
Abstract
Currently, in order to ensure the safety of industrial facilities, diagnostics and monitoring of the condition of potentially dangerous equipment and the risks of its operation are being actively developed. At the same time, the risk assessment during the operation of various technical devices (TD) is carried out on the basis of the available damage statistics, which has accumulated over the past period of the TD operation, i.e., a probabilistic approach is used. This approach is imperfect and insufficiently objective since the risk assessment is done for the future period of time when the state of technical conditions can change significantly and fatigue damage to individual equipment units can occur in those zones that, as a rule, do not coincide with the calculated ones. The article proposes to carry out a risk assessment based on early diagnosis of the most damaged elements of TPP equipment. To implement this task, it is necessary to use more extensive methods of nondestructive testing of the actual stress-strain state in order to identify stress concentration zones (SCZ): the main sources of damage and modern methods of early diagnostics—acoustic emission, metal magnetic memory (MMM), and thermal control. An example of early diagnostics of developing damage from the practice of using the MMM method when monitoring the bend of a steam line is considered. It is shown that the difference in economic damage in risk assessment for TPPs with cross-links can be significant in case of damage to the steam line and damage to the boiler pipe.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
The most damaged elements of TPP equipment are heating surfaces (HS) of steam and hot water boilers, bends of steam and water bypass pipes of boilers, and bends of steam pipelines, blades, and disks of steam turbines. One of the reasons for the high damageability of these elements is the absence in wide practice of methods for early diagnosis of developing injuries.
For this purpose, flaw detection is mainly used with the search for unacceptable defects (while there are usually no scientifically substantiated standards for the size of permissible defects based on the provisions of fracture mechanics). It should especially be noted that the distribution of operating and residual stresses, which determine the reliability of technical devices, and the localization of these stresses are still not controlled in wide practice.
During the operation of TD, the main sources of metal damage are the stress concentration zones in which the processes of corrosion, fatigue, and creep occur most intensively. When assessing the resource of power equipment, it is necessary to investigate, first of all, the structural and mechanical properties of the metal in the SCZ. In this regard, it should be noted that traditional nondestructive testing (NDT) methods (ultrasonic and magnetic particle flaw detection, radiographic method) are insufficiently sensitive to the determination of defects at an early stage of their development, i.e., at the level of structural changes.
At present, the method of metal magnetic memory is becoming more and more widespread in the practice of early diagnosis of developing damage. The main purpose of this method is to detect SCZs on equipment elements and structures in the express control mode using specialized instruments and scanning devices.
Stress concentration zones are not only previously known areas where, due to design features, various conditions arise for the distribution of stresses created by an external load but also randomly located areas where large deformations occur due to the initial inhomogeneity of the metal in combination with off-design additional work loads. Surface condition control by the MMM method is carried out without metal cleaning and artificial magnetization. Residual magnetization is used, which has arisen naturally during the manufacture of products and during their operation.
The physical foundations of the MMM method are considered in [1], its capabilities in the diagnosis of boiler pipes in [2], and turbine equipment in [3]. The method for controlling the bends of boiler and steam pipes using the metal magnetic memory is described in [4].
As already mentioned, the main purpose of the MMM method is to determine the actual stress-strain state (SSS) of various equipment units and to identify the SCZ. It should be noted here that Rostekhnadzor order no. 316 of July 28, 2016, entered into force in January 2017. On its basis, amendments were made to federal norms and the “Rules for Conducting Industrial Safety Expertise” [5]. In accordance with these rules, the need to control (study) their VAT was established during the examination of technical devices.
Despite the fact that the Russian standard for monitoring the state of metal of TPP equipment [6] was prepared and put into effect in January 2019, i.e., later than the order of Rostekhnadzor no. 316, there are no clear recommendations on the need for nondestructive testing of SSS of equipment and on what methods it should be carried out in the standard.
It should be emphasized once again that, without solving the problems that currently exist when controlling the actual VAT of various technical specifications, it is impossible to ensure their reliability [7]. In addition, risk-oriented management of the technical condition of power equipment is gaining increasing development [8]. Therefore, methods for early diagnosis of developing injuries, which include the MMM method, are extremely necessary.
To determine the risks in the operation of various technical units, a mainly deterministic approach is used. The assessment of the probability of accidents is carried out on the basis of the available statistical data of damages that have accumulated over the technical unit’s past period of operation. This approach is imperfect and insufficiently objective since the risk assessment is made for a future period of time when the state of technical conditions can change significantly and fatigue damage to individual equipment units can occur (and, as a rule, do) in those zones that do not coincide with the calculated ones.
Back in 2008, GOST R 53006-2008 “Estimation of the Resource of Potentially Hazardous Objects Based on Express Methods. General Requirements.” It is the recommendations of this standard that are aimed at implementing an objective approach when assessing the resource and risks of potentially hazardous objects. The fundamental difference between this approach to resource assessment is the performance of a 100% inspection of technical specifications with the identification of all potentially dangerous stress concentration zones: sources of damage during further operation of the equipment.
Those detected in SCZ using traditional flaw detection methods (ultrasonic, radiographic, eddy current testing, etc.) unacceptable defects, as a rule, must be removed. It is proposed to perform verification calculations for strength with an estimate of the residual life in this standard for SCZs that remain in operation, taking into account the actual structural and mechanical properties of the metal, revealed during inspection in these zones.
Figure 1 shows a block diagram for determining the residual resource of equipment using express methods of nondestructive testing.

Structural diagram for determining the residual life of potentially dangerous objects.
Express methods include passive NDT methods, which use the internal energy of the metal of structures:
1. acoustic emission,
2. metal magnetic memory, and
3. thermal control.
These methods are currently the most widespread in the early diagnosis of damage to equipment and structures.
On the basis of a comprehensive diagnostic examination and a calculated expert assessment recommended by the GOST R 53006-2008 standard, it seems possible to make one of the solutions to ensure the reliability of the controlled object: repair, replacement of individual units, extension of the resource with a designated safe operation period, or decommissioning of the facility.
During experimental studies, it was found that the level of stresses in local SCZs, the sizes of which range from tens of microns to several millimeters, can significantly exceed not only the yield strength but also the ultimate strength of the metal.
The experience of examining various equipment of pipelines, structures, and rotating mechanisms using the metal magnetic memory method shows that only 5–10% of the total volume of equipment metal shows the development of damage in the SCZ after its long-term operation. However, as a rule, the places of SCZ formation and the level of metal degradation in these zones are not known in advance.
Further, a practical example of the application of the MMM method is considered when monitoring steam line bends.
Figure 2a shows a diagram of the bending control using a specialized scanning device, while Fig. 2b shows results of testing the extended bending zone by the MMM method ∅219 × 25 mm (steel 15Kh1M1F) of the steam transfer pipe of the high-pressure cylinder of the PT-60 turbine. At the time of inspection, this bend had an operating time of approximately 200 000 h. In the zone of maximum stress concentration, which is characterized by a sharp local change in the stray magnetic field—the magnetic field strength HR and its gradient dH/dx—a replica was taken from the outer surface of the bend to analyze the structure of the metal.

Results of testing the extended bending zone by the MMM method ∅219 × 25 mm (steel 15Kh1M1F). (a) Bend control execution scheme; (b) distribution of magnetic field strength (1) HR and its gradient (2) dN/dx along the length of the bend x from its outer surface; three lines correspond to three measurement channels.
Figure 3 shows the structure of the bend metal at the place of taking a replica obtained with an optical microscope with a magnification of 500 times. The pores are clearly visible, united by a developed crack between them. Such a structure with metal damage is estimated at seven on the VTI scale [9]. On this bend, it is recommended to grind the surface to remove the damaged metal layer. It should be noted that the bend can be destroyed with a high degree of probability in the overhaul period if this damaged metal zone is not identified in a timely manner and is not removed.

Metal structure in the replica zone taken from the bend surface ∅219 × 25 mm (steel 15X1M1F) obtained with a microscope (500× magnification).
The technique for assessing the stress level and the limiting state of the metal in the SCZ, identified by the MMM method from the magnetic field gradient, is presented in [10, 11].
When implementing the recommendations contained in GOST R 53006-2008, it seems possible in most cases, without performing complex verification calculations for strength, to make an expert assessment of the resource based on a comprehensive examination of the equipment and assign a safe operation period.
The development of risk assessment methods, taking into account the features and requirements for the control object that exist in the heat power industry [6], is possible using the recommendations of the specified standard for specific equipment. In this case, the risk assessment becomes more specific, since zones of potential damage and the degree of their danger for the development of accidents are identified on the basis of a 100% examination of the equipment.
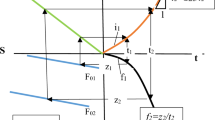
Thus, at a modern thermal power plant, damage to the boiler pipe located inside the boiler furnace leads to an emergency shutdown of this boiler with a downtime for repairs of approximately 3 days. Calculation of economic damage from emergency boiler downtime for 2–3 days is not a problem, and such a calculation method is available at most modern TPPs. If damage occurs on a steam pipeline that simultaneously connects several power boilers (TPPs with cross-links), then the calculation of economic damage when assessing the risk becomes much more complicated since damage to the steam pipeline, as a rule, causes a simultaneous emergency shutdown of several TPP boilers at once (Fig. 4). In some cases, a rupture of the steam line and the development of an accident can lead to the shutdown of the entire power plant (landing of the TPP at “0”). The economic damage in this case is an order of magnitude greater. Thus, early diagnosis of areas of potential damage to technical devices at hazardous production facilities is also of great importance in risk assessment.

Typical TPP scheme. B1–B4 are boilers; Т1–Т3 are turbines; ♦—symbolic designation of the place of damage on the inner surface of the boiler pipe (B1) that led to its emergency shutdown; ♦♦—symbolic designation of the place of damage to the steam pipeline of the TPP.
It is known [12] that the criteria for acceptable risks can be determined by the following expression:
where Pi(τ) is the likelihood of a dangerous situation i (damage, failure, accident), Ui(τ) is possible damage from each dangerous situation i, [R(τ)] is acceptable (acceptable) risk, and τ is time.
When evaluating the indicator Pi(τ), a probabilistic approach is currently used based on the statistics of damage and accidents that have already occurred. The use of methods for early diagnostics of equipment and structures, which include, for example, the MMM method, will make the risk assessment more definite.
CONCLUSIONS
(1) For early diagnostics of power equipment in order to identify places of potential damage, it is possible to use the metal magnetic memory method.
(2) Early diagnostic methods allow for the transition from a probabilistic risk assessment (based on statistics of damage to power equipment that has already occurred) to a more definite assessment.
REFERENCES
V. T. Vlasov and A. A. Dubov, Physical Bases of the Metal Magnetic Memory Method (Tisso, Moscow, 2004) [in Russian].
A. A. Dubov, Diagnostics of Boiler Pipes Using the Metal Magnetic Memory Method (Energoatomizdat, Moscow, 1995) [in Russian].
A. A. Dubov, Diagnostics of Turbine Equipment Using the Metal Magnetic Memory (Tisso, Moscow, 2009) [in Russian].
A. A. Dubov, “A technique for monitoring the bends of boiler and steam-line tubes using the magnetic memory of metal,” Therm. Eng. 48, 289–295 (2001).
Federal Norms and Rules in the Field of Industrial Safety “Rules of Examination of Industrial Safety”, Approved by Order of Rostekhnadzor No. 420 of October 20, 2020.
GOST R 58177-2018. Thermal Power Plants. Thermal-Mechanical Equipment of Thermal Power Plants. Control of Condition of Metal. Norms and Requirements.
A. A. Dubov, “Control of the stress-strain state of technical devices,” TekhNADZOR, No. 6 (127), 16–18 (2017).
I. N. Antonenko, “Risk-based approach to technical condition management of the assets in power industry,” Mire Nerazrushayushchego Kontrolya 23 (1), 18–22 (2020). https://doi.org/10.12737/1609-3178-2020-10-14
SO 153-34.17.470. Instructions on the Procedure for Inspection and Extension of the Service Life of Steam Pipelines Beyond the Park Resource (TsNTI ORGRES, Moscow, 2004).
A. A. Dubov, Al. A. Dubov, and S. M. Kolokol’nikov, The Metal Magnetic Memory Method and Control Devices: A Tutorial, 5th ed. (Tisso, Moscow, 2012) [in Russian].
A. A. Dubov, “Metrological aspects in the metal magnetic memory method,” Mir Izmer., No. 3, 42–45 (2018);
A. A. Dubov, “Metrological aspects in the metal magnetic memory method (ending),” Mir Izmer., No. 4, 41–43 (2018).
N. A. Makhutov and M. M. Gadenin, “Technogenic safety. Diagnostics and monitoring of the condition of potentially dangerous equipment and the risks of its operation,” in Federal Handbook: Informational-Analytical Publication (Tsentr Strategicheskogo Partnerstva, Moscow, 2012), Vol. 26, pp. 307–314 [in Russian].
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Dubov, A.A. Risk Monitoring Based on Early Diagnosis of Potential Damage to Power Equipment. Therm. Eng. 68, 730–734 (2021). https://doi.org/10.1134/S0040601521080024
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0040601521080024