to produce nano-ligno-cellulose from mechanical pulp fine materials. Nord Pulp Pap Res J 28(4):472–479
Osong SH, Norgren S, Engstrand P (2014a) Paper strength improvement by inclusion of nano-ligno-cellulose to chemi-thermomechanical pulp. Nord Pulp Pap Res J 29(2):309–316
Osong SH, Norgren S, Engstrand P, Lundberg M, Hansen P (2014b) Crill: a novel technique to characterize nano-ligno-cellulose. Nord Pulp Pap Res J 29(2):190–194
Osong SH, Norgren S, Engstrand P (2014c). Recent developments in nano-ligno-cellulose production and the crill characterisation technique. In: TAPPI international conference on nanotechnology for renewable materials, 23–26 June, Vancouver, BC
Österberg M, Vartiainen J, Lucenius J, Hippi U, Seppälä J, Serimaa R, Laine J (2013) A fast method to produce strong NFC films as a platform for barrier and functional materials. ACS Appl Mater Interfaces 5(11):4640–4647
Pääkkö M, Ankerfors M, Kosonen H, Nykänen A, Ahola S, Österberg M, Ruokolainen J, Laine J, Larsson PT, Ikkala O, Lindström T (2007) Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromolecules 8(6):1934–1941
Page DH (1969) A theory for the tensile strength of paper. TAPPI 52(4):674–681
Pajari H, Rautkoski H, Moilanen P (2012) Replacement of synthetic binders with nanofibrillated cellulose in board coating: pilot scale studies. In: TAPPI international conference on nanotechnology for renewable materials
Paquin P (1999) Technological properties of high pressure homogenizers: the effect of fat globules, milk proteins, and polysaccharides. Int Dairy J 9(3):329–335
Peng Y, Gardner DJ, Han Y, Cai Z, Tshabalala MA (2013a) Influence of drying method on the surface energy of cellulose nanofibrils determined by inverse gas chromatography. J Colloid Interface Sci 405:85–95
Peng Y, Gardner DJ, Han Y, Kiziltas A, Cai Z (2013b) Influence of drying method on the material properties of nanocellulose I: thermostability and crystallinity. Cellulose 20(5):2379–2392
Plackett DV, Letchford K, Jackson JK, Burt HM (2014) A review of nanocellulose as a novel vehicle for drug delivery. Nord Pulp Pap Res J 29(1):105–118
Qing Y, Sabo R, Zhu JY, Agarwal U, Cai Z, Wu Y (2013) A comparative study of cellulose nanofibrils disintegrated via multiple processing approaches. Carbohydr Polym 97(1):226–234
Qvintus P (2015) Cellulose nanofibrils: overcoming challenges on the development of nanocellulose-based products In: TAPPI international conference on nanotechnology for renewable materials, Atlanta, GA, pp 201–236
Rånby BG (1949) Aqueous colloidal solutions of cellulose micelles. Acta Chem Scand 3:649–650
Rånby BG (1951) Fibrous macromolecular systems. Cellulose and muscle. The colloidal properties of cellulose micelles. Discuss Faraday Soc 11:158–164
Rånby BG, Ribi E (1950) Uber den feinbau der zellulose. Experimentia 6:12–14
Rantanen J, Maloney TC (2013) Press dewatering and nip rewetting of paper containing nano- and microfibril cellulose. Nord Pulp Pap Res J 28(4):582–587
Rantanen J, Pirttiniemi J, Kuosmanen P, Maloney TC (2014) Development of a microfibrillated cellulose composite web forming method. In: TAPPI international conference on nanotechnology for renewable materials, 23–26 June, Vancouver, BC
Rebouillat S, Pla F (2013) State of the art manufacturing and engineering of nanocellulose: a review of available data and industrial applications. J Biomater Nanobiotechnol 4:165–188
Reddy JP, Rhim J-W (2014) Characterization of bionanocomposite films prepared with agar and paper-mulberry pulp nanocellulose. Carbohydr Polym 110:480–488
Revol J-F (1982) On the cross-sectional shape of cellulose crystallites in Valonia ventricosa. Carbohydr Polym 2(2):123–134
Revol JF, Godbout L, Dong X-M, Gray DG, Chanzy H, Maret G (1994) Chiral nematic suspension of cellulose crystallites, Phase separation and magnetic field orientation. Liq Cryst 16(1):127–134
Richmond F (2014) Cellulose nanofibers use in coated paper. Doctoral thesis, University of Maine
Richmond F, Haughwout C, Bousfield D (2014) The use of cellulose nanofibers in paper coating formulation. In: TAPPI papercon, pp 2141–2154
Rodionova G, Lenes M, Eriksen Ø, Gregersen Ø (2011) Surface chemical modification of microfibrillated cellulose: improvement of barrier properties for packaging applications. Cellulose 18(1):127–134
Saito T, Isogai A (2005) A novel method to improve wet strength of paper. TAPPI J 4(3):3–8
Saito T, Nishiyama Y, Putaux JL, Vignon M, Isogai A (2006) Homogeneous suspensions of individualized microfibrils from TEMPO-catalyzed oxidation of native cellulose. Biomacromolecules 7:1687–1691
Saito T, Kimura S, Nishiyama Y, Isogai A (2007) Cellulose nanofibers prepared by TEMPO-mediated oxidation of native cellulose. Biomacromolecules 8(8):2485–2491
Sehaqui H, Zhou Q, Ikkala O, Berglund LA (2011) Strong and tough cellulose nanopaper with high specific surface area and porosity. Biomacromolecules 12(10):3638–3644
Shatkin JA, Wegner TH, Bilek E, Cowie J (2014) Market projections of cellulose nanomaterial-enabled products—part 1: applications. TAPPI J 13(5):9–16
Shinoda R, Saito T, Okita Y, Isogai A (2012) Relationship between length and degree of polymerization of TEMPO-oxidized cellulose nanofibrils. Biomacromolecules 13(3):842–849
Siró I, Plackett D (2010) Microfibrillated cellulose and new nanocomposite materials: a review. Cellulose 17(3):459–494
Siró I, Plackett D, Hedenqvist M, Ankerfors M, Lindström T (2011) Highly transparent films from carboxymethylated microfibrillated cellulose: the effect of multiple homogenization steps on key properties. J Appl Polym Sci 119(5):2652–2660
Sirviö JA, Kolehmainen A, Liimatainen H, Niinimäki J, Hormi OEO (2014) Biocomposite cellulose-alginate films: promising packaging materials. Food Chem 151:343–351
Spence KL, Venditti RA, Habibi Y, Rojas OJ, Pawlak JJ (2010a) The effect of chemical composition on microfibrillar cellulose films from wood pulps: mechanical processing and physical properties. Bioresour Technol 101(15):5961–5968
Spence KL, Venditti RA, Rojas OJ, Habibi Y, Pawlak JJ (2010b) The effect of chemical composition on microfibrillar cellulose films from wood pulps: water interactions and physical properties for packaging applications. Cellulose 17(4):835–848
Spence KL, Venditti RA, Rojas OJ, Habibi Y, Pawlak JJ (2011) A comparative study of energy consumption and physical properties of microfibrillated cellulose produced by different processing methods. Cellulose 18(4):1097–1111
Steenberg B, Sandgren B, Wahren D (1960) Studies on Pulp Crill, Part 1. Suspended fibrils in paper pulp fines. Svensk Papperstidning 12:395–397
Stelte W, Sanadi AR (2009) Preparation and characterization of cellulose nanofibers from two commercial hardwood and softwood pulps. Ind Eng Chem Res 48(24):11211–11219
Stenius P (2014). Nanocellulose technology—conclusions and perspectives 2006–2014. 5th recent advances in cellulose nanotechnology research seminar, Oct 28–29, Trondheim
Su J, Mosse WKJ, Sharman S, Batchelor WJ, Garnier G (2013) Effect of tethered and free microfibrillated cellulose (MFC) on the properties of paper composites. Cellulose 20(4):1925–1935
Svending P (2014) Commercial break-through in MFC processing. In: TAPPI international conference on nanotechnology for renewable materials, 23–26 June, Vancouver, BC
Syverud K, Stenius P (2009) Strength and barrier properties of MFC films. Cellulose 16(1):75–85
Syverud K, Chinga-Carrasco G, Toledo J, Toledo PG (2011) A comparative study of Eucalyptus and Pinus radiata pulp fibres as raw materials for production of cellulose nanofibrils. Carbohydr Polym 84(3):1033–1038
Taipale T, Österberg M, Nykänen A, Ruokolainen J, Laine J (2010) Effect of microfibrillated cellulose and fines on the drainage of kraft pulp suspension and paper strength. Cellulose 17:1005–1020
Tanaka A, Seppänen V, Houni J, Sneck A, Pirkonen P (2012) Nanocellulose characterization with mechanical fractionation. Nord Pulp Pap Res J 27(4):689–694
Taniguchi T, Okamura K (1998) New films produced from microfibrillated natural fibres. Polym Int 47(3):291–294
TAPPI. Proposed New TAPPI Standard: Standard terms and their definition for cellulose nanomaterial. Draft for review, WI 3021
Tatsumi D, Ishioka S, Matsumoto T (2002) Effect of fiber concentration and axial ratio on the rheological properties of cellulose fiber suspensions. J Soc Rheol Jpn 30(1):27–32
Tejado A, Alam MN, Antal M, Yang H, van de Ven TGM (2012) Energy requirements for the disintegration of cellulose fibers into cellulose nanofibers. Cellulose 19(3):831–842
Thiebaud M, Dumay E, Picart L, Guiraud JP, Cheftel JC (2003) High-pressure homogenisation of raw bovine milk. Effects on fat globule size distribution and microbial inactivation. Int Dairy J 13(6):427–439
Torvinen K (2014) Binding fillers for high filler content papers by using CNF/CMF. In TAPPI international conference on nanotechnology for renewable materials, 23–26 June, Vancouver, BC
Torvinen K, Kouko J, Passoja S, Keränen JT, Hellén E (2014) Cellulose micro and nanofibrils as a binding material for high filler content papers. In: TAPPI Papercon, pp 733–746
Turbak AF, Snyder FW, Sandberg KR (1983) Microfibrillated cellulose, a new cellulose product: properties, uses, and commercial potential. In: Journal of applied polymer sciences. Applied polymer, symposium (United States), ITT Rayonier Inc., Shelton, WA
Uetani K, Yano H (2011) Nanofibrillation of wood pulp using a high-speed blender. Biomacromolecules 12(2):348–353
Varanasi S, He R, Batchelor W (2013) Estimation of cellulose nanofibre aspect ratio from measurements of fibre suspension gel point. Cellulose 20:1885–1896
Wågberg L, Winter L, Ödberg L, Lindström T (1987) On the charge stoichiometry upon adsorption of a cationic polyelectrolyte on cellulosic materials. Colloids Surf 27(1):163–173
Wågberg L, Decher G, Norgren M, Lindström T, Ankerfors M, Axnas K (2008) The build-up of polyelectrolyte multilayers of microfibrillated cellulose and cationic polyelectrolytes. Langmuir 24(3):784–795
Wang S, Cheng Q (2009) A novel process to isolate fibrils from cellulose fibers by high-intensity ultrasonication, part 1: process optimization. J Appl Polym Sci 113(2):1270–1275
Wang B, Sain M (2007a) Dispersion of soybean stock-based nanofiber in a plastic matrix. Polym Int 56(4):538–546
Wang B, Sain M (2007b) The effect of chemically coated nanofiber reinforcement on biopolymer based nanocomposites. BioResources 2(3):371–388
Wang B, Sain M, Oksman K (2007) Study of structural morphology of hemp fiber from the micro to the nanoscale. Appl Compos Mater 14(2):89–103
Xhanari K, Syverud K, Chinga-Carrasco G, Paso K, Stenius P (2011a) Structure of nanofibrillated cellulose layers at the o/w interface. J Colloid Interface Sci 356(1):58–62
Xhanari K, Syverud K, Chinga-Carrasco G, Paso K, Stenius P (2011b) Reduction of water wettability of nanofibrillated cellulose by adsorption of cationic surfactants. Cellulose 18(2):257–270
Xue MD, Kimura T, Revol J-F, Gray DG (1996) Effects of ionic strength on the isotropic-chiral nematic phase transition of suspensions of cellulose crystallites. Langmuir 12(8):2076–2082
Yoo S, Hsieh JS (2010) Enzyme-assisted preparation of fibrillated cellulose fibers and its effect on physical and mechanical properties of paper sheet composites. Ind Eng Chem Res 49(5):2161–2168
Zhang W, Johnson RK, Lin Z, Chandoha-Lee C, Zink-Sharp A, Renneckar S (2013) In situ generated cellulose nanoparticles to enhance the hydrophobicity of paper. Cellulose 20(6):2935–2945
Zhang Z, Sèbe G, Rentsch D, Zimmermann T, Tingaut P (2014) Ultralightweight and flexible silylated nanocellulose sponges for the selective removal of oil from water. Chem Mater 26(8):2659–2668
Zhao H-P, Feng XQ, Gao H (2007) Ultrasonic technique for extracting nanofibers from nature materials. Appl Phys Lett 90(7):073112. doi:10.1063/1.2450666
Zheng H (2014) Production of fibrillated cellulose materials—effects of pretreatments and refining strategy on pulp properties. School of Chemical Technology, Degree Program of Bioproducts Technology, Aalto University, Espoo
Zhu H, Helander M, Moser C, Stahlkranz A, Söderberg D, Henriksson G, Lindström M (2012) A novel nano cellulose preparation method and size fraction by cross flow ultra-filtration. Curr Org Chem 16(16):1871–1875
Zhu H, Jia Z, Chen Y, Weadock N, Wan J, Vaaland O, Han X, Li T, Hu L (2013) Tin anode for sodium-ion batteries using natural wood fiber as a mechanical buffer and electrolyte reservoir. Nano Lett 13(7):3093–3100
Zhu H, Fang Z, Preston C, Li Y, Hu L (2014) Transparent paper: fabrications, properties, and device applications. Energy Environ Sci 7(1):269–287
Zimmermann T, Pohler E, Geiger T (2004) Cellulose fibrils for polymer reinforcement. Adv Eng Mater 6(9):754–761
Acknowledgments
This review article would not have been possible without the encouragement of Professor Herbert Sixta. Thank you for giving us the freedom to choose topics related to our research for the review manuscript. The financial support of the KK-Foundation and Mid Sweden University is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Osong, S.H., Norgren, S. & Engstrand, P. Processing of wood-based microfibrillated cellulose and nanofibrillated cellulose, and applications relating to papermaking: a review. Cellulose 23, 93–123 (2016). https://doi.org/10.1007/s10570-015-0798-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-015-0798-5