
Abstract
The design and operation of the electric furnace has undergone significant advancements over the past several decades with the smelting industry moving towards increased crucible power density and maximizing operating efficiency. The push towards higher efficiency coupled with more challenging operating conditions, such as lower quality and more variable ore grades, has necessitated the evolution of furnace instrumentation and advancement of control systems to ensure safe and efficient operation. This chapter is focused on the progression of the instrumentation and automation required to facilitate operation and mitigate risks associated with high intensity furnace operations. Emphasis is placed on automated furnace feeding using radar instruments for feedback control. This is a somewhat recent development that continues to evolve and improve consistency of operation. The outcomes are improved performance, greater operational efficiency, and potential reductions in carbon emissions. Examples from two high-power, shielded-arc operations that rely on accurate bath coverage are presented herein. Another important aspect in optimizing furnace operational efficiency is the integration and coordination of the upstream and downstream equipment with the furnace operation. Additionally, this chapter describes some recent advancements in instrumentation, some of which are under development, that will continue to shape the next generation of metallurgical furnace operations. In the context of climate change and greenhouse gas restrictions, process efficiency improvements offered by technologies such as those described herein are becoming increasingly important to reduce the carbon footprint within heavy industry.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction and Background
Pyrometallurgical extraction of mattes and metals from ores requires significant energy and a significant energy consumer in the process flowsheet is the smelting furnace. Improving efficiency and reducing emissions of these energy-intensive processes, by even a few percent, provides a quantifiable contribution towards a more sustainable future. This paper is centered around the ongoing intensification and efficiency improvements of electric furnaces in the Ferroalloy and Platinum Group Metal (PGM) industries and highlights recent developments in the automation space and ongoing evolution towards a more sustainable future. It is worth noting that these opportunities are applicable to the majority of metallurgical furnaces in the world.
As operations are forced to process ever decreasing ore grades, the smelting industry has moved in the direction of increased furnace power and throughput to meet production targets and sustain profitability. The progression has also been toward higher power density to gain maximum furnace efficiency and minimize capital investment. One of the key challenges of operating at a higher intensity is that small process upsets develop into operating risks more rapidly and consequently a higher level of monitoring and automation is required to manage that risk. Figure 1 illustrates the progression of power levels and intensification over the last 70 years.

Trend of furnace operating power over the last seven decades
Operation at higher bath-power density (i.e., higher smelting rates) often requires operating at higher slag superheat for the same bath coverage and feed granularity. In addition to increased intensity, deteriorating and highly variable ore grades have led to running certain processes under more difficult operating conditions.
Higher slag superheats are generally undesirable as they increase the likelihood of crucible-lining loss-of-integrity events due to increased wear on crucible refractories; higher slag fluidity (lower viscosity); higher matte/metal temperatures in the furnace tidal zone; and the requirement to remove significantly more energy from the material before it solidifies. The combination of higher intensity and more challenging operating conditions demands ever increasing levels of performance certainty from the crucible equipment.
The successful development of various technologies to support these equipment performance advancements requires a multi-disciplinary approach, leveraging expertise in the fields of metallurgical process, thermal, structural, electrical, and control system engineering. Advances in these areas continue to be fundamental to the ongoing development of safe and efficient operations.
Process intensification is more complex than just increasing the power input to the furnace. Nickel laterite metallurgical furnaces that include the latest furnace instrumentation and control technology are at the leading edge of the development of various components that will be required to operate the next generation of smelting furnaces at even higher powers and intensities. The progression of laterite smelting furnaces offers a good case study to demonstrate the operational and design changes that have successfully enabled the migration to a more intense smelting operation. Two case studies of these operations are presented in this chapter.
2 Progression of Furnace Operation
Over the past several decades, most operations have transitioned from submerged-arc or immersed operation to shielded-arc operation to achieve higher performance operation [2]. Several key operating modes are illustrated in Fig. 2; there are other modes of operation, such as open arc and brush arc, the details of which are beyond the focus of this discussion.

Modes of operation
The starting point for nickel laterite smelting was the blast furnace, owing to the high degree of similarity between iron ore and nickel laterite. The first laterite smelting operation was in New Caledonia. At the time, it was essential that nickel be recovered as matte rather than metal. In the blast furnace process, Gypsum and Glauber’s salt were co-reduced to facilitate the formation of a matte. There were several operating difficulties and high operational costs associated with this type of blast furnace operation that led to the adoption of the electric furnace process. Given the plant already had coke infrastructure, the furnace was designed to operate in an Submerged Arc Furnace (SAF) mode. This relies on a conductive coke bed under the electrodes, which also acts to keep the burden above porous to gases emanating from the bath. A critically important aspect of SAF operations is controlling the location of the reaction zone relative to the bath. Variations in the coke bed conductivity cause the electrode position and hence reaction zone to migrate, which can pose significant operational challenges.
Immersed operation, where the electrodes penetrate into the molten slag bath, is a much simpler mode of operation. However, the relative low resistance of the slag bath limits high voltage operation. The driving force for smelting is the slag superheat as all electrical energy is in the form of bath power. As a result, the operation cannot rely on the low bath-power density and charge banks that protect the walls all the way down into the metal bath are essential, as is the case with the SAF mode of operation. Consequently, the development of penetrative water-cooled copper elements [3] in the furnace sidewalls and robust binding systems have been essential to prolong furnace crucible integrity under these intense smelting conditions.
Shielded-arc smelting was developed at the Falcondo operation in the Dominican Republic to make the operation with low-grade ore feasible. The fundamental principles that led to a successful high power, shielded-arc operation are described in detail by Walker et al [4] and Voerman et al [5]. In this mode of operation, an arc, drawn between the electrode and the bath, is consistently surrounded by the charge material. The high voltage arc induces rapid melting by transferring high power loads directly to the calcine charge.
Shielded-arc operations rely on a combination of arc and bath smelting and, to a degree, the length of the arc can be manipulated to change the arc to bath power ratio. This adds an operational lever that can be used to influence smelting rate and bath temperature. In so doing, it has been possible to increase the power levels and intensity of the furnace operation. Achieving this high power operation has been made possible by several key technical and engineering developments. Firstly, the application of high voltage and controlled calcine feeding to provide a shielded-arc under the electrode tip relies on advanced designs and sophisticated control algorithms for both power and feed control. Additionally, power stabilization technologies have developed to meet the power quality requirements [3].
3 Controlling the Furnace Energy Balance
An important aspect of controlling the furnace process is to ensure that the supply of feed material to the furnace remains in balance with the power input. In most operations, the electrical power determines the production rate, and the feed material is ideally metered in at the corresponding ratio to maintain the furnace thermally balanced.
Depending on the process itself, the objective may be to operate with no feed coverage, partial coverage, or complete coverage of the molten bath. Under any of these modes of operation, an imbalance in the feed to power ratio will upset the process and lead to suboptimal process efficiency and increased risk of crucible integrity loss events. The greater the degree of feed coverage, and the lower the process intensity as measured by the bath hearth power density (kW/m2), the more forgiving the process is to short-term imbalances. For example, in an open-bath operation, if the feed rate drops off, the energy surplus will contribute to sensible heating of the bath and freeboard causing its temperature to quickly rise.
As the process intensity increases, any interruption or persistent imbalance can rapidly lead to upset conditions. Ensuring good process control requires the correct amount of feed material to be added in the correct location and at the correct time. Consequently, the feed transfer and furnace feed systems must be designed to meet these requirements and provide accurate material accounting. A fortunate byproduct of the high degree of thermal monitoring is the ability to accurately measure the energy losses from the crucible. When combined with advanced feed systems that have the necessary instrumentation to track mass and energy flows, it is possible to manipulate the energy flows of the furnace to maintain good process control and optimize the operation.
In general, it is highly desirable to keep a process operating in a steady and consistent manner. The benefits include a reduction in significant process disruptions that, in many cases, are caused by large or rapid changes in furnace operating parameters. Additionally, by reducing process variability, the operation can be maintained in a narrower band allowing the operators to target an operating point closer to the operational limits where efficiency and production benefits can be realized.
In contrast, high process variability is generally undesirable. Firstly, thermal cycling is detrimental to both energy efficiency and equipment life. In the case of persistent underfeeding, the crucible would be exposed to more extreme thermal cycling conditions, impacting the life of the crucible and raising peak operating temperatures of the bath. Operating at higher bath temperatures, drops the efficiency due to increased heat content of the molten products and higher crucible heat loss. Additionally, it increases operational risks that are associated with higher bath superheat.
Overfeeding will lead to a high charge burden in the furnace such that the bottom of charge piles impinges on the slag taphole and may hinder tapping of slag. The high charge burden has a lower gas porosity, which results in an increased risk of gas disturbances at the arc cavity, leading to poor performance and roof damage. Additionally, high charge banks reduce the freeboard volume significantly and impact off gas velocity resulting in increased dust load and poor combustion and freeboard/off-gas temperature control.
Traditionally operators have used manual inspections (both visual inspections and soundings) to keep the process balanced from an energy perspective. This involves a combination of bath soundings and manual inspections (via a sidewall viewport). There are two challenges with this approach:
-
1.
Inspection from a view port is a procedure that has many safety risks associated with it. Due to several incidents that have happened over the years, this practice is generally limited, prohibited, or requires significant safety risk mitigation.
-
2.
The infrequent nature of sounding and inspections, typically once or twice a shift, is insufficient for a high intensity operation where the smelting rate can rapidly consume a pile of feed material.
An advancement to this approach is the use of crucible freeboard and roof thermal monitoring as a feedback mechanism to detect poor bath coverage conditions. However, this method lacks precision as a bath coverage indicator, as such it is of limited value as a feedback measurement.
Another valuable tool advancing furnace process control is a feedforward mechanism that uses a real-time mass and energy balance to predict consumption and keep the power to feed ratio balanced. To effectively control the slag superheat and manage the risk to crucible integrity, it is critical that charge material be fed to the furnace at a rate that is consistent with the smelting rate. It is only furnace power, net of electrical and thermal losses that contributes to smelting feed. The feedforward predictive model uses the secondary power, the Specific Electrical Requirement (SER – kWh net /tfeed ) of the feed material and computes the thermal losses from the process to calculate the global feed rate such that it will match the smelt rate. The feed rate to each port is determined from an arc-bath smelting model that predicts the smelting rate as a function of the power and resistance setpoints and relative distance from the electrodes. This approach offers an improvement over the periodic inspection approach; however, the following limitations exist.
-
1.
This is a predictive method that relies on the accuracy and consistency of the SER value (significantly impacted by feed and product temperature, which in turn are impacted by the presence of coarse or high liquidus materials that impact local melting rates); the accuracy of the feed system weight measurements (most power systems are sufficiently accurate); and the computation of the crucible losses.
-
2.
The build-up of interphase materials such as crusts between feed and slag and spinel/metalloid phases between slag and matte/metal have a major impact on model parameters such as heat transfer co-efficients and can lead to local areas within the furnace with higher or lower than average melting rates.
-
3.
A minor error in the feed to power ratio will accumulate and so eventually this will lead to a large offset in the desired amount of feed in the furnace. Periodic inspections and soundings are thus often used to correct these errors.
More recent advancements include the use of radar instruments to directly measure the feed level in the furnace. With this level of feedback, it is possible to manage both the local and global furnace feed rates. The key advantage of this approach is that it intrinsically adjusts to the smelt rate by keeping the feed level constant. Essentially, this replaces and automates the visual inspection and provides an accurate measurement that can be used in the feedback control system to meter feed to the furnace. Additionally, slag level inferences from electrode hoist position, mass balance, and other furnace measurements can be made between soundings to improve thickness control. The remainder of this paper focuses on the practical implementation of this approach.
4 Integration of Design and Control
The design of the ancillary equipment is an important factor impacting the ability to control the process such that it achieves the desired performance. Keeping the feed thickness within the desired range across the bath, requires the appropriate quantity of material to be delivered to a specific location at the appropriate time. This becomes increasingly important as the angle of repose of the material increases and feed piles with notable peaks and valleys form across the feed surface. Both the feed system design and roof port layout are important elements that influence the achievable feed coverage performance.
An important aspect in the design is to ensure that the feed addition profile can match the consumption profile for the mode of electrode operation (immersed, brush-arc, or arcing). For immersed operations, bath smelting is the primary form of feed consumption by heat transfer from the slag at the slag-feed interface. In shielded-arc operations, the consumption is significantly higher near the electrodes from the arc and several considerations must be made in the design to be able to ensure shielded coverage of the arcs in this mode of operation.
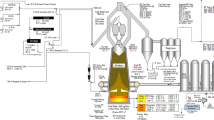
To fully understand the impact of port positioning and ability to add feed, a detailed simulation model can be used. Figure 3 shows the results of a simulation that mimics the piling of feed (according to a defined angle of repose) and a consumption model that considers the mode of electrode operation. The three-dimensional profile provides a good overview of the feed profile across the bath, and the two-dimensional section is valuable for assessing electrode/arc coverage from a dynamic perspective.

Simulated feed profile
These tools enable the design engineers to modify/validate the design to ensure that the required coverage of the bath and shielded electrodes can be achieved. Additionally, the simulation allows for the impact of batch size on the feed profile to be evaluated. Generally, smaller, more frequent batches favor more consistent, smooth operation, but the smaller the batch, the less accurate the measurement and the more frequent the valves are cycled. Large batches cause a bigger disruption to the process and can disturb the bath surface. The simulation enables one to better assess these trade-offs and optimize the feed system operation accordingly.
5 Application of Automatic Radar Feedback Control
More than a decade ago, robust radar systems were introduced to measure the feed level in furnaces. Operators have been making use of these measurements to control and adjust feed rate to align feeding with the smelting rate. An early application of radar feedback was successfully implemented on a concentrate fed, six-in-line PGM furnace [6]. In this application, the concentrate has high fluidity and consequently flattens out without forming piles as it settles above the bath. The furnace operates with the electrodes immersed, and the primary focus of feed addition is for consistent bath coverage. The authors of that paper describe how feedback from the radars improved understanding of the furnace behavior with respect to concentrate feed level control, individual feeding events, global feed rates, feed distribution, and bath disturbances.
5.1 Reference Site 1
An advanced furnace-feed level-control system, utilizing radar instruments for feedback, was recently implemented on a 70 MW electric furnace. This furnace is fed with a calcined laterite ore, which has a high angle of repose resulting in the formation of conical feed piles. With the calcine piles forming under the feed ports, the approach for feed level measurement is different. Instead of several radars acting as redundant measurements, as in the case for a concentrate fed (low angle of response) operation, a much larger quantity of radars are required. Each feed port is typically fitted with a radar, enabling the full feed profile across the bath to be monitored. This is a shielded-arc operation and the tendency of the feed material to form conical piles makes it critical to closely manage feed addition carefully at each port to ensure good coverage around the electrodes.
The feedback control algorithm has two control modes, namely, level and thickness control. The level control mode provides feedback control to the top of the feed. A potential drawback of this approach for operations where the bath level fluctuates significantly is that it will induce a similar fluctuation in the thickness of the feed material with the level of the feed remaining constant. Controlling the thickness of the feed is a better approach to maintaining arc coverage and thereby achieve optimal smelting efficiency. The thickness control mode combines the feed level measured by the radars with slag level data gathered via soundings to provide feedback control on the thickness of the feed layer. Additionally, a calibrated inferential model was developed to provide continuous top of slag bath level between soundings. Figure 4 outlines these radar control parameters on a cross-sectional view of an electric furnace.

Furnace cross section showing levels radar measurement
Ultimately, the goal of the Radar Feedback Control System is to maintain a feed layer of constant thickness within the furnace by matching the feed rate to the smelting rates while accounting for slag bath level changes. It was found that utilizing the level control mode is sufficient for operations with minimal slag level variation. However, tapping limitations or upstream interruptions can cause significant variations in slag level and consequently a wide variation in feed thickness when maintaining a constant feed level. Depending on the position of the slag, two extremes were observed when controlling to a fixed feed level:
-
A high slag level yields a thin feed layer, leading to poor electrode coverage, which can ultimately cause several operational issues including exposure of the arc. An exposed arc will rapidly heat the roof, which has both integrity and energy loss (efficiency) implications. The off-gas temperature also rises rapidly which has operational repercussions to the off gas equipment. There is also some evidence of greater rates of electrode consumption and penciling under these conditions.
-
A low slag level yields a thick feed layer which can ultimately overwhelm the bath, restricting bath gases from escaping into the freeboard. This can lead to “burners” where bath gases force their way out through small openings in the feed layer, particularly around the electrodes.
Figure 5 shows a period in which radar thickness control was enabled at one feed port location and compares this with a second feed port. The second port was operating under open-loop control, where the feed rate is determined from the power level and historical consumption rate at that port. This example illustrates the importance of utilizing feed thickness control in operations with significant slag variation.

Radar thickness control example from Reference Site 1
During the period of operation, the Radar Feedback Control System was configured to maintain a minimum feed thickness of five feet, measured from the peak of a feed pile to the top of slag level.
Figure 5 has been divided into the following four regions:
-
1.
Thickness control is disabled for both feed ports; both are operating with open-loop control enabled. It can be observed that both are well below the desired five-foot thickness. This is typical of open-loop control on an integrating process, where even a small mismatch in the energy balance will accumulate error and result in an offset.
-
2.
Thickness control is enabled for one feed port (plotted with a dash-dotted line) – upon enabling thickness control, the radar feedback controller intervenes with the open-loop system by accelerating that port’s feed rate to increase the feed thickness to the configured setpoint. The feed system was configured to discharge two-ton batches; consequently, there is always some variation around the setpoint. During this period the slag level remains relatively constant.
-
3.
The port with thickness control enabled continues to hold the thickness around the setpoint until upstream issues are encountered (briefly at t = 14.5 h and then again for a longer period at t = 15.25 h). These deviations are the consequence of the feed bin servicing that port becoming empty for a significant duration. This prevents feeding and results in the feed level/thickness dropping. Once the feed bin is refilled, the radar thickness control accelerates feeding once again to increase the thickness back to the setpoint. On this furnace, there is no automated capability to ramp the furnace power down when the feed system cannot keep pace with the current production rate (determined by the power setpoint). Such automation has been implemented on other furnaces and is invaluable on high-power furnace to prevent open bath/arc events that can occur rapidly if an imbalance persists.
-
4.
The slag level within the furnace begins to decrease as tapping is initiated. The port with thickness control enabled responds appropriately allowing the feed level (but not thickness) to decrease as it follows the slag bath level. In contrast, the port with only open-loop control continues to feed at the same rate, with the trend of increasing thickness persisting. Under conditions of changing slag level, if a port was configured with level-control, one would expect the overall level to remain constant and the thickness to increase as the furnace is tapped.
5.2 Reference Site 2
The second reference site is one of the highest power density furnaces in the industry. The furnace is designed for 90 MW operation. To achieve these power levels, the furnace operates with long electrical arcs, which must be shielded to protect the crucible and achieve the desired efficiency. The feed ports surrounding the electrodes are fitted with radars to ensure the furnace feed profile can be accurately controlled. The furnace operators utilize the radars to precisely control the calcine coverage and also factor in the profile (angle of repose of the feed banks) to ensure coverage under a wide range of operating conditions.
The high-power density of the furnace imposes tight limits on metal and slag temperature control. Additionally, the site has gone through several lengthy periods of process instability associated with processing challenging ores. This has stretched the furnace requirements and necessitated heavy reliance on furnace instrumentation and the control system. Significant adjustments to the furnace resistance setpoint have been required to achieve high power operation while addressing variations in the ore. This has led to significant changes in arc length and consequently necessitated precise control of the feed profile to ensure good arc coverage.
This large operating range resulted in an arc-to-bath power ratio as high as 5:1, with resistance setpoints exceeding 60 mOhms at times. The very long arc operation imposed significant challenges in maintaining shielded-arc conditions in a relatively small furnace. Feed control and accurate feed coverage have been essential to maintain accurate and precise feed coverage and avoid arc exposure to the freeboard. Figure 6 shows the control of the feed levels in the furnace, relative to the metal taphole, over a 60-day period. It is also essential to point out the precise control of the levels between the three feed ports in between the electrode and six feed ports on the outside of the electrodes. This is key to maintaining good coverage around the electrodes whilst not impacting tapping activities and off-gas system performance. This operating window is shown at a period of relatively stable ore conditions. The importance of quality measurements and control can be seen for the 60-day period with minimal down time.

Radar level control example from Reference Site 2
From the data, it is evident that the team utilized a strategy of precise level control. This is due to the operation team’s exceptional ability of maintaining a relatively constant slag level throughout the operating period.
6 Integration of Upstream and Downstream Equipment
6.1 Kiln and Feed Transfer
While designing electric furnace control systems, it is critical to understand the integration between the furnace and the upstream processes. In the case of laterite smelters, a kiln and feed transfer system deliver feed to the furnace feed bins. There is a degree of buffer capacity designed into the feed bins, feed transfer system, and kiln surge bin to account for variations. Designing in excessive surge capacity leads to significant heat losses and lower efficiency overall. Consequently, coordination of upstream/downstream operations is critical for ensuring, energy efficiency, optimal process conditions and meeting production targets.
To avoid process interruptions and maintain good thickness control in the furnace, it is important to maintain sufficient inventory in the furnace feed bins. If any single feed bin empties, it may be necessary to cut furnace production as it will not be possible to feed certain ports/locations until the bin is refilled. It is generally preferable to reduce furnace smelting rates ahead of surge limits being reached. This enables constant bath coverage to be maintained and a quick ramp back to full production without impacting bath conditions. A process upset resulting from the interruption can greatly impede ramp-up times and also lead to further knock-on effects that further exacerbate the process coordination problem. For example, a slow furnace ramp-up may force a subsequent reduction in kiln throughput if the buffer capacity in the transfer system and furnace feed bins reach their upper limits. In systems without automated control to coordinate the equipment, these knock-on upsets between the two areas are common occurrences.
Such coordination seems quite simple to implement without automation, but for a range of reasons such as: production pressure; complexity of the systems; and even poor communication amongst control room operators, these actions are often not taken and lead to unnecessary and inefficient process disruptions. Consequently, several operations, particularly those running high power furnaces, have chosen to automate these actions. The benefit of such capability is a smooth transition to a lower production rate thereby avoiding upset conditions or abrupt halts to production; both of which are highly inefficient.
An example of automated coordination taken from a system implemented at one of the reference sites above, is firstly, the detection of periods of low kiln production and the buffer bin (downstream of the kiln) approaching depletion and secondly, the automatic ramp down of the power level to reduce the feed consumption in the furnace. This action minimizes the likelihood of empty furnace feed bins and open bath conditions in the furnace while the upstream system is compromised. Likewise, the kiln production is gradually ramped down if the furnace is faced with a requirement to limit power, to prevent the kiln surge bin and feed bins from hitting maximum capacity. This type of automation provides the benefit of improving energy efficiency and increasing consistency of feed available, which in turn improves the consistency of shielded-arc electrode coverage and the associated issues that ultimately impact the furnace roof life.
6.2 Off-Gas System and Draft Control
Another aspect of the overall system that is closely linked with the operation of an electric furnace is the off-gas system. One of the driving factors that limits furnace campaign life is roof brick integrity which is directly impacted by freeboard temperature and thermal cycling. During a recent start-up an electric furnace, high freeboard temperatures became a persistent issue. Many avenues were investigated to reduce the temperature. One area which was determined to be the root cause was related to the off-gas control system and its response to negative pressure variations in the furnace.
By ensuring the optimal negative pressure within the furnace is maintained and held constant through accurate freeboard pressure control, there is potential for drastic improvement of freeboard temperature control. Maintaining an acceptable freeboard temperature will help minimize thermal cycling of the furnace roof brick which is critical to the integrity of the roof and significantly impact its lifespan.
7 Other Areas of Development
In many industrial operations, measuring temperature, composition, and other key parameters is fundamental to process optimization and process control. A significant challenge with the harsh operating environment of smelting furnaces is that ensuring the survival of instrumentation for process monitoring can be extremely difficult. To some extent this has been overcome with novel adaptions to existing instruments and the development of new instruments [8, 9] and systems [10]. Another exciting development is online composition measurement of the slag and matte/metal bath. There are industrial trials underway testing a laser-induced breakdown spectroscopy system that provides the real-time composition of the molten bath [10].
Another opportunity is the use of detailed modelling and historical process data to create inferential sensors [7] that provide insight where a physical measurement is not available. These model-based sensors are an early step in the development of the much-touted Digital Twin. Being able to emulate the process and reliably predict operation under a range of scenarios is highly valuable, for both safety and process control purposes. However, there are inherent limitations that must be understood in the application of model-based technologies. Presently, a significant limitation of many digital twins is that they are primarily based on historical data and consequently can only provide reliable predictions where the correlation structure matches that of the historical data – this can be a very risky assumption when looking to predict behavior under new operating conditions.
In the steel industry, there is great interest in rapidly diverging from the centuries old blast furnace process, due to its significant carbon footprint. One possible replacement flowsheet includes a melting furnace which takes directly reduced iron (DRI) and scrap material as a feed to produce molten iron. This next development will require power levels up to 120 MW and new operating conditions with partially open bath smelting and multiple feed streams. One of the key challenges will be operating a furnace with multiple feeds and tight constraints on both the slag and metal compositions. In order to be successful, this operation will need to leverage the developments in adjacent industries and will yet again push the requirements for higher levels of process and equipment monitoring and also advances in process control.
8 Conclusions
The sustainability and efficiency of industrial processes will receive increasing attention for the foreseeable future. As noted, the most energy intensive processes offer a good starting point to make a considerable impact. In some cases, alternate flowsheets may provide a more efficient solution, but there are many cases where optimizing the current operation is the best approach.
Increasing intensity offers an obvious way to improve the efficiency of the smelting furnace process. The increase in intensity puts a greater requirement on good process control as small upsets can very quickly spiral to major issues if not dealt with appropriately. Additionally, reducing process variability allows operation to be maintained within a narrower band allowing the operator to push the equipment and process closer to the limits where efficiency and production benefits can be realized.
This chapter describes a technical development where furnace process control was improved by implementing feedback regulation with radar instruments mounted on the furnace roof. While this is a very valuable opportunity to improve regulation of any furnace operation, it is particularly significant for high-power shielded-arc operations, where maintaining arc coverage is critical. The development of new process sensors and the coordination of upstream and downstream equipment were also highlighted as focal points for enhancing process control. Going forward, it is expected that further enhancements in the performance of instrumentation and automated control systems to leverage that information will be critical in pushing operational performance and intensification to new levels.
References
Archibald F, Hatch G (1969) Electric arc furnace operation. US Patent US37115200A
Stober CWF, Voerman N, Solar M, Wasmund B (2008) Evolution and future of Rotary Kiln – Electric Furnace (RKEF) plants for smelting of Nickel Laterites. In: Proceedings of 2008 ALTA Nickel-Cobalt. Copper & Uranium, Perth
Hatch G, Wasmund B (1973) Cooling devices for protecting refractory linings of furnaces. USA Patent US3849587A
Walker C, Koehler T, Voermann N, Wasmund B (2010) High power shielded arc FeNi furnace operation–challenges and solutions. The Twelfth International Ferroalloys Congress Sustainable Future, Helsinki
Voermann N, Gerritsen T, Candy I, Stober F, Matyas A (2004) Furnace technology for Ferro-Nickel Production – An update. TMS International Laterite Nickel Symposium, Charlotte
Hundermark R, van Rooyen Q, van Manen P, Steyn C, Sadri A, Chataway D (2018) Development of continuous radar level measurement for improved furnace feed control. Extraction, Ottawa
Pula R, MacRosty R, Gerritsen T, Plikas T (2019) Monitoring furnace sidewall integrity using multivariate statistical models. Proceedings of the 58th Conference of Metallurgists Hosting Copper 2019, Vancouver
Sadri A, Shameli E, Venditti R, Kepes A, Gerritsen T, Southall S, Uyeda B (2011) Measurement of charge bank level in a metallurgical furnace. EP US BR KR ES CN US WO CA ZA Patent 9417321B2
Braun W, Gebski P, MacRosty R, Pula R, Sadri A, Ying W (2016) Tap-hole monitoring technologies. J South Afr Inst Min Metall 116(1):1–9
Shahriari BS, Sukhram M, Moreau A, Vaillancourt T (2021) Development of the PyroLIBS sensor: direct and real-time measurement of molten material composition. The 5th Annual European Steel Technology and Application Days (ESTAD)
Bussell B, Janzen J, Amant MS, Miron R, Emond M, Braun W, Gerritsen (2013) Improced furnace cooling water pressure leak detection system at vale. The Thirteenth International Ferroalloys Congress, Almaty
Acknowledgments
The authors would like to acknowledge the significant contributions of the following people who have had a hand, in one form or another, to the developments described in this paper: Bert Wasmund; Terry Koehler; Terry Gerritsen; Andrei Kepes; Chris Walker; Jakob Janzen; and Tom Ma.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
MacRosty, R., Elksnis, Y., Bartsch, N., Stober, F., Tracy, P., Sicilia, C. (2023). Advancing Furnace Process Performance with Automation: Radar Feedback Control. In: Proceedings of the 62nd Conference of Metallurgists, COM 2023. COM 2023. Springer, Cham. https://doi.org/10.1007/978-3-031-38141-6_100
Download citation
DOI: https://doi.org/10.1007/978-3-031-38141-6_100
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-38140-9
Online ISBN: 978-3-031-38141-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)