
Abstract
Austenite grain growth and austenite grain size play an important role for casting, rolling, and annealing processes. High-temperature laser scanning confocal microscopy (HT-LSCM) is an effective method to directly observe austenite grain growth. The present paper describes the experimental setup and the grain size analysis. Finally, results for the isothermal annealing of three different plain carbon steels at 950, 1050, 1150, and 1250 °C are briefly discussed.
Zusammenfassung
Das Wachstum und die Größe von Austenitkörnern sind wesentliche Parameter für Gieß-, Walz und Wärmebehandlungsprozesse. Die Hochtemperatur–Laser-Scanning-Konfokal-Mikroskopie ist eine effektive Methode zur Beobachtung des Kornwachstums. Die vorliegende Veröffentlichung beschreibt den Versuchsaufbau, die Auswertemethoden und abschließend die Ergebnisse für isotherme Halteversuche an drei Kohlenstoffstählen bei 950, 1050, 1150 und 1250 °C.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Austenite grain growth and austenite grain size play an important role in steel production and processing (casting, hot forming, heat treatment) as precipitation and phase transformation kinetics depend strongly on the number of grain boundaries per unit volume (grain boundary density). Austenite grain growth is a thermally activated process, and, in plain carbon steel grades, fine initial grains, high temperature, and a low concentration of alloying elements stimulate grain growth, whereas precipitations—depending on their size and volume fraction—result in pinning forces and retard grain growth [1].
In conventional casting processes for steel, the surface temperature remains within the temperature range between solidus temperature and the onset of precipitation for several minutes. Hence, the driving force for austenite grain growth is rather high. In plain carbon steels, the austenite grains start to grow either after the completion of delta ferrite to austenite transformation or—in case of hypo-peritectic and high carbon steels—immediately after solidification. Thus, the starting temperature for grain growth is comparably the highest for medium carbon steels with between 0.15 and 0.2 wt.-% carbon, and the mean austenite grain size may reach a diameter of several millimetres [3, 4]. Oscillation marks or surface depressions may additionally retard cooling and thus further accelerate grain growth [2]. Coarse austenite grains have a negative influence on the ductility within the so-called second ductility trough [5], and, in fact, transverse cracks on continuously casted products form mainly along oscillation marks [2]. A further remarkable phenomenon in casting of steel—mainly in thin slab casting—is the localized abnormal grain growth, also termed crazing [5]. Trace elements like copper or tin in relation with locally impaired heat transfer in the mold seem to be the most presumable causes. The final consequence of crazing is a widespread network of surface cracks at the hot strip surface.
In thin strip casting and welding processes, austenite grain boundaries and triple points act as nucleation sites for low temperature phases and precipitations. The control of austenite grain size as well as the adjustment of the nature and size of non-metallic inclusions are key factors for the nucleation of intergranular bainite or acicular ferrite, which are both considered as favourable phases for mechanical properties at room temperature [6].
An important task of hot rolling processes is the adjustment of a fine grained microstructure in the product at room temperature. Again, the final austenite grain size and shape after the last rolling pass is a key parameter for the low-temperature phase transformation kinetics. In contrast to casting processes, not only the thermal history has to be taken into consideration but also the complex interaction of recrystallization and grain growth in and after each rolling pass, in addition influenced by alloying elements and precipitates.
The present paper focuses on results of in-situ observations of austenite grain growth in plain carbon steels by means of HT-LSCM under isothermal conditions at temperatures between 950 °C and 1250 °C with emphasis on the experimental method and including a critical reflection on potentials and limitations.
2 Experimental Investigation of Austenite Grain Growth
Methods for the experimental investigation of austenite grain growth comprise direct and indirect methods. Indirect measurement is commonly based on the experimental simulation of a thermal cycle and the subsequent metallographic examination of the post-processing sample at room temperature. This approach has frequently been chosen to investigate isothermal grain growth in plain carbon steels [8]. The combination of a directional solidification experiment with controlled cooling and subsequent light-microscopical investigation of the samples has also been used to investigate the growth of columnar austenite grains under conditions close to casting processes [3, 7]. Limitations of these methods result from the visualization of the former austenite grains in the room temperature microstructure by means of etchants. This has proved to be difficult not only for low carbon steels but also for eutectoid steel microstructures without grain boundary ferrite or cementite [7].

Left hand side: Stationary grain boundary groove formed as a result of thermal etching. Right hand side: Steady-state profile of a groove formed at the free surface of a moving grain boundary
These limitations may be overcome by the well established thermal etching [10–13]. If a polished steel sample is heated to high temperatures in a vacuum or in an inert gas atmosphere, grooves will form along the grain boundaries. Under the simplifying assumption of local isotropy, the dihedral angle Θ at the root of the groove will become a function of the surface energy γS and the grain boundary energy γGB, as depicted on the left hand side of Fig. 1. The grooves grow due to different mechanisms like surface diffusion, bulk diffusion or evaporation, and condensation [10, 11].
Grooves may develop in association with stationary as well as mobile grain boundaries. The right hand side of Fig. 1 illustrates the shape of a steady-state groove, which migrates at constant speed, synchronized with the velocity of the underlying grain boundaries [11].
Thermal etching may either be applied as an indirect method—this means light microscopy analysis of the sample surface at room temperature after annealing—or e.g. in combination with a laser light source in a laser scanning confocal microscope as a direct observation method [2].
One of the most recently developed direct observation methods is the use of laser ultrasonics for the investigation of microstructure. This method is based on the use of pulsed ultrasonic waves and the subsequent detection of the reflected waves by a laser interferometer. The attenuation of the waves depends on scattering by the microstructure and can be directly correlated with grain size. The method allows the non-destructive, continuous observation of microstructure evolution at elevated temperatures and has e.g. recently been used to investigate austenite grain growth in micro-alloyed steel [10].
3 High-Temperature Laser-Scanning Confocal Microscopy (HT-LSCM)
HT-LSCM was first used for research on steel in the 1990s. Today, there are numerous applications of the method in ferrous metallurgy, ranging from reduction metallurgy, steelmaking, ladle treatment, casting, scaling to different kinds of phase transformations in the solid state [14]. Since 2010, the Materials Center Leoben and the Chair of Ferrous Metallurgy have been operating a commercial VL2000DX-SVF17SP HT-LSCM-system from Lasertech within the framework of the K2-project “Observing metallurgical processes”. The equipment consists of two main parts, a laser scanning confocal microscope with a violet laser (wavelength 405 nm and a maximum resolution of 0.14 µm) and an infrared heating furnace. Figure 2 shows a schematic of the microscope. The maximum attainable temperature is 1700 °C, the maximum heating and cooling rates are in the range of 10 K/s.

Transverse section through the infrared heating furnace (left hand side) and section though sample holder with position of thermocouple (right hand side)
For the purpose of grain growth observations on steel samples at high temperatures, 5 × 5 mm sized and 1.8 mm thick specimen are cut, cleaned, polished, inserted into the infrared furnace, and—after several alternating cycles of evacuation and flushing with ultra-high purity argon—finally heated under argon atmosphere. A thermocouple is clamped to the sample holder and provides the temperature control (see Fig. 2). The precise adjustment of the surface temperature of the sample demands the previous referencing by thermocouples welded on the sample surface. This procedure has to be periodically repeated for every annealing temperature as the replacement of the halogen lamp or even the disassembling of the furnace for cleaning purposes may influence the sensitive thermal system. For the thermal cycles, depicted in Fig. 3, the furnace temperature has typically to be adjusted to a temperature of 940 °C in order to achieve a surface temperature of 950 °C (at lower temperature the surface is hotter than the measured furnace temperature) and approximately 1180 °C in order to achieve a surface temperature of 1150 °C. In addition, the correction parameters are influenced by the heating rate, sample geometry, and the material. After careful referencing, the accuracy amounts to +/− 2 °C. The holding of the sample at 150 °C (Fig. 3) serves only as the stress relaxation of the halogen lamp and has no meaning for the later experiment. The starting point for the time schedule as displayed in Figs. 4, 5, and 6 is the start of heating from 150 °C with a heating rate of 500 °C/min.

a Austenite grains, steel A, 1150 °C, after 220 s with (b) grain boundaries in binary image, (c) analyzed grains, and (d) ECD distribution
Within the frame work of the present investigations, the steels in Table 1 were investigated at 950, 1050, 1150, and 1250 °C. The samples originate from hot rolled strips. The polished surface is oriented parallel towards the rolling direction.
After the experiment, image frames of the recorded films according to freely selectable time steps are analyzed by digital image analysis. Figure 4 shows an example for the appearance of the austenite grains in the HT-LSCM after 220 s at 1150 °C (a) and a visualization of the two steps of digital image analysis (b, c) with the grain size distribution and the mean equal circle diameter (ECD) for Steel A (d). The time effort for the determination of the ECD with this method is considerable high. Thus, further quantification methods like the measurement of grain boundary intercepts and the subsequent calculation of ECD were evaluated. Details of the verification of the statistical correlation between these methods as well as the reproducibility of the measurement under consideration of the orientation of the sample surface towards the rolling direction (local inhomogeneity due to banded structure) go beyond the content of this publication and will be published in future.

a Austenite grains, Steel A, 1150 °C, after 220 s holding time, b grain boundaries in binary image, c analyzed grains, and d ECD distribution
The specific characteristics of the use of HT-LSCM for grain growth observation can be summarized as follow:
-
The growth kinetics of the thermal grooves depends mainly on temperature and to a minor extent on steel composition and the previous history of the sample (processing, heat treatment). Figure 5 shows exemplarily the evolution of the austenite grains for temperatures of 950, 1050, and 1150 °C for Steel A. At 950 °C the amount of time to reveal a sufficiently high number of visible grains ranges typically between 40 and 80 s. Higher temperatures result in a faster thermal etching effect.
-
A magnification of five has proved to be the best for the visualization of the thermal grooves. The resulting visual field has a size of 955 × 955 µm. In case of the annealing for 220 s at 1250 °C, a very limited number of fewer than 20 grains is still distinguishable (Fig. 6). Hence, the need for statistical significance of the results limits the reasonable upper ECD of grains to approximately 200 µm.
-
The scanning of the total sample surface (5 × 5 mm) by HT-LSCM is possible, but the relevant time effort for the subsequent analysis of the grain size is enormous. Here the indirect determination of the austenite grain size by subsequent light microscopy is useful.

Observed microstructure evolution at 950, 1050, and 1150 °C for Steel A

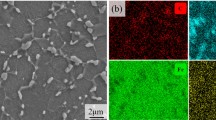
Observed microstructure for 1250 °C, 200 s, Steel B
These considerations show that the range of the useful application of the HT-LSCM method for austenite grain growth observations has a lower limit, given by the necessary temperature for sufficiently fast thermal etching and an upper limit resulting from the ratio between grain size and size of the visual field. Close to this upper limit, not only the statistical accuracy is to be questioned but also the grain growth kinetics may already be influenced by the size of the sample.
Apart from some limitations, HT-LSCM provides also major advantages, namely the possible observation of the kinetics of phase transformations—liquid/solid [16] as well as solid/solid [2]—and also the observation of grain boundary migration under isothermal conditions or during partial phase transformations caused by thermal cycling [15].
4 Results
Finally, some of the results for the observations on the steel grades A, B, and C are briefly discussed. All steel grades are Al-deoxidized, Steel A additionally contains a certain amount of Vanadium. Pinning forces caused by precipitates thus play an important role for grain growth. The results presented in this paper serve mainly for the development of the measurement method. For a detailed interpretation regarding grain growth models, the detailed knowledge of the thermal cycle during hot rolling or a solution heat treatment before the HT-LSCM experiment is absolutely necessary. This is part of current investigations. Figures 7, 8, and 9 depict the measured ECD together with a regression based on the modelling approach as described in [3] under the simplifying assumption of time independent pinning forces. The first time step from 0 to ~ 100 seconds equates to the heating of the sample from room temperature to the particular annealing temperature. The second time step from ~ 100 to 700 seconds represents the isothermal holding for 10 min.
The results depict clearly the grain growth stimulating effect of an increasing annealing temperature. The pinning effect resulting from AlN (all steel grades) and V(C, N) (Steel A) precipitates at 950 and 1050 °C is also visible. The higher the temperature the lower is the influence of precipitates, i.e. at elevated temperatures the precipitates dissolve after a certain time. In general, a higher carbon concentration has been found to increase the activation energy and to retard grain growth [3]. This is confirmed for the experiments at 1250 °C under the assumption of complete dissolution of the former precipitates.

Measured austenite ECD for Steel A, isothermal holding 600 s

Measured austenite ECD for Steel C, isothermal holding 600 s

Measured austenite ECD for Steel C, isothermal holding 600 s
5 Summary
Austenite grain growth kinetics play an important role in steel production and processing. Methods for the experimental investigation of austenite grain growth comprise direct and indirect methods. High-temperature laser scanning confocal microscopy is an efficient direct method to observe grain boundary migration and phase transformation kinetics. Apart from the description, the present paper deals with the results of isothermal austenite grain growth observations in three different carbon steels at temperatures of 950, 1050, 1150, and 1250 °C. The results prove the significance of the results: An increase of temperature clearly stimulates austenite grain boundary mobility as well as the dissolution of pre-existing precipitates. The pre-experimental thermal history of the samples results in a certain initial precipitation population. The knowledge about this precipitation population (size, number density) is a key factor for any quantitative interpretation of the results with regard to grain boundary mobility. Future experiments will thus comprise the solution treatment of the sample, subsequent controlled cooling to room temperature, re-polishing of the surface, and finally the isothermal grain growth experiment in order to adjust precipitation kinetics as well as grain growth kinetics to the experimental results more properly.
References
Andersen, I.; Grong, O.: Analytical Modelling of Grain Growth in Metals and Alloys in the Presence of Growing and Dissolving Precipitates—I. Normal Grain Growth, Acta Met. Mat., 43 (1995), no. 7, pp. 2673–2688
Dippenaar, R.; Bernhard, C; Schider, S.; Wieser, G.: Austenite Grain Growth and the Surface Quality of Continuously Cast Steel, Met. Trans. B, 45B (2014), pp. 409–418
Bernhard, C.; Reiter, J.; Presslinger, H.: A model for predicting the austenite grain size at the surface of continuously cast slabs, Met. Trans. B, 39B (2008), pp. 885–895
Yasumoto, K.; Nagamichi, T.; Maehara, Y.; Gunji, K.: Effects of alloying elements and cooling rate on austenite grain growth in solidification and the subsequent cooling process of low alloy steel, Tetsu-to-Hagane (J. Iron Steel Inst. Jpn.), 73 (1987), pp. 1738–1745
Dippenaar, R. J.; Moon, S. C.; Szekeres, E. S.: Strand surface cracks—the role of abnormally large prior-austenite grains, Iron and Steel Technology, 4 (2007), No. 7, pp. 105–115
Sarma, D. S.; Karasev, A. V.; Jönsson, P. G.: On the role of non-metallic inclusions in the nucleation of acicular ferrite in steels, ISIJ International, 49 (2007), pp. 1063–1074
Reiter, J.; Bernhard, C.; Presslinger, H.: Austenite grain size in the continuous casting process: Metallographic methods and evaluation, Materials Characterization, 59 (2008), pp. 737–746
Militzer, M.; Giumelli, A. K.; Hawbolt, E. B.: Austenite grain growth kinetics in Al-killed plain carbon steels, Met. Trans. A, 27 (1996), pp. 3399–3409
Maalekian, M.; Radis, R.; Militzer, M.; Moreau, A.; Poole, W. J.: In situ measurement and modelling of austenite grain growth in a Ti/Nb microalloyed steel, Acta Mat., 60 (2012), pp. 1015–1026
Rabkin, E.; Klinger, L.: The fascination of grain boundary grooves, Mater. Sci. Technol., 17 (2001), pp. 772–776
García de Andrés, C.; Caballero, F. G.; Capdevila, C.; San Martín, D.: Revealing austenite grain boundaries by thermal etching: advantages and disadvantages, Materials Characterization, 49 (2002), No. 9, pp. 121–127
Jeglitsch, F.: Grains and grain boundaries in the high-temperature microscope, Radex-Rundschau, 1967, No. 3/4, pp. 679–685
Kulmburg, A.: On the direct determination of grain size with the high temperature microscope, Radex Rundschau, 1967, No. 3/4, pp. 685–691
Sridhar S.; Emi, T.: Application of Confocal Scanning Laser Microscopy to Steel Research, Proceedings of 3rd International Congress on the Science and Technology of Steelmaking, Charlotte, USA, 2005, pp. 797–810
Chen, H.; Gamsjaeger, E.; Schider, S.; Khanbareh, H.; van der Zwaag, S.: In-situ observation of austenite-ferrite interface migrations in a lean Mn steel during cyclic partial phase transformations, Acta Materialia, 61 (2013), 2414–2424
Griesser, S.; Reid, M.; Bernhard, C.; Dippenaar, R.: Diffusional constrained crystal nucleation during peritectic phase transitions, Acta Materialia, 67 (2014), 335–341
Acknowledgements
Financial support by the Austrian Federal Government (in particular by the Bundesministerium für Verkehr, Innovation und Technologie and Bundesministerium für Wissenschaft, Forschung und Wirtschaft) represented by Österreichische Forschungsförderungsgesellschaft mbH and the Styrian and the Tyrolean Provincial Governments, represented by Steirische Wirtschaftsförderungsgesellschaft mbH and Standortagentur Tirol, within the framework of the COMET Funding Programme is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Fuchs, N., Krajewski, P. & Bernhard, C. In-situ Observation of Austenite Grain Growth in Plain Carbon Steels by Means of High-temperature Laser Scanning Confocal Microscopy. Berg Huettenmaenn Monatsh 160, 214–220 (2015). https://doi.org/10.1007/s00501-015-0356-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-015-0356-3