
Abstract
In this article, thermal imprint process for replication of high-quality microstructures on the surface of polymer is investigated. Vibrations has been previously employed as an additional measure to enhance the replicability of microstructure into the pre-heated polymer. On the other hand, polymer behavior under the action of vibrations is not sufficiently studied. In this article, thermal microstructure replication is modeled and simulated by applying vibratory assisted thermal imprint to provide a better comprehension of the replication process peculiarities that would lead to improvement of the replication process itself. Different aspects of the process are analyzed: depth of imprinted pattern, pressure, traction force, residual field of plastic deformations and stresses. Numerical simulation results are verified experimentally. The results of the research shows that process assistance with vibratory excitation results in higher imprint depth compared with the specimens, imprinted under the identical process conditions without vibratory excitation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
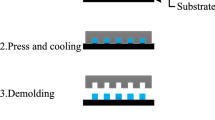
Precise microstructures are often applied in sensor, laser and optic technologies. Therefore, novel and efficient microstructure manufacturing technologies must be developed. Thermal imprint is a low-cost and effective method for replicating precise high aspect ratio microstructures (Heckele et al. 1998; Yao 2011; Koҫ and Mahabunphachai 2011; Özel and Thepsonthi 2011; Juang et al. 2002; Eusner et al. 2010). The process of thermal imprint comprises four stages: heating, imprinting, cooling, and demolding (Worgull et al. 2008; Kolew et al. 2011).
The process starts at ambient temperature. Subsequently, the master microstructure is preheated up to the polymer melting or glass transition temperature and embossed into the polymer. The imprinting pressure is applied for a particular period of time, which is required to emboss the microstructure. Finally, the master microstructure with the polymer are quenched and demolded (Giboz et al. 2007). The main shortcomings of the process are possible damages to the replicated microstructure. Throughout demolding stage, the polymer and the master microstructure are shrinking at different rates—the materials used to fabricate polymer and master microstructure are different. This induces high contact stresses between the polymer and master microstructure. Another major defect is incompletely replicated profile of master microstructure.
It has been shown that application of vibratory excitation has benefits for the replication process. Experimental molding of thermosetting and thermoplastic powders into small cylinders by the application of high-intensity 20 kHz ultrasonic energy and pressure has been demonstrated in Fairbanks (1974). However, external heating was not used during the imprint process. The process of ultrasonic hot embossing and its application to fabrication of micro thermal flow sensors has been reviewed in Schomburg et al. (2011) and Khuntontong et al. (2008). These articles provide a detailed description of technological process and machinery but the research does not conduct computational modeling and lacks deeper insight into properties of thermal imprint process. Numerical analysis was performed in Park et al. (2015) using finite element simulation to investigate the heating mechanism of the ultrasonic imprint lithography process, by joining transient structural analysis and heat transfer analysis. However, the main focus of this study was the effect of various imprinting conditions on temperature change inside the polymer substrate and other parameters were not considered. Studies have demonstrated that the application of vibratory excitation as a supplementary measure results in reduced duration of the process and imprint pressure. Moreover, vibrations stimulate the flow of molten polymer towards the master microstructure (Liu and Dung 2005; Lin and Chen 2007; Seo and Park 2012), that results in enhanced replicability. In addition, vibratory excitation is beneficial to the retraction of the master microstructure, as it reduces the contact stresses, consequently diminishing the likelihood of damaging microstructure (Mekaru et al. 2007; Peng et al. 2014). Recently, an approach of selective ultrasonic imprinting process was proposed in Jung and Park (2014). This technique provides higher flexibility in developing versatile micropatterns. Selective ultrasonic imprinting process was investigated further, by numerically investigating localized heating mechanism through structural-thermal-coupled finite element analysis, by effectively connecting transient structural and heat transfer physics (Jung et al. 2015).
Thermal imprint without assistance of vibratory excitation and vibratory devices has been modeled separately, in order to determine the behavior of the polymer throughout the process and to establish operating parameters of the actuators, that are applied in the process of thermal imprint (Narijauskaitė et al. 2013a, b; Šakalys et al. 2016). However, finite element model and experimental verification of thermal imprint, assisted by vibratory excitation, is essential, in order to provide profound perception about the modified process. Number of parameters and properties must be evaluated in mathematical models based on finite element method. Polymers are categorized into three states: glass, semi-molten, flow with respect to temperature, therefore the material model must correspond to the temperature. In non-linear viscoelastic material model parameters like Young‘s modulus, thermo-conductivity coefficient and viscosity are governed by the temperature, pressure and process time. Usually, behavior of the material is unknown at various temperatures, thus the material properties are determined experimentally or vice versa (Hung et al. 2002). Experimentally obtained polycarbonate stress relaxation curves, developed at 150 °C and at different instantaneous strain, are applied in estimation of model parameters (Lan et al. 2009).
This article is structured as follows. Modeling of thermal imprint process, materials and methods are given in Sect. 2. Results are given in Sect. 3. Finally, conclusions are given in Sect. 4.
2 Modeling of thermal imprint process, materials and methods

Computational scheme: t is time, \(P\left( t\right) \) is working pressure, \(u_{mold}(t)\) is vibratory excitation of the mold, \(T_{mold}\) is temperature of the mold, \(T_{pc}\left( t\right) \) is temperature of polycarbonate
2.1 Thermal imprint process

Thermal imprint process parameters throughout technological process: P is pressure, \(u_{mold}\) is mold displacement due to pressure and vibrations, \(u_{pc}\) is polycarbonate displacement, \(T_{mold}\) is mold temperature, \(T_{pc}\) is polycarbonate temperature, t is time, \(t_{i}\) is ith time point)
Thermal imprint process is analyzed by two aspects: without vibratory excitation and with harmonic excitation of the mold \(u_{mold}\left( t\right) \). Computational scheme of the model is presented in Fig. 1.
The process simulation involves two coupled models: thermal analysis, applying the heat transfer and mechanical analysis, using plane strain of structural mechanics. Plane strain physics and 2D model were selected after considering geometrical parameters, boundary conditions and external factors. The thickness and width of polycarbonate are 2 and 11 mm respectively.
Zero vertical direction and free horizontal direction displacements were applied to the bottom of the substrate. The bottom of the substrate is fixed throughout the whole surface in terms of vertical displacement and free to move in terms of horizontal displacement. Such boundary conditions are selected as state of art, in order to describe the polycarbonate behavior most properly. The initial temperatures of mold and polycarbonate are 293 K. Mold temperature is preheated to temperature \(T=T^{*}\) and is constant through the duration of the process. The master-slave contact type is applied in the model. The mold is considered as master and polycarbonate as slave. The model is 2-D, therefore contact boundary conditions are defined in couples of contact edges.
Polycarbonate behavior during the modeling was analyzed by imprinting rectangular pattern. Thus, the aim is to demonstrate the zones of plastic deformations and their distribution in polycarbonate with and without vibratory assistance to the process of thermal imprint.
Figure 2 describes the scheme of analyzed thermal imprint transitional process, which is implemented in finite element model. Following time points are discussed:
-
\(t_{0}\): start of the process.
-
\(t_{c}\): initiation of the contact between the master mold and polycarbonate.
-
\(t_{1}\): the imprint pressure is achieved.
-
\(t_{2}\): vibratory excitation is turned on.
-
\(t_{3}\): vibratory excitation is turned off.
-
\(t_{4}\): master mold is retracted.
-
\(t_{end}\): the end of the process.
The pressure is described as:
where b is parameter, \(P^{*}\) is working pressure. Also, harmonic excitation of the mold is described as:
where \(u_{mold}^{*}\) is the amplitude of harmonic excitation, \(\omega \) is the angular frequency.
Temperature of the mold all the time in all contact points is \(T_{mold}=T^{*}\). Starting at time \(t=0\) up to \(t_{c}\) (the beginning of the contact between mold and polycarbonate) the \(P\left( t\right) \) increases linearly. After \(t_{c}\) polycarbonate is preheated until \(t_{1}\), when it achieves temperature \(T^{*}\). Pressure is maintained constant from the onset of the imprint phase \(t_{1}\) to \(t_{2}\)—the mold is imprinted into polycarbonate. Vibratory excitation is applied from \(t_{2}\) to \(t_{3}\)—the displacement of the mold turns into harmonic. During time interval \(t_{2}\) to \(t_{3}\) vibratory excitation is switched on, the mold is not in constant contact with the polycarbonate, therefore micro temperature fluctuations take place. Demolding takes place from \(t_{3}\) to \(t_{4}\), the mold is retracted, thus finishing the imprint process. Time interval from \(t_{4}\) to \(t_{end}\) describes the quenching and recovering of polycarbonate.
2.2 Material properties
Mold is made of nickel and is assumed to be isotropic and elastic. Material properties of nickel—material heat capacity is 445 J/(kg K), elastic modulus is 200 GPa, thermal conductivity is 90.9 W/(mK), Poisson’s ratio is 0.31, and density is \(8.908\times 10^{3}\) kg/m3. Polycarbonate is used as a material for substrate; it is amorphous polymer with a glass transition temperature of approximately 423 K.
While density of polycarbonate is constant and equal to \(8.908\times 10^{3}\) kg/m3, other parameters are not. The set of plots describing the parameters of the polycarbonate with respect to temperature, are given in Fig. 3.
Simulation of thermal imprint process with coupled time-dependent thermo-mechanical analysis includes heat transfer, structural mechanics, and thermo-mechanical contact analysis. Following material parameters are taken into account: thermal conductivity (k), density (\(\rho \)), heat capacity (\(c_{p}\)), Young’s modulus (E), Poisson’s ratio (\(\nu \)), and thermal expansion coefficient (\(\alpha \)), which is defined as a function of temperature.
Mechanical properties and material behavior of the formable material during the process of thermal imprint are extremely important when optimal process conditions for the replication of defect-free microstructures are determined. An accurate determination of critical material parameters (below or above \(T_{g}\)) is considered as a fundamental requirement for the numerical simulation. Elastic–plastic materials are employed to describe the deformation under high stress.

The set of plots describing the parameters of the polycarbonate with respect to temperature. Material heat capacity is given in a, elastic modulus is given in b, thermal conductivity is given in c, and Poisson’s ratio is given in d
2.3 Finite element model
A completely coupled thermo-mechanical finite element simulation of thermal imprint process is developed. The time-dependent thermal constitutive model is implemented. Model inputs are: material properties, temperature, pressure of mold, vibrational frequency, amplitude and duration of each process step. Model outputs are temperature and displacement characteristics of deformable body with respect to time and their distribution throughout the stages of stamping process.
Finite element analysis, related to temperature coupled thermal transport modeling for dynamics of thermo-mechanical contact interaction, is proposed. Heat is released during the solid state phase transformations, consequently influencing the thermal field. Both mechanical and thermal properties vary with respect to temperature and deformation.
From the constitutive, balance, and transport laws, the field equations can be derived from temperature T, displacement \(u_{pc}\) and Navier’s equations:
Heat transfer plays a critical role in the imprint process. The mathematical model for heat transfer through conduction is expressed by the heat equation:
In the above equations \(u_{pc}\) is the substrate displacement vector, \(\epsilon \) is total strain tensor, T is temperature, G is shear modulus, K is rock’s bulk modulus, \(\alpha \) is thermal expansion coefficient, k is thermal conductivity, \(\rho \) is density, \(c_{p}\) is heat capacity. The heat transfer is calculated separately because stress, as a result of temperature field, does not alter significantly.
The polycarbonate imprint is defined by the matrix state equation:
where M is mass matrix, C is damping matrix, K is stiffness matrix and vector \(\left\{ F\right\} \) defines the contact force:
where \(P_{cont}(\dot{u}{}_{pc}^{i},u{}_{pc}^{i},t)\) is a vector of nonlinear interaction in the contact pair:
where \(u_{mold}^{i}\) and \(\dot{u}{}_{mold}^{i}\) is vertical displacement and velocity of mold at time t, \(u_{pc}^{i}\) and \(\dot{u}{}_{pc}^{i}\) is vertical displacement and velocity of polycarbonate at time t, \(k_{cont}\) and \(c_{cont}\) is stiffness and damping coefficients of the coupling element, respectively, where i is indexes denotes edges nodes, which are in contact.
The contact model is introduced into the finite element model of the thermal imprint process and describes contact forces acting on the points located on the tip edge of the polycarbonate specimen. The friction coefficient between the mold and polycarbonate is selected according to the literature—it is a temperature dependent coefficient (Pouzada et al. 2006).
The process of thermal imprint is modeled by altering the interval of imprint (10 and 20 s) and character of imprint (constant imprint and imprint with kinematic excitation of the mold). The amplitude of the vibrations is 1 μm and the frequency is 600 Hz. The stationary polycarbonate process of temperature is not steady at the imprint time of 10 s—it becomes steady at time of 20 s.
2.4 Experimental verification

The image of vibroactive device (a) and its scheme (b). Vibroactive device comprises stainless steel ring (1), five piezoceramic rings (2), heating element (3), front mass (4) and polycarbonate (5)
Experiments of vibratory assisted thermal imprint were performed, in order to verify the model. Vibroactive device (Fig. 4a, b) is applied in the experimental research. Vibroactive device comprises stainless steel ring (1), five piezoceramic rings (2), heating element (3), front mass (4).
The procedure of thermal imprint starts at ambient temperature, subsequently the pattern is preheated to the polymer melting temperature and imprinted into the substrate. The imprint pressure is applied for a period of 10 and 20 s, afterwards vibrations are applied for 0.05 s. Eventually, the mold and the polymer are quenched and demolding takes place. Experimental data is provided in Table 1.
3 Results

Imprint process. Displacement of mold is shown as green solid line and displacement of polycarbonate as blue solid line. Plots with imprint duration \(t_{2}=10\;\text {s}\) without vibratory excitation is given in a and with vibratory excitation in b, c. Plots with imprint duration \(t_{2}=20\;\text {s}\) without vibratory excitation is given in d and with vibratory excitation in e, f

The dependency between mold pressure and polycarbonate with respect to time. Plots with imprint duration \(t_{2}=10\;\text {s}\) without vibratory excitation is given in a and with vibratory excitation in b, c. Plot with imprint duration \(t_{2}=20\;\text {s}\) without vibratory excitation is given in d and with vibratory excitation in e, f

The dependency between temperature and time. Plot with imprint duration \(t_{2}=10\;\text {s}\) without vibratory excitation is given in a and with vibratory excitation in b, c. Plot with imprint duration \(t_{2}=20\;\text {s}\) without vibratory excitation is given in d and with vibratory excitation in e, f

Von Misses stress field on the polycarbonate surface after thermal imprint (30 s from the start of the process). Plots without vibratory excitation with imprint duration \(t_{2}=10\;\text {s}\) and \(t_{2}=20\;\text {s}\) are given in a, b respectively. Plots with vibratory excitation with imprint duration \(t_{2}=10\;\text {s}\) and \(t_{2}=20\;\text {s}\) are given in a, b respectively. Vertical axis represents the height and horizontal axis the length of polycarbonate

The change of plastic deformations in vertical cross-section at the point of the symmetry axis of the model (30 s from the start of the process). Plots without vibratory excitation with imprint duration \(t_{2}=10\;\text {s}\) and \(t_{2}=20\;\text {s}\) are marked as green dashed and yellow solid lines respectively. Plots with vibratory excitation with imprint duration \(t_{2}=10\;\text {s}\) and \(t_{2}=20\;\text {s}\) are marked as dotted red and dashed-dotted blue lines respectively (color figure online)
3.1 Modeling results
The displacement of the mold and recovering of the polymer after the mold retraction are given Fig. 5. Thermal imprint (duration—10 s) without vibratory excitation, results in 1.3 μm residual depth of the imprinted rectangular pattern (Fig. 5a).
Figure 5b presents thermal imprint (duration—10 s) with vibratory excitation (duration—0.05 s). The application of vibratory excitation results in 1.75 μm residual depth of the imprinted rectangular pattern. The application of vibratory excitation results in increased profile depth (by 0.45 μm) under the same process duration.
Figure 5d describes thermal imprint of 20 s duration without vibratory excitation. After the retraction of the mold, the depth of imprinted rectangular pattern remains 5.4 μm. The increase in process duration by leads to the higher profile depth (by 4.1 μm), when the process without vibratory excitation is observed.
Largest residual profile depth is observed when thermal imprint of 20 s duration with assistance of vibratory excitation is performed (Fig. 5c). In this case the profile depth is 5.9 μm or by 0.5 μm larger when compared to the process without vibratory excitation, but of the same duration.
Results demonstrate that application of vibratory excitation increases the depth of the imprinted profile by 0.45 and 0.5 μm when process duration is 10 and 20 s respectively. Subsequently, the dependency between pressure and traction force with respect to time is analyzed. Pressure dependency against time plots (Fig. 6a, d) demonstrate that pressure is almost stabilized after the imprint duration of 10 s—here the value of 5.1 atm is observed. The increase of process duration by 10 s leads to the raise of pressure by 0.1 atm (up to 5.2 atm), therefore it can be stated that the process becomes stationary after 10 s. However, the traction force after the process of 10 s duration (Fig. 6b) is almost 10 times higher (5.1 atm), when compared to that obtained after 20 s (0.52 atm) (Fig. 6e). This can be explained by dissimilar temperature field of the polycarbonate at different durations of the process.
Figure 7 demonstrates the amount of temperature dependency with respect to time. It is obvious from Fig. 7b that process is not stable yet, since the application of vibratory excitation results in slight increase in the amount of temperature. However, after 20 s the process is already stabilized, here the application of vibratory excitation does not lead to any significant growth in the amount of temperature.
Figure 8 represents the residual Von Misses stress fields after the thermal process. Application of vibratory excitation (Fig. 8c, d) results in concentration of Von Misses stress in the upper layer of the polycarbonate. Moreover, the highest values of Von Misses stresses in these areas are 4 and 3.5 Pa, when imprint time is 10 and 20 s respectively. However, specimens replicated without vibratory excitation are characterized by varying values of Von Misses stresses along the upper layer of polycarbonate.
Figure 9 demonstrates the distribution of plastic deformations in cross-section of the polycarbonate specimen after the termination of the technological process (30 s from the start of the process). Dotted red line and dashed-dotted blue line in Fig. 9 indicate that application of vibratory excitation induces non-linear distribution of plastic deformations in the cross-section of polycarbonate. The linearity of plastic deformations is maintained in the zone of 0.2 μm from the upper surface of polycarbonate specimen—here the values of plastic deformations are the highest. Such uniform zone in terms of deformed body is very significant when replicating high-quality microstructures.

3D and profile topology images of the specimen replicated under the duration of 10.05 s without vibratory excitation and with vibratory excitation are given in images a, b respectively. 3D and profile topology images of the specimen replicated under the duration of 20.05 s without vibratory excitation and with vibratory excitation are given in c, d respectively
3.2 Experimental results
Atomic force microscope (AFM) was employed for analyzing specimens retrieved after performing thermal imprint experiments. We focused on the profile depth of the edge region of the replicated rectangular pattern.
3D and profile topology of the specimen, which was replicated under the imprint process duration of 10 s and without assistance of vibratory excitation, are demonstrated in Fig. 10a. AFM images demonstrate that profile depth of replicated pattern after the process of thermal imprint is 1.2 μm, simulated profile depth, obtained under the same process conditions is 1.3 μm.
Figure 10b demonstrates that application of vibratory excitation results in increase of the profile depth to 1.7 μm or by 0.5 μm, when compared to the specimen, replicated without vibratory excitation. Numerically obtained depth value of the specimen, which is replicated under the analogous process conditions is 1.75 μm. The inadequacy between the experimental and numerical results is 2.9%. Moreover, Fig. 10b demonstrates that land region is less raised up than that of Fig. 10a, what proves that assistance with vibratory excitations results in decreased adhesion between the pattern and substrate. Vibratory excitation reduces surface stresses not only on the edge of region but also in the center.
Figure 10c illustrates 3D and profile topology of the specimen replicated under the imprint process duration of 20 s excluding the assistance of vibratory excitation. AFM images revealed that profile depth of replicated pattern after the process of thermal imprint is 5.1 μm, while the simulated profile depth, obtained under the same process conditions is 5.4 μm. The difference between experimental and numerical values is 5.9%.
Finally, the experimental investigation of the specimen, which is replicated applying the imprint duration of 20.05 s including vibratory excitation (Fig. 10d), is performed. The results show, that application of vibratory excitation leads to increase in the profile depth by 0.5 μm (profile depth is 5.6 μm), when compared to the specimen, replicated without vibratory excitation. Numerically obtained depth value of the specimen, which is replicated under the analogous conditions of the process is 5.9 μm. The inadequacy between the experimental and numerical results is 5.4%. Average inadequacy between experimental and analytic results is 5.6%.
4 Conclusions
Modeling and simulation of vibratory assisted thermal imprint with experimental verification was performed in this article. Simulation results demonstrate that application of vibratory excitation allows obtaining imprint profile of higher depth than it would be without assistance of vibratory excitation. Increase in the profile depth of 0.45 and 0.5 μm was observed, when process duration is 10 and 20 s respectively.
The finite element model was verified experimentally. The profile depth value of 1.2 μm was obtained when the process (of 10 s duration) without vibratory excitation was performed. The application of vibratory excitation under the same process duration results in increase in profile depth of 1.7 μm. The profile depth value of 5.1 μm was obtained when the process (of 20 s duration) without vibratory excitation was performed. The application of vibratory excitation under the same process duration results in increase of profile depth of 5.6 μm. The modeling and experimental results correspond adequately, since the difference does not exceed the 9%. The differences between experimental and numerically obtained profile depths are within acceptable boundaries.
Moreover, it was determined that application of vibratory excitation at any process duration results in concentration and uniformity of plastic deformations and residual Von Misses stresses in the upper surface of the polycarbonate. Imprint process assistance by applying vibratory induces non-linear distribution of plastic deformations in the cross-section of polycarbonate. The linearity of plastic deformations is observed 0.2 μm from the upper surface of polycarbonate specimen. This uniform zone in terms of deformed body is very significant when replicating high-quality microstructures.
The results obtained in the research are very important to the development of the replication process. This research establishes a valuable basis for extending the limits of the replication process and determining ideal conditions of the process, that are essential for the replication of microstructures with high precision.
References
Eusner T, Hale M, Hardt DE (2010) Process robustness of hot embossing microfluidic devices. J Manuf Sci Eng 132(3):030920–030928. https://doi.org/10.1115/1.4001421
Fairbanks H (1974) Applying ultrasonics to the moulding of plastic powders. Ultrasonics 12(1):22–24. https://doi.org/10.1016/0041-624X(74)90082-1. http://www.sciencedirect.com/science/article/pii/0041624X74900821
Giboz J, Copponnex T, Mélé P (2007) Microinjection molding of thermoplastic polymers: a review. J Micromech Microeng 17(6):R96. http://stacks.iop.org/0960-1317/17/i=6/a=R02
Heckele M, Bacher W, Müller KD (1998) Hot embossing—the molding technique for plastic microstructures. Microsystem Technologies 4(3):122–124. 10.1007/s005420050112, URL https://doi.org/10.1007/s005420050112
Hung C, Chen RH, Lin CR (2002) The characterisation and finite-element analysis of a polymer under hot pressing. Int J Adv Manuf Technol 20(3):230–235. https://doi.org/10.1007/s001700200146
Juang YJ, Lee LJ, Koelling KW (2002) Hot embossing in microfabrication. Part II: rheological characterization and process analysis. Polym Eng Sci 42(3):551–566. https://doi.org/10.1002/pen.10971
Jung W, Lee HJ, Park K (2015) Investigation of localized heating characteristics in selective ultrasonic imprinting. Int J Precis Eng Manuf 16(9):1999–2004. https://doi.org/10.1007/s12541-015-0260-5
Jung W, Park K (2014) Selective ultrasonic imprinting for micropattern replication on predefined area. Ultrasonics 54(6):1495–1503. https://doi.org/10.1016/j.ultras.2014.04.015. URL http://www.sciencedirect.com/science/article/pii/S0041624X14001061
Khuntontong P, Blaser T, Schomburg WK (2008) Ultrasonic micro hot embossing of polymers exemplified by a micro thermal flow sensor. In: 2nd European conference & exhibition on integration issues of miniaturized systems—MOMS. MOEMS, ICS and Electronic Components. Barcelona, Spain, pp 1–8. https://ieeexplore.ieee.org/document/5760536/
Kolew A, Münch D, Sikora K, Worgull M (2011) Hot embossing of micro and sub-micro structured inserts for polymer replication. Microsyst Technol 17(4):609–618. https://doi.org/10.1007/s00542-010-1182-x
Koҫ M, Mahabunphachai S (2011) Micro-forming. Wiley, New York, pp 275–299. https://doi.org/10.1002/9781118010570.ch9
Lan S, Lee H, Lee S, Ni J, Lai X, Lee H, Song J, Lee M (2009) Experimental and numerical study on the viscoelastic property of polycarbonate near glass transition temperature for micro thermal imprint process. Mater Des 30(9):3879–3884. https://doi.org/10.1016/j.matdes.2009.03.045
Lin CH, Chen R (2007) Effects of mold geometries and imprinted polymer resist thickness on ultrasonic nanoimprint lithography. J Micromech Microeng 17(7):1220. http://stacks.iop.org/0960-1317/17/i=7/a=002
Liu SJ, Dung YT (2005) Hot embossing precise structure onto plastic plates by ultrasonic vibration. Polym Eng Sci 45(7):915–925. https://doi.org/10.1002/pen.20357
Mekaru H, Nakamura O, Maruyama O, Maeda R, Hattori T (2007) Development of precision transfer technology of atmospheric hot embossing by ultrasonic vibration. Microsyst Technol 13(3):385–391. https://doi.org/10.1007/s00542-006-0203-2
Narijauskaitė B, Palevičius A, Gaidys R, Janušas G, Šakalys R (2013a) Polycarbonate as an elasto-plastic material model for simulation of the microstructure hot imprint process. Sensors 13(9):11229–11242. https://doi.org/10.3390/s130911229. http://www.mdpi.com/1424-8220/13/9/11229
Narijauskaitė B, Palevičius A, Janušas G, Šakalys R (2013b) Numerical investigation of dynamical properties of vibroactive pad during hot imprint process. J Vibroeng 15(4):1983–1990
Özel T, Thepsonthi T (2011) Mechanical micro-machining. Wiley, New York, pp 235–274. https://doi.org/10.1002/9781118010570.ch8
Park JH, Lee KY, Park K (2015) Coupled numerical analysis to investigate the heating mechanism of ultrasonic imprint lithography. Ultrasonics 60:96–102. https://doi.org/10.1016/j.ultras.2015.02.017. URL http://www.sciencedirect.com/science/article/pii/S0041624X15000505
Peng L, Deng Y, Yi P, Lai X (2014) Micro hot embossing of thermoplastic polymers: a review. J Micromech Microeng 24(1):013001. http://stacks.iop.org/0960-1317/24/i=1/a=013001
Pouzada AS, Ferreira EC, Pontes AJ (2006) Friction properties of moulding thermoplastics. Polym Test 25(8):10171023. https://doi.org/10.1016/j.polymertesting.2006.06.009. http://hdl.handle.net/1822/8040
Šakalys R, Janušas G, Palevičius A, Čekas E, Jūrėnas V, Sodah A (2016) Microstructures replication using high frequency excitation. Microsyst Technol 22(7):1831–1843. https://doi.org/10.1007/s00542-016-2858-7
Schomburg WK, Burlage K, Gerhardy C (2011) Ultrasonic hot embossing. Micromachines 2(2):157–166. https://doi.org/10.3390/mi2020157. http://www.mdpi.com/2072-666X/2/2/157
Seo YS, Park K (2012) Direct patterning of micro-features on a polymer substrate using ultrasonic vibration. Microsyst Technol 18(12):2053–2061. https://doi.org/10.1007/s00542-012-1524-y
Worgull M, Hétu JF, Kabanemi KK, Heckele M (2008) Hot embossing of microstructures: characterization of friction during demolding. Microsyst Technol 14(6):767–773. https://doi.org/10.1007/s00542-007-0492-0
Yao D (2011) Polymer micro-molding/forming processes. Wiley, New York, pp 197–233. https://doi.org/10.1002/9781118010570.ch7
Funding
This research was funded by the Grant no. S-MIP-17-102 from the Research Council of Lithuania.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sodah, A., Gaidys, R., Narijauskaitė, B. et al. Analysis of microstructure replication using vibratory assisted thermal imprint process. Microsyst Technol 25, 477–486 (2019). https://doi.org/10.1007/s00542-018-3976-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-018-3976-1