
Abstract
This paper demonstrates a novel and low-cost method for fabricating microchannel on polycarbonate (PC) sheet using CO2 laser. In the work, many microchannels are processed by CO2 laser beam of two-pass. Three sheets with different films are researched for increasing the cleanliness of PC sheet surface after CO2 laser processing. The experimental results show the surface of PC sheet with transparent wallpaper is most clear, but it has very large influence on width and depth of microchannel. In the next experiment, Taguchi method is used for optimizing CO2 laser processing parameters for decreasing the deviation of width and depth of microchannel. In the study, smaller-the-better signal-to-noise ratio is calculated. The result shows laser power is maximum influence factor and microchannel length is minimum influence factor on the deviation of width and depth of microchannel. The optimal processing parameters are laser power of 8 W, laser moving velocity of 15 mm/s and microchannel length of 100 mm. A verified experiment is preformed using the optimal processing parameters.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Microfluidic chip technology is a kind of miniaturized total analysis system which can perform various functions in the biochemical engineering. In the resent years, many research results on application of microfluidic chip have been successfully obtained by some researchers (Hansen et al. 2014; Liu and Shum 2013; Chen et al. 2013a, b, 2016a, 2017a, b; Huang et al. 2013; Chen and Li 2016; Chen and Zhang 2018; Chen and Zhao 2017). With the utilization of microfluidic chip increasing year by year, the fabrication of microfluidic chip is also particularly important. Rötting et al. (2002) described low-cost microfabrication technologies in modern life-sciences. Nosonovsky et al. studied the roughness optimization for biomimetic superhydrophobic surfaces (Yang et al. 2017). In the study, Dependence of the meniscus force on roughness, previously ignored, is considered in the paper and it is found that with increasing roughness meniscus force can grow due to scale effect. Yang et al. proposed a rapid and simple fabrication approach to achieve helical microfluidic channels with circular cross section using template-assisted method in this article based on rope coiling effect in the extrusion process of a desktop 3D printer (Lin et al. 2017). Lin et al. created microfluidic channels for quartz material using micromechanical manufacturing technologies such as micro laser machining, micro ultrasonic machining, and ultra-precision machining (Do et al. 2014). In the experiment, these three machining techniques are compared with respect to surface profiles and machining quality. Do et al. demonstrated a simple technique, based on a combination of a low cost one-photon elaboration method in a very low absorption regime (LOPA) and a tightly focusing optical system, to fabricate submicrometer 2D and 3D structures (Li et al. 2012). This direct laser writing technique based on the LOPA approach is potentially a breakthrough: it is very simple, compact and low cost, while it allows to achieve the same results as those obtained by the two-photon absorption technique. About selecting material of microfluidic chip, polymers with the advantages of low cost and easy fabrication become more popular than the conventional materials like silicon and glass (Sun et al. 2008).
PC is an organic polymer material and one of most widely used in the field of fabricated microfluidic chip. The recent years, there are many researchers studying the fabrication and application of PC sheet. CO2 laser processing is a popular and convenient machining method for fabrication of microfluidic chip of polymer material. As early as 2008, Sun et al. have studied a novel hybrid PMMA-PC microchip by bonding a PC cover plate with a PMMA substrate containing microchannel which is fabricated by CO2 laser (Qi et al. 2009). Next, Qi et al. also successfully processed PC using CO2 laser direct-writing ablation (Antończak et al. 2013). Antończak et al. described the influence of organobentonite clay on grooving of polycaprolactam using CO2 laser (Syrcos 2003). After them, the research of PC substrate is less in microfluidic chip. This paper studied a novel fabricated method for processing microchannel of PC microfluidic chip.
Taguchi method is a statistical experimental planning method and may improve the experimental efficiency (Jeng et al. 2001; Hsu and Chen 2007). The optimal conditions of multiple variables are obtained by the very economical Taguchi method. It only requires a few experiments to analyze the signal-to-noise (S/N) ratio using variance analysis. The recent years, some research results are obtained using Taguchi method in microfluidic chip (Ta et al. 2015; Yang et al. 2012; Cortes-Quiroz et al. 2009; Chen et al. 2016b). The past few years, we also have carried out a series of studies of microfluidic chip on CO2 laser processing technology (Qi et al. 2009; Antończak et al. 2013; Syrcos 2003; Jeng et al. 2001; Hsu and Chen 2007; Ta et al. 2015; Yang et al. 2012; Cortes-Quiroz et al. 2009; Chen et al. 2016b, c, d, e; Chen and Hu 2017).
In this paper, a novel method are studied for fabricating PC microchannel using CO2 laser. The surface of two-pass laser processing microchannel is smoother than that with single-pass laser processing due to the heat energy scattering (Prakash and Kumar 2015). In the experiment, all microchannels are processed by CO2 laser beam of two-pass. It is generally known that the tan substrate may attach on the PC surface during CO2 laser processing. So the work fist studies the influence of different films on the microchannel profile and PC surface after CO2 laser processing. After comparing strengths and weaknesses of different films, a group of experiment is performed using Taguchi method and then the optimal CO2 laser processing parameters which decrease the deviation of width and depth of microchannel are obtained. Finally, the optimal CO2 laser processing parameters are applied in a verified experiment.
2 Materials and methods
2.1 CO2 laser machine system
The CO2 laser (LCJG-1290, Nanjing Latron laser Technology Co., Ltd. Jiangsu province) with the wavelength of 10.6 μm and the operating voltage of 220 V is used in this work. The predicted sheet is put on the working table of CO2 laser and is processed by the laser programming system with laser parameters. The pulsed laser beam irradiates on the surface of predicted sheet by the laser head with a mirror, a focusing lens and the outlet of auxiliary gas.
A predicted graphics is designed by the CAXA software and then it is imported into laser programming system. Figure 1 shows the schematic diagram of CO2 laser processing PC sheet. The relevant processing parameters include distance between the sheet surface and the lens, laser scanning times, laser power, laser moving velocity and microchannel length. In the paper, distance between the sheet surface and the lens is fixed at 7.5 mm.

The schematic diagram of CO2 laser processing progress
2.2 Material detail
PC is an organic polymer material and widely used for fabricating microfluidic chip. It is one of strong thermoplastic resin. It possesses the characteristics of high transparency, excellent toughness and very good dimensional stability. The density of PC is 1.2 g/cm3 and the heat distortion temperature is 150 °C. The transmittance of PC is about 89%. The surface of PC has the adust phenomenon and generates tan fume in the process of CO2 laser processing.
3 Experiment
3.1 Two-pass laser processing experiment on PC sheet with different films
Two-pass laser processing on PC sheet has some advantages than the single-pass laser processing on PC sheet. The profile of two-pass laser processing microchannel is wider and deeper than the profile of single-pass processing microchannel. During CO2 laser processing on PC sheet, the surface products tan fume. It affects the clearness of PC surface and roughness of microchannel. In order to decrease the influence of tan substrate on clearness of PC surface and roughness of microchannel after CO2 laser processing, some groups of experiments are designed and performed. During CO2 laser processing, a film is attached to PC sheet surface. In the experiment, two kind of films are selected. One is a transparent wallpaper and another film is plastic wrap of daily use. Three groups of experiments with different films are performed on PC sheet. Nine microchannels of each experiment are fabricated by nine different laser parameters including laser power, laser moving velocity and microchannel length. Figure 2 shows the profiles of three PC sheets. Figure 2a shows PC sheet with the transparent wallpaper. Figure 2b shows PC sheet with plastic wrap of daily use. Figure 2c shows PC sheet without any film. Comparing three sheets, the profile of PC sheet with the transparent wallpaper is more clear than other two PC sheet. PC sheet with plastic wrap of daily use has some residual plastic wrap and some black ablation phenomenon on the surface of microchannel. The edge of PC sheet without film has tan substrate and the surface is not clear.

The profiles of three PC sheets. a PC sheet with the transparent wallpaper, b PC sheet with plastic wrap of daily use, c PC sheet without any film
In order to research the microchannel profile, width and depth of microchannel with different film are studied at the same processing parameters. Figure 3 shows the width of microchannel with different films. Figure 3a shows the width of microchannel with transparent wallpaper. Figure 3b shows the width of microchannel with plastic wrap of daily use. Figure 3c shows the width of microchannel without any film. The transparent wallpaper is thicker than the plastic wrap of daily use. So the transparent wallpaper has a greatest impact on the width of microchannel. The microchannel surface with plastic wrap of daily use has obvious residue of plastic wrap, it makes the surface of sheet less smooth. However, the edge of microchannel without film has resolidified materials. But the microchannel is most smooth than other two microchannel with films.

The width of microchannel with different films. a The width of microchannel with transparent wallpaper, b the width of microchannel with plastic wrap of daily use, c the width of microchannel without any film
The films on PC sheet surface also affect the depth of microchannel surface. Figure 4 shows the cross-section of microchannels. Figure 4a shows the depth of microchannel with transparent wallpaper. Figure 4b shows the depth of microchannel with plastic wrap of daily use. Figure 4c shows the depth of microchannel without any film. The depth of microchannel with transparent wallpaper is most shallow in three groups of experiments. The edges of microchannel with films have less resolidified materials.

The cross-sectional images of microchannels with different films. a The depth of microchannel with transparent wallpaper, b the depth of microchannel with plastic wrap of daily use, c the depth of microchannel without any film
Though the above comparison, a suggestion of CO2 laser processing PC sheet is presented. In order to decrease the effect of films on the microchannel, the microchannel without any film is fabricated by the CO2 laser. When the edge of PC sheet is processed, the transparent wallpaper is attached to the surface of PC sheet.
3.2 Datum analysis of Taguchi method
Taguchi method is a popular and resource-saving experimental method. In the experiment, the optimal CO2 laser processing parameters including laser power, laser moving velocity and microchannel length are obtained by the Taguchi method. The design of related parameters are shown in Table 1. The L9 orthogonal array of laser processing experiment is shown in Table 2. All straight microchannels are processed and then three measurement points are selected in each microchannel. The datum of width and depth are obtained by metallographic microscope.
The more smooth of microchannel surface is the better. The deviation of width and depth of microchannel using Taguchi method is smaller-the-better. The signal-to-noise (S/N) ratio is calculated by the following Eq. 1.
where η is the S/N ratio, yi is experimental data and n is the measuring number.
L indicates the average of factors in each level. The computational formula is defined as follow:
where Σηi is the summation of datum of the same factor and level.
e represents the sensitivity of various factors and is calculated by Eq. 3.
where Lmax, Lmin respectively shows maximum and minimum in whole array.
All datum of widths of microchannels are obtained by metallographic microscope. Table 3 shows the width of three measurement points and the S/N ratio. The S/N ratio is calculated by Eq. 1.
Table 4 is a very clear S/N ratio factor response table. The level data of each factor is calculated by Eq. 2 and the main effects are presented by Eq. 3. For most convenient observing the relationship of datum in Table 4, a factor response graph with different levels is shown in Fig. 5. Though observing the datum, the following phenomenons are acquired: the maximum and minimum influence is A factor and C factor respectively. It says laser power is maximum influence factor and microchannel length is minimum influence factor for width of microchannel. A level combination of better parameters for CO2 laser processing in the experiment is A2B3C3. It says laser power of 8 W, laser moving velocity of 15 mm/s and microchannel length of 100 mm.

A factor response graph with different levels
The calculated method of depth of microchannel is same as the calculated method of above width. All above computational formula also use in the next calculation of datum. Table 5 shows the depth of three different measurement points and S/N ratio.
Table 6 is the S/N ratio factor response table. For most convenient observing the relationship of datum in Table 6, a factor response graph is shown in Fig. 6. Though observing the datum, the following phenomenons are acquired: the maximum and minimum influence is A factor and C factor respectively. It says laser power is maximum influence factor and microchannel length is minimum influence factor for depth of microchannel. A level combination of better parameters for CO2 laser processing in the experiment is A2B3C3. It says laser power of 8 W, laser moving velocity of 15 mm/s and microchannel length of 100 mm. The result is same as the above consequence of width.

A factor response graph with different levels
3.3 Verifying the optimal result
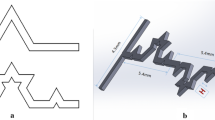
The above result shows the optimal CO2 laser processing parameters using Taguchi method. Many analyses of experiment results ensure the accuracy of experiment datum. Next, a verified experiment with the optimal parameters is performed by CO2 laser on PC sheet. The processing parameters are the distance between the sample surface and the lens of 7.5 mm, laser power of 8 W, laser moving velocity of 15 mm/s and microchannel length of 100 mm. A straight microchannel is designed and then a two-pass laser processing is performed on PC sheet. The experiment sheet is cleaned by ultrasonic cleaning machine and three different measurement points are selected on the microchannel. Figure 7 shows the picture of optimal microchannel. Figure 7a shows the width of microchannel and Fig. 7b shows the depth of microchannel. In the picture, the microchannel surface is smoother than the initial microchannel. According to the numerical computation, it proves the optimal parameter is better. The width error is smaller. The result of experiment verifies the method is feasible.

The picture of optimal microchannel. a The width of microchannel, b the depth of microchannel
4 Conclusions
This paper proposes a low-cost and highly efficient method for fabricating microchannel of PC microfluidic chip using CO2 laser. In the work, three sheets with different films are studied for increasing the cleanliness of PC sheet surface after CO2 laser processing. With observing the difference of microchannel with different films, the profile of PC sheet with transparent wallpaper is most clear. But the transparent wallpaper has a very large influence on width and depth of microchannel. In order to decrease the effect of different films on the microchannel, a suggestion of CO2 laser processing PC sheet is presented. The microchannel without any film is fabricated by CO2 laser, and then the transparent wallpaper is attached to the surface of PC sheet for processing the edge of PC sheet. In the next experiment, Taguchi method is used for optimal CO2 laser processing parameter on decreasing the deviation of width and depth of microchannel. Taguchi method is a convenient and fast experimental method for optimal experiment. In the study, the smaller-the-better signal-to-noise (S/N) ratio is calculated. The result shows laser power is maximum influence factor and microchannel length is minimum influence factor for the profile of microchannel. The optimal processing parameters are laser power of 8 W, laser moving velocity of 15 mm/s and microchannel length of 100 mm. Due to the stability of physical and chemical properties of PC substrates, different brands do not have difference except the size. However, the influence of size on the experimental result is ignored. The molecular weight and absorption of CO2 radiation of PC substrate in the experiment are similar with that of other brand. So the influence of the factors on the experiment is ignored. The obtained parameters are universal for all PCs. The study may contribute to the progress of fabricated PC substrate using CO2 laser in the field of microfluidic chip.
References
Antończak AJ, Nowak M, Szustakiewicz K, Pigłowski J, Abramski KM (2013) The influence of organobentonite clay on CO2 laser grooving of nylon 6 composites. Int J Adv Manuf Technol 69(5–8):1389–1401
Chen X, Hu Z (2017) An effective method for fabricating microchannels on the polycarbonate (PC) substrate with CO2 laser. Int J Adv Manuf Technol 92:1365–1370
Chen X, Li T (2016) A novel design for passive misscromixers based on topology optimization method. Biomed Microdevice 18(4):1–15
Chen X, Zhang L (2018) Review in manufacturing methods of nanochannels of bio-nanofluidic chips. Sens Actuators B Chem 254:648–659
Chen X, Zhao Z (2017) Numerical investigation on layout optimization of obstacles in a three-dimensional passive micromixer. Anal Chim Acta 964:142–149
Chen JJ, Shen CM, Ko YW (2013a) Analytical study of a microfluidic DNA amplification chip using water cooling effect. Biomed Microdevice 15(2):261–278
Chen X, Liu C, Xu Z et al (2013b) An effective PDMS microfluidic chip for chemiluminescence detection of cobalt (II) in water. Microsyst Technol 19(1):99–103
Chen X, Li T, Zeng H et al (2016a) Numerical and experimental investigation on micromixers with serpentine microchannels. Int J Heat Mass Transf 98:131–140
Chen XY, Gao Q, Wang XL, Li XD (2016b) Experimental design and parameter optimization for laser three-dimensional (3-D) printing Lasers in engineering. Old City Publishing, Philadelphia, p 33
Chen X, Li T, Shen J (2016c) CO2 laser ablation of microchannel on PMMA substrate for effective fabrication of microfluidic chips. Int Polym Proc 31(2):233–238
Chen X, Shen J, Zhou M (2016d) Rapid fabrication of a four-layer PMMA-based microfluidic chip using CO2-laser micromachining and thermal bonding. J Micromech Microeng 26(10):107001
Chen X, Li T, Fu B (2016e) Surface roughness study on microchannels of CO2 laser fabricating PMMA-based microfluidic chip. Surf Rev Lett 24:1750017
Chen X, Li T, Shen J et al (2017a) From structures, packaging to application: a system-level review for micro direct methanol fuel cell. Renew Sustain Energy Rev 80:669–678
Chen X, Li T, Hu Z (2017b) A novel research on serpentine microchannels of passive micromixers. Microsyst Technol 2017:1–8
Cortes-Quiroz CA, Zangeneh M, Goto A (2009) On multi-objective optimization of geometry of staggered herringbone micromixer. Microfluid Nanofluid 7(1):29–43
Do MT, Li Q, Nguyen TTN et al (2014) High aspect ratio submicrometer two-dimensional structures fabricated by one-photon absorption direct laser writing. Microsyst Technol 20(10–11):2097–2102
Hansen CL, Quake SR, Berger JM (2014) Microfluidic protein crystallography techniques: U.S. Patent 8709153
Hsu YC, Chen TY (2007) Applying Taguchi methods for solvent-assisted PMMA bonding technique for static and dynamic μ-TAS devices. Biomed Microdevice 9(4):513–522
Huang BL, Ren L, Zhao J et al (2013) Solvothermal synthesis of carboxyl functionalized mesoporous resins in microfluidic chip for water treatments. Adv Mater Res Trans Tech Publ 750:1300–1303
Jeng JY, Wong YS, Ho CT (2001) Over-curing reduction of parts fabricated by the solid laser-diode plotter rapid prototyping system using the Taguchi method. Int J Adv Manuf Technol 18(9):683–691
Li H, Fan Y, Kodzius R et al (2012) Fabrication of polystyrene microfluidic devices using a pulsed CO2 laser system. Microsyst Technol 18(3):373–379
Lin YC, Lee CC, Lin HS et al (2017) Fabrication of microfluidic structures in quartz via micro machining technologies. Microsyst Technol 23(6):1661–1669
Liu Z, Shum HC (2013) Fabrication of uniform multi-compartment particles using microfluidic electrospray technology for cell co-culture studies. Biomicrofluidics 7(4):044117
Prakash S, Kumar S (2015) Profile and depth prediction in single-pass and two-pass CO2 laser microchanneling processes. J Micromech Microeng 25(3):035010
Qi H, Chen T, Yao L, Zuo T (2009) Micromachining of microchannel on the polycarbonate substrate with CO2 laser direct-writing ablation. Opt Lasers Eng 47(5):594–598
Rötting O, Röpke W, Becker H et al (2002) Polymer microfabrication technologies. Microsyst Technol 8(1):32–36
Sun Y, Satyanarayan MVD, Nguyen NT, Kwok YC (2008) Continuous flow polymerase chain reaction using a hybrid PMMA-PC microchip with improved heat tolerance. Sens Actuators B Chem 130(2):836–841
Syrcos GP (2003) Die casting process optimization using Taguchi methods. J Mater Process Technol 135(1):68–74
Ta BQ, Le Thanh H, Dong T et al (2015) Geometric effects on mixing performance in a novel passive micromixer with trapezoidal-zigzag channels. J Micromech Microeng 25(9):094004
Yang CB, Deng CS, Chiang HL (2012) Combining the Taguchi method with artificial neural network to construct a prediction model of a CO2 laser cutting experiment. Int J Adv Manuf Technol 59(9):1103–1111
Yang W, Zhu T, Jin Y et al (2017) Facile fabrication of helical microfluidic channel based on rope coiling effect. Microsyst Technol 23(7):2957–2964
Acknowledgements
This work was supported by National Natural Science Foundation of China (51405214), The Key Project of Department of Education of Liaoning Province (JZL201715401).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Hu, Z., Chen, X., Yao, Z. et al. Fabricated polycarbonate microchannel with different films using CO2 laser beam of two-pass for microfluidic chip. Microsyst Technol 24, 2325–2331 (2018). https://doi.org/10.1007/s00542-017-3648-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-017-3648-6