
Abstract
The focus of the paper is dynamic investigation and practical application of two different vibroactive pads: concentrator type vibroactive pad and vibroactive pad with spring, whose purpose is improve the quality of microstructure, created by the method of hot imprint. The goal is to find out operating frequencies of vibroactive pads, where the entire operating surface vibrates with equal displacements, since only then even impact of vibration excitation for microstructure could be obtained. Three types of investigation are employed during the vibroactive pads analysis: numerical simulation by using Comsol Multiphysics 3.5a. software static analysis and piezo solid frequency response modes, in order to find out whether the constructions are capable to vibrate at desired mode; after numerical simulation experimental analysis with holographic interferometry system PRISM is performed, in order to experimentally spot at this vibration mode; and finally vibrometer Polytec is being used to find out the amplitudes of vibration and in the same time to make sure, that vibroactive pads develop the same mode under hot imprint experimental conditions, i.e. when particular mechanical load is applied. Finally experiments of mechanical hot imprint are performed in order to see how newly created vibroactive pads are suitable for the process. The novelty of the paper is that the devices are being numerically and experimentally analysed, when they are under the action of mechanical load, this provides more accuracy to analysis and its results, allows avoid presumptions, based only on numerical simulation with applied mechanical load.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Technological route from the design till mass production of 3D microstructures is being developed. This route starts with the design of master mold, by using method of computer generated holography (CGH). After this designed master microstructure fabrication by using e-beam lithography takes place, and finally microstructure replication (mass production) is launched. Precise diffractive optical elements (DOE), varying from simple diffractive gratings till complex 3D reliefs are highly demanded in various application fields, like optics; electronics; laser industry and biomedicine (Heckele and Schomburg 2004). Diffraction efficiency as a quality criteria here plays critical role, since the more precisely replicated microstructure, the higher diffraction efficiency is obtained, i.e. this parameter is very sensitive to microstructure geometry and in the same time allows neglect the material properties. Higher values of +1 and −1 maxima of the grating are demanded characteristic in various applications (Popov 2012). Precise microstructures can be produced by employing different fabrication techniques: microinjection molding; ultrasonic embossing and hot imprint (Krauss and Chou 1997). Because of its advantages over other microstructure replication methods, hot imprint is chosen for microstructure production. These advantages include: relatively simple equipment; cheap production and high resolution of final product (Lee et al. 2001).
However some drawbacks, like: material shrinkage, which emerges due to adhesion between master and slave; low filling ratio; non uniform mold imprint; high surface roughness and long process time still remain (Mekaru et al. 2007; Hirai et al. 2003; Narijauskaitė et al. 2011; Liu et al. 2010).
Suitable hot imprint process parameters (temperature, pressure and imprinting duration) selection is one of the ways to improve final quality of fabricated microstructures (Li et al. 2008; Yao et al. 2005; Lin et al. 2003). However careful selection of parameter is not sufficient to overcome these problems, thus ultrasonic excitation during the process of mechanical hot imprint is proposed as a measure, it has twofold impact in the processes of microstructure replication:
-
Ultrasonic hot embossing is the process, during which the ultrasonic generator, so called horn is being impressed into thermoplastic, thus ultrasonic energy is transferred to processed material. In this way intermolecular friction within the processed material is being created, and thermoplastic starts to melt. Master microstructure is replicated without the usage of additional heating (Liu and Dung 2005; Sackmann et al. 2015).
-
Another way is to force already preheated polymer flow towards the master mold under the action of ultrasonic vibrations. This causes better filling of empty cavities between master microstructure and polymer. This method will be analyzed in this paper.
As well it helps during demolding step, by diminishing adhesion between master mold and slave, thus allowing avoid cracks and distortions. Majority of the authors apply excitation from the upper side to polymer by using sonotrode. During this research ultrasonic excitation from the bottom side of the polymer, by using vibroactive pad is applied. Earlier experimentally was revealed, that application of high frequency excitation in this way during the process of mechanical hot imprint helps to improve the quality of microstructure (Narijauskaitė et al. 2013a; Šakalys et al. 2015). Now the task is to maximize this positive effect, by exploiting more advanced measures.
In the paper dynamic analysis, which includes simulation and experimental investigation of two different vibroactive pads: concentrator type vibroactive pad and vibroactive pad with spring, is performed. The goal of this paper is to create vibroactive pads, which would be able develop equal displacements at every point of its operating (top) surface, since only this ensures uniform flow of preheated polymer towards master mold, unlike the first or second vibration mode of membrane (Fig. 1). Especially places, where precise microstructure is imprinted on the master mold (central master mold part of 10 × 10 mm area) are very important.

Contact patterns between vibroactive pad (2) and polymer (1): a first vibration mode; b second vibration mode; c vibration mode, where operating surface contacts equally with polymer
Numerical analysis before the production of vibroactive pad is very important, when considering several aspects:
-
It is useful from economic side, since the production of vibroactive pad is quite expensive, because of piezoelectric materials and precise metal processing operations. Thus it would be quite risky to create the vibroactive pad without knowing, whether it is capable to develop desired vibration mode at all. Modelling here helps, by choosing right design, materials and measurements for the construction.
-
Investigating operating frequencies experimentally, without knowing approximate values is time consuming. Here modelling is helpful tool, allowing reduce time expenses, required for investigation.
Dynamic characteristics change, when vibroactive pad is under the action of mechanical load. Thus it is very important to find out exact operating frequencies, under which vibroactive pads develop even displacements over the whole operating surface, when pressure is applied on them. Scientific novelty of the paper is that vibroactive pads are investigated numerically with Comsol Multiphysics 3.5a. software and experimentally with Doppler vibrometer Polytec, when they are under the action of mechanical load, since experimental setup for investigation of mechanically loaded vibroactive pads is established. Earlier it was analysed without mechanical load experimentally and numerically, and only numerical analysis of mechanically loaded vibroactive pad was performed (Narijauskaitė et al. 2013b). This work analyses the motion of upper surface of vibroactive pad, which is in contact with polymer, when vibroactive pad is in process of mechanical hot imprint. Furthermore the investigation is performed under five different magnitudes of mechanical load, thus making vibroactive pads fully prepared for mechanical hot imprint experiments. The investigation, performed in this paper is more precise and allows avoid predictions and inaccuracies, based only on simulation results. Thus all potential of vibroactive pad during the process of mechanical hot imprint can be extracted.
First sections of the paper cover the explanation of mechanical hot imprint process with usage of high frequency excitation and design of vibroactive pads, afterwards finite element model, applied in simulation and experimental equipment, which is necessary for dynamic investigation, are presented. Final parts of the paper include presentation and verification of results, experiments of mechanical hot imprint and investigation of experimental results.
2 Process of mechanical hot imprint with usage of high frequency excitation
Process of mechanical hot imprint (Fig. 2) consists from three steps:

Steps of process of Hot imprint with usage of ultrasonic excitation: a heating; b imprint; c demolding
-
1.
Heating The mold and polycarbonate are of 20 °C, what corresponds to ambient temperature. After the master mold touches the surface of polycarbonate, the heating starts till glass transition temperature (148 °C) is achieved. As the temperature enters into rubbery state, the polymer starts to experience elastic and plastic deformations under the action of external mechanical stress.
Heat transfer during the heating stage is described by the formula:
$$\rho (T)c_{p} (T)\frac{\partial T}{\partial t} + \nabla ( - k\nabla T) = q$$(1)where: k is thermal conductivity; ρ is density; c p is heat capacity; T is temperature; q is rate of the heat generation.
-
2.
Imprint The mold imprints polycarbonate (till reaches nominal pressure (from 101.325 till 506.625 kN/m2). The pressure is then applied for 10 s). With the motion of master into the slave, deformations of polycarbonate from elastic become plastic.
-
3.
Demolding The mold in this step is being brought back and polycarbonate is cooled down till initial process temperature is reached (Jaszewski et al. 1998).
Experimental setup of mechanical hot imprint is presented in Fig. 3.

Experimental setup of mechanical hot imprint: hydraulic hold (1), gauge of pressure (2), horn for mold (3), controlled stage (4), thermometer (5), dynamometer (6), and control block of temperature, time, and pressure (7)
3 Design of vibroactive pad
In this section design of vibroactive pads is presented. Both constructions were designed by using 3D CAD design software SolidWorks.
First construction is concentrator, composed from two stainless steel parts: cover and bottom part, which were turned by turning lathe and two PZT-5 piezoceramic rings, which are placed between inactive stainless steel parts. All the construction is tightened with M5 bolt. Piezoceramic employs inverse piezoelectric effect, i.e. alternating voltage is converted to mechanical movement, to generate high frequency excitations. The piezoceramic rings are placed at the edges of the construction, this allows avoid traditional membrane modes and at particular frequency whole vibrating top surface is being obtained. The drawing of the construction with all the dimensions is presented in Fig. 4.

The drawing of concentrator: 1 stainless steel cover; 2 stainless steel bottom part; 3 2 PZT-5 rings; 4 M5 × 25 bolt
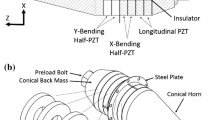
The second construction is vibroactive pad with spring (Fig. 5).

The drawing of vibroactive pad with spring: 1 stainless steel cover; 2 stainless steel bottom part; 3 4 PZT-4 rings; 4 spring; 5 rod for holding the spring
This construction is made from two stainless steel parts in the bottom and top of the construction, composing the inactive frame of the construction and four piezoelectric PZT-4 rings, which are considered as active part of vibroactive pad. All the construction is tightened with stainless steel spring, whose stiffness k = 4700 N/m, this allows obtain bigger amplitudes, since the construction is tightened with lower stiffness than in case of concentrator. The top end of the spring is attached with the bolt to the stainless steel cover, the lower end of the spring is attached with stainless steel rod to the bottom part of the frame. This construction is applied for precise microstructures, with measurements of 10 × 10 mm.
Two piezoceramic rings in construction of concentrator and four rings in construction of vibroactive pad with spring, instead of one are used, in order to get multilayer like effect, i.e. higher amplitudes and bigger forces. This is beneficial, when creating precise microstructures by the method of hot imprint, since higher displacements and forces stimulate preheated polymer to flow more rapidly, this in turn forces to replicate the mold more precisely. Generator, which is composed from several layers of piezoceramic is able to generate higher displacements (due to superposition of single layers) than single layer is capable to do (Figura 2013; Goldfarb and Celanovic 1997)
Total mechanical energy E of piezoceramic is equal to:
where ∆l is displacement; ∆F is force generation.
Metallic parts of the constructions are made from rigid material, are relatively thick. This provides more stiffness for construction and allows avoid indentations of replicated microstructure.
4 Finite element model of vibroactive pads
This section represents the numerical modelling of concentrator and vibroactive pad with spring, which are used in hot imprint process as high frequency generators.
During the simulation geometries were selected as vibroactive pads were designed, materials were selected from Comsol Multiphysics 3.5a. material library.
Boundary conditions of the concentrator during the modelling are as following: thickness of piezo ceramic ring is 4 mm and total height of piezoceramic component in the construction h piezoceramic is 10 mm. Total height of the construction h construction is considered as 32.5 mm, and diameter 20 mm. Bottom part of vibroactive pad is considered as fixed in all directions of global coordinate axis. Potential difference between upper and lower surfaces of PZT-5 varies from 5 till 100 V. Stainless steel is considered as a material for concentrator passive part, piezoceramic disks are considered as made from piezo ceramic material PZT-5.
Boundary conditions of the vibroactive pad with spring are as following: Thickness of piezo ceramic ring is 6 mm and total height of piezoceramic component in the construction h piezoceramic is 20 mm. Total height of the construction h construction is considered as 29 mm, and radius is 11 mm. Bottom part of vibroactive pad is considered as fixed in all directions of global coordinate axis. Potential difference between upper and lower surfaces of PZT-4 varies from 5 till 100 V. Stainless steel is considered as a material for vibroactive pads passive part, piezoceramic disks are considered as made from piezo ceramic material PZT-4.
Since dynamic characteristics are changing, when the mechanical load of particular magnitude is applied to the construction, i.e. conditions of mechanical hot imprint, thus the model must be modified according to experimental conditions.
When vibroactive pad is loaded with mechanical load, following elements are taken into account: a 20 mm × 20 mm and 2 mm thickness plate of polycarbonate h polycarbonate and the pressure tool (on the surface of which microrelief of measurements of 10 mm × 10 mm is impressed) of the same area and thickness h master mold of 6 mm are imprinting the concentrator and vibroactive pad with spring. Material properties of polycarbonate and structural steel are presented in Table 1.
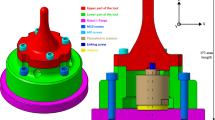
2D quarter drawings of both constructions with boundary conditions are presented in Fig. 6.

Computational schemes of concentrator and vibroactive pad with spring: concentrator without applied load (a); concentrator with applied distributed load (b)
The material and geometrical parameters of the vibroactive pads were chosen, in order to satisfy the conditions of their application—the platform must withstand the pressure of 600 kN/m2 and at the same time it should transmit vibrations to the polycarbonate specimen.
Both constructions are divided into quadratic tetrahedral finite elements, every element having ten nodes and four dependent variables (displacements in u, v and w directions and electric potential Q).
During the modelling of concentrator following assumptions were made:
-
Since the bolt and upper as well as bottom parts of vibroactive pad are made from stainless steel, thus during the modelling they were considered as a monolithic element.
-
Instead of two PZT-5 rings, of 5 mm height, one PZT-5 ring of 10 mm height was taken.
During the modelling of the vibroactive pad with spring following assumptions were taken into account:
-
Instead of drawing spring, rod, made from stainless steel, whose stiffness corresponds to the stiffness of spring, was selected. The diameter of modelled rod is 0.000026 m.
-
Since the spring, top and bottom parts of vibroactive pad are made from stainless steel, thus during the modelling they were considered as a monolithic element.
-
Instead of four PZT-4 rings, of 5 mm height, one PZT-4 ring of 20 mm height was taken.
-
Metallic rod, which holds the spring was neglected
The material parameters for the piezoelectric material were selected as the stress-charge form for the constitutive equation.
Material parameters for both piezoelectric materials are characterized by following matrices: elasticity matrix- c e ; coupling matrix- e; and relative permittivity matrix- ε rs . During the modelling was considered, that polarization in piezoelectric elements is in y direction, this actually corresponds to real conditions.
The full analysis consists from two steps:
-
(1)
Structural mechanics module → solid, stress strain → static analysis
-
(2)
MEMS module → structural mechanics → piezo solid → frequency response analysis
5 Experimental setup of research of vibroactive pad
For the experimental analysis of dynamical properties of vibroactive pad twofold investigation, by using two different techniques was performed:
-
Holographic interferometry system PRISM
-
Laser Doppler vibrometer Polytec
5.1 Holograpic interferometry system PRISM
Displacements, taking place in vibroactive pad are in order of micrometers, thus holographic intereferometry is the only one method to visualize dynamic processes of such magnitude, as well by now is the most efficient method for the analysis of dynamic processes (Palevičius et al. 2008). The results, obtained with PRISM system are dynamic views with vibration shapes at particular frequencies. White zones are considered as nodes, i.e. zones where the displacement is always equal to zero, whereas black zones are modes, the places, which are moving with particular displacement.
Hollographic interferometry system PRISM is employed to observe dynamic views of the construction without applied mechanical load, since the application of mechanical load would cover the construction (fully or partially) thus observation of construction would be impossible.
5.2 Laser Doppler vibrometer Polytec
A laser Doppler vibrometer (LDV) Polytec, which was used during the investigation, is able to perform non-contact vibration measurement of the surface.
Vibroactive pad was scanned with and without applied mechanical load. In order to obtain dynamic results of vibroactive pad, when it is under the action of applied load, experimental setup presented in Fig. 7 was established. This system consists from vibroactive pad, strength gauge and clamp, in order to get the mechanical load, which would be equal to the load of the process of mechanical hot imprint. Mechanical load was measured with universal force gauge BGI, with attached compression/tension sensor of SSM series, and the clamp was adjusted for particular mechanical load.

Experimental setup: 1 strength gauge; 2 clamp; 3 vibroactive pad
Since there is no capability to scan the whole surface at once, thus several points of the surface of vibroactive pads were selected for dynamic observation (Figs. 8, 9). For scanning the concentrator without applied mechanical load three characteristic points were selected: centre of the construction, point, which is 1 cm from the centre of the construction and point, which is 2 cm from the centre of the construction. For investigation of mechanically loaded concentrator two points were chosen: 0.5 cm from the centre and 1 cm from the centre.

Spots of concentrator, observed with Laser Doppler vibrometer Polytec, denoted by stars: a vibroactive pad, without applied load; b vibroactive pad (1) with applied mechanical load (2)

Spots of vibroactive pad with spring, observed with Laser Doppler vibrometer Polytec, denoted by stars: a vibroactive pad, without applied load; b vibroactive pad (1) with applied mechanical load (2)
For scanning the vibroactive pad with spring without applied mechanical load three characteristic points were selected: Center of the construction, point, which is 0.5 cm from the center of the construction and point, which is 1 cm from the center of the construction. For investigation of mechanically loaded concentrator two points were chosen: 0.5 cm from the center and 1 cm from the center.
Parametric sweep mode on the frequency generator was selected. This mode scans defined frequency interval. Obtained results are represented graphically. After scanning mentioned interval, peaks at particular points were obtained, thus in order to get more precise results, the interval was then discretized into smaller intervals, where peaks were observed.
6 Results of analysis of vibroactive pads
6.1 Results of simulation
After investigation of both loaded vibroactive pads numerically, displacements of vibroactive pads upper surface in y direction were obtained, since this is main concern, because in this direction vibroactive pad interacts with the polycarbonate, and the flow of preheated polycarbonate towards the master as well as positive displacements are desired. The numerical analysis was performed with applied loads of 101.325; 202.650; 303.975; 405.300 and 506.625 kN/m2, in order to find out operating frequencies at particular mechanical load, since under these values of pressure hot imprint process is being performed. The main concern of the modelling is to find frequencies, under which the difference in displacement between all points of operating surfaces would be the smallest, i.e. every point of the surface would vibrate with similar amplitudes. The main focus is being paid to the central vibroactive pads area of 10 × 10 mm size, since micro-relief is of the same size, and is located in the centre of master microstructure.
The results of numerical analysis of concentrator are presented in Fig. 10.

Numerically simulated concentrator: a without applied load; b with applied load
After the numerical analysis of concentrator was found, that unloaded vibroactive pad is able to generate even amplitudes along the whole surface, when excitation frequency is 7.16 kHz, difference between the amplitudes is in the range of 30 nm, the colour of operating surface is almost homogenously red. When observing the numerical analysis results of mechanically loaded concentrator, central area was considered as the most important. Here the surface becomes blue, this indicates, that amplitudes here are of the similar magnitude and difference does not exceed the range of 10 nm. Furthermore, when analysing the concentrator numerically was noticed, that excitation frequency of the same mode does not depend on the magnitude of applied mechanical load, i.e. the same excitation frequency of 8.38 kHz was obtained. It can be stated, that concentrator is suitable for the usage in hot imprint process and further experimental analysis of device is needed.
The next step is numerical analysis of vibroactive pad with spring (Fig. 11).

Numerically simulated vibroactive pad with spring: a without applied load; b with applied load
After the modelling of vibroactive pad with spring was obtained, that unloaded vibroactive pad is able to develop uniform amplitudes along the whole surface, when excitation frequency is 4.2 kHz, difference between them does not exceed the magnitude of 100 nm, the whole surface becomes homogenously red. Observation of the surface with applied mechanical load has shown that the difference between amplitudes of central area does not exceed the range of 20 nm, when frequency excitation is 4.72 kHz. Excitation frequencies between unloaded and mechanically loaded vibroactive pads are different, but once the vibroactive pad is being imprinted with particular pressure, the operating frequency does not change as the magnitude of the pressure is being alternated.
6.2 Results, obtained with system PRISM
After the analysis with holographic interferometry system PRISM dynamic views of vibrating vibroactive pad are obtained. In the images white zones are considered as nodal lines, i.e. zones which do not experience displacements. Black zones are considered as places, which are moving. In order to compare the results, dynamic views, obtained at different frequencies are presented. Holographic images, where whole surface becomes dark are considered as vibrating surfaces with even displacement along them.
From the Figs. 12 and 13 can be seen, that vibroactive pads are capable to have equal amplitudes along the whole operating surface . Concentrator is vibrating with equal amplitudes at the frequency of 7.5 kHz and vibroactive pad with spring at frequency of 3.1 kHz.

Images of concentrator, obtained with holographic interferometry system PRISM: a under frequency of 30.98 kHz; b under frequency of 7. 5 kHz

Images of vibroactive pad with spring, obtained with holographic interferometry system PRISM: a under frequency of 17.750 kHz; b under frequency of 3.1 kHz
6.3 Results, obtained with vibrometer Polytec
During analysis with laser Doppler vibrometer several points of observation were scanned, in order to find out the displacements in these points. First of all vibroactive pads, without applied mechanical load were investigated. Results are presented in displacement versus frequency graphs (Fig. 14).

Frequency response analysis in different points of concentrator: a frequency response analysis at the point, which is 2 cm from the centre of concentrator; b at 1 cm from centre; c at the centre
Later three points of vibroactive pad with spring (centre, 0.5 cm from the centre and 1 cm from the centre) without mechanical load were investigated. As well both mechanically loaded vibroactive pads (1 cm and 0.5 cm from the centre) were analysed. All results are presented in Table 2.
After the analysis of mechanically loaded vibroactive pads was noticed, that the same vibration mode, i.e. where all points vibrate with the same amplitude, was obtained at the higher excitation frequency, than it would be without mechanical load. But further excitation frequency remains the same, independently on the magnitude of mechanical load. All three points of vibroactive pad with spring without applied mechanical load vibrate with the displacement of 0.61 μm at the frequency of 3.15 kHz. Both points of impressed concentrator vibrate with the displacement of 0.052 μm, when excitation frequency is 8.46 kHz, and both points of vibroactive pad with spring vibrate at the same amplitude of 0.17 μm, when vibroactive pad is excited with frequency of 3.645 kHz.
6.4 Discussions
When comparing simulated and experimental results, can be stated, that simulation results adequately correspond to experimental. Difference between experimental PRISM and simulation results is 4.5 %, when analyzing concentrator and 35.4 %, when analyzing vibroactive pad with spring. Comparison between experimental results, obtained with laser Doppler vibrometer simulation results is 5.7 % for concentrator and 33.3 % for vibroactive pad with spring, when they are without applied load. When mechanical load is applied, difference for concentrator is 1 %, for vibroactive pad with spring is 29.5 %. Vibroactive pad with spring tends to have higher differences between experimental and simulated results. This may be due to assumption, made during the modelling, that rod, which holds spring is neglected, and fully filled bottom part is drawn. This gives more stiffness to simulated construction and in the same time increases operating frequency.
7 Experiments of thermal hot imprint with usage of ultrasonic excitation
7.1 Master microstructure
During mechanical hot imprint experiments periodic master microstructure (Fig. 15), made from nickel was used for fabrication of microstructure replicas. Knowing ideal (nominal) parameters of the master microstructure, GSolver software was used to model the ideal replica and afterwards all fabricated replicas were compared with the ideal results of diffraction efficiency.

The view of master microstructure, made with atomic force microscope: 3D view (a); profile view (b)
Master microstructure is 4 μm in period, i.e. ridge and land 2 μm each. The depth of master microstructure is 603 nm.
7.2 Experimental matrix
During mechanical hot imprint experiments experimental matrix (Table 3) was composed. The quantitative variables of this matrix are:
-
1.
Magnitude of pressure
-
2.
Temperature
Qualitative variable of experimental matrix is type of vibroactive pad
During experiments was decided to investigate how the quality- diffraction efficiency of fabricated microstructure depends on already mentioned parameters, with the goal to find the most suitable combination of them.
8 Quality investigation of fabricated microstructures
8.1 Diffraction efficiency measurement setup
Optical quality of replicated microstructures was investigated by using laser diffractometer (Fig. 16). This device consists from the following components: laser beam; transparent microstructure and photodiode, connected with ammeter.

Diffraction efficiency measurement setup: 1 sample; 2 photodiode; 3 ammeter; 4 distribution of diffraction maximas
Diffraction efficiency measurement is accomplished as following: The replicated microstructure is being illuminated with red laser light, length of which is 632.8 nm. Light is being diffracted into 13 maxima, the intensity values of each maxima are measured by photodiode, which is connected to ammeter. Relative diffraction efficiency is calculated by using following formulas:
where RE i , is relative diffraction efficiency; I i is the light intensity at particular maxima and I is the sum of all light intensities in all maxima.
The current, which is being registered with ammeter, is directly proportional to the light intensity, which reaches the photodiode. The relative diffraction efficiency is multiplied by 100, thus values in percent are obtained. In practice +1 and −1 maxima are the most important, since they are desirable property in many application fields (Hirai et al. 2003).
9 Results of the experiments
9.1 Results, obtained with laser diffractometer
After the modelling ideally replicated microstructure with GSolver software was obtained, that relative diffraction efficiencies in +1 and −1 maxima of ideally replicated microstructure are 38.95 %. Specimens were divided into four groups (Table 4), which are dependent only from temperature and type of vibroactive pad. Every group includes five different pressures, with pressure values from 0.1 till 0.5 MN/m2 (with equal intervals). Groups are described in Table 4.
Statistical investigation of pressure influence onto quality of replica in each group shows that there is no significant difference (p < 0.05). Therefore relative diffraction efficiencies (of +1 and −1 maxima) of specimens, made under five different pressures were averaged in each group. All the statistical calculations were performed with software SPSS 13.0. using independent sample t test. Bar chart with statistical results is presented in Fig. 17.

Statistical t test measurement of relative diffraction efficiencies of four specimen groups
Chart represents mean diffraction efficiencies of particular group with 95 % confidence interval. Based on average values it is obvious, that first group of specimens has highest mean value of relative diffraction efficiency, what is 31.56 % (closest value to the ideal microstructure, modeled with GSolver), the second group follows with 20.28 %. The smallest mean values of relative diffraction were observes in third and fourth groups of specimens, 11.73 and 12.23 % respectively. But statistical analysis shows that only diffraction efficiency of the first group differs from others, i.e. null hypothesis about equality of means was rejected (p < 0.05). Diffraction efficiencies have no significant difference between groups 2, 3 and 4.
10 Conclusions
In this paper vibroactive pads were numerically and experimentally analyzed in order to find out their operating frequencies, under which they develop even displacements over the operating surface. Desired vibration modes were found numerically and experimentally. This confirmed, that vibroactive pads are capable to vibrate with even displacements. The same mode was found, when vibroactive pads are under the action of applied pressure of different magnitudes from 101.325 till 506.625 kN/m2. As the pressure is applied, the frequency of concentrator increases from 7.59 to 8.46 kHz. The frequency increases from 3.15 to 3.645 kHz, when pressure is applied to vibroactive pad with spring. Simulation results are adequate, since difference between experimental and simulation results does not exceed 36 %. Moreover during the investigation was found, that operating frequency of mechanically loaded construction does not depend on the magnitude of mechanical load.
After performing experiments of mechanical hot imprint with ultrasonic excitation, twofold analysis of specimens was done. Measurement of relative diffraction efficiency showed, that specimens, made with concentrator under the temperature of 148 °C, have highest mean value of relative diffraction efficiency −31.56 %, as well this group has low sensitivity on changes of applied pressure. It means that there is no significant influence of pressure into quality of replica, thus it can be stated, that technology is suitable in cases, where high mechanical loads are not recommended. The groups of specimens, made with vibroactive pad with spring have lowest mean diffraction efficiencies: 11.73 and 12.23 %, when temperature was 148 and 152 °C respectively. Moreover, when temperature of 152 °C was applied, specimens have shown biggest sensitivity to pressure changes.
References
Figura J (2013) Modeling and control of piezoelectric microactuators. Bachelor thesis, Prague
Goldfarb M, Celanovic N (1997) Modeling piezoelectric stack actuators for control of micromanipulation. Control Syst IEEE 17:69–79
Heckele M, Schomburg WK (2004) Review on micro molding of thermoplastic polymers. J Micromech Microeng 14:1–14
Hirai Y, Yoshida S, Takagi N (2003) Defect analysis in thermal nanoimprint lithography. J Vac Sci Technol B 21(6):2765–2770
Jaszewski RW et al (1998) Hot embossing in polymers as a direct way to pattern resist. Microelectron Eng 41–42:575–578
Krauss PR, Chou SY (1997) Nano-compact disks with 400 Gbit/in2 storage density fabricated using nanoimprint lithography and read with proximal probe. Appl Phys Lett 71:3174–3176
Lee LJ et al (2001) Design and fabrication of CD-like microfluidic platforms for diagnostics: polymer based microfabrication. Biomed Microdevices 3(4):339–351
Li JM, Liu C, Peng J (2008) Effect of hot embossing process parameters on polymer flow and microchannel accuracy produced without vacuum. J Mater Process Technol 207:163–171
Lin CR, Chen RH, Chen CH (2003) Preventing non-uniform shrinkage in ope-die hot embossing of PMMA microstructures. J Mater Process Technol 140:173–178
Liu JS, Dung YT (2005) Hot embossing precise structure onto plastic plates by ultrasonic vibration. Polym Eng Sci 45:915–925. doi:10.1002/pen.20357
Liu C et al (2010) Deformation behavior of solid polymer during hot embossing process. Microelectron Eng 87:200–207. doi:10.1016/j.mee.2009.07.014
Mekaru H, Goto H, Takahashi M (2007) Development of ultrasonic micro hot embossing technology. Microelectron Eng 84:1282–1287. doi:10.5772/8191
Narijauskaitė B et al (2011) High-frequency excitation for thermal imprint of microstructures into a polymer. Exp Tech (published online 11 April 2011). doi:10.1111/j.1747-1567.2011.00724.x/
Narijauskaitė B, Palevičius A, Narmontas P, Ragulskis M, Janušas G (2013a) High-frequency excitation for thermal imprint of microstructures into a polymer. Exp Tech 37(5):41–47. doi:10.1111/j.1747-1567.2011.00724.x
Narijauskaitė B, Palevičius A, Janušas G, Šakalys R (2013b) Numerical investigation of dynamical properties of vibroactive pad during hot imprint process. J Vibroeng 15:1983–1992. ISSN 1392-8716
Palevičius A et al (2008) Digital holography for analysis of mechatronic systems. In: Proceedings of the 7th international conference vibroengineering 2008, October 9–11, Kaunas, Lithuania, pp 78–82
Popov E (2012) Gratings: theory and numeric applications. Institut Fresnel, Université d’Aix Marseille, CNRS. 1st edn. Presses Universitaires de Provence (PUP)
Sackmann J, Burlage K, Gerhardy C, Memering B, Liao S, Schomburg W K (2015) Review on ultrasonic fabrication of polymer micro devices. Ultrasonics 56:189–200. doi:10.1016/j.ultras.2014.08.007. ISSN: 0041-624X
Šakalys R, Janušas G, Palevičius A, Bendikienė R, Palevičius R (2015) Microstructure replication using high frequency vibroactive pad. Mechanika 21(2):5–12. ISSN 1392-1207
Yao DG, Vinayshankar LV, Byung K (2005) Study on sequeezing flow during nonisothermal embossing of polymer microstructure. J Polym Eng Sci 45:652–660
Acknowledgments
This research was funded by a Grant (No. MIP-026/2014) from the Research Council of Lithuania.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Šakalys, R., Janušas, G., Palevičius, A. et al. Microstructures replication using high frequency excitation. Microsyst Technol 22, 1831–1843 (2016). https://doi.org/10.1007/s00542-016-2858-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-016-2858-7