
Abstract
Today, hot embossing and injection molding belong to the established plastic molding processes in microengineering. Based on experimental findings, a variety of microstructures have been replicated so far using the above processes. However, with increasing requirements regarding the embossing surface and the simultaneous decrease of the structure size down into the nanorange, increasing know––how is needed to adapt hot embossing to industrial standards. To reach this objective, a German–Canadian cooperation project has been launched to study hot embossing theoretically by a process simulation and experimentally. The present publication shall report about an important aspect––the determination of friction during the demolding of microstructures.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
For the first time and independently of (Gale et al. 1978), embossing technology for replicating microstructures was applied by the Institute for Microstructure Technology of Forschungszentrum Karlsruhe in the early 1990s as part of the LIGA process (Michel et al. 1993). In the course of further development, hot embossing has advanced to an independent process used apart from injection molding, injection embossing, and thermoforming. All processes mentioned have specific advantages. Consequently, they hardly compete with, but complement each other, thus covering a wide spectrum of replicated microstructures (Hanemann et al. 2000; Heckele and Schomburg 2004; Heckele et al. 1997; Benzler et al. 1999; Truckenmüller 2002). Process selection above all depends on the geometry of the microstructures and the surface to be patterned.
2 Hot embossing
2.1 Process steps
The hot embossing process is divided into four major steps:
-
1.
Heating of the semi-finished product to molding temperature.
-
2.
Isothermal molding by embossing (displacement-controlled and force-controlled).
-
3.
Cooling of the molded part to demolding temperature, with the force being maintained.
-
4.
Demolding of the component by opening the tool.
One-sided embossing is represented schematically in Fig. 1.

The hot embossing process: heating, molding, and demolding are the characteristic process steps. The hot embossing process is characterized by a residual layer that allows for an easy handling of the molded part
Between the tool and substrate, a semi-finished product, i.e. a polymer foil, is positioned. Thickness of the foil exceeds the structural height of the tool. The surface area of the foil covers the structured part of the tool. The tool and substrate are heated to the polymer molding temperature under vacuum. When the constant molding temperature is reached, embossing starts. At a constant embossing rate (in the order of 1 mm/min), tool and substrate are moved towards each other until the pre-set maximum embossing force is reached. Then, relative movement between the tool and substrate is controlled by the embossing force. The force is kept constant for an additional period (packing time, holding time), the plastic material flows under constant force (packing pressure). At the same time, tool and substrate move further towards each other, while the thickness of the residual layer decreases with packing time. During this molding process, temperature remains constant. This isothermal embossing under vacuum is required to completely fill the cavities of the tool. Air inclusions or cooling during mold filling already may result in an incomplete molding of the microstructures, in particular at high aspect ratios. Upon the expiry of the packing time, cooling of the tool and substrate starts, while the embossing force is maintained. Cooling is continued until the temperature of the molded part drops below the glass transition temperature or melting point of the plastic. When the demolding temperature of the polymer is reached, the molded part is demolded from the tool by the opening movement, i.e. the relative movement between tool and substrate. Demolding only works in connection with an increased adhesion of the molded part to the substrate plate. Due to this adhesion, the demolding movement is transferred homogeneously and vertically to the molded part. Demolding is the most critical process step of hot embossing. Depending on the process parameters selected and the quality of the tool, demolding forces may vary by several factors. In extreme cases, demolding is no longer possible or the structures are destroyed during demolding. Apart from the one-sided molding described above, the process is also used for double-sided positioned embossing. The principle of the process remains the same. Instead of the substrate, however, another tool is applied. To demold the molded part from one of both tool halves, special demolding mechanisms, such as ejector pins or pressurized-air demolding, are used. For a better understanding, the schematic representation of embossing in Fig. 1 is limited to the major process steps. Depending on the tool and polymer, the process and process parameters have to be adapted accordingly.
3 Analyzing the hot embossing process
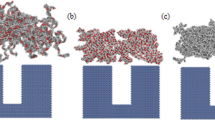
Hot embossing may be analyzed theoretically by means of a process simulation. Today, FEM simulation tools are state of the art in plastic molding. However, no simulation tool exists that satisfactorily reproduces the entire process chain of hot embossing. Complete FEM modeling of a typical LIGA mold insert using PC-based FEM systems is not yet possible due to the excessively high computational resources required to perform such an analysis. Flow behavior of polymers during embossing has already been studied for a simple microstructure (Juang et al. 2002a, b). However, not only the individual free-standing microstructure is of interest, but also the structural field, the type of arrangement of the individual microstructures. Modeling of structural fields allows statements to be made with respect to the arrangement and mutual influence of individual structures and, thus, a tool can be designed well in advance (Worgull 2007; Worgull and Heckele 2004; Worgull et al. 2004).
The joint project covered here is aimed at analyzing the individual process steps of hot embossing, understanding related effects, and deriving improvement potentials from the findings obtained for simply structured tools. Theoretical and practical analyses focus on the demolding process, as the risk of destroying microstructures is highest during this process step. Based on simulation models, parameter studies are performed, from which conclusions are drawn with respect to optimized process parameters, above all to reduce demolding forces.
4 Measurement of friction behavior
The problem of demolding microstructures gains importance with increasing size of the embossing surface and smaller structures. A central task of the project described here therefore is the development of a measurement method, by means of which static and dynamic friction can be determined during demolding under typical hot embossing conditions. Static and dynamic friction forces in microstructured tools, however, can only be measured as the sum of demolding forces. Detailed analysis fails, as it is impossible to determine normal forces acting on the individual side walls of the structured tool, which largely depend on the shrinkage of the component and, thus, on a multitude of process parameters and influencing factors. Moreover, force measurement systems of high spatial resolution, which might be integrated in the microstructured tool, are lacking. For this reason, static and dynamic friction forces were measured using a macroscopic measurement system. The approach to determining friction coefficients according to DIN/ISO is not suited, as the boundary conditions defined in these standards do not reflect those of the hot embossing process. Within the framework of the project described here, a measurement process has been developed, which includes an embossing process prior to the measurement of static and dynamic friction forces. Apart from the surface roughness of the specimen and the defined adjustable normal force, the influence of the process parameters of hot embossing, i.e. embossing pressure, embossing temperature, demolding temperature, and demolding rate, on the demolding force is considered.
As far as the material and surface roughness are concerned, the specimens used represent typical values of microstructured tools. Both surface roughnesses of tools produced by electroplating and of tools manufactured by micromechanical processes are considered. The advantage of this measurement method is that the history of the plastic, namely, the embossing process, is taken into account. Furthermore, the individual parameters influencing the demolding force can be assessed systematically.
4.1 The measurement system
4.1.1 Components of the measurement system
The measurement system may be integrated in any tensile testing machine. The embossing force and tension movement required for friction measurement are applied via the tensile testing machine. The embossing force is transmitted from the tensile testing machine to a wedge-shaped clip and further to two movable slides with die inserts. Between them, a metal specimen is located that is connected with the tensile testing machine via a spring system. The normal force between the metal specimen and polymer required for measurement is applied by a spring system independently of the tensile testing machine. To control the normal force and embossing force, both slides are equipped with a force transducer each. To reach the embossing temperature required, heating elements are installed in the slides (Figs. 2, 3).

Test arrangement as part of a tensile testing machine

Test arrangement to determine adhesion and friction under typical hot embossing conditions. This test arrangement can be used in a tensile testing machine. The advantage of the arrangement is an integrated molding cycle before the measurement of friction is started
4.2 Functioning
At the beginning of the experiment, a thin polymer foil is positioned between test metal specimen and the slides each. This foil is fixed by the slides. The die surface is provided with undercuts, such the polymer is fixed after embossing and a relative movement between specimen and polymer is possible only. Embossing is started by the tensile testing machine being loaded by pressure. The force is transmitted to the metal specimen and the polymer platelets via both wedge-shaped clips. With increasing temperature of the dies, polymer and specimen are heated far above the glass transition temperature of the polymer. Embossing takes place. As the plastic flows during embossing, the force has to be readjusted. After embossing, the specimen and polymer are cooled down to demolding temperature and measurement of the friction forces is started. The embossing force is reduced by reducing the pressure forces until a defined normal force can be applied by the spring system of the slides.
Friction forces are measured by a velocity-controlled tensile test. Velocity corresponds to the typical demolding rates of the hot embossing process. Construction of the measurement system allows for a displacement of about 1–2 mm, before tensile forces are determined as a measure of friction forces. In this way, it is ensured that the system is in a stationary state and that the break-away force is determined at constant tensile velocity.
4.3 Typical measurement curves and information derived from them
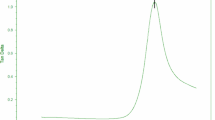
Two characteristic measurement curves of the high number of measurements are shown in Fig. 4. Breaking away of the structures at the beginning of demolding is of decisive importance to demolding the microstructures, as the highest forces are encountered at this moment. This point is characterized by static friction. In contrast to dynamic friction, static friction is defined clearly by the peak of the measurement curve. After the plastic has broken away from the tool, further demolding is characterized by sliding along the vertical side walls. Dynamic friction is reflected by the stick-slip effect, as evident from Fig. 4. The results obtained in the form of static and dynamic friction coefficients are used for modeling hot embossing.

Friction force measured between the molded polymer and a brass and a copper surface. Due to the integrated molding cycle, static and dynamic friction forces can be measured under typical demolding conditions. With the measurement arrangement, friction coefficients can be calculated for different material combinations
Based on the friction forces measured, static and dynamic friction coefficients are determined assuming Coulomb’s friction
- F RH :
-
static friction force measured
- F RG :
-
mean dynamic friction force measured
- F A :
-
normal force between tool and polymer
5 Influence on the friction behavior
To obtain information about the friction behavior, systematic measurements of friction have been carried out, with the following aspects being considered:
-
surface roughness (20 and 200 nm),
-
molding temperature (110°C up to 170°C),
-
tensile velocity (1 or 5 mm/min),
-
molding force (1–3 kN), and
-
use of release agent
The influence of the parameters and factors mentioned above on the friction behavior shall be outlined. The experiments are carried out under the following boundary conditions:
-
material: PMMA Lucryl G77Q11,
-
surface, polished or smoothed,
-
molding area 2 × 25 mm², and
-
sliding distance between 3 and 5 mm,
5.1 Surface roughness
To determine the influence of surface quality on the friction behavior, three specimens with surfaces typical of microstructured tools have been fabricated.
-
Ground surface––grinding direction corresponds to the direction of tension, surface roughness 200 nm.
-
Ground surface––grinding direction is vertical to tension, surface roughness 200 nm.
-
Polished surface, surface roughness 22 nm.
Figures 5–7 show the typical friction forces measured for each surface quality.

Measurement of typical static and dynamic friction forces. Surface roughness is oriented in the direction of tensile velocity. Roughness 200 nm

Typical static and dynamic friction forces. The orientation of surface roughness is perpendicular to the direction of tensile velocity. Roughness 200 nm

Measurement of typical static and dynamic friction forces. The surface is polished, roughness is 20 nm
All three surfaces are characterized by a pronounced stick-slip effect in the dynamic friction range. For the surface ground transverse to tension, the stick–slip effect is superimposed by noise.
To evaluate the influence of surface quality on friction forces, friction coefficients of a ground specimen with a roughness of 200 nm are compared with those of a polished specimen of 20 nm roughness. It is obvious from Fig. 8 that the static friction coefficients of the polished specimen are only slightly (about 9%) below those of the ground specimen on the average. In contrast to this, the mean dynamic friction coefficient of the polished specimen exceeds that of the ground specimen by about 57%, i.e. significantly.

Influence of surface roughness on the static and dynamic friction coefficients
5.2 Influence of molding temperature
To analyze the influence of the molding temperature on the friction behavior, the former was varied between 110 and 170°C. The embossing force, tensile velocity, and demolding temperature were kept constant. Figure 9 shows the influence of the variable molding temperature on the friction behavior. It is evident that the static friction coefficient increases significantly with temperature. As compared to a molding temperature of 110°C, the mean static friction coefficient at a molding temperature of 170°C increases from 0.86 to 2.13, corresponding to about 247%. In contrast to this, the dynamic friction coefficient does not vary significantly as a function of the molding temperature.

Influence of the molding temperature on the static and dynamic friction coefficients. With increasing molding temperature, the mean static friction coefficients increase
5.3 Influence of molding force
The influence of molding force on static and dynamic friction was studied systematically with the molding force being varied in the range from 1 to 3 kN, corresponding to a mean molding pressure of 2.5–7.5 N/mm2. It is obvious from Fig. 10 that the mean static friction coefficient decreases significantly with increasing molding pressure. Compared to a molding pressure of 2.5 N/mm2, the mean static friction coefficient at a molding pressure of 7.5 N/mm2 is reduced by 39%. Dynamic friction is not influenced significantly by the variation of molding force. The results are in the range of the measurement uncertainties.

Influence of molding force on the static and dynamic friction coefficients. With increasing molding pressure, static friction between tool and molded part is reduced
5.4 Influence of tensile velocity
Influence of the demolding rate is reflected by tensile velocity in the measurement arrangement used. Friction forces were determined at velocities of 1 and 5 mm/min. Due to the relatively high tensile velocity, no unambiguous static friction force could be determined. The forces measured, however, were far below those obtained at a velocity of 1 mm/min (Fig. 11).

Influence of the demolding rate (tensile velocity) on the static and dynamic friction coefficients. No clear static friction is determined. The mean dynamic friction coefficient decreases with increasing tensile velocity due to the less pronounced stick-slip effect
Mean dynamic friction decreases slightly with increasing tensile velocity, as the stick–slip effect is less pronounced.
5.5 Influence of the release agent
Finally, the influence of a release agent used in hot embossing was analyzed (Fig. 12). Comparison with a reference experiment revealed a significant decrease in the static friction coefficient by about 30%. Due to the release agent, the stick–slip effect was less pronounced, such that scattering of the dynamic friction coefficients was reduced. The mean dynamic friction coefficient remained nearly unchanged.

Influence of the release agent on the static and dynamic friction coefficients. The use of a release agent reduces static friction by 30% in the present case
5.6 Discussion of the results
Demolding is determined by static friction between the tool and polymer, which is also referred to as break-away force and responsible for potential damage of microstructures during demolding.
Therefore, it is focused on influencing static friction. It was demonstrated by the experiments that static friction can be influenced considerably by the process parameters chosen. In contrast to this, dynamic friction was not found to be influenced significantly within the range of measurement accuracy.
Major parameters to reduce the break-away forces are the molding temperature, molding force, and the use of release agents.
The molding temperature influences static friction in particular by the viscosity of the plastic. Due to the higher molding temperature, the plastic fills the micro roughnesses much better, which results in improved interlocking. This interlocking is reflected by increased demolding forces.
An increase in the molding force or the resulting surface pressure leads to a reduction of static friction. This may be due to a reduction of the shrinkage of the plastic by the higher holding pressure during cooling from molding temperature to demolding temperature.
Reduction of the static friction coefficient by the use of a release agent may possibly be due to the formation of a lubricating film that improves sliding. Within the framework of the experiments, a reduction of the stick–slip effect was observed. The reduced static friction may be attributed to the filling of micro roughnesses with the release agent. As a result, sticking of the plastic to the roughnesses of the tool surface can be reduced.
6 Conclusions
To meet future requirements in terms of an increasing embossing surface area and a simultaneously decreasing structure size, a German–Canadian cooperation project was initiated between Forschungszentrum Karlsruhe (FZK) and the National Research Council Canada (NRC) to systematically analyze the hot embossing process for the replication of microstructures. Using selected microstructured tools, the process was modeled, and the simulation results were compared with practical experiments.
For simulation, the influence of adhesion and friction was accounted for when simulating the demolding behavior. Systematic measurement of adhesion and friction coefficients under typical process conditions was a major part of the project.
Under the project mentioned, surface roughness and the influence of the hot embossing parameters on static and dynamic friction were studied systematically. Static and dynamic friction coefficients were derived. It was found that static friction is reduced in particular by the reduction of the molding temperature, increase in the molding force, and the use of release agents. In contrast to this, dynamic friction is much less influenced by the parameters mentioned. However, the stick–slip effect was observed to be reduced in case of a polished surface and when using release agents.
References
Benzler T, Piotter V, Hanemann T, Mueller K, Norajitra P, Ruprecht R, Hausselt J (1999) Innovations in molding technologies for microfabrication. In: SPIE conference on micromachining and microfabrication process technology V, Santa Clara, California, September
Gale MT, Kane J, Knop K (1978) ZOD images: embossable surface-relief structures for color and black-and-white reproduction. J Appl Photogr Eng 4:41
Hanemann T, Heckele M, Piotter V (2000) Current status of micromolding technology. Polymer News 25:224–229
Heckele M, Schomburg WK (2004) Review on micro molding of thermoplastic polymers. J Micromech Microeng 14:R1–R14
Heckele M, Bacher W, Hanemann T, Ulrich H (1997) Hot embossing and injection molding for microoptical components. SPIE conference, San Diego
Juang Y, Lee LJ, Koelling KW (2002a) Hot embossing in microfabrication. Part 1: experimental. Polymer Eng Sci 42(3):539–550
Juang Y, Lee LJ, Koelling KW (2002b) Hot embossing in microfabrication. Part 2: rheological characterization and process analysis. Polymer Eng Sci 42(3):551–556
Michel A, Ruprecht R, Harmening M, Bacher W „Abformung von Mikrostrukturen auf prozessierten Wafern” KfK Bericht 5171, Dissertation A. Michel, Universität Karlsruhe, Institut für Mikrostrukturtechnik 1993
Truckenmüller R (2002) Herstellung dreidimensionaler Mikrostrukturen aus Polymermembranen. Dissertation R. Truckenmüller, Universität Karlsruhe, Institut für Mikrostrukturtechnik
Worgull M, Heckele M (2004) New aspects of simulation in hot embossing. Microsystem Technol 10:432–437
Worgull M, Heckele M, Schomburg W (2004) Large scale hot embossing. In: DTIP conference, Montreux
Worgull M, Heckele M, Schomburg WK, Analysis of the micro hot embossing process, Forschungszentrum Karlsruhe, FZKA-Bericht 6922
Acknowledgments
This work has been funded by the NRC Helmholtz Science and Technology Fund and the German Ministry of Education and Research, BMBF (project 01SF0201/7). The authors thank Mr. S. Schüle and Mr. B. Akyol for their experimental contributions.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Worgull, M., Hétu, J.F., Kabanemi, K.K. et al. Hot embossing of microstructures: characterization of friction during demolding. Microsyst Technol 14, 767–773 (2008). https://doi.org/10.1007/s00542-007-0492-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-007-0492-0