
Abstract
A new concept for both furnish composition and z-directional furnish arrangement involving the interaction between specific thermo-mechanical pulp fractions (TMP), nanofibrillated cellulose (NFC) and clay in oriented layered laboratory sheets is presented. Used separately, NFC improves the strength properties of paper while fillers enhance the optical properties. Synergy effects of clay–NFC interactions are assessed. The study comprises a structural assessment, including laser profilometry, scanning electron microscopy (SEM) and field-emission (FE)-SEM analyses. In addition, optical and strength properties are assessed. It is demonstrated that a potential reduction of strength properties caused by filler addition may be counteracted by appropriate NFC addition to specific layers in the z-direction. Based on an estimation of an overall quality index considering five variables, it is concluded that the best sheet construction is obtained when placing the fillers in surface layers with the TMP accept fraction and the NFC in the centre of the sheets together with the refined TMP reject fraction.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Printing paper and its structure
Paper is one of the most important materials invented by human kind and has adopted numerous functions in our society. Paper is widely used as information medium, for e.g., newsprints, magazines, catalogues and advertising. Printing paper grades are commonly composed of wood pulp fibres, fillers and pores extending in all directions. Paper may be considered a dynamic material, evolving continuously to meet the demands of end users. However, paper is being challenged by modern technology, such as Internet or portable electronic displays. In order to keep its position as an information medium paper quality needs to be improved. This may require a re-organization of the paper structure or addition of functional properties to paper surfaces.
Supercalendered (SC) paper is an important printing paper grade. Contemporary industrial SC paper furnishes may typically consist of about 65% pulp fibres and 35% mineral fillers. Between 5 and 15% of the fibre furnish for SC paper may constitute of softwood chemical pulp fibres, which main contribution is to reinforce the relatively weaker mechanical fibre web. The dominant mechanical pulp component provides for paper compressibility and opacity. Thermo-mechanical pulp (TMP) fibres and chemical pulp (kraft) fibres have specific properties affecting e.g., light scattering and strength in different ways. Reducing the amount of chemical fibres is desirable from both a quality and an economic perspective.
Furnish and/or chemical layering may be used for modifying the structure of paper (Bristow and Pauler 1983; Häggblom-Aghner 1998; Kinnunen et al. 1998; Puurtinen 2004). In layered forming finer particles are commonly placed in the outer layers, and coarser fibres in the central layers of the sheets. The concentration of fillers and fines in the surface layers of commercial SC papers, through layering of specific chemicals, has been reported to clearly improve smoothness and print quality characteristics (Kinnunen et al. 1998). A precise control of the z-directional distribution of these components has been pointed out as target for the next generation SC papers (Kinnunen et al. 1998).
Printing paper quality
Paper quality may be improved by optimizing the quality and proportions of conventional furnish components or introducing novel and alternative materials. Although addition of fillers increases the light scattering coefficient of paper, fillers are known to simultaneously reduce the strength properties (Mohlin and Ölander 1986). The optical properties are important for printing papers. In addition to the light scattering, the gloss is one of the most important factors affecting the quality of SC paper. While the light scattering and thus opacity are affected by the surface and bulk structure, the gloss is a surface phenomenon. Calendering, a finishing step in papermaking, is crucial for SC paper. The speed, moisture content, temperature and line load at the calendering nip may be adjusted to achieve a given surface smoothness and thus a given gloss level (Holmstad et al. 2004). Fillers in the surface layers of paper improve the gloss properties the most (see e.g., Chinga et al. 2007a).
In addition to the optical properties, the quality of paper is determined by the mechanical properties, such as tensile strength and z-strength. Tensile strength is affected by both fibre and paper characteristics (Page 1969). The relative bonded area (RBA) has been considered to be the basic relevant structural property of paper (Page 1969). RBA is the fraction of fibre area that is bonded, relative to the total area available for bonding (Ingmanson and Thode 1959). Although, there exists no direct method for measuring RBA, an indirect method based on the light scattering coefficient of paper has been proposed by Ingmanson and Thode (1959). It is assumed that the strength of a fibre network increases with increased areas that are in optical contact. This in turn will lead to a reduction of the light scattering coefficient, due to a reduction of the specific surface area (SSA) that is capable of scattering light. Ingmanson and Thode (1959) emphasized that optically bonded areas may not represent the areas that are in true contact, though they argued that a presumptive difference may not be significant. However, true fibre–fibre bondings imply distances in the sub-nanometer scale (see e.g., Gardner et al. 2008). Such distances are not resolved by the wavelength of white light. A simplified approach based on the light scattering coefficient of a fibre network may thus overestimate the corresponding RBA. The approach proposed by Ingmanson and Thode (1959) has also been questioned, as this seems to be inconsistent when assessing samples with different pulp fibre characteristics (see He et al. 2007). From a paper technology point of view it is desirable to increase the light scattering of paper, without necessarily decreasing the corresponding strength potential.
Nanofibrillated cellulose
A new cellulose material was introduced by Turbak et al. (1983), where chemical pulp fibres were defibrillated into their small components, i.e., fibrils. This new pulp has been denominated microfibrillated cellulose (Turbak et al. 1983; Herrick et al. 1983). Such denomination has been adopted by several research groups (Taniguchi and Okamura 1998; Wågberg et al. 2008; Eriksen et al. 2008; Syverud and Stenius 2009). However, terms relating to the nano-scale have also been proposed, e.g., nanofibrillated cellulose (see Ioelovich 2008), nanocellulose (see Gardner et al. 2008), nanofibers (Iwamoto et al. 2008; Abe et al. 2007) and nanofibrils (Ahola et al. 2008; Svagan et al. 2008). According to Ahola et al. (2008) the microfibril denomination is related to the micrometer and sub-micrometer scale, resembling the material produced during the first trials applied for disintegrating pulp fibres in the 1980s. Sub-micrometer and micrometer scales correspond to dimensions of 0.1–1.0 and 1.0–100 μm, respectively (see Chinga-Carrasco 2009). However, the material introduced by Herrick et al. (1983) was also composed by fibrils with widths below 100 nm. The term, microfibrillated cellulose, was adopted by Herrick et al. (1983) and Turbak et al. (1983) most probably following biological terminology. From a plant physiology point of view, microfibrils are cellulose structures having widths of ~20 nm (see e.g., Brown and Montezinos 1976). It has also been suggested that microfibrils are composed of elementary fibrils with widths of 3.5 nm (Moor 1959; Frey-Wyssling and Mühlethaler 1963). However, Ohad and Danon (1964) also defined the elementary fibrils as microfibrils. Irrespective some disagreement with respect to the definition of microfibrils and their dimensions (see Ohad and Danon 1964), authors agree that microfibrils have diameters of ~20 nm or less. The term microfibrillated cellulose does thus not refer to a material with micron-size characteristics, but was presumptively based on the definition of a biological structure with nano-dimensions.
During the last decade the term nano has been used extensively, emphasizing also a major area of research. Nano has been widely adopted for referring to structures having at least one dimension between roughly 1.0 and 100 nm. With respect to the denomination given to the new material composed of cellulose fibrils, evidences given in the literature based on e.g., microscopy and image analysis suggest that the products derived from the disintegration of fibres are somewhat inhomogeneous in size, but most of the material seems to be composed of fibrils with diameters below 100 nm (see e.g., Taniguchi and Okamura 1998; Andresen et al. 2006; Abe et al. 2007; Pääkkö et al. 2007; Iwamoto et al. 2008; Syverud and Stenius 2009; Wågberg et al. 2008). Terms related to the nanoscale are thus justified. Hence, in order to be consistent with modern definitions of several scales (e.g., nanometre, sub-micrometre and micrometer), in this paper the term nanofibrillated cellulose (NFC) is applied.
Only recently the benefits of NFC have been explored for applications within paper products. Using NFC in paper and films has given indications of advantages regarding permeability and tensile index (Syverud and Stenius 2009; Eriksen et al. 2008). The presumptive benefit of NFC on the z-strength of paper has not been assessed yet. Although the tensile index increases when NFC is added to the furnish, NFC seems to reduce the light scattering and thus the optical properties (Syverud and Stenius 2009; Eriksen et al. 2008).
Used separately, it has been demonstrated that NFC increases the strength properties of paper and fillers increase the optical properties. Potential synergy effects of clay–NFC interactions, for improving the structure and properties of TMP-based sheets having SC paper properties, have not been assessed yet. This paper introduces a new concept, where defined TMP fractions, clays and NFC are mixed in layered sheets for improving the properties of printing paper. Mechanical, optical and structural properties are assessed in detail.
Materials and methods
Furnish components
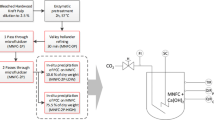
The accept (TMP A) and reject (TMP R) fractions of scandinavian spruce TMP were sampled separately after the main line pulp had passed a sequence of screens, hydrocyclones, reject refiners and latency treatment. ECF-bleached market softwood kraft (BSK) fibres were refined in a PFI-mill at 75 kWh/t specific energy consumption (SEC). The mean lengths of the fibres used in this study are given in Table 1. Nanofibrillated cellulose (NFC) was produced from unrefined ECF-bleached market softwood kraft fibres using a Masuko Supermasscolloider with ~14 MWh/t SEC. Considering the equipment and SEC applied for producing the NFC, it is expected that the fibrillated material is composed also of fibrils of <100 nm (see Taniguchi and Okamura 1998; Eriksen et al. 2008). The mineral filler was a blend in even proportions of two different clay types as used for commercial SC paper manufacture, where 60% of all particles were smaller than 2 μm in size.
Sheet manufacturing and calendering
Different series of layered multi-component sheets were formed on a dynamic sheetformer (DSF) with a target basis weight of 56 g/m2. Within these series, the furnish composition of the layers was varied, but not their relative proportions. The centre layer always accounted for 50% of the total basis weight of the sheet, and was mainly composed of refined TMP reject. The remaining part of the centre layer constituted of either BSK fibres or NFC. For layered sheets, the filler component was positioned exclusively in the surface layers, together with fines-rich TMP accept. In the N2 samples half of the surface NFC component was placed in the interface between the surface and the centre layer in order assess potential benefits for z-directional paper strength. Single-layered sheets with standard SC-furnish components mixed homogeneously (series F3 and F4), were manufactured as reference to the three-layered arrangement (series F1 and F2) (Table 2).
The dynamic sheetformer (DSF) produces oriented sheets with somewhat asymmetric z-profiles, due to one-sided drainage. In order to avoid excessive losses of fines and fillers upon sheet drainage, a combination of retention agent and fixation agent was added separately to the individual surface layer furnishes, or the whole furnish in case of single-layered sheets. The amount was ~1.45 g/kg of pulp furnish and was added prior to forming. Filler and retention chemicals were dosed asymmetrically, in order to compensate for the expected higher material losses upon drainage from the furnish layer adjacent to the wire and to obtain symmetrical sheets. DSF-sheets were cut into smaller sheets of suitable size, which were pressed for 5 + 2 min at 4.8 bar and dried restraint against a plate. Conditioned sheets were calendered in a pilot calender at two different line load levels (75 and 225 kN/m).
Paper testing
All sheets were conditioned prior and during paper testing at 23°C/50% RH. Basis weight, apparent thickness and apparent density were determined according to ISO 536 and ISO 534.
The light scattering coefficients were measured according to ISO 9416. Paper gloss was quantified by a glossmeter with an angle of incidence of 75° according to ISO 8254-1:1999. Optical and surface properties were tested against the top side of the sheet. The tensile index was measured according to ISO 1924-2 and z-directional strength was measured according to Tappi T 541 om-99.
Computerized image processing and analysis
All the computerized image processing and analysis methods applied in this work have been developed at PFI and implemented as plugins for the public domain ImageJ program (Abramoff et al. 2004).
Scanning electron microscopy analysis
The designed SC sheets were subjected to a scanning electron microscope (SEM) cross-sectional analysis, using a Hitachi 3000, low-vacuum microscope. 30 images were acquired in backscatter electron imaging mode (BEI) from the uncalendered samples. The images had sizes of 2560 × 1920 pixels and a resolution of 0.1 μm/pixel. The cross-sectional analysis was performed according to Chinga et al. (2007b). The porosity and porosity distribution in the z-direction were assessed.
A field-emission (FE)-SEM surface analysis was performed on the N1 sample. The applied microscope was a Zeiss Ultra field-emission-SEM, in secondary electron (SE) mode.
Laser profilometry analysis
The handsheets were coated with a gold layer as described by Chinga et al. (2007c). Twenty surface representations were acquired from each sample with a laser profilometer (IVT-Lehmann Masstechnik AG). The size of the images was 2 × 2 mm2, having a resolution of 4 μm/pixel. The surface representations were automatically processed with the SurfCharJ plugin (Chinga et al. 2007c). The surface roughness (Sq) was assessed at two wavelength intervals, i.e., <20 μm and 160–320 μm, based on a Difference of Gaussian (DoG) approach (Jähne 1993). This bandpass filtering approach suppresses the wavelengths below and above predefined values. Although, wavelengths between the predefined values are assessed, the cut-off is not sharp and the results may be affected by wavelengths outside the specified limits.
Estimation of a relative quality index factor
A quality index (QI) factor was estimated for describing the overall performance of a given furnish composition and paper structure. The QI estimation was based on the roughness (r), tensile index (ti), z-strength (z), gloss (g) and light scattering (s). Within each variable (r, ti, z, g, s), the sample having the best performance of all sheet structures (S i ) was identified (p max). The performance of the rest of the samples was then evaluated relative to the p max. This resulted in values between 0 and 1, with the sample having the best performance for the given variable being designated a value of 1.
where p maxj corresponds to the maximum value of a given variable j and m is the number of variables. j ∈ {r, ti, z, g, s}, i is the sample number. QI ij is the quality index of sample i considering variable j. QI i is the quality factor of sample i including all the considered variables used in this study, i.e., r,ti,z,g,s. In the case of roughness (r), the quality index (QI) is based on a p minj , given by min j {S i }. Large roughness values are considered negative in this study. All the mean values are given with the corresponding 95% confidence intervals.
Results
Standard structural properties
In this study different SC furnish components were varied in proportion and positioned in specific layers in the structure (Table 2). The effects of the sheet construction on the thickness and density were assessed. Replacement of 25% mechanical pulp centre layer fibres with BSK fibres decreased the apparent thickness by 5%, while density increased by 4%. Compared to the TMP reject fibres, the BSK fibres collapse easier and thereby promote fibre–fibre contacts, which again lead to increased density and thus reduced thickness of the sheet. Substitution of TMP accept fibres in the paper surface by 30 or 37% clay resulted in significant changes in paper thickness and density. This is as expected, since the fillers have a higher density (~2.5 g/cm3) than pulp fibres (1.5 g/cm3). Apparent density was increased by 34 and 40%, respectively. The samples containing 30% clay (F1 and F3) were significantly thicker than the samples containing 37% clay, thus underlining the effect of filler addition on the compaction of the sheet structures. Introduction of NFC at the expense of BSK in the centre layer did not significantly affect sheet density. Here one has to keep in mind that only ~30% of BSK were replaced by NFC, while ~70% of the BSK were substituted with relatively bulky TMP fibres in order to reach the target basis weight.
Assessment of microscopic structures
A SEM analysis was performed on the uncalendered samples to shed more light on the effect of the furnish composition and layering on the structure of the engineered sheets (Fig. 1).

SEM cross-sectional images of uncalendered T1 (a), F1 (b), N1 (c) and calendered F3 (d) samples. F1 and N1 have the filler component located in the surface layers, while the filler is evenly distributed in structure F3 (d)
Porosity may be considered a global parameter describing one aspect of paper structure. A great advantage with SEM analysis is the capability of extracting the distribution in the z-direction of paper components. Presently, no other method is capable of providing such results with the resolution and versatility of a SEM. Porosity levels of uncalendered samples, determined from SEM analysis, varied significantly depending on the component additions (Fig. 2). Compared to pure TMP (T1), clay addition leads to lower porosity. In addition, NFC reduced the porosity levels even more (N1, N2 and N3). This may be explained by a presumptive better packing ability of NFC in the network of fibres and fillers. Compared to TMP, NFC is expected to have a larger ability to conform in the structure, surrounding the fibres and fillers and reducing the porosity.

Assessment of the porosity distribution of uncalendered samples through 10 layers in the z-direction. a Samples T1, T2, F1, F2, F3 and F4 are shown. b Samples N1–N3 are shown
The distribution of porosities in the z-direction (Fig. 2) revealed a densification at the wire surface (L10), probably due to the specific dewatering mechanisms of the DSF. The pure fibre sheets (T-samples) had a nearly homogeneous porosity distribution, with somewhat lower porosity in the sheet centre due to the higher conformability of TMP R and BSK fibres. Even though the total porosity levels of different samples may be similar, the distribution in the z-direction may be completely different. Note that samples F1 and F2 have clearly layered porosity distributions, compared to the fairly homogeneous z-structure distributions found for the single-layered reference samples F3 and F4. The NFC-containing sheets reveal even more pronounced layered structures (samples N1–N3). The surface layer porosity of sample N2 is significantly lower than N1, and on level with the N3-sample. Adding NFC to the surface furnish did thus not reduce the surface pore size. This observation may indicate that the specific amount and properties of the NFC used in structure N1 may have prevented the clay particles in the surface from exploiting their packing ability (see Fig. 3).

Surface field emission-SEM image of the uncalendered N1 sample. The image shows 1 clay particles, 2 fibrillar material from the TMP accept fibres and 3 fibrils. Note the nano-sized fibrils extending on the surface and interacting with the clay and fibrous material
Clays are mineral particles with high aspect ratio, i.e., they are long and thin. Clays tend also to be packed in stacks of particles (Fig. 3). During the formation of the paper structure, the clays tend to accommodate randomly between fibres and on the surface of the fibre walls. TMP fibres have diameters between 20 and 50 μm, lengths between 1 and 3 mm. Nanofibrillated cellulose (NFC) are relatively small particles in the sub-micro- or nano-scale (Fig. 3). Being mixed in a clay-fibre-NFC pulp, the NFC may limit a potential fibre–clay interaction, increasing the disordered orientation of clays in the network structure and thus increasing the porosity. Moving the NFC fraction from the surface to the centre layer (sample N3), decreased the porosity at the surface layers and increased at the centre layer (Fig. 2). This may be explained by the reduction of the BSK content and an increment of the TMP R pulp. Increasing the proportion of the bulkier TMP R resulted thus in an increase of the porosity level in the middle layer. Keep in mind that the cross-sectional analyses were performed on uncalendered samples. These results are thus valid for the network formation during the consolidation of a structure.
Assessment of the surface structures
In addition to the bulk pore network, the surface is another important component in a paper structure. The surface may influence the optical properties, the transfer of ink during printing and consequently the print quality of a given printing method. Especially for gravure printing, a smooth surface is required to guarantee an appropriate ink transfer and a good print result. Increasing the roughness increases the tendency of missing dots development in gravure-printed SC papers. The surface roughness was assessed at two wavelengths (w), w < 20 μm and between 160 and 320 μm, as these wavelengths have been reported to affect the gloss of paper and the missing dots occurrence in printed SC papers, respectively (Chinga et al. 2007a). Figure 4 shows significantly lower roughness for all filler-containing samples, compared to the pure fibre-based sheets (T-samples). The larger packing ability of the clays upon calendering induced a reduction of the surface roughness. Calendering at relatively high line loads (225 kN/m) reduced the micro-roughness even more, while the relative ranking and significant differences of the samples remained approximately the same.

Assessment of the surface structures. a Roughness (Sq) was assessed at wavelengths w < 20 μm. b Roughness (Sq) was assessed at wavelengths w between ~160 and 320 μm. The analyses were performed on the samples calendered at 75 and 225 kN/m, denoted C75 and C225, respectively
Significantly lower micro-roughness values (Sq at w < 20 μm) were encountered for the layered F1 and F2 samples. The micro-roughness values were 10–15% lower compared to the homogeneously distributed SC-furnish (F3 and F4), depending on the calendering level and filler content. This emphasizes the role of fillers and their appropriate position in the z-direction for smoothing a given surface. Also the effect of the filler quantity on paper surface roughness is evident, as the F2 and F4 samples containing 37% clay have lower micro-roughness compared to the F1 and F3 samples containing 30% clay, respectively (Fig. 4a).
The roughness of the NFC-containing samples was on average 2% lower at wavelengths, w < 20 μm and 3–13% higher at wavelengths, w between 160 and 320 μm than for sheets made of the layered standard SC-furnish (F1 and F2) (Fig. 4b). The surface roughness decreased as the NFC was moved from the surface layer furnish (N1) into the centre layer furnish (N3). This results is consistent with the earlier discussed increase in surface porosity upon NFC-addition to the surface furnish.
Mechanical properties
Replacement of fibres in a given furnish by a certain amount of inorganic fillers reduces the number of fibre–fibre contacts and thus the strength properties of a given paper. This is exemplified in Fig. 5a where the filled samples F1–F4 have a significant lower tensile index than the pure fibre sheets T1 and T2. Note also that sample T2 containing BSK increased the tensile index in the machine direction, though the z-strength was reduced. The tensile index in the CD direction is also included for comparison. z-Strength is a paper property especially sensitive to bonding, and insufficient bonding between mechanical and chemical pulp fibres has been discussed as a cause of non-linear strength development in mixed furnishes (Mohlin and Wennberg 1984; Retulainen 1991; Fernandez and Young 1994). Layering of the standard SC-furnish (F1 and F2) resulted in higher tensile index and lower z-strength than homogeneous furnish distributions (F3 and F4). The mean differences are significant with 10% for tensile index and 25% for z-strength, respectively (Fig. 5). z-Directional failure would be expected to be initiated in the sheet layer with the weakest bonding, possibly in the interface between the surface and the centre layers.

Mechanical properties. a Tensile index in machine (MD) and cross-machine direction (CD). b z-Strength
A most interesting result was the notorious and significant increase of both tensile index and z-directional strength when replacing the conventional BSK component with a minor portion of NFC and mechanical pulp (Fig. 5). Samples N1, N2 and N3 had a significantly higher tensile index than layered and non-layered sheets made of standard SC-compounds (F-samples). The z-strength of the sample N3 containing 34% filler was in the same range as the filler-free T-samples, which is a most promising result for engineering an optimal paper structure with perfected properties. Placing part of the NFC in the interface between surface and centre layers (N2) clearly strengthened the adhesion between the weakly bonding filled surface furnish and the stronger centre TMP. z-Directional strength and to some extent the tensile index increased even more as the entire NFC-component was moved into the centre layer (Fig. 5b). However, this phenomenon may also be influenced by the removal of BSK from the centre layer as the NFC was introduced. BSK reduced the z-strength (compare T1 to T2), probably by interfering with the bonding ability of the well developed TMP R fibres and fines.
Optical properties
Figure 6 shows that adding fillers to the fibre furnish (F-samples) significantly increased the gloss relative to the purely fibre-based layered sheets (T-samples). Furnish layering (F1 and F2) resulted in 18% higher gloss of heavily calendered sheets (225 kN/m line load) compared to the homogeneous sheets (samples F3 and F4). In addition, the layered paper sample F2 had significantly higher gloss than sample F1 due to the larger amount of clay fillers (37%), which was not seen for the homogeneous reference sheets F3 and F4. This may indicate that a minor increment in filler content only has an additional effect on gloss when the fillers are placed in the surface layers. For homogeneous sheets the fillers are distributed all over the structure, and the potential of high total filler content is thus not fully exploited.

Machine-directional gloss of the assessed samples calendered at 75 and 225 kN/m, denominated C75 and C225, respectively
The N1 and N2 samples have slightly lower mean paper gloss, compared to the layered F2-sample. Keep in mind that the N-samples contained 34% clay, while the F1 and F2-sample contained 30 and 37% clay, respectively. Placing NFC in the centre layer resulted in a significant reduction of the gloss compared to N1 and N2, although the amount of fillers in the surface layer was equal.
The potential of a paper structure for scattering light and thus increasing the opacity is another important optical property of SC paper. Calendering is positive for developing a smooth surface structure with suitable gloss levels. However, high line loads tend to compact the bulk structure and reduce the fibre–air or filler–air interfaces that are capable of scattering light. Calendering thus reduced light scattering as observed in Fig. 7a. Replacement of up to 37% of the TMP-BSK fibre component in the T-samples by clay fillers (F-samples) increased the light scattering coefficient significantly. The benefit of clay filler was still maintained at low calendering line load, but was drastically reduced upon heavy calendering (Fig. 7a). In this context it is worth noticing that the reduction in light scattering, when calendering at high line loads (225 kN/m), is minor for the T-samples than for the F-samples containing clay fillers. This is probably due to the larger compaction of the filled samples upon calendering. The clay particles probably conform easier between the pulp fibres, thus reducing the specific surface area of a given sample.

a Light scattering coefficients of samples calendered at 75 and 225 kN/m, denominated C75 and C225, respectively. b The correlation between light scattering and the corresponding tensile index of uncalendered samples. “T”: T1 and T2 samples. “F-L”: F1 and F2 layered samples. “F-H”: F3 and F4 homogeneous samples. “N”: N1, N2, N3 samples
Layering of the standard SC-furnish reduced the light scattering coefficient slightly (F1 and F2 vs. F3 and F4). Substitution of BSK by NFC and TMP did not seem to have negative effects on light scattering. An increase in the light scattering coefficient is commonly induced by an increase in the specific surface area (SSA) of paper. Increasing the SSA decreases the fibre–fibre contacts and thus induces a decrease in the corresponding tensile index. This may not be the case for mechanical pulps, where an increasing degree of processing results in small and often heavily ruptured fibres and fines. These may develop a high number of particle contacts and potential bonding sites, while simultaneously maintaining a pore structure suitable for scattering light. Addition of highly conformable chemical fines to mechanical pulp fibres reduces the scattering and enhances the paper tensile strength (Retulainen et al. 1993). A similar performance can be expected for NFC. When NFC is applied in SC-furnishes, an increase in the tensile index does not necessarily need to be accompanied by a reduction in the light scattering coefficient of paper as shown in Fig. 7b. However, maintained scattering coefficients can likely be attributed to the relatively higher proportion of mechanical pulp in the centre layer.
Estimating a relative quality index factor
A quality index (QI) was estimated according Eqs. 1–3 in order to give an overall performance-index, considering all relevant variables. Note that the relative importance of these individual paper characteristics was not weighted in the determination of QI. The considered variables are roughness, tensile index, z-strength, gloss and light scattering, as they give a comprehensive description of the mechanical, optical and structural properties. The QIs of the 8 samples are given in Fig. 8. The results indicate a clear improvement when introducing minor quantities of NFC at the expense of BSK into conventional TMP-based SC furnishes, with N2 and N3 being the best performing samples. In addition Fig. 8 shows that NFC gives the major benefit when being placed in the centre layer. There is a gradual increase of the QI as the NFC is moved from the surface layer (N1) into the centre layer (N3).

Quality levels of the eight assessed samples. Note that the quality indexes are based on the quality variables gloss (g), roughness (r) and light scattering coefficient (s) of the samples calendered at 75 and 225 kN/m. However, the tensile index (ti) and z-strength (z) are measured only for uncalendered samples. The samples are thus denominated C75* and C225*
Final remarks
The results presented in this study indicate a potential for improving the quality of SC paper when applying NFC to the furnish instead of conventionally used BSK fibres. It should also be pointed out that NFC—due to technological advances—will most probably be produced with considerably lower specific energy consumption and more specific properties in the near future. Different NFC qualities and proportions may contribute to improve the furnish and the sheet structure and thus optimize SC paper properties. In addition, layered structures, where specific furnish components are placed in well-defined layers, will most probably assure an improved paper quality for printing purposes. The results of this study may be applicable to other paper grades such as coated papers, which also may be considered a layered structure. In addition to placing the NFC in the middle layer for guaranteeing a proper strength, NFC may also be used in the coating structure, surrounding the pigment particles and probably reducing the necessity of binders. This is a most interesting approach as oil-based latex may be replaced by biodegradable NFC.
Conclusion
A new concept involving the interaction between specific TMP pulps, NFC and clay in layered sheets is presented. Used separately, NFC increases the strength properties of paper and fillers increases the optical properties. Synergy effects of specific TMP pulps, clay and NFC interactions, for potentially improving the structure and properties of SC paper, were assessed. It was demonstrated that a potential reduction of strength properties caused by filler addition may be counteracted by appropriate NFC addition to specific layers in the z-direction. Based on an estimation of an overall quality index considering six quality variables, it is concluded that the best sheet construction is obtained when placing the fillers in top layers together with the TMP accept fraction and the NFC in the centre of the sheets together with the refined TMP reject fraction.
References
Abe K, Iwamoto S, Yano H (2007) Obtaining cellulose nanofibers with a uniform width of 15 nm from wood. Biomacromolecules 8(10):3276–3278. doi:10.1021/bm700624p
Abramoff MD, Magelhaes PJ, Ram SJ (2004) Image processing with ImageJ. Biophotonics int 11(7):36–42
Ahola S, Österberg M, Laine J (2008) Cellulose nanofibrils—adsorption with poly(amideamine) epichlorohydrin studied by QCM-D and application as a paper strength additive. Cellulose 15(2):303–314. doi:10.1007/s10570-007-9167-3
Andresen M, Johansson L-S, Tanem BS, Stenius P (2006) Properties and characterization of hydrophobized microfibrilated cellulose. Cellulose 13:665–677. doi:10.1007/s10570-006-9072-1
Bristow JA, Pauler N (1983) Multilayer structures in printing papers. Sven Papperstidn 86(15):R164–R172
Brown RM, Montezinos D (1976) Cellulose microfibrils: visualization of biosynthetic and orienting complexes in association with the plasma membrance. Proc Natl Acad Sci USA 73:143–147. doi:10.1073/pnas.73.1.143
Chinga G, Diserud O, Lunden-Berli E (2007a) On surface details affecting the quality of commercial SC papers for gravure printing. Nordic Pulp Pap Res J 22(3):331–335. doi:10.3183/NPPRJ-2007-22-03-p331-335
Chinga G, Solheim O, Mörseburg K (2007b) Cross-sectional dimensions of fiber and pore networks based on Euclidean distance maps. Nordic Pulp Pap Res J 22(4):500–507. doi:10.3183/NPPRJ-2007-22-04-p500-507
Chinga G, Johnsen PO, Dougherty R, Lunden-Berli E, Walter J (2007c) Quantification of the 3D microstructure of SC surfaces. J Microscopy-Oxford 227(3):254–265. doi:10.1111/j.1365-2818.2007.01809.x
Chinga-Carrasco G (2009) Exploring the multiscale structure of printing paper—a review of modern technology. J Microscopy-Oxford (in press)
Eriksen Ø, Syverud K, Gregersen Ø (2008) The use of microfibrillated cellulose produced from kraft pulp as a strength enhancer in TMP paper. Nordic Pulp Pap Res J 23(3):299–304. doi:10.3183/NPPRJ-2008-23-03-p299-304
Fernandez EO, Young RA (1994) An explanation for the deviation from linearity in properties of blends of mechanical and chemical pulps. Tappi J 77(3):221–224
Frey-Wyssling A, Mühlethaler K (1963) Die elementarfibrillen der cellulose. Makromol Chem 62:25–31. doi:10.1002/macp.1963.020620103
Gardner DJ, Oporto GS, Mills R, Samir MASA (2008) Adhesion and surface issues in cellulose and nanocellulose. J Adhes Sci Technol 22:545–567. doi:10.1163/156856108X295509
Häggblom-Aghner U (1998) Layering of office paper. Pap Puu 80(7):508–513
He J, Batchelor WJ, Johnston RE (2007) An analytical model for number of fibre-fibre contacts in paper and expressions for relative bonded area (RBA). J Mater Sci 42(2):522–528. doi:10.1007/s10853-006-1146-9
Herrick FW, Casebier RL, Hamilton JK, Sandberg KR (1983) Microfibrillated Cellulose: morphology and accessibility. J Appl Polym Sci Appl Polym Symp 37:797–813
Holmstad R, Kure KA, Chinga G, Gregersen Ø (2004) Effect of temperature gradient multi-nip calendering on the structure of SC paper. Nordic Pulp Pap Res J 19(4):489–494. doi:10.3183/NPPRJ-2004-19-04-p489-494
Ingmanson WL, Thode EF (1959) Factors contributing to the strength of a sheet of paper. Tappi 42(1):83–93
Ioelovich M (2008) Nanostructured cellulose. BioResources 3(4):1403–1418 Review
Iwamoto S, Abe K, Yano H (2008) The effect of hemicelluloses on wood pulp nanofribrillation and nanofiber network characteristics. Biomacromolecules 9:1022–1026. doi:10.1021/bm701157n
Jähne B (1993) Filterdesign. In: Digitale Bildbearbeitung. Springer, Berlin, pp 112–118
Kinnunen JS, Lloyd MD, Nygren-Konttinen A (1998) A new world of papermaking—the layered SC-paper. Pap Puu 80(3):167–171
Mohlin UB, Ölander K (1986) The influence of mechanical pulp quality on the properties of filler containing papers. Nordic Pulp Pap Res J 1(4):44–51. doi:10.3183/NPPRJ-1986-01-04-p044-051
Mohlin UB, Wennberg K (1984) Some aspects of the interaction between mechanical and chemical pulps. Tappi J 67(1):90–93
Moor H (1959) Platin-Kohle-Abdruck-Technik angewandt auf den Feinbau der Milcröhren. J Ultrastruct Res 2:393–422. doi:10.1016/S0022-5320(59)90003-6
Ohad I, Danon D (1964) On the dimensions of cellulose microfibrils. J Cell Biol 22(1):302–305. doi:10.1083/jcb.22.1.302
Pääkkö M, Ankefors M, Kosonen H, Nykänen A, Ahola S, Österberg M, Ruokolainen J, Laine J, Larsson PT, Ikkala O, Lindström T (2007) Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromolecules 8:1934–1941. doi:10.1021/bm061215p
Page DH (1969) A theory for the tensile strength of paper. Tappi 52(4):674–681
Puurtinen A (2004) Controlling filler distribution for improved fine paper properties. Appita J 57(3):204–209
Retulainen E (1991) Properties of mechanical and chemical pulp blends. Int Pap Phys Conf 1991(2):449–462
Retulainen E, Moss P, Nieminen K (1993) Effect of fines on the properties of fibre networks. In: 10th Fundamental Research Symposium Oxford, vol 2, pp 727–769
Svagan AJ, Azizi Samir MAS, Berglund LA (2008) Biomimetic foams of high mechanical performance based on nanostructured cell walls reinforced by native cellulose nanofibrils. Avd Mater 20:1263–1269. doi:10.1002/adma.200701215
Syverud K, Stenius P (2009) Strength and barrier properties of MFC films. Cellulose 16(1):75–85. doi:10.1007/s10570-008-9244-2
Taniguchi T, Okamura K (1998) New films produced from microfibrillated natural fibres. Polym Int 47(3):291–294. doi:10.1002/(SICI)1097-0126(199811)47:3<291::AID-PI11>3.0.CO;2-1
Turbak AF, Snyder FW, Sandberg KR (1983) Microfibrillated cellulose, a new cellulose product: properties, uses, and commercial potential. J Appl Polym Sci Appl Polym Symp 37:815–827
Wågberg L, Decher G, Norgren M, Lindström T, Ankefors M, Axnäs K (2008) The build-up of polyelectrolyte multilayers of microfibrillated cellulose and cationic polyelectrolytes. Langmuir 24:784–795. doi:10.1021/la702481v
Acknowledgments
The authors thank Norske Skog Industrier ASA for financial and technical support, cooperation and permission to publish this work. Kristin Syverud and Øyvind Eriksen (PFI) are acknowledged for providing the nanofibrillated cellulose sample and product information. Ida Christiansen, Berit Leinsvang, Oksana Kalouzskaya, Merete Wiig, Kenneth Aasarød and Trond Karlsen (PFI) are acknowledged for their dedicated work at the laboratories. Kristin Syverud (PFI), Øyvind Gregersen (NTNU), Jan Hill (Norske Skog ASA) and Lars Johansson (PFI) are thanked for commenting the manuscript.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Mörseburg, K., Chinga-Carrasco, G. Assessing the combined benefits of clay and nanofibrillated cellulose in layered TMP-based sheets. Cellulose 16, 795–806 (2009). https://doi.org/10.1007/s10570-009-9290-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-009-9290-4