
Abstract
A rapid and simple fabrication approach to achieve helical microfluidic channels with circular cross section using template-assisted method is proposed in this article based on rope coiling effect in the extrusion process of a desktop 3D printer. Rope coil effect is a common phenomenon in the falling process of a slender string of viscous fluid and is used to fabricate helical microstructures served as the templates in the sacrificial template-assisted method, which holds great promise to fabricate micro-channels with desired vascular architectures. The helical microstructures are fabricated with the high viscous PVA (Polyvinyl alcohol) paste extruded out of the nozzle orifice from a certain falling height. After the PDMS block embedded with PVA helical template has been fabricated, the template would then be removed by melting in hot water easily to obtain the microfluidic channels. Two major processing parameters, falling height and flow rate are studied in relation to two main geometric features of helical structures: coil diameter and wire diameter. Besides, the dimension and the shape of helical microstructures are further studied for fabrication of microfluidic channels with varying geometric parameters. The presented method facilitates the rapid and convenient construction of three-dimensional (3D) helical microfluidic channels for a wide variety of lab-on-chip applications.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Microfluidic devices have been considered as critical tools in miniaturized systems that can be used for chemical, biological and medical applications (Liao et al. 2012). Due to its many advantages over traditional microsystems, a number of fabrication methods for these microfluidics parts have been developed. Initially, these miniaturized devices were fabricated using technologies that had been employed in microelectronics—photo-lithography and etching in silicon and glass (Bloomstein and Ehrlich 1992). Subsequently, many new types of material have been introduced to fabricate microfluidic parts (Roberts et al. 1997; Guerin et al. 1997; Delendik et al. 2003), among which polymers are commonly cheap and easy for moulding and embossing (Becker and Locascio 2002). More importantly, sealing, one of critical properties for microfluidic devices, is much easier to achieve by means of thermal process or directly adhesive approaches with polymers. Among alternative polymers, PDMS is optically transparent, soft and easy to fabricate, and thus is one of the most preferable materials for fabricating microfluidic systems (Jo et al. 2000).
The emergence of PDMS molding technique facilitates the development of microfluidic devices, which have become more widespread and more applicable to many engineering industries with increasingly complex 2D and 3D structures and shapes (Duffy et al. 1998). A typical production process of microfluidic devices includes three steps: fabrication of the master mold; producing the PDMS replica of mirco features by pouring the processed PDMS into the mold; bonding the face with micro-channels of the replica to a glass/PDMS to make the microfluidic chip closed. However, this kind of technique is not ideally fast and convenient and is difficult to achieve arbitrary desired cross sections. The cross section of channels from this technique is commonly rectangular which is not good for the fluid flow within the channels. By contrast, a circular cross section is perfectly symmetrical and is suitable for mimicking natural veins by diffusing radial directions of nutrition and gas uniformly, thus is considered as a good candidate for artificial capillary vessel in biological engineering (Choi et al. 2011). Hence, the fabrication of microfluidic channels with circular cross section has gradually gained more attentions (Farahani et al. 2014).
Among all available methods of fabricating PDMS micro-channels, embedded template-assisted method is a relatively simple, inexpensive but promising one (Asthana et al. 2009). This method has been successfully adopted in the fabrication of microvascular networks in fiber-reinforced composites (Esser-Kahn et al. 2011) and microvascular gas exchange unit (Nguyen et al. 2012) by using the Poly(lactic) acid(PLA) as sacrificial material for fabricating micro-channels. In the fabrication process, the embedded sacrificial material is commonly used as the templates yielding the shape of channels after being melted swelling in some certain solutions and removed from the solidified PDMS block. There are two major difficulties in the embedded template-assisted method: the first is the fabrication of the embedded templates due to their micro size and high accuracy requirement; the second issue is the template removal process from the PDMS block. In order to address these issues, 3D printing has been successfully used in the fabrication of the embedded templates. For example,the acrylonitrile butadiene styrene (ABS) scaffold (Saggiomo and Velders 2015) and direct-writing liquid metal (Parekh et al. 2016) were utilized as the sacrificial template to fabricate intricate 3D microfluidic channels.
Compared to two dimensional(2D) micro-channels, three dimensional(3D) channels exhibit great potential for a wide range of applications in microsystems by providing more functional units and some important unique functions that are difficult to realize in conventional 2D channels. Specifically, micro-channels with 3D helical structures in microfluidic devices can fully realize the fluidic performances and can be used as biochemical fluorescence detection devices, biophotonic devices for 3D biomedical analysis, and some other lab-on-chip platforms (He et al. 2012; Shengguan et al. 2012).
Rope coil effect represents the phenomenon where the buckling instabilities arise from competition between axial compression and bending in slender objects, including both solid objects and fluids with free surface (Mahadevan et al. 1998). When a thin stream of viscous fluid or a slender solid strip flows down onto a surface from a certain height, a helical structure is exhibited near the surface. This kind of beautiful phenomenon has been studied theoretically and experimentally (Ribe 2004; Maleki et al. 2004; Ribe et al. 2006; Habibi et al. 2007; Brun et al. 2015), and it was found that there were several parameters affecting the rope coiling effect, including density, viscosity, flow rate of the stream. This periodic coiling phenomenon can be theoretically used in the fabrication of helical structures based on the premise of achieving stable coils by controlling process parameters well. Some related papers are published recently on the application of this process for micro-fabrication, such as coiled fibers (Passieux et al. 2015), curved and structured membrane (Luelf et al. 2016), electrospinning (Shariatpanahi et al. 2016), and also to form the liquid rope coils in a coaxial microfluidic device (Tottori 2015).
In this work, we present a simple and cost-effective embedded template-based method to fabricate helical-shaped circular micro-channels using the rope coiling effect in the material extrusion process to create the helical microstructure which is adopted as the sacrificial template and would be easily removed by swelling in hot water. The proposed method employs a desktop 3D printer to fabricate desired helical structures based on the rope coil effect with PVA (polyvinyl alcohol), one of water-soluble thermal polymers. Using the helical microstructures, PDMS block is molded and subsequently swelled in hot water after cured to obtain the microfluidic channels. In order to fabricate helical microstructures with desired geometries for the embedded templates, the relationship between the process parameters and the shape and dimension of helical microstructures is investigated.
2 Materials and methods
2.1 Materials
A desktop 3D printer (Lulzbot TAZ5 from Aleph Objects Inc.,Colorado, USA) is used to fabricate helical microstructures, which is employed as the embedded template and would be removed from the final microfluidic devices. As one of printable materials, PVA is chosen for the embedded templates since it is a water soluble material widely used in the 3D printing. A commercially available PVA filament (Aleph Objects Inc., Colorado, USA) with 3 mm diameter is adopted in our work by extruding from the hot extruder. The size of generated helical micro wires from the nozzle tip is primarily determined by the inner size of the nozzle tip. The extruded PVA wires would be dissolved completely in hot water with approximately 80 \(^\circ\)C.The temperature of the extruder is set to be 190 \(^\circ\)C and the viscosity of the PVA paste is measured with a rheometer under this temperature is 39 Pa.s, as the density of PVA paste is 1150 kg/m\(^3\), so the kinematic viscosity of PVA paste under 190 \(^\circ\)C is 0.034 m\(^{2}\)/s.
PDMS (Sylgard® 184, Michigan USA) is a silicone-based organic polymer and is particularly known for its optically clear, inert and non-flammable properties. The temperature range of PDMS stable status is quite large, usually from −14 to 200 \(^\circ\)C.

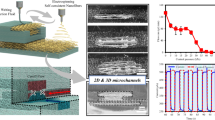
Schematic illustration of process for fabrication of helical microfluidic device; (1) fabrication of PVA helical microstructures, (2) stretched helical wire is fixed in the mold with a movable plate to adjust the thread pitch, (3) PDMS is poured in the mold and cured, (4) the embedded PVA wire is removed by swelling in the hot water, and (5) the final helical microfluidic device
2.2 Fabrication of the microfluidic channel
Firstly, pre-polymer base and curing agent of Sylgard 184 are mixed completely with a volume ratio of 10:1. After eliminating the air bubbles with vacuum pump, the PDMS block is casted within a mold where the helical microstructure is embedded and cured using a hot plate at 100 \(^\circ\)C for about 1 h in accordance with previous method (Song et al. 2010). As the helical template is fabricated with water soluble material, it is removed from the PDMS block to get the final microfluidic device by melting in a container with about 80 \(^\circ\)C hot water. The dissolving time is around 12 hours, but the exact time is dependent on the dimension of the embedded wires and it should not be very long in case the cured PDMS mold would deform. The overall fabrication scheme of the helical microifluidic device is shown in Fig. 1.
The geometric dimensions of micro-channels inside the PDMS block depend on the size and the shape of helical wires. The cross section of the extruded PVA wire is circular and its diameter is affected by multiple process parameters.
3 Preparation of helical microstructure
A number of different methods have been tried to build helical microstructures, including common microfabrication methods (Kirchhoff et al. 2008; Dean et al. 2000) and extrusion-based fabrication methods (Ladd et al. 2013; Lebel et al. 2010; Yamada et al. 2008; Therriault et al. 2003). Most of common techniques have material constraints and require special processing conditions as well as high-demanding fabricating environments, while extrusion-based fabrication techniques show great potential with advantages of cost-effectiveness and availability of wide ranging materials. In our method, instead of using 3D printing technique to print the helical microstructures directly, we fabricate the tiny helical parts using the rope coiling effect which appears in the material extrusion process by some process parameters modification compared to normal FDM process.
The extruding molten PVC paste from the nozzle can be considered as viscous liquid, so it should be feasible to fabricate helical structures using the rope coiling effect during the extrusion process.
In the preparation of helical microstructures, the extruded PVA wires from a specified height would coil and the coiling process is largely influenced by some parameters, primarily the height between the nozzle tip and the forming surface and the flow rate of the viscous extruding PVA paste. To fabricate required helical structures, stable coiling of the viscous PVA paste rope is supposed to achieve. Figure 2 shows the scheme of helical microstructure fabrication process using a desktop 3D printer. It is a comparatively simple process but the parameters determination is quite complex in order to generate helical microstructures with uniform and expected dimensions and shapes.

Schematic of the fabrication process of helical microstructure in the material extrusion process
The PVA filaments extruded from the nozzle would be cured fast without the interaction between layers under the free flowing condition, largely different from the extrusion and deposition condition in the general 3D printing. The slight contact between adjacent coils of the helical microstructures can be eliminated by gentally pulling the helix from two ends with tweezers in a airtight container filled with acetone vapour. Subsequently, the printed helical structures would be stretched to achieve expected thread pitch by adjusting the position of the movable plate shown in Fig. 1 with a linear motor. As the mold is fixed to the table, the helix pitch can be accurately achieved by controlling the postion of the movable plate.
4 Results and discussion
4.1 Fabrication of helical microstructure
In the fabrication of helical microstructures, the helical wire forms above the base plate when the extruded molten paste from a determined height is stacked on the surface. The flow rate of the paste (Q) and the falling height (h) are two essential factors determining the dimension and the shape of helical structures. The original thread pitch of the fabricated helical microstructure (p) , as shown in Fig. 2, equals to the diameter (d) of the extruded wire, which is primarily affected by the size of nozzle and the extruding flow rate.
To clarify the factors affecting the wire diameter, experiments with different flow rates are conducted to measure the diameter with the nozzle diameter of 250 \(\mu\)m. In the experiment, the flow rate is controlled by the driving wheel and ranges from \(1 \times 10^{-2}\) ml/min to \(16 \times 10 ^{-2}\) ml/min calculating from the rotational velocity of driving wheel and the diameter of feeding material, so there are totally 16 groups. In each group, the extrusion process is repeated 10 times and 8 turns in the coil are formed with a constant falling height 4 mm at each time. The experimental results are displayed in Fig. 3, which shows the extruding diameters of the PVA helical wire under different flow rates. It can be observed that the wire diameter would expand slightly with the increasing flow rate. An interesting phenomenon here is that the wire diameter is always larger than the size of the nozzle diameter. This phenomenon is attributed to the die swelling (Bellini 2002), which usually happens in the extrusion of molten polymers mainly due to the storage and dissipation of elastic deformation energy, where however some reversible deformations are partially recovered when the polymer is extruded out of the nozzle completely (Monzón et al. 2013). The die swelling phenomenon is illustrated in Fig. 2.

Effects of the flowrate on the extruding wire diameter
In order to achieve helical microstructures with uniform coil diameter (D), the relationship between coil diameter and falling height and flow rate should be confirmed. Under a constant flow rate, the coil diameter has a close connection to the coiling frequency (Ribe et al. 2012). So the coil diameter can be obtained by studying the correlation between the coiling frequency and the falling height.
Coiling frequency is vital for the rope coil effect and mainly affected by the combination of viscous, gravitational and inertial forces in the coiling process (Ribe et al. 2012). The balance of these three forces gives rise to different coiling behaviors, which have been classified into four regimes at different falling heights and each regime corresponds to a different balance among the viscous, gravitational, and inertial forces that control the motion of rope (Ribe et al. 2012). These regimes are divided by a dimensionless fall height \(\widehat{H}=h(g/v^2)^{1/3}\), g is the gravitational acceleration and v represents the kinematic viscosity (Brun et al. 2015). In our study, the falling height is less than 2 cm and the kinematic viscosity is 0.034 m\(^2\)/s, so the coiling process is mainly controlled by viscous forces as both gravity and inertia are negligible with such a small height. This circumstance belongs to viscous regime, where the coiling frequency \(\Omega\), coil diameter D and the falling height h have below relationship (Brun et al. 2015).
The above expression explains the proportional relationship between the falling height and the coil diameter in the viscous regime. Figure 4 is the results of the experiment and shows the coil diameters with different heights and flow rates. The helix size is affected largely by the falling height (Fig. 4a), where it shows that the coil diameter would increase accordingly with the increasing falling height and the trend in Fig. 4 shows great coherence with the therotical results in viscous regime. However, when the distance between the orifice and the forming surface becomes too large (more than 30 mm), the coil forming process would become unstable and the fabricated structure is disordered as the coiling process belongs to other coiling regimes, where the relationship between falling height and coil diameter becomes more complex. It is also observed that the increasing flow rate would result in a smaller coil diameter (Fig. 4b) which is related to the die swelling effect. A larger flow rate would fasten the flowing speed of the paste and make the coiling frequency much higher.
Generally, the coil diameter is strongly determined by the falling height and also influenced by the flow rate. The distance between the nozzle tip and the forming surface is supposed to be kept constant under a stable flow rate to achieve uniform coil diameter. This can be realized by lifting the nozzle tip vertically upwards with the same speed with which the helical structure grows. With a given flow rate and expected coil diameter, the falling height can be obtained from Fig. 4a, so the corresponding growing speed of the helix is deduced as shown in Eq. (2) based on the volume conservation principle and this should be the lifting speed of the nozzle tip.

Effects of the a falling height and b flowrate on the coil diameter
4.2 Fabrication of helical microfluidic channel
In the micro-channel fabrication process, the embedded helical structure determines the shape and the size of micro-channels. The coil diameter (D) in the coiling process should be quantified in advance based on required channel diameter (D \(_i\)) and thread pitch (p \(_i\)). As illustrated in Fig. 5, when the fabricated helical structure is stretched from L \(_o\) to L \(_i\), the thread pitch increases from \(p_o = d\) to p \(_i\) = \(\frac{L_i}{L_o}d\), while the coil diameter goes down from D \(_o\) to D \(_i\) = \(\sqrt{D_o^2-p_o^2(\frac{L_i^2-L_o^2}{L_o^2\pi ^2})}\). Hence, within a certain range, the fabricated helical microstructure can be stretched by \(\Delta\) L to change its dimension and shape. Specifically, the thread pitch is added by \(\Delta\) p and the coil diameter is decreased by \(\Delta\) D as illustrated in Eq. (3), where negative results indicate the geometric feature becomes smaller, while positive values mean it has been enlarged as a contrast.

Geometric variation of helical microstructure in the stretching process
The above variation relationship between the length (L) and the thread pitch (p) and the coil diameter (D) allows to determine the coil diameter D \(_o\) based on the expected length L \(_i\), thread pitch p \(_i\) and the the helical diameter D \(_i\). Helical structures with coil diameter D \(_o\) can be achieved under a certain flow rate Q from Fig. 4. The inner diameter of channels is considered the same as the size of extruding PVA wire since the change during the stretching is very small and thus ignored in our work.
Figure 6 shows a 3D helical micro-channel built from helical microstructures fabricated with a 250 \(\mu\)m nozzle tip and the flow rate is \(10^{-1}\) ml min\(^{-1}\) from a falling height of 4 mm, which is achieved by a lifting speed of 0.808 \(mms^{-1}\) based on Eq. (2). The wire diameter and the coil diameter are 275 and 3000 \(\mu\)m respectively decided by the flow rate according to Figs. 3 and 4. After the thread pitch is stretched to 2000 \(\mu\)m, the coil diameter decreases to 2930 \(\mu\)m which shows a good accordance with Eq. (3). After the helical templates are removed, the inner walls of the micro-channels are obtained. The blue fluid is injected into the micro-channel for easy to observe.

a Helical micro-channel with dyed liquid; b Shape and inner wall of of micro-channels; c, d Cross sections of micro-channel at different positions
4.3 Demonstration of helical micro-channels with varying geometry
Actually, the shape of fabricated helical microstructures using the proposed method can be helix with not only uniform radius and thickness, but also varying geometric features, including the coil diameter, wire diameter as well as the thread pitch. As the geometry of helical structures is mainly influenced by the falling height and the extruding flow rate of paste, change of these two processing parameters in the fabrication process can lead to the change of both the coiling diameter and wire diameter according to the aforementioned studies.
By changing the falling height within a certain range in the fabrication process, helix with varying coil diameters would appear. Specifically, the coil diameter of helix goes up when the falling height is increased, while the helix becomes slender when the falling height is reduced. Figure 7 presents a helical micro-channel with varied coil diameter by changing the distance between the nozzle and forming surface in the fabrication of the helical microstructures.The minimal coil diameter is 1400 \(\mu\)m and the maximal coil diameter is 2300 \(\mu\)m when the falling height is increasing from 2 to 7 mm with the flow rate equaling with \(10^{-1}\) ml/min. As no changes happen to the flow rate, the wire diameter of the helical microstructures is unchanged leading to uniform inner diameter of the micro-channel.
At the same time, the change of the flow rate during fabricating helical microstructures would change the wire diameter largely and affect the coil diameter slightly, thus the micro-channels fabricated from these helical templates have variable coil diameters, as well as variable thread pitches out of non-uniform deformation due to variable wire diameters along the helix under stretching condition. This kind of micro-channels can be used for microfluidic cell culture and further biological applications. The dyed ink is injected to test the micro-channel and the results indicate the fabricated micro-channel has a desirable fluidic performance.

Helical micro-channel with varying coil diameters
5 Conclusions
To conclude, rope coil effect is found to be capable of fabricating 3D helical microfludic channels by generating helical microstructures, which are operated as the embedded templates to form the channel shape. The embedded helical parts would be removed at last to get the microfluidic devices by melting in hot water. The helical microstructures out of material extrusion process would make the fabrication process of helical shaped micro-channels much efficient and cost-effective. To achieve desirable geometries of helical microstrucrues, including coil diameter, thread pitch, and wire diameter, studies of effects on the dimension and the shape by processing parameters are conducted. Experimental results show a close relation between the flow rate and the wire diameter: increasing flow rate results in a slightly larger wire diameter; at the same time, the coil diameter is also affected by the flow rate, while is largely decided by the falling height of the extruding paste. Microfluidic channels with varying geometries are investigated and have be achieved using the helical microstructures. The proposed fabrication method of 3D helical micro-channels is promising for a wide spectrum of microfluidic applications, such as 3D micromixers, biomedical fluorescence detection and biophotonic devices (Shengguan et al. 2012).
However, the resolution of the printed helical structures is still limited by the limitation of the adopted 3D printer’s precision and the unstable processing ambient. So more related research will be done to explore accurate fabrication of helical templates by improving the operation enviroment and enhancing the accuracy of experimental setups.
References
Asthana A, Kim KO, Perumal J, Kim DM, Kim DP (2009) Facile single step fabrication of microchannels with varying size. Lab Chip 9(8):1138
Becker H, Locascio LE (2002) Polymer microfluidic devices. Talanta 56(2):267
Bellini A (2002) Fused deposition of ceramics: a comprehensive experimental, analytical and computational study of material behavior, fabrication process and equipment design
Bloomstein T, Ehrlich D (1992) Laser-chemical three-dimensional writing for microelectromechanics and application to standard-cell microfluidics. J Vac Sci Technol B 10(6):2671
Brun PT, Audoly B, Ribe NM, Eaves TS, Lister JR (2015) Liquid ropes: a geometrical model for thin viscous jet instabilities. Phys Rev Lett 114(17):174501
Choi CH, Yi H, Hwang S, Weitz DA, Lee CS (2011) Microfluidic fabrication of complex-shaped microfibers by liquid template-aided multiphase microflow. Lab Chip 11(8):1477
Dean RN, Nordine PC, Christodoulou CG (2000) 3-D helical THz antennas. Microw Opt Technol Lett 24(2):106
Delendik K, Emeliantchik I, Litomin A, Rumyantsev V, Voitik O (2003) Aluminium oxide microchannel plates. Nucl Phys B Proc Suppl 125:394
Duffy DC, McDonald JC, Schueller OJ, Whitesides GM (1998) Rapid prototyping of microfluidic systems in poly (dimethylsiloxane). Anal Chem 70(23):4974
Esser-Kahn AP, Thakre PR, Dong H, Patrick JF, Vlasko-Vlasov VK, Sottos NR, Moore JS, White SR (2011) Three-dimensional microvascular fiber-reinforced composites. Adv Mater 23(32):3654. doi:10.1002/adma.201100933
Farahani RD, Chizari K, Therriault D (2014) Three-dimensional printing of freeform helical microstructures: a review. Nanoscale 6(18):10470
Guerin L, Bossel M, Demierre M, Calmes S, Renaud P (1997) Simple and low cost fabrication of embedded microchannels by using a new thick-film photoplastic. In: Transducers, vol 97, pp 1419–1422
Habibi M, Ribe N, Bonn D (2007) Coiling of elastic ropes. Phys Rev Lett 99(15):154302
He S, Chen F, Yang Q, Liu K, Shan C, Bian H, Liu H, Meng X, Si J, Zhao Y (2012) Facile fabrication of true three-dimensional microcoils inside fused silica by a femtosecond laser. J Micromech Microeng 22(22):105017
Jo BH, Van Lerberghe LM, Motsegood KM, Beebe DJ (2000) Three-dimensional micro-channel fabrication in polydimethylsiloxane (PDMS) elastomer. J Microelectromechanical Syst 9(1):76
Kirchhoff MR, Güttler J, Waldschik A, Feldmann M, Büttgenbach S (2008) Revised fabrication process for micro-fluxgate-magnetometers: Usage of electrodepositable photoresist. Microelectron Eng 85(5):1047
Ladd C, So JH, Muth J, Dickey MD (2013) 3D printing of free standing liquid metal microstructures. Adv Mater 25(36):5081
Lebel LL, Aissa B, Khakani MAE, Therriault D (2010) Ultraviolet-assisted direct-write fabrication of carbon nanotube/polymer nanocomposite microcoils. Adv Mater 22(5):592
Liao Y, Song J, Li E, Luo Y, Shen Y, Chen D, Cheng Y, Xu Z, Sugioka K, Midorikawa K (2012) Rapid prototyping of three-dimensional microfluidic mixers in glass by femtosecond laser direct writing. Lab Chip 12(4):746
Luelf T, Bremer C, Wessling M (2016) Rope coiling spinning of curled and meandering hollow fiber membranes. J Membr Sci 12:1246
Mahadevan L, Ryu WS, Samuel AD (1998) Fluid ‘rope trick’ investigated. Nature 392(6672):140
Maleki M, Habibi M, Golestanian R, Ribe N, Bonn D (2004) Liquid rope coiling on a solid surface. Phys Rev Lett 93(21):214502
Monzón MD, Gibson I, Benítez AN, Lorenzo L, Hernández PM, Marrero MD (2013) Process and material behavior modeling for a new design of micro-additive fused deposition. Int J Adv Manuf Technol 67(9–12):2717
Nguyen DT, Leho YT, Esser-Kahn AP (2012) A three-dimensional microvascular gas exchange unit for carbon dioxide capture. Lab Chip 12:1246. doi:10.1039/C2LC00033D
Parekh DP, Ladd C, Panich L, Moussa K, Dickey MD (2016) Simple 3D Printed Scaffold-Removal Method for the Fabrication of Intricate Microfluidic Devices. Lab Chip 16(10):1812
Passieux R, Guthrie L, Rad SH, Lvesque M, Therriault D (2015) Instability-assisted direct writing of microstructured fibers featuring sacrificial bonds. Adv Mater 27(24):3676
Ribe NM (2004) Coiling of viscous jets. Proc R Soc Lond Ser A 460(2051):3223
Ribe NM, Habibi M, Bonn D (2012) Liquid Rope Coiling. Annu Rev Fluid Mech 44(8):249
Ribe NM, Huppert HE, Hallworth MA, Habibi M, Bonn D (2006) Multiple coexisting states of liquid rope coiling. J Fluid Mech 555:275
Roberts MA, Rossier JS, Bercier P, Girault H (1997) UV laser machined polymer substrates for the development of microdiagnostic systems. Anal Chem 69(11):2035
Saggiomo V, Velders AH (2015) Simple 3D printed scaffold-removal method for the fabrication of intricate microfluidic devices. Adv Sci. doi:10.1002/advs.201500125
Shariatpanahi SP, Bonn D, Ejtehadi MR, Zad AI (2016) Electrical bending instability in electrospinning visco-elastic solutions. J Polym Sci Part B Polym Phys 54(11):1036
Shengguan H, Feng C, Keyin L, Qing Y, Hewei L, Hao B, Xiangwei M, Chao S, Jinhai S, Yulong Z (2012) Fabrication of three-dimensional helical microchannels with arbitrary length and uniform diameter inside fused silica. Opt Lett 37(18):3825
Song SH, Lee CK, Kim TJ, Shin IC, Jun SC, Jung HI (2010) A rapid and simple fabrication method for 3-dimensional circular microfluidic channel using metal wire. Microfluid Nanofluid 9(2–3):533
Therriault D, White SR, Lewis JA (2003) Chaotic mixing in three-dimensional microvascular networks fabricated by direct-write assembly. Nature Mater 2(4):265
Tottori S (2015) Formation of liquid rope coils in a coaxial microfluidic device. Rsc Adv 5:33691
Yamada A, Niikura F, Ikuta K (2008) A three-dimensional microfabrication system for biodegradable polymers with high resolution and biocompatibility. J Micromech Microeng 18(2):025035
Acknowledgments
We thank the support from Project (No. 51221004) supported by the Science Fund for Creative Research Groups of National Natural Science Foundation of China,Project (No.145) supported by 2015 Visiting Scholars Professional Development Program of Zhejiang Provincial Education Office.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Yang, Wm., Zhu, Tk., Jin, Ya. et al. Facile fabrication of helical microfluidic channel based on rope coiling effect. Microsyst Technol 23, 2957–2964 (2017). https://doi.org/10.1007/s00542-016-3010-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-016-3010-4