
The technology of applied systems analysis is proposed and subjected to practical testing in an analysis of damaged load-bearing structures of process equipment. The technology is based on a systematization of problem situations in terms of the nature and degree of damage corresponding to the statement of the problem and application of an expanded algorithm for the solution of these situations. Practical testing of the technology is illustrated by examples of damage to a tank, pressure vessel, and receiver.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Numerous cases of damage to the load-bearing structures of process equipment when the damage occurs in the course of use as a consequence of degradation of the construction materials, over-design loads of natural or man-made origin, and emergency and nonstandard situations. Many of these cases may be grouped together and systematized by the feature of commonality of diffi culty that arises in the decision-making process (in terms of the nature of the problem situation). The resolution of problem situations entails the formulation and solution of application problems that are specific for each problem situation in light of the structure, properties and relationships between the structures of equipment understood as elements of the combined natural and human environment. It is, in theory, possible to standardize the different approaches to the resolution of problem situations by establishing a procedure of the form, systematized problem situation → typical formulation of problem → expanded algorithm for the solution of the problem.
Experience gained in the solution of application problems that arise in the analysis of damaged load-bearing structures of process equipment (shells of pressure vessels, apparatuses, tanks) has led to the formulation of at least three types of problem situations that differ in terms of the nature and degree of damage suffered by load-bearing structures. Corresponding statements of the problems and expanded solution algorithms are proposed for these types of problem situations. Concretization and practical implementation of the algorithm are performed based on the membership to a particular branch of industry and structural features of the technical plant.
Evaluation of damage nature of over-design load. A problem situation is characterized by the fact that the particular structure has undergone a complex of force-induced effects, the nature of which corresponds to that considered in the design as cases of the design load and where the magnitude of the loads exceed the standard values, while at the same time there is no visually observable damage. The difficulty arises in attempting to estimate the existence and nature of the damage induced by the over-design load and limiting loads corresponding to the start of a catastrophic failure of the structure. Once such an evaluation has been obtained, it becomes possible to establish the magnitude of the safety factor relative to the limiting loads and, based on an examination, decide on the level of damage in the case of an actual over-design load. The urgency of the problem is confirmed by the statistics of natural and human-induced disasters in accordance with which sufficiently rare events that lead to the occurrence of loads and effects that significantly exceed the standard loads and actions are nevertheless possible.
Such a situation corresponds to the statement of the following problem: study the nature of the development of damage for the conditions of an over-design load and determine the limiting values of the force factors that lead to catastrophic failure of the structure.
Expanded algorithm for solution of the problem:
-
1.
Perform a series of computational experiments accompanied by simulation of the loads with stepwise variation of the magnitude of the loads over a broad range in the region of the over-design load.
-
2.
Analyze the development of damage as a function of the load level.
-
3.
Determine the limiting load levels corresponding to the proposed types of limit states.
As an example, let us consider simulating the over-design load produced by snow loads in the coupling unit of a self-supporting conical roof with wall of a 100-m3 vertical low-pressure steel cylindrical tank used for storage of petroleum residue [1]. The inner diameter of the body of the tank is 4730 mm and the height 5960 mm. The structural diagram of the unit (Fig. 1) incorporates the shell of the roof R, wall W, and corner angle C connected by three weld joints S. The geometric parameters are as follows: a = 10 mm, b = 30 mm, thickness of walls of body and cover t = 4 mm, θ = 15°, and leg of seam 4 mm. The maximum height of infusion of the petroleum residue is 5560 m and its density 990 kg/m3. The structure material consists of VSt3sp2 steel (All-Russia State Standard GOST 27772–20156) with yield limit 245 MPa and ultimate strength 370 MPa. A bilinear model of deformation of the material with isotropic hardening in a proposed associative flow law is used.

Geometric diagram of coupling unit of conical roof with wall.
The characteristics of the stress-strain state are obtained by finite element simulation of the structure of the tank in an axisymmetric formulation under the following load conditions: maximum level of infusion of the tank to a height of 5.56 m; g-loads are applied in accordance with the distribution of mass across the volume of the tank; the surface of the roof is loaded by a uniform pressure S, the nature of the application of which is in accordance with the requirements imposed on the snow load [2]. The pressure S is varied over a broad range and is considered an over-design load.
The volumes of construction material in which elastoplastic deformations arise and develop are considered damage zones. A series of qualitatively distinct states of the deformed elastoplastic system under a design load characterized by the maximum stresses in the structure σmax and the behavior of the zones of elastoplastic deformation relative to the level of the over-design load is established as the load is successively increased [1]. The first elastoplastic deformation arises with S = 7.7 kPa. The limit load corresponding to the attainment of the ultimate strength by the maximum stresses amounts to 29.5 kPa. The safety factor of the ultimate strength (ratio of limiting load which the structure is able to sense to the load that induces the occurrence of the first elastoplastic deformations) k lim = 29.5/7.7 = 3.83. Elements of the roof are first subjected to elastoplastic deformation (with S = 7.7 kPa), then a corner section (with S = 19.8 kPa), and, finally, one of the three weld joints (with S = 24.2 kPa); the other two welds remain in the elastic region of the deformation right up to collapse of the system.
Thus, levels of the over-design load corresponding to two types of limiting states, the occurrence of elastoplastic deformations and failure as a consequence of the attainment of the ultimate strength, have been established. A qualitative relationship and a quantitative relationship of the level of damage to the elements of the structure caused by a load [1] have been established as a result of an analysis for the technical plant being considered here. In turn, this has made it possible to evaluate the subjective estimate of the technical risk that emergencies will occur for structures of analogous dimensions where there is an over-design load.
Evaluation of the potential for use and feasible load limit where there is damage present. A problem situation exists where the structure experiences a complex of force-induced actions as a result of an accident or nonstandard event that are not regulated either by zone of application and/or a combination of force-induced actions, as a result of which significant, visually observable residual elastoplastic deformations arise in the elements of the structure. The difficulty lies in evaluating whether further use is possible and in evaluating the level of safe operating loads of the damaged structure. The resolution of a problem situation involves evaluating whether safe use is possible under nominal loads (without decreasing the life or varying the strategy of technical use) or only under conditions where either the work load and/or service life is limited or through the creation of additional measures of technical diagnostics.
Statement of problem: evaluate the probability for the onset and possibility of preventing accidental failure of a damaged structure by determining its stress-strain state in a feasible range of variation of the work loads.
Expanded algorithm for solution of problem:
-
1.
Formulate a series of possible alternatives of an accidental force-induced action from the results of visual and instrument study.
-
2.
Perform a series of computational experiments accompanied by simulation of different variants of accidental force-induced actions and a design evaluation of the resulting damage. Evaluate the most probable variant.
-
3.
Determine the residual elastoplastic stress-strain state of the damaged structure in a selected variant of the accidental action.
-
4.
Analyze the stress-strain states and the danger of limiting states of the damaged structure as a function of the level of the work loads.
-
5.
Design and expert evaluation of the possibility and strategy of technical use.
As an example, let us consider one possible variant of damage to a pressure vessel that did, in fact, occur in an accident under production conditions. A 16-m3 vessel (filled tank of press in the production chain used in regulation of the pressure of the press in the production of intermediate aluminum products) consists of a shell (length 3420 mm, diameter 2232 mm, thickness of wall 12 mm) with two elliptical platforms (height 625 mm, thickness 16 mm). An inlet pipe 273 mm in diameter is situated in the lower part of the vessel at a height of 206 mm from the junction of the cylindrical shell and the lower platform.
The opening of the inlet pipe is reinforced by a superposed ring 42.5 mm wide and 16 mm thick. The nominal working pressure in the vessel is 0.8 MPa. The ultimate strength of the construction material σu = 395 MPa.
As a result of failure of the slide valve under the effect of a hydraulic impact in the main line, the inlet pipe of the vessel experiences a failure load, as a result of which the inlet pipe zone of the shell is pressed into the vessel accompanied by the formation of a depression in the shell exhibiting a complex configuration with overall dimensions of the depression 840 × 750 mm and maximum depth 58 mm (Fig. 2).

Depression in region of inlet pipe of filled tank of press.
A numerical evaluation of the properties of the damaged structure is based on an analysis of the stress-strain state of the damaged vat in the standard load regime. A more general formulation of the problem is based on varying the characteristics of the damage action, enabling us to consider the actual damage as a special case, i.e., one possible variant of a realization of an emergency situation.
Estimation of the properties of the damaged structure is performed in the course of a series of computational experiments. Three load steps are provided in the technology of performing the experiments [3]: (1) internal design pressure and damage effects impacting the inlet pipes (the stress-strain state at the time of an emergency is determined on this step); (2) removal of all loads, including the internal pressure (the post-emergency stress-strain state of the unloaded vessel with residual elastoplastic deformations is determined on this step); (3) variable internal pressure (stress-strain states incorporated into the work of the damaged vessel as a function of the level of the internal pressure are determined on this step). The solution consists in a single pass accompanied by a successive inclusion of the above load steps with transfer of intermediate stress-strain states to each successive step. A dependence of the design failure pressure on the level of the damage effects impacting the inlet pipes is constructed in the course of the computational experiments [4, 5].
The following conclusions may be made on the basis of the results. As a consequence of the multidirectional nature of the damage and working loads, the particular damage has led to an insignificant decrease in the bearing capacity, which is partially compensated by the strength factor assumed in the design, as a consequence of which the design collapsing pressure exceeds the nominal working pressure of 0.8 MPa. Thus, the damage to the shell that has arisen with the damaging effect on the inlet pipe in the range of forces being considered here may be assumed to be conditionally safe. The risks associated with the use of the damaged structure must be reduced based on an additional analysis of the remaining life of the damaged structure [6, 7].
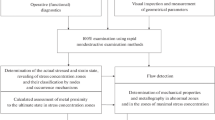
Restoration of scenario of occurrence and development of a damage situation with review of catastrophic failure. A problem situation discovered in the course of examination of a catastrophic failure of equipment is characterized primarily by uncertainty as to the causes and conditions involved in initiation and development of the damage. Available information on the structure (technical characteristics, documented events of life cycle, such as date placed in service, repairs, modernization) and the parameters of the technological processes and the environment is used as the data for performing the inspection. The difficulty lies in a lack of knowledge of the initial conditions of the breakdown, specifically, the presence, localization, and characteristics of the damage (preferably the initiator of the catastrophic failure). Statement of problem: establish the possible presence of damage to the structure prior to its catastrophic failure and estimate the contribution of the damage to the initiation of the catastrophic failure.
Algorithm for solution of problem:
-
1.
Analyze events in the life cycle and prerequisites for the occurrence of damage.
-
2.
Visual and measurement inspection of fragments and search for traces of damage, i.e., initiators of failure.
-
3.
Chemical analysis, metallographic analysis, and tests of the mechanical properties of the metal in the damaged zone of the structure.
-
4.
Analysis of the stress-strain state of the structure and evaluation of whether it is possible for catastrophic failure to develop in view of the presence of damage.
We will consider the use of the algorithm using as an example the catastrophic failure of an air receiver [8]. Failure of a 5-m3 air receiver occurred in winter at a transformer substation in Siberia. Fragments of the receiver were scattered in an area with radius up to 50 m. As a result, adjacent receivers were damaged, the brick wall of the compressor station building was destroyed, and the supports of the power transmission lines and network equipment were damaged. The destroyed receiver had been erected in an open field and had been in use since 1968 (there were a total of eight receivers of the same type in the field). The installed working pressure for all the receivers amounted to 4 MPa. The air temperature at the moment of the accident was –26°C. One day prior to the accident the temperature fell to –(46–49)°C.
An analysis of the documentation demonstrated that the receiver had been fabricated from steel 16GS with the use of automatic arc welding of the body and the floors and manual arc welding of the joints, inlet pipes, and port entrance. The receiver was subjected to periodic visual inspection and technical trouble-shooting in the course of which no unacceptable defects or damage was found.
Chemical and metallographic analyses and mechanical tests showed that the metal corresponded to the indicated grade of steel. An effect of ageing of the metal (decrease in plasticity margin) was also noted.
Visual inspection and analysis of the fragments (Fig. 3) showed that failure occurred according to a brittle mechanism accompanied by characteristic morphological failure surfaces.

Development of receiver with fragments found after the failure.
A broken mechanical technological defect in the form of incomplete fusion, or discontinuity 150 mm in length and 14 mm wide, was discovered in the welded joint between the body of the receiver and the port entrance. The nature of the failure surfaces near the site of incomplete fusion suggests that the defect is the source of the failure. A computational analysis of the risk of the defect with the use of numerical simulation based on the method of fi nite analysis was undertaken to verify the hypothesis.
The finite-element model reflected typical features in the geometry of the vessel. The defect in the welded joint in the port entrance was simulated from data of a visual-measurement inspection and nondestructive testing of fragments of the receiver. The coupling unit between the body of the receiver and the port entrance was simulated based on the actual geometry of the welds.
An analysis of the local stresses in the zone of the entrance from the outside of the port showed that the maximum local stresses near the defect reach 350 MPa. As a consequence of the existence of incomplete fusion, the nature of the distribution of the stresses is asymmetric relative to the central axes of the port, with the lower left segment of the weld overloaded only from within the receiver while the upper left segment (near the defect) is overloaded along the entire width of the wall.
The segments of the welded joints both both from above and from below a horizontal plane passing through the axis of the port were overloaded in the zone of the port entrance viewed from the inner side of the vessel.
The segment of the seam from within the air collector is the area that is the most heavily loaded. The maximum stresses for the segment of the seam on the outside of the joint reach 344 MPa, while for the segment of the seam from the inner side these stresses reach 352 MPa. These indicators exceed the yield strength of the metal.
Calculations to determine the crack resistance demonstrated a high probability for the formation of fatigue cracks near the site of the incomplete fusion. However, no visible nuclei of fatigue cracks were discovered near the defect in the course of a visual inspection of the failure fragments. Accordingly, fatigue damage of the metal is an associated, but not a determining factor in the initiation of the failure.
Thus, the results of the calculations confirmed that a technological structure defect in the form of incomplete fusion in the welded joint of the body and the port entrance is the source of the failure of the receiver. Redistribution of the stress fields near the site of incomplete fusion as a consequence of temperature stresses caused by a variation of the ambient temperature on the day of the failure was the most likely event, i.e., the actual initiator of the failure of the vessel.
Conclusion. A technology for applied systems analysis has been proposed and tested under operating conditions, comprising an analysis of difficulties that arise in the decision-making process when confronted by damaged load-carrying structures of process equipment, identifi cation of the problem situation, and the application of a corresponding expanded algorithm for a combined experimental and computational analysis that supports the decision-making process. The outlook for practical application of the technology entails an expansion of a list composed of different types of problem situations and standardization of the methods of and means of resolving problem situations.
References
E. M. Sigova and S. V. Doronin, “Estimation of the load-carrying capacity of the joints of the roof and wall of a vertical tank in over-design loading,” Khim. Neftegaz. Mashinostr., No. 12, 9–11 (2014).
SP 20.1330.2011, Loads and Actions. Modernized Edition SNiP 2.01.07-85, Moscow (2011).
S. V. Doronin and E. M Reyzmunt, “Decomposition of application problem in the analysis of the structural strength and safety of a damaged pressure vessel,” Probl. Bezopasn. Chrezvych. Sit., No. 6, 80–85 (2015).
S. V. Doronin, “Estimation of the viability of a pressure vessel experiencing severe damage in the inlet pipe zone,” in: Proc. 5th Int. Conf. Deformation and Damage to Materials and Nanomaterials, Moscow, Nov. 26–29, 2013, IMET RAN, Moscow (2013), pp. 713–715.
S. V. Doronin, “Quantitative evaluation of viability of damaged pressure vessel,” in: Proc. 6th Euras. Symp. on Problems of Strength of Materials and Machines for Cold Climate Regions, Yakutsk, June 24–29, 2013, Akhsaan, Yakutsk (2013), Vol. 2, pp. 59–62.
A. M. Lepikhin, V. V. Moskvichev, and S. V. Doronin, “Remaining life of potentially dangerous plants and methods of estimation using criteria of failure mechanics,” Zavod. Lab., No. 11, 34–38 (2013).
N. A. Makhutov, A. A. Shatalov, A. M. Lepikhin, et al., “Procedural aspects of the remaining life of equipment of potentially dangerous industrial plants,” Bezopasn. Truda Prom., No. 11, 19–23 (2002).
S. V. Doronin, A. M. Lepikhin, E. M. Sigova, and A. Chernyaev, “Solution of problem of structural strength,” Energonadzor, No. 6, 22–24 (2011).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, No. 8, pp. 29–32, August, 2017.
Rights and permissions
About this article

Cite this article
Doronin, S.V., Reyzmunt, E.M. Experience Gained in Applied Systems Analysis of Damaged Load-Bearing Structures of Process Equipment. Chem Petrol Eng 53, 534–539 (2017). https://doi.org/10.1007/s10556-017-0377-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-017-0377-8