
Abstract
Textiles with superior anti-flammability properties combined with minimal environmental impact are extremely necessary to reduce fire-related issues. In this regard, diamond-like carbon (DLC) coatings on cotton fabrics may represent promising candidates as potential flame-retardant (FR) materials. Herein, superhydrophobic and fire-resistant cotton fabrics were fabricated through a two-step plasma strategy by alternately exposing substrates to H2 and O2 plasma pre-treatments and subsequent DLC deposition. Fourier transform-infrared spectroscopy analysis has revealed that different plasma pre-treatments can impose surface modifications on the chemical structure of cotton, especially in carboxylic and hydroxyl groups, leading to a radical alteration of surface roughness and of the crystalline cellulosic external structure. These changes deeply influenced the growth of DLC thin films and the surface properties of cotton fabric because of the combination of a hierarchical structure and surface chemistry as verified using field emission gun-scanning electron microscopy and water contact angle measurements. The effects of both specific gases used in the pre-treatment step and duration of pre-treatment were analysed and compared using thermogravimetric analyses. The H2-pre-treated DLC cottons exhibited good potential as an FR material, showing improved thermal stability in respect to untreated cotton, as evidenced by increased ignition times. Moreover, vertical burning tests have demonstrated that DLC-cotton systems exhibit enhanced flammability resistance.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In recent years, the chemical modification of textile fibres has become an important research topic in the field of textile finishing, providing new functional properties for products (Eichhorn 2011; Peng et al. 2011; Lavoine et al. 2012; Moon et al. 2011; Caschera et al. 2013; Cortese et al. 2014). In particular numerous strategies to endow textiles with effective anti-flammability performance combined with minimal environmental impact have been widely investigated to reduce fire-related issues (Horrocks 2011; Li et al. 2011a, b). Many FR agents and approaches have been developed in an attempt to produce flame-retardant materials, but these treatment processes often do not meet all the requirements with respect to flame retardancy, toxicity and environmental compatibility without the loss of vital intrinsic textile properties. For example, most of the commonly used flame-retardant strategies for cotton are based on halogen, nitrogen and organic-phosphorous compounds, which can be toxic and endocrine disruptive (Yang et al. 2012; Wu and Yang 2006). Anti-flammability of cotton fabrics was shown to be enhanced through use of layer-by-layer (LbL) assembly of silica nanoparticles, clay, sol gel processes and polyhedral oligomeric silsesquioxanes (POSS) (Laufer et al. 2011; Wang et al. 2015; Kim et al. 2014; Li et al. 2011a, b; Zhang and Wang 2013). In spite of promising results, major drawbacks are related to reduced ignition resistance and fire performances due to the thickness of the coating. It is therefore important to develop eco-friendly FRs for cellulosic material, which are halogen and formaldehyde free, with the aim to satisfy social expectations. Hence the challenge is to generate innovative, eco-friendly and cost-effective processes that can be employed to impart the required high-performance property of, for example, flame retardancy to the cotton fibre while still preserving its natural properties. Plasma processing is a clean and versatile technology and could represent a promising technique for the textile industry, since it is possible to modify the fibre surface through plasma activation and/or thin coating deposition (Chan 1994; Karahan and Özdogan 2008; Samanta et al. 2009), replacing many traditional wet chemistry-based finishing processes, with environmental and energy-saving effort and without changing the bulk characteristics of textile.
As a promising new flame retardancy approach, diamond-like carbon (DLC) coatings are obtaining considerable attention because of their well-known physical properties and high technological applications as protective coatings (Matsumoto et al. 2008; Zhou et al. 2008; Kitahara et al. 2010). Additionally, the inner chemical-physical properties and surface characteristics of the DLC films can be easily controlled by changing the deposition conditions and experimental technique, making this material suitable for several important and innovative applications.
Recently, we have investigated the possibility of modifying the hydrophilic surface properties of textiles, providing a facile way to realise a hierarchal rough DLC coating on cotton surfaces. The controlled wettability was achieved by changing the nature of the gas used in the plasma pre-treatment step (Caschera et al. 2013, 2014; Cortese et al. 2013). In this work the properties of the DLC as a novel, eco-friendly flame-retardant agent on cotton textiles are explored. The first step concerned a plasma pre-treatment, alternately in O2 or H2, in order to modify the cotton surface, introducing specific functional groups on it and/or creating a suitable nanostructured morphology. Subsequently, a thin layer of about 600 nm of DLC film was deposited on the as-treated cotton fibres, as an FR agent.
The effects of the two different plasma pre-treatments, H2 and O2, and of the variation of the exposure time on the growth, morphology and surface properties of the DLC were characterised and compared using Fourier transform-infrared spectroscopy (FT-IR), water contact angle (WCA) measurements and field emission gun-scanning electron microscopy (FEG-SEM) analysis. Vertical flame testing and thermogravimetric analyses are performed to evaluate the fire behaviour of coated cotton. Differences in thermal properties are related to the modifications induced on the cotton surface by the different plasma pre-treatments, as flammability is influenced by the surface texture of the fabric and long, slack, fluffy textiles ignite more readily. Moreover, the choice of the catalyst has a key role in influencing the bonding of flame-retardant agents to cotton. Therefore flame-retardant treatments should be durable to wet treatments, as previously shown (Caschera et al. 2013; Cortese et al. 2014).
This work demonstrates that DLC coatings deposited on fabrics present an effective flame-retardant behaviour and, with the growing environmental concern over the toxicity of flame retardants, this carbon-based coating provides an environmentally friendly alternative.
Experimental section
Plasma pre-treatments
White pure cotton textiles (Cod.558-795, RS components, UK), 100 mm × 100 mm in size, are cyclically cleaned in an acetone bath in Soxhlet for 3 h and then dried at 50 °C for 15 min before use. Acetone was purchased from Aldrich. All chemicals are used as received.
Plasma pre-treatments and DLC depositions are performed in a PECVD apparatus (Caschera et al. 2011) operating at 13.56 MHz and room temperature. The H2 or O2 plasma etching is performed on the cotton substrates at room temperature and at 50 W RF power for 10, 30 and 60 min and 10 sccm of gas flow. The samples are labelled as COT-H2-10, COT-H2 30, COT-H2 60, COT-O2-10, COT-O2-30 and COT-O2-60, respectively, according to the specific gas used and plasma treatment duration.
DLC coating plasma deposition
A 600-nm DLC coating is deposited on cotton substrates, treated as described above, in a CH4 (40 sccm), H2 (5 sccm) and Ar (50 sccm) reactive atmosphere at 50-W RF power and room temperature.
The COT–DLC is obtained by depositing the DLC coating on pristine cotton, without plasma pre-treatment, while the films deposited after different plasma pre-treatments are labelled as DLC-H2-10, DLC-H2 30, DLC-H2 60, DLC-O2-10, DLC-O2-30 and DLC-O2-60, respectively.
Characterisations
FT-IR measurements were carried out by an Alpha FT-IR spectrometer (Bruker Optics, Ettingen, Germany) equipped with exchangeable sampling modules. The spectra were collected with at least 200 scans at a resolution of 4 cm−1 in the frequency range 7500–375 cm−1. An external reflection module was employed for the spectroscopic investigation of the samples analysing few spots (about 3 mm diameter), for the sake of comparison, controlling and monitoring the sampling areas with an integrated video camera.
Morphological characterisation was carried out by a high-brilliance LEO 1530 FEG-SEM equipped with an energy-dispersive X-ray spectrometer (EDS) INCA 450 and a four-sector backscattered-electron detector (BSD). The images were recorded in the secondary electron image mode, at an acceleration voltage of 5 kV and working distance of 5 mm.
Water contact angles (WCAs) were measured with a 3-µl deionised water droplet on a Dataphysics OCA 20 (Dataphysics OCA 20, Germany) instrument at room temperature. All the WCA values were determined by averaging values measured at 5–6 different points on each sample surface.
Thermogravimetric (TG) measurements were conducted in nitrogen atmosphere (gas fluxes of 60 ml/min for sample gas and 40 ml/min for balance protection gas) from 25 to 800 °C at a heating rate of 10 °C/min using an automated thermal analyser (Model Stanton Redcroft STA-781, Rheometric Scientific, Ltd., Epsom, Surrey, UK). Samples of ca. 3 mg were placed in a standard platinum–rhodium crucible. For each sample, TG measurements were carried out at least three times, using different portions of the cotton samples, to be sure that differences could not be related to variations in the weave structure of the fabrics.
The burning tests of the cotton fabrics before and after DLC deposition were carried out according to the ASTM D6413-99 using a home-made Vertical Flammability Chamber and samples of about 100 mm × 50 mm size (Zhou and Zhou 1987). The burning time (defined as the time occurring to obtain a complete combustion of the cotton system) for each sample and the % of residual char after exposing the system at 5 s of burning were recorded. In detail, the measuring of char yield was calculated according to the following equation:
where W 1 and W 2 are the weights of the sample before and after 5 s of burning, respectively (Gaan and Sun 2007; Chen et al. 2005).
The burning times were determined by averaging values measured after five different experiments on each sample.
Results and discussion
Chemical and morphological structure
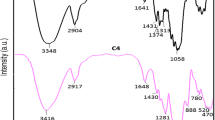
FT-IR analysis was performed to characterise the chemical nature of the cotton subsequent to different plasma pre-treatments. Figures 1a and 2a show the FT-IR spectra comparison of untreated cotton and plasma-treated cotton at different treatment times in H2 and O2 plasma, respectively. The characteristic vibration modes of cellulose can be easily recognised in the IR spectrum: 670 cm−1 (O–H wagging); 893, 100, 1060, 1120 and 1370 cm−1 (C1 group vibration, C–C stretching, C–C–O stretching, C–O–C symmetric stretching and CH2 bending); 1400 cm−1 (in-plane O–H bending); 2359 cm−l (CO x ); 2900 cm−1 (C–H stretching); 3100–3400 cm−l (O–H and intermolecularly bonded O–H) and 3742 cm−1 (water), consistent with previous reports as typical of the cellulose backbone (Zhang et al. 2006; Lam et al. 2011). Plasma pre-treated cottons in H2 and O2 plasma, as previously observed (Caschera et al. 2013), showed IR spectra very similar to the pristine cotton with some differences in the peaks mainly around 1500–1750 and 2700–3100 cm−1, which may be attributed to the C=O vibration groups in the carbonyl structure and O–H stretching vibration, respectively. In particular, after plasma treatments a new band in the 1730 cm−1 region could be observed (Figs. 1c, 2c). This band was attributed to the oxidation reaction, followed by the formation of the carbonyl groups (aldehyde and acid groups) in the cellulose structure (Tipson 1968; Malek and Holme 2003). As shown in Figs. 1c and 2c, the intensity of the 1730 cm−1 band progressively decreased when the plasma treatment was prolonged in both H2 and O2 plasma; the decrease could be attributed to the effect of the etching mechanism in the plasma process, which could degrade the amorphous external cellulosic film, altering the structure of the fibres (Balu et al. 2008). The changing in the IR band was more evident for COT-O2-30 and COT-O2-60, maybe because of a more effective erosion process. Additional changes were clearly visible in the 850–900 cm−1 region (Figs. 1d, 2d): the intensity of the 900 cm−1 band, assigned to the deformation modes of C–O–C, C–C–O and C–C–H, was very sensitive to the crystalline/amorphous ratio in the cellulosic structure. The broadening of this band was usually associated with an increase of the disorder in the cellulosic structure. The appearance of a shoulder at higher frequency of the 900 cm−1 band may indicate the presence of two non-equivalent C–O–C bonds (Tu et al. 1979; Proniewicz et al. 2001). Other little differences were observed in the 1300–1500 cm−1 region, where the numerous mixed vibrations could be assigned to mixtures of O–C–H deformation vibrations, CH2 bending vibrations, and CCH and C–OH bending vibrations (Ciolacu et al. 2011). These effects were due to the hydrolysis of glycoside bonds, with a rearrangement of the hydrogen bonding. This effect can cause a change in the cellulosic structure from crystalline to amorphous form. The shift toward higher frequencies (from 1635 cm−1 to 1642 cm−1 for COT-H2-60 and to 1650 cm−1 for COT-O2-60) and the increased intensity of the O–H bending confirmed the effective H bonding rearrangement.

FT-IR measurements of untreated cotton and H2 pre-treated cotton whole spectra a 3200–700 cm−1 and in specific ranges b 3200–2000 cm−1, c 2000–1000 cm−1 and d 1000–700 cm−1

FT-IR measurements of untreated cotton and O2 pre-treated cotton whole spectra a 3200–700 cm−1 and in specific ranges b 3200–2000 cm−1, c 2000–1000 cm−1 and d 1000–700 cm−1
The morphology of the fibres was observed by FEG-SEM. Pure cotton fibres presented a level of inhomogeneity, as evidenced in Fig. 3a. The single cotton fibre presented a smooth surface with striations and nanogrooves. The etching effect due to the plasma pre-treatment is performed on a significant morphological change (Fig. 3b–g). After 10 min of H2 plasma treatment, the fabric showed the formation of grooves of hair-like nanometric features (Fig. 3b). Increasing H2 plasma exposure showed only a slight modification of the cellulose structure (Fig. 3c–d); on the other hand, O2 plasma treatment was more aggressive than the H2, causing the formation of nanosized rounded features (<100 nm in size) on the fibre surface (Fig. 3e), which tended to agglomerate in small pillared-like protuberances. Prolonging exposure of the O2 plasma above 30 min (Fig. 3f) induced an erosion of the cellulose fibres that became predominant after 60 min of pre-treatment exposure, with the formation of a nanofibrillar structure (Fig. 3g) (Shin et al. 2012).

FEG-SEM images of the fibres showing the differences in the pre-treatments due to the different plasmas without DLC coating on cotton fibres: a pristine, b COT-H2-10, c COT-H2-30, d COT-H2-60, e COT-O2-10, f COT-O2-30, g COT-O2-60. In the images the different morphologies of the surface roughnesses of the fibres after the plasma pre-treatments are evident compared to the pristine one. Scale bar 2 μm
Accordingly, the different plasma treatments provided a different microstructured support for DLC growth, as shown in Fig. 4.

FEG-SEM images of cotton fibres with DLC coating showing the influence of the pre-treatment exposure: a COT–DLC, b DLC-H2-10, c DLC-H2-30, d DLC-H2-60, e DLC-O2-10, f DLC-O2-30, g DLC-O2-60. Scale bar 2 μm
DLC deposited on cotton without preliminary plasma treatment resulted in a thin, uniform, round-beaded structured coating, with a random distribution of columnar structures (Fig. 4a). FEG-SEM images of DLC deposited after H2 plasma pre-treatment (Fig. 4b–d) showed a nanostructured growth that followed the grooves formed in the pre-treatment state.
Samples with DLC deposited after 10-min O2 plasma pre-treatment presented a round-beaded morphology composed of spherical particles with diameters of about 100–200 nm (Fig. 4e). The surfaces of the DLC films deposited after a 30- and 60-min plasma pre-treatment showed a highly irregular surface with a threaded fibrillar structure (Fig. 4f–g). As previously observed, a prolonged oxygen plasma treatment induced an increased etching on the cotton fibre, consequently providing a different microstructured support for DLC growth.
These significant differences in micro-scale morphologies due to the fibre structure and in nano-scale roughness due to etching are critical factors in determining the final surface behaviour of the system.
The effect of the different H2 and O2 pre-treatments on DLC–cotton systems wettability was evaluated by contact angle measurements, as summarised in Table 1.
The measured WCA value of COT–DLC clearly indicated that the deposition of a thin layer of DLC was adequate to impose strong water repellency on cotton. DLC-H2 samples showed a substantial decrease in the water contact angle, and this effect may be related to the morphology of the surface, according to FEG-SEM observations. When H2 is used in plasma pre-treatment, the resulting DLC morphology is not able to support the water droplet properly, which ‘sinks’ into the pores of the structure, showing a reduced WCA. Even prolonging the H2 treatment, the DLC structure retained the initial beaded morphology, reflecting poor relevant variations in the WCA value. On the contrary, it has been demonstrated that O2 plasma pre-treatment (Cortese et al. 2014) permits a significant increase of the water contact angle of up to 169.3° ± 2.2° after 60 min of oxygen plasma pre-treatment, through the introduction of a two-tier micro/nanoscaled structure. In this case, the superhydrophobicity of the DLC-coated fibres is mainly responsive to the structural transformation, which allowed air to be trapped between the multiscaled networks, preventing the penetration of water into the porous network.
Thermal behaviour
In order to evaluate the flame-retardant behaviour of different DLC–cotton systems as a function of the different plasma pre-treatments, TG measurements and burning tests were carried out. Figure 5 shows the TG curves of untreated and treated cotton, while Table 2 shows the relative degradation temperatures (°C) and final char yields at the final temperature of degradation (T fin) and at 600 °C.

TG curves for a COT-H2, b COT-O2, c DLC-H2 and d DLC-O2 cottons at different plasma durations. The pristine cotton TG curve is reported for comparison
Figure 5 reveals that the pyrolysis of the cotton fabrics was consistent with the three-stage modelling proposed by Zhu et al. (2004) in which the pyrolysis of cellulose fibre is divided into the three stages: initial, main and char decomposition. The first region below 330 °C with little weight loss (about 10 %) could be assigned to changes in the physical properties of the fibres. In the second stage, which corresponded to the main pyrolysis, above 330 °C, the weight loss was very fast and significant (more than 70 %), corresponding to the dehydration and decarboxylation reactions. This process took place in the crystalline region of the cellulose fibres. The third region was around 500–600 °C, which corresponded to the decomposition of char.
The pyrolysis stages were similar for untreated and treated fabrics, as observed in Fig. 5, but, as indicated in Table 1, significative differences could be revealed in the decomposition temperatures, weight loss and residual char %, according to different plasma pre-treatments.
To be considered a good FR system, a material should present a decomposition temperature (T fin) closer to or lower than that of the substrate in order to interfere with the burning process. Moreover the temperature at which the decomposition process starts should be higher for the FR compared to the untreated material, corresponding to a lower combustion process. Finally, the higher the % in weight of the residual at the decomposition temperature (or at 600 °C), the more incisive the FR effect is. Pristine cotton presented a starting pyrolysis temperature of about 335 °C. H2 plasma pre-treated cottons, except for the COT-H2-10 sample, showed a higher starting temperature process, indicating that the combustion phenomena were hindered. Considering the cotton pre-treated in O2 plasma, instead only the shorter plasma treatment samples showed a delay in the starting pyrolysis temperature, in respect to pristine cotton. This effect was a direct consequence of the prolonged O2 plasma treatment, as shown in the FEG-SEM analysis, which was more effective in removing the external layer of the cellulose surface, leaving the cotton polymeric structure attachable.
When a thin DLC coating was deposited on the as-modified cotton fibres, the previous H2-treated samples retained their hindered behaviour, showing a starting pyrolysis temperature higher than that of pristine cotton. In the case of the O2 pre-treated cotton, the pyrolysis process still started at a lower temperature compared to the blank reference. It has to be noted that even DLC coating deposited on cotton without plasma pre-treatments showed a great increase in pyrolysis temperature.
The decomposition process, which involved the more important weight loss and the destruction of the cellulosic structure, presented very similar behaviour for both pristine cotton and plasma-treated fibres, but although very few differences could be observed in the final pyrolysis temperature (T fin), it is very interesting to note that the whole treated samples presented a T fin lower than that of pristine cotton. This meant that for treated fibres, the combustion process ended earlier than for untreated cotton. Another important parameter is the final weight loss percentage, which in this case was evaluated at both the final temperature and at 600 °C in order to consider, at high temperature, the possibility of the formation of possible secondary flammable volatile products. Plasma pre-treated cotton, with the exception of COT-H2-60, showed the presence of residual char, at T fin, lower than pristine cotton. Above 600 °C, the residual char for all pre-treated samples was in the range of 6–12.5 %, confirming the possibility that flammable products had been formed. DLC coating showed a different behaviour: COT–DLC and the DLC-H2 set showed a weight loss at T fin more than 21 %, higher than that of pristine cotton. At 600 °C, the formation of volatile products was still observable for COT–DLC and DLC deposited after 10 min H2 plasma treatment, but when the plasma treatment was prolonged, the residual % char increased at 18 %. Instead, both O2 plasma-treated cotton and DLC-O2 series showed residual % weight at T fin and 600° much lower than that of pristine cotton.
According to the as-presented experimental results and considering the as-mentioned conditions for a good FR material, in our case, the best performances were verified for COT–DLC and the DLC-H2 series, while for what concerns the pre-treated cotton surface with oxygen, only a few samples (i.e., DLC-O2-30) partially possessed the requirements to be considered a flame-retardant material. DLC coating seemed to act as a dehydrating agent, enhancing the cotton resistance to the thermal degradation process. Moreover, the combination of the DLC presence with a particular hierarchical morphology and nanostructure induced by H2 plasma pre-treatment was particularly effective in showing the capability to contrast the thermal degradation process (higher T st and lower T fin) and the formation of flammable volatiles (higher % of residual char).
Vertical burning test
Flammability
To confirm the effective FR behaviour of DLC–cotton systems, vertical flame tests were performed to compare and evaluate the flammability of the treated and untreated cotton samples. Because of the previous considerations on their thermal behaviour, according to the O2 plasma pre-treatment series, only the DLC-O2-60 was tested in the burning test, as a comparison. In Table 3, the results for both the burning time and the % of residual chars for each considered system are summarised. The optical images for the different cotton systems after 5 s of burning are compared in Fig. 6.

Optical images of the burning test results after 5 s for a pristine cotton, b DLC–COT, c DLC-O2-60, d DLC-H2-10, e DLC-H2-30 and f DLC-H2-60
The burning time for DLC–COT was almost twice with respect to the pristine cotton, proving the effectiveness of DLC coatings as an FR material. Moreover, the burning time of DLC-H2 fabrics showed a remarkable increase with respect to pristine cotton, up to three times for DLC-H2-60; this behaviour, in agreement with the lowering of decomposition temperature observed in TG measurements, confirmed the influence of plasma pre-treatments on the surface properties of the DLC-based systems and in this case in particular on the FR properties. On the other hand, the DLC-O2 fabric burned completely with a burning time and a % char very similar to the pristine cotton, confirming the TG measurements. This different behaviour was attributed to the different morphology induced on the surface by the different plasma treatments. H2 plasma was able to modify the cotton surface, introducing a hierarchical morphology without damaging the inner structure of cotton, even after 60 min of exposure. This permitted growth of the DLC coating with hydrophobic properties (CA max 130°), but for their particular beaded morphology, water particles were not completely supported and were unable to penetrate the DLC structure. The capability to retain these water particles permitted the DLC-H2 cotton fabric to enhance its FR behaviour. The O2 plasma pre-treatment, as shown in the FEG-SEM analysis, involved a high degree of degradation on the cotton surface structure, which underwent, for prolonged plasma exposure, an erosion of the fibres. This was correlated to a different DLC growth with the development of superhydrophobic behaviour. The enhanced hydrophobicity was perhaps the cause of the degeneration of the FR performance for DLC-O2 cotton fabrics. Furthermore, from the analysis of the burning video (data not shown), it was possible to note that in the first 5 s, the flame propagation was comparable for the samples, and char lengths, as observable in Fig. 6, were very similar. After that, the propagation of the flames was not linear in time and pristine cotton was completely burnt in the next 2 s, while the plasma-treated samples presented a flame-retardant effect. During the combustion, the flames could be retarded to several aspects because of the morphology and structure of the surface and the nature of the FR materials. The observed behaviour confirmed that the presence of DLC (nature of materials) acted as a flame retardant, but also the plasma-induced morphology was important in enhancing the flame retardant behaviour. For the DLC-H2 cottons, the flame ran through the whole sample very quickly and was propagated early in the search for combustible fuel. Moreover, while the untreated cotton and DLC-O2 fabric burned vigorously, with much stronger and higher flames, for the DLC-H2 samples, the flame was weak, with significant char. These effects, according to Hobart and Rowland (1978), are typical behaviours for FR materials.
Conclusion
A two-step plasma process, consisting of a plasma pre-treatment and a subsequent DLC thin layer deposition, was considered to modify cotton substrates. In particular, the effect of different H2 or O2 plasma pre-treatments was investigated in order to evaluate possible flame-retardant properties of the as-deposited DLC-cotton fabrics. The results showed that both O2 and H2 pre-treatments are able to affect the surface topographical alternation of DLC growth significantly, changing the surface properties of the cotton fibres. DLC-H2 coatings, thanks to their induced beaded morphology, were particularly effective in contrasting the thermal degradation process (higher T st and lower T fin) and the formation of flammable volatiles (higher % of residual char), enhancing the cotton resistance to the thermal degradation process. This study showed that DLC nano-coatings can be successfully used as FR materials for cotton textiles.
References
Balu B, Breedveld V, Hess DW (2008) Fabrication of "roll-off" and "sticky" superhydrophobic cellulose surfaces via plasma processing. Langmuir 24(9):4785–4790
Caschera D, Cossari P, Federici F, Kaciulis S, Mezzi A, Padeletti G, Trucchi D (2011) Influence of PE-CVD parameters on the properties of diamond-like carbon films. Thin Solid Films 519:4087–4091
Caschera D, Cortese B, Mezzi A, Brucale M, Ingo GM, Gigli G, Padeletti G (2013) Ultra hydrophobic/superhydrophilic modified cotton textiles through functionalized diamond-like carbon coatings for self-cleaning applications. Langmuir 29:2775–2783
Caschera D, Mezzi A, Cerri L, de Caro T, Riccucci C, Biasiucci M, Ingo GM, Padeletti G, Gigli G, Cortese B (2014) Effects of plasma treatments for improving extreme wettability of cotton fabrics. Cellulose 21:741–756
Chan CM (1994) Polymer surface modification and characterization. Hanser/Gardner Publications, Munich, pp 265–279
Chen DQ, Wang YZ, Hu XP, Wang DY, Qu MH, Yang B (2005) Flame-retardant and anti-dripping effects of a novel char-forming flame retardant for the treatment of poly(ethylene terephthalate) fabrics. Polym Degrad Stabil 88(2):349–356
Ciolacu D, Ciolacu F, Popa VI (2011) Amorphous cellulose-structure and characterization. Cellul Chem Technol 45(1):213–221
Cortese B, Caschera D, Padeletti G, Ingo GM, Gigli G (2013) A brief review of surface functionalized cotton fabrics. Surf Innov 1(3):140–156
Cortese B, Caschera D, Federici F, Ingo GM, Gigli G (2014) Superhydrophobic fabrics for oil/water separation through a diamond like carbon (DLC) coating. J Mater Chem A 2:6781–6789
Eichhorn SJ (2011) Cellulose nanowhiskers: promising materials for advanced applications. Soft Matter 7:303–315
Gaan S, Sun G (2007) Effect of phosphorus flame retardants on thermo-oxidative decomposition of cotton. Polym Degrad Stabil 92(6):968–974
Hobart SR, Rowland SP (1978) Burning rate of layered combinations of flame-retardant and untreated cotton. Text Res J 48(8):437–442
Horrocks AR (2011) Flame retardant challenges for textiles and fibres: new chemistry versus innovatory solutions. Polym Degrad Stabil 96:377–392
Karahan HA, Özdogan E (2008) Improvements of surface functionality of cotton fibers by atmospheric plasma treatment. Fibers Polym 9:21–26
Kim YS, Li YC, Pitts WM, Werrell M, Davis RD (2014) Rapid growing clay coatings to reduce the fire threat of furniture. ACS Appl Mater Inter 6(3):2146–2152
Kitahara N, Sato T, Isogawa H, Ohgoe Y, Masuko S, Shizuku F, Hirakuri KK (2010) Antibacterial property of DLC film coated on textile material. Diam Rel Mater 19:690–694
Lam YL, Kan CW, Yuen CWM (2011) Physical and chemical analysis of plasma-treated cotton fabric subjected to wrinkle-resistant finishing. Cellulose 18(2):493–503
Laufer G, Carosio F, Martinez R, Camino G, Grunlan JC (2011) Growth and fire resistance of colloidal silica–polyelectrolyte thin film assemblies. J Colloid Interface Sci 356:69–77
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose: its barrier properties and applications in cellulosic materials—a review. Carbohyd Polym 90(2):735–764
Li Y-C, Mannen S, Morgan AB, Chang S, Yang Y-H, Condon B, Grunlan JC (2011a) Intumescent all-polymer multilayer nanocoating capable of extinguishing flame on fabric. Adv Mater 23:3926–3931
Li Y-C, Mannen S, Schulz J, Grunlan JC (2011b) Growth and fire protection behavior of POSS-based multilayer thin films. J Mater Chem 21:3060–3069
Malek RMA, Holme I (2003) The effect of plasma treatment on some properties of cotton. Iran Polym J 12(4):271–280
Matsumoto R, Sato K, Ozeki K, Hirakuri K, Fukui Y (2008) Cytotoxicity and tribological property of DLC films deposited on polymeric materials. Diam Rel Mater 17:1680–1684
Moon RJ, Martini A, Nairn J, Simonsen J, Youngblood J (2011) Cellulose nanomaterials review: structure, properties and nanocomposites. Chem Soc Rev 40:3941–3994
Peng BL, Dhar N, Liu HL, Tam KC (2011) Chemistry and applications of nanocrystalline cellulose and its derivatives: a nanotechnology perspective. Can J Chem Eng 89(5):1191–1206
Proniewicz M, Pulaszkiewicz C, Weselucha-Birczynska A, Majcherczyk H, Baranski A, Konieczna A (2001) FT-IR and FT-Raman study on hydrothermally degradated cellulose. J Mol Struct 596:163–169
Samanta KK, Jassal M, Agrawa AK (2009) Improvement in water and oil absorbency of textile substrate by atmospheric pressure cold plasma treatment. Surf Coat Technol 203:1336–1342
Shin B, Lee KR, Moon MW, Kim HY (2012) Extreme water repellency of nanostructured low-surface-energy non-woven fabrics. Soft Matter 8:1817–1823
Tipson RS (1968) Infrared spectroscopy of carbohydrates. National Bureau of Standards Monograph 110, U.S. Department of Commerce, DC
Tu AT, Lee J, Milanovich FP (1979) Laser-Raman spectroscopic study of cyclohexaamylose and related compounds; Spectral analysis and structural implications. Carbohyd Res 76:239–244
Wang X, Quintero MR, Zhang XQ, Wang R, Wang DY (2015) Intumescent multilayer hybrid coating for flame retardant cotton fabrics based on layer-by-layer assembly and sol–gel process. RSC Adv 5:10647–10655
Wu W, Yang CHQ (2006) Comparison of different reactive organophosphorus flame retardant agents for cotton: part I. The bonding of the flame retardant agents to cotton. Polym Degrad Stabil 91:2541–2548
Yang Z, Wang X, Lei D, Fei B, John H, Xin A (2012) Durable flame retardant for cellulosic fabrics. Polym Degrad Stabil 97:2467–2472
Zhang M, Wang C (2013) Fabrication of cotton fabric with superhydrophobicity and flame retardancy. Carbohydr Polym 96(2):396–402
Zhang CD, Price LM, Daly WH (2006) Synthesis and characterization of a trifunctional aminoamide cellulose derivative. Biomacromolecules 7(1):139–145
Zhou Z, Zhou W (1987) The flame-retardant standards of textile overseas. Institute of Textile Standard at Textile Ministry, Beijing
Zhou H, Lei X, Ogino A, Nagatsu M (2008) Investigation into the antibacterial property of carbon films. Diam Rel Mater 17:1416–1419
Zhu P, Sui S, Wang B, Sun K, Sun G (2004) A study of pyrolysis and pyrolysis products of flame retardant cotton fabrics by DSC, TGA and PY-GC-MS. J Anal Appl Pyrol 71:645–655
Acknowledgments
The authors want to thank Dr. S. Nunziante Cesaro for her assistance and technical support for FT-IR analysis. This work was financially supported by PON-PANREX (Project no. PON01_01322), PON-MAAT (Project no. PON02_00563_3316357) and EFOR-CNR and funded by the Regione Puglia (APQ-Reti di Laboratorio, Project PHOEBUS, cod. 31).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Caschera, D., Toro, R.G., Federici, F. et al. Flame retardant properties of plasma pre-treated/diamond-like carbon (DLC) coated cotton fabrics. Cellulose 22, 2797–2809 (2015). https://doi.org/10.1007/s10570-015-0661-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-015-0661-8