
Abstract
The hot blast system is a key ancillary plant equipment with respect to safe and stable operations during a long blast furnace campaign. Hot blast stove designs have been optimized to such an extent that, in some cases, their lifetimes have surpassed the campaign lengths of the associated blast furnaces by a substantial margin, with the exception of the burner and a few critical areas.
This article presents recent developments with respect to designing, building new and operating existing hot blast systems for a long lifetime and at optimized performance. These developments include fundamental improvements such as dome combustion designs as well as increasingly comprehensive packages for inspection, assessment, and maintenance techniques. Examples of such techniques are burner replacement with the hot blast system at operating temperature, improved double shell approaches and TOFD measurement applications.
Zusammenfassung
Das Heißwindgebläse-System ist eine wichtige ergänzende Anlagenausrüstung im Hinblick auf einen sicheren und stabilen Betrieb während einer langen Hochofenkampagne. Die Konstruktionen von Winderhitzern wurden so weit optimiert, dass ihre Lebensdauer die Kampagnenlängen der zugehörigen Hochöfen mit Ausnahme des Brenners und einiger kritischer Bereiche teilweise deutlich überschritten hat.
Dieser Artikel stellt die neuesten Entwicklungen in Bezug auf Design, Bau neuer und Betrieb bestehender Heißwindanlagen für eine lange Lebensdauer und optimierte Leistung vor. Zu diesen Entwicklungen gehören grundlegende Verbesserungen wie Domverbrennungskonzepte sowie immer umfangreichere Pakete für Inspektions-, Bewertungs- und Wartungstechniken. Beispiele für solche Techniken sind der Brenneraustausch mit dem Heißstrahlsystem bei Betriebstemperatur, verbesserte Doppelmantelansätze und TOFD-Messanwendungen.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Maturity of Hot Blast Stove Technology
The steel sector is confronted with a global drive towards energy efficiency and reduced environmentally harmful emissions, in particular with respect to cutting carbon dioxide emissions. These demands come on top of a highly competitive environment that puts pressure on production costs. An added factor is the pressure from local residents near steel plants to cut emissions of toxic gases and particulates.
The hot blast system is a significant contributor to these forms of pollution, meaning that design and maintenance are key factors for management to consider. Existing and future demands must be constantly monitored. As a result of the degradation of the system and resultant decline in capacity, constant attention is required. In cases of doubt, a thorough assessment of the hot blast system is needed to check the actual against theoretical performance on the basis of the key criteria of campaign length, efficiency, capacity, and emissions.
Any effective long-term strategy for the configuration of the hot blast system must be based on an integrated plant optimization. It should look not only at the stove as a piece of stand-alone equipment that needs to be optimized, but at the optimization of the entire plant. The options range from relatively low dome/hot blast temperature in combination with the addition of oxygen or cokes oven gas injection in the blast furnace to ultra-high hot blast temperature to minimize coke consumption. For this purpose, the blast furnace plant optimization uses advanced software models combining heat and mass balance calculations, process scenarios, and flow sheet configurations. A typical example of a result sheet is shown in Fig. 1.

Hot Blast System Optimization using advanced software models
2 Operational Risk with Existing Systems
New designs such as dome combustion-type hot blast stoves are coming onto the market that have yet to demonstrate their longevity, but in general the current hot blast stove technology has attained a level of maturity such that, to all intents and purposes, the campaign length is effectively infinite and extends beyond the campaign length of the other installations involved in ironmaking.
While this is true for relatively new systems, the remaining campaign life capability of the bulk of the existing hot blast stoves that have been in operation for some years or even decades may be anything from a day to 30 years. Continuing to push these systems in the awareness that specific components are reaching the end of their effective operating life and without anticipating potential problems arising from the failure of these components holds risks for the company concerned.
Certain critical events are of a catastrophic nature. Domes have blown off hot blast stoves on a few occasions over recent decades as a result of the creeping phenomenon of stress corrosion cracking, with obvious and serious consequences for health and safety as well as high costs arising from repairs and lengthy outages. But less serious events, which are also capable of causing lengthy unscheduled interruptions to operations, along with the associated costs, are more common. Examples include burner degradation resulting in reduced combustion capacity and related operating temperature and higher emissions. Another is shell hotspots that indicate internal refractory degradation and may in the end result in the degradation of steel quality and accelerated shell cracking.
3 Campaign Management
Plant management faces a choice. It can press ahead with operations on a day-to-day basis confronting problems as they arise. Many repairs are relatively easy to carry out with no or minimal downtime. Repairs of this kind may extend campaign length by, say, a year. But if the required campaign length is longer, this approach may prove more costly in the long run—“penny-wise, but pound-foolish”—and result in frequent repair work to correct faults, with repeated outages, resultant costs, and loss of production capacity as a consequence. The better alternative is to plan repairs and modifications based on assessments of the process and the plant against relevant criteria, such as campaign length, stove capacity. and the emissions restrictions stipulated by law.
The aim of this “campaign management” approach is to optimize preventive maintenance with the long-term objective of achieving operating security by optimizing the allocation of investment to maintenance effort, optimizing the operating costs and minimizing unscheduled outage.
4 Assessment
Plant management needs to establish a baseline campaign management program based on an assessment of the operation and the equipment. This program can be analyzed in three major components:
- 1.
Process—reviewing capacity, efficiency, and emissions
- 2.
Shell—reviewing operating life and operational security
- 3.
Internals—reviewing operating life and operational security
The Condition Assessment conducted by Danieli Corus at the hot blast system equipment critical for the process related performance will take in:
- 1.
The analysis of historical operating data and trends will be accompanied by “control room discussions” with the people who know what is going on in their plant: the operators. These data, along with face-to-face discussions and analysis of shift logbooks, provide the necessary input needed for a thoroughgoing assessment of operating practices. Key aspects of the process condition assessment include waste gas measurements—O2, CO2, CO, NOX, SOX—and pressure drop measurements across components.
The actual hot blast stove performance is compared with the theoretical capacity on the basis of the Danieli Corus “BLARE” stove simulation model, which carries out simulations based on a given operating mode, comparing how the hot blast system performs in actual practice compared with the theoretical performance in terms of continuity of blast volume and temperature, gas consumption, percentage of excess air, pressure drop, efficiency, and emissions. The aspects for discussion include whether valves are operated manually or computer-controlled. The latter offers room for improvement in terms of efficiencies and emissions. (Fig. 2).
- 2.
Shell thickness measurements by means of ultra-sound can provide an indication for the amount of corrosion—in terms of thickness decrease—of the shell. Full penetration cracks are identified using ultra-sound and/or soap tests. Other methods are TOFD (time-of-flight diffraction) measurements for stress corrosion cracks, thermography or stress calculations based on actual norms, and shell thickness. These inspections are executed at the most crack sensitive locations: at intersections of circumferential and vertical welds in the dome area, combustion chamber high temperature areas, and nozzle connections. Recent references for TOFD assessments (Fig. 3) include a complete stove shell inspection in Europe and an assessment of four external combustion chamber stoves in India. In the latter, the extent of the inspected area was limited to selected weld intersections as much as time and accessibility permitted. Based on the measurement data, an indicative status of the shell condition was provided. Such a status report can be used for conceptual plans and budget estimate purposes but requires additional investigation in case a definitive scope of work must be determined.

Process Review and Operational Assessment

Shell Condition Assessment, TOFD Measurement in Progress
The inspection in the European plant was conducted as part of a stove reconstruction project, and the goal was to define the extent of the shell replacement to support a new stove campaign. Based on the results, it was clear that the majority of the welds contained cracking to a certain degree. The decision was to replace the complete stove shell, while the original plan was to keep the cylindrical part of the shell in place as much as possible.
- 3.
Mapping the temperature of high temperature components of the hot blast system gives relevant information about the condition of the refractory lining inside. Additionally, sources of gas leakages through cracks or at flanges can be identified by a thermographic survey. These leakages must be dealt with immediately to prevent the progressive degradation of the refractory and overheating of the shell in such areas. Internal inspections using a water cooled endoscopic camera have proven their value to establish the refractory condition of normally inaccessible areas of the hot blast stove, such as the combustion chamber (Fig. 4) and dome area. With limited effort, suitable access points can be created at a manhole, draft hole, or instrument nozzle. Normally an opening of 80 mm is sufficient for the camera to enter the stove. Within a regular schedule blast furnace maintenance stop, physical inspections are possible below the checker grid and ceramic burner (combustion gas and air inlet) if adequate safety measures are taken.

Endoscopic Inspection for Assessment of Stove Internals
5 Campaign Extension Programs and Measures
Plant management needs to draw up a strategy based on today’s and future required capacity, efficiency and emissions standards and anticipated remaining campaign length (lifetime). Again, this strategy will be formulated on the basis of the subdivision described above into 1) Process, 2) Shell, and 3) Internals.
For any of these areas, the corrective measures, repairs, improvements, or investments can be placed in a timeline following the overall plant strategy. An overview of the portfolio of measures, sets of which constitute scenarios or programs for campaign extension and—in connection with the prior assessment program—are the backbone of the campaign management activity, is shown at the end of this article.
The first priority for anyone is to keep the hot blast system a safe working environment. Continuous attention for cracks and hot spots and solving these at the earliest opportunity prevent further degradation and will extend the lifetime of the internals and steel components. For hot spots, “online grouting”—injecting insulating refractory material while the system is on blast—is an effective solution. The injection material has good flow properties and does not contain water, which can evaporate and leave voids. An additional advantage is that feedback of the effectiveness of the grouting action can be obtained directly using an infrared camera. The number of injection points can easily be adjusted to the situation. (Fig. 5).

Thermal Condition before and after Grouting (note different temperature scales)
Prior to looking at equipment upgrades as a way to improve operations, the blast furnace department should review the process efficiency. Danieli Corus operating specialists can assist in objectively assessing and analyzing the process parameters and operating practices, which helps operators to find the right priorities and way forward. In practice various plants still rely on operator controlled valve settings and change-over timing instead of using automatic stove operating settings. If the reason is an automation system that is not working to expectations or insufficient experience within the blast furnace process group, in both situations Danieli Corus can provide support by upgrading the automation system or organize a dedicated training.
The Danieli Corus stove optimization automation—one of the modules of the blast furnace Level 2 system—is a valuable tool that can help the blast furnace team to further optimize energy efficiency and operating cost. This Level 2 automation can be applied in any hot blast system; an example that illustrates this is the Level 2 system that Danieli Corus installed for a Brownfield hot blast system upgrade. (Fig. 6).

Stove Optimization Automation
After the mechanical survey of the hot blast system, the stress calculations should be updated with the inspection results and evaluated against the applicable industry pressure vessel norms. The corrective measures—ranging from emergency/temporary crack repairs to complete stove double shell solutions or even full shell replacement—will depend on the outcome of the evaluation. Reliable campaign extension solutions include reinforcement plates and rings. With the proper engineering and a consistent maintenance program, the lifetime of crack affected areas can be extended by more than ten years. Danieli Corus recently designed and engineered a double shell solution for two local sections (upper combustion chamber and checker chamber) of external combustion chamber stoves. Within this project Danieli Corus compared the reinforcement plate solution and a double shell solution for a section of approximately 3 meters high.
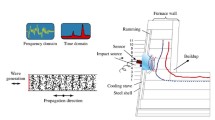
When it comes to maintaining the condition of stove refractory there is not really anything between an emergency repair, such as grouting or hot gunning/ceramic welding and an internal repair good for another “ten years plus” lifetime. There are two reasons for this: (1) a proper repair will function as if it was new. Any substandard design, refractory quality or installation will show signs of degradation within one or two years after commissioning; (2) any refractory repair in the hot blast stove will have a significant impact. Either going back to a two stoves operating mode and reducing production or building a third stove to maintain the existing production level both require long term planning. There is always the choice between hot- and cold repair. The main factors that affect this decision are the extent of the repair, available time, and access to an experienced team. Partial repairs offer an excellent opportunity to improve those areas of the stove that turn out to be the most critical in terms of lifetime or weak points in terms of efficiency. Danieli Corus’s latest development to improve ceramic burners’ emissions in internal and external combustion chamber stoves can be implemented in any comparable configuration and only requires the replacement of the top few layers. (Fig. 7).

Burner Optimization (red colour indicates higher mole fraction of CO)
Danieli Corus’s hot repair projects (Fig. 8) have been completed safely, within the planned construction time and complying to the highest quality standards. The perception of the industry towards cold repairs—allowing a more extensive repair scope within the same working time as a result of the more efficient working conditions—is that they require several months of shutdown and are a risk for the integrity of the sound refractory of the stove.

Burner repair while maintaining hot blast system at operating temperature
Although cooling down and heating up together will take 20 to 24 days, Danieli Corus has developed safe and secure procedures that will provide unrestricted access in the stove resulting in better opportunities for design improvements. An example is a stove in Latin America where, early in the campaign, cracks developed in the combustion chamber refractory as a result of an ineffective expansion design. Severe cracking developed in the partition wall with a high risk of short circuiting. A new refractory skin wall using Danieli Corus’s expansion design philosophy was applied in combination with an additional insulation layer in the partition wall and parabolic dome design for improved stability. (Fig. 9).

Combustion Chamber before and after application of new refractory
If a further degree of refractory deterioration is confirmed after the condition assessment—quickly rising waste gas temperature during the heat up cycle, a rapidly declining hot blast temperature during the blast cycle, high pressure drop in the checker work, general cracking and debris in the lower part of the stove, overall degradation of the refractory insulation continuously resulting in hot spots—a complete reconstruction of the internals should be considered. Several options are possible depending on the condition of the hot blast system mechanical components. Although the stove shell is probably the most critical component due to the cyclic load, other aspects must be considered, such as sizing of process mains, waste gas main design in relation to heat recovery, valves control in relation actual safety and energy efficiency requirements, and more. Reconstructing a new stove using the latest design and material standards can result in considerable cost savings.
Stove reconstruction projects always have to be considered in the light of future plant operating requirements and existing boundary conditions: restrictions related to the hot blast system configuration but also financial limitations. This results in different solutions for apparently similar situations. Two examples of Danieli Corus projects in Europe with new internal combustion chamber stoves illustrate this. Both plants operate stoves with an internal hemispherical dome, both with Alumina refractories in high temperature areas.
For the first project, the preference was for Alumina dome refractories and from an investment cost perspective, the internal refractory dome design was chosen. Based on the long-term strategy of the plant, the lifetime expectancy of the new, additional stove did not have to exceed 15–20 years. Nevertheless, significant design improvements in the burner area and expansion design will accommodate a long campaign without intermediate repairs. For the other project, where an old hot blast stove was replaced completely, the new design included Silica in high temperature areas and a “mushroom” dome. (Fig. 10).

New hot blast stove within existing systems
For a third stove reconstruction project in Europe, Danieli Corus designed an internal combustion chamber stove replacing an external combustion stove, re-using the checker chamber of the original stove without reducing the capacity of the stove. This was only possible by using higher efficiency checkers. (Fig. 11).

Replacing external combustion chamber stove with internal combustion chamber design
The next step in hot blast system upgrades is an extension of the system by a fourth stove with the aim to increase the capacity (Fig. 12). Although depending on the design limits of the blower, it is often possible to achieve higher hot blast system duties without major changes to peripheral components.

Evaluation of options for “fourth stove scenario”
Once the decision for a fourth stove has been taken, the design concept should be evaluated carefully. Based on the required capacity external-, internal- and dome combustion concepts can be considered. Depending on experiences with the original hot blast stoves, the complexity to implement a new stove within the existing hot blast system configuration and—again—investment cost, the definitive choice might not be the obvious one.
6 Conclusions
Optimization of a hot blast system can only be determined in relation to the complete blast furnace plant capacity, efficiency, and required campaign length. Assessing flow sheet configurations and hot blast system process scenarios against the requirements set by blast furnace mass and heat balance calculations lays a solid foundation for optimized campaign management.
The condition of the hot blast system should be evaluated constantly against the current and future operating and campaign lifetime targets. A complete assessment includes an analysis of the process performance, mechanical components condition review, and refractory condition inspection. A complete TOFD analysis of the stove shell is a “must” in case of a stove internals reconstruction.
The measures to comply with future operational targets can be subdivided in three areas—process, mechanical, and internals—and can be placed on a timeline indicating the expected lifetime, divided in short term repairs, campaign extension measures, structural repairs, and strategic investments.
Examples of different successful optimization, campaign extension, improvement, and reconstruction scenarios have been described. For every situation, Danieli Corus is looking for optimum, tailor-made solutions. For this purpose, it helps if the end-user has set clear and deliberate long-term targets.
It is clear that a straightforward “in-kind” repair or replacement of equipment is no longer acceptable in today’s demanding industry environment as a result of the required energy (CO2) reduction and minimal polluting waste gas emissions. Major reconstruction projects can be postponed if the safety, performance, and reliability of the hot blast system allow.
In such case it is important to take—often low cost—measures to keep the hot blast system up to date:
Stop hot spots and gas leakages as soon as these are identified. Online grouting has proven to be effective taking away hot spots.
Monitor shell condition and take preventive measures to slow down the process of shell cracking, such as applying reinforcement bands at circumferential welds and insert plates at critical intersections of weld lines.
Optimization of hot blast system operations. Danieli Corus operating specialists’ assessment and analysis helps operators to find the right priorities and way forward. Danieli Corus’s Level 2 stove optimization module is a useful tool for this purpose.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
van Straaten, V., de Graaff, B. & Engel, E. Hot Blast System Development: Technology, Operations, Campaign Management. Berg Huettenmaenn Monatsh 164, 452–460 (2019). https://doi.org/10.1007/s00501-019-00916-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-019-00916-8