
Abstract
This study proposed a new method for predicting tool wear curve over machining time through abscissa stretching or compressing based on wear influence factor, which is a tool wear prediction method with universal potential and relatively simple modeling and use. In this method, firstly, the relationship model between the tool wear rate and the cutting parameters needs to be built, and the wear influence factor can be derived from this relationship model. Then, it needs to record the curve of the tool wear value over machining time under a certain cutting parameters through experiments. This curve is called the benchmark tool wear curve, and the wear influence factor under these cutting parameters is called the benchmark wear influence factor. When the cutting parameters change, it is only required to solve the ratio between the wear influence factor under current cutting parameters and the benchmark wear influence factor, then use the ratio to stretch or compress the benchmark tool wear curve in the direction of the abscissa, that is the tool wear prediction curve under current cutting parameters. In this study, the tool wear curve under cutting parameter V=55m/min,ap=0.08mm/tooth is selected as the benchmark tool wear curve, and tool wear curves under cutting parameter V=80m/min, ap=0.12mm/tooth, and V=40m/min,ap=0.06mm/tooth are accurately predicted. In the cross validation after the replacement of the benchmark tool wear curve, the prediction model also shows good prediction accuracy. The comprehensive optimization model of disc milling based on the wear influence factor shows that increasing the cutting line speed and reducing the feed per tooth can improve the cutting efficiency and reduce tool wear.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
During machining, it is necessary to maintain the sharpness of the cutting edge at all times, but in the actual cutting process, due to the coupling effect of cutting force, cutting temperature, cutting impact, cutting vibration and cutting friction, tool wear is unavoidable. Tool wear will greatly affect the cutting efficiency and the surface quality of parts. And if tool wears too fast, the blade needs to be replaced frequently, which not only prolongs the manufacturing cycle, but also increases the manufacturing cost. In addition, when the machining accuracy requirements or machining types are different, the standard of tool bluntness will also change, so it is necessary to know when the tool wear value reaches the critical standard for tool change, which requires the ability to predict the tool wear. For these reasons, researching the mechanism of tool wear and predicting the process of tool wear has always been a hot research topic, which is also of great significance for optimizing cutting parameters and guiding the actual production. Many scholars have studied the mechanism and prediction of tool wear and accumulated a lot of related achievements.
There are many classic and famous achievements in the field of tool wear prediction models. Taylor [1] studied the relationship between cutting speed and tool durability in 1907 and proposed the famous tool durability formula. In Taylor’s tool life formula, the exponential power of tool life multiplied by the cutting line speed is a constant. Archard [2] studied wear behavior based on contact friction theory and believed that increasing friction and load would exacerbate wear. Colding [3] proposed a tool life model with more parameters, which establishes the relationship between tool life, cutting speed, and equivalent chip thickness, taking into account other factors in the cutting process. These factors include tool material, tool shape, temperature, and workpiece processing performance. Using this model and its complex equations, the consequences of tool wear caused by simultaneous changes of multiple cutting conditions can be accurately calculated. Usui [4] proposed a tool wear prediction analysis method, which theoretically derived the tool wear characteristic equation. Only based on orthogonal cutting data and two wear characteristic parameters, it can realize the prediction of tool wear under various tool shapes and cutting conditions in turning. The predicted wear process and tool life are in good agreement with the experimental results.
Chetan [5] studied the wear mechanism of coated carbide tools when machining Ti6Al4V. The results showed that adhesive and diffusion wear are the dominating wear, and a tool wear model with cutting parameters as variables was formulated. In this model, the tool wear is positively correlated with cutting parameters which include cutting speed, feed rate and depth of cut. The experimental results show that the wear model can predict the flank wear under gentle cutting conditions. He [6] used 3D force analyzer and thermal imager to monitor the mechanical and thermal shock loads during machining, and studied the wear evolution process and wear mechanism of cemented carbide tools under thermal-mechanical coupling. Through statistical analysis, the cutting parameters corresponding to different wear modes are divided into regions, and the parameter region of safe cutting is obtained, which provides a method and theoretical reference for the selection of cutting parameters. Mao [7] believed that any point of wear on the cutting edge will degrade the overall cutting performance of the tool and reduce the surface integrity. On this basis, a tool wear prediction method considering local wear behavior was proposed. In this method, the wear rate of the cutting edge, the wear position, and the change in cutting length are considered, and the wear of cutting edge at each height is able to be predicted by the corresponding wear rate and cutting length. This method can be used to predict the value and position of the maximum wear on the tool flank. Aline [8] studied the tool wear behavior and mechanism in the micromachining, and believed that compared with the cutting process at the macro scale, the bluntness standard of cutting tools at the micro scale is different. With micro-tools, even a small wear zone can have a dramatic effect on the shear force at the entire cutting edge. On this basis, the experimental study of micromachining tool wear is carried out, and the Taylor’s tool life equation for micromachining is obtained.
Luo [9] studied the relationship between tool flank wear and operating conditions during cutting with carbide inserts, and combined cutting mechanics simulation results with empirical models to establish a tool flank wear rate model that can be used to predict the width of the tool flank wear. Experimental verification found that cutting speed has a greater impact on tool life than feed speed, and the predicted results are in good agreement with the measured results. Zhang [10] proposed a generalized wear model with adjustable coefficients, which considered the mechanism of the tool in different wear stages, and divided the entire tool life into three main wear areas according to the critical time, corresponding to the three main wear types: running-in wear, adhesive wear and three-body abrasive wear. The model is based on experimental data and refers to other well-known wear models to enhance adaptability and generalization. Based on this model, a method for predicting tool life was proposed and verified. Abhishek [11] developed a pseudo-analytic model of tool wear to predict wear behavior. The model comprehensively considered the hardness of the tool coating, workflow stress and the force acting on the tool, and realized the estimation of the tool wear value. The prediction model was verified by experiments, and the results demonstrated that the prediction model agrees well with the experimental results. Chinchanikar [12] developed a flank wear rate model that considered wear, adhesion, and diffusion as the main wear mechanisms. The model only needs to determine the cutting conditions, the geometry of the tool, and the material parameters of the tool and workpiece, and it can predict the change of the flank wear value over machining time. The experimental results are consistent with the predicted data. Halila [13] developed a tool wear prediction model that considers contact sliding and sticking properties. This model is based on analytical methods, including statistical descriptions of particle distribution. In Halila's model, adhesive particles are assumed to be conical and embedded in the contact area. Halila believes that the sliding and sticking area at the tool-chip and tool-workpiece interfaces depend on the evolution of local stress conditions, sliding speed, and friction coefficient, and proposed a new abrasive wear model to estimate tool life. Laakso [14] proposed a new logit-function based model for wear rate, which can predict the tool wear at a given cutting speed, feed and at any given time within the tool life range, without selection the limiting tool wear. The prediction data are in good agreement with the experimental results. Zhang [15] proposed a physical model-based tool wear and damage monitoring method. Firstly, a physical model of milling force affected by tool runout and tool wear was established. Then, a tool wear monitoring method was proposed to extract comprehensive features from the seven channel specific cutting force coefficient by measuring milling force, spindle box vibration, and driving current. In addition, an effective tool breakage monitoring method has been proposed, which combines the amplitude ratio of multi-channel data to form indicators to determine the occurrence of tool breakage. Kamratowski [16] studied a model of tool wear during gear machining. Firstly, the influence of process parameters and tool geometry on tool wear was analyzed using simulation software BeverCut, and a tool wear prediction model was established based on this. The algorithm of the model can be used to calculate the maximum chip thickness and solve it along the cutting edge of the blade in time and position. In addition, the model can also use the chip characteristics to determine the force required for elastic workpiece deformation. When establishing the wear prediction model, experimental and simulation results were combined to calibrate the model coefficients through multivariate regression analysis. Zhang [17] studied the tool wear model in milling using machining simulation methods, which can be used to predict the tool wear process during cutting. In this model, a tool wear model is established based on empirical tool wear data to estimate the tool wear value, based on this, the tool wear status is dynamically changing in the simulation software and can dynamically update the tool geometry structure. The experimental results verified the correctness of the tool wear simulation process based on the tool wear model.
There are also many scholars who have proposed prediction models of tool wear on the basis of various mathematical algorithms and optimization algorithms. LI [18] proposed a method for predicting the remaining tool life, which based on the tool wear mechanism and the Gaussian process regression model. In this model, based on the assumption of progressive tool wear process, the covariance matrix of the Gaussian model constrains the predicted value at adjacent moments to a linear relationship. In addition, in order to enhance the input feature space and output of the model, the tool wear mechanism is also considered to improve the prediction accuracy. Experimental results show that the proposed method can significantly improve the prediction of tool remaining service life. Wang [19] believed that the tool wear process and the milling process are very complex, and unpredictable disturbances made it difficult to accurately predict the tool wear value. Therefore, a Gaussian mixture regression model based on cutting force signal is proposed to realize the prediction of continuous tool wear. This model can improve the filtering effect on interference signals. Palanisamy [20] conducted cutting experiments with three factors and five levels. The experimental data were used to carry out tool wear prediction modeling through two methods. The first was to directly perform regression analysis modeling through experimental data. Another was to use experimental data to train a feed-forward back-propagation artificial neural network model. By comparing the errors between the two prediction models and the measured data, it was found that the prediction of the neural network model is more accurate. Mandal [21] selected machining conditions such as cutting speed, feed rate, and depth of cut as input, and modeled the flank wear in the cutting process through the back-propagation neural network method. The result shows that the convergence of mean square error both in training and testing are excellent, and the accuracy of the prediction model was verified by experiments. Rao [22] proposed a method to estimate tool wear and roughness based on tool vibration when milling Ti-6Al-4V with carbide milling cutter. The grey prediction GM (1, N) system and support vector machine (SVM) were used respectively. The accuracy of the prediction model was verified through experiments. The result shows that the GM (1, N) optimization model had higher prediction accuracy. Zhang [23] established a tool wear prediction model based on the least squares support vector machine (LS-SVM) technology. In order to improve the accuracy of the model, the tool wear estimation results based on the LS-SVM model were updated by using the Kalman filter technique according to the measured tool wear values. The resulting model is called the LS-KF model and has higher accuracy. An [24] proposed a tool wear prediction model combining a convolutional neural network (CNN) with a stacked bi-directional and uni-directional LSTM (SBULSTM) network, called CNN-SBULSTM. In addition, a cyber-physical system (CPS) is also used in the model, which is used to collect internal controller signals and external sensor signals during milling. Li [25] proposed an integrated deep learning model for monitoring tool wear using audio sensors. Using audio denoising technology, combined with Fast Fourier Transform (FFT), bandpass filters, and Dependent Component Analysis (DCA), tool wear data during the cutting process was extracted. Then, train the integrated Convolutional Neural Network (CNN) detection model and use different algorithms to convert audio signals into audio images. The experimental results indicate that this method is very accurate in predicting tool wear values under different cutting conditions.
In summary, there have been many excellent researches on tool wear prediction, and many useful models have been obtained. However, many of them require a large number of training samples to improve the accuracy or are only suitable for specific machining process. In these models, in order to make the prediction results agree well with the experimental wear data, the modeling and optimization process are usually complicated and sensitive to machining conditions. If the machining system or conditions changed, some models may no longer be applicable. Thus, in order to solve these problems, a universal tool wear prediction method needs to be built.
The task of this study is to propose a tool wear prediction method, which can be used to predict the curve of tool wear value over machining time under different cutting parameters. The advantage of this tool wear prediction method is that it is not limited and constrained by the cutting type, cutting process and cutting conditions. As long as the model of tool wear influence factor and the curve of tool wear value over machining time under a group of cutting parameters are obtained, the tool wear prediction model under any cutting parameters can be obtained by stretching or compressing the curve along the abscissa direction based on the wear influence factor. Therefore, it has the potential for universal applicability and is relatively simple to model and use.
2 Modeling method of tool wear prediction model based on wear influence factor
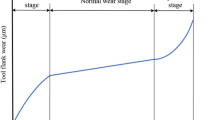
According to the basic tool wear theory [26], the wear process can be divided into three stages which include initial wear stage, steady wear stage and rapid wear stage, as shown in Fig. 1. In the initial wear stage, since the cutting edge is new, the tool wear rate is relatively high. After passing the initial wear stage, it begins to enter the steady wear stage, in which the tool wear rate slows down, the cutting system is in a state of equilibrium and stability. When the tool wear reaches a certain value, the cutting edge is no longer sharp enough, as a consequence, more frictional heat is generated at the tool-chip interface,which leads to a dramatic accelerationof tool wear. This is the rapid wear stage, the cutting edge will become blunt in a short time.

Three stages of the tool wear process
Disc milling is a high-efficiency rough machining method for the aero-engine blisk [27] [28]. During the experimental research on disc milling tool wear without cooling, the phenomenon can be observed that if the machining equipment, cutting tool and workpiece remain unchanged, when different cutting parameters are used for machining, the curves of tool flank wear value over machining time are very similar in shape and trend, as shown in Fig. 2(a). The only obvious difference is that the wear speed is different. When the cutting parameters is V=80m/min, ap=0.06mm/tooth, the tool wears quickly, while under cutting parameters V=55m/min, ap=0.04mm/tooth, the tool wear rate is much slower, as shown in the comparison of VB1 and VB2 in Fig. 2(a).

Tool wear data of disc milling without cooling. (a) Comparison of VB1 and VB2 (b) comparison between VB2 and VB1 after abscissa compression
By compressing VB1 along the X-axis, it is found that there is a high degree of coincidence with VB2 under a suitable compressing ratio, as shown in Fig. 2(b), which provides a new possibility for the prediction of tool wear: whether as long as recording the tool wear curve under a set of cutting parameters, and stretch or compress this curve along the X-axis with a specific scaling ratio, so as to obtain the tool wear curve under another set of cutting parameters. This is the conjecture of tool wear prediction model with abscissa stretching or compressing proposed in this paper.
One of the most important unknowns in the prediction model conjecture is the scaling ratio for stretching or compressing. According to the analysis of the wear curve, the scaling ratio is determined by the ratio of the tool wear rate under two sets of cutting parameters. Therefore, the key to formulating the prediction model is to obtain a model that characterizes the relationship between tool wear rate and cutting parameters.
In this paper, a function η(X) is introduced to characterize the relationship between tool wear rate and cutting parameters, which is called tool wear influence factor function, as shown in Eq. (1).
where X = {x1, x2, ⋯, xn}, which is a set consisting of various parameters that affect the tool wear rate during machining, each of x1, x2, ⋯, xn represents a different cutting parameter variable. When the value of any parameter in X changes, η(X) will also change accordingly.
η(X) can be obtained by modeling or regression analysis on the basis of tool wear experimental data under different cutting parameters, or obtained by finite element cutting simulation. In addition, an analytical theoretical model of η(X) can also be established on the basis of the tool wear mechanism.
A function VB(t) is introduced to represent the curve of tool wear value over machining time. According to the conjecture proposed in this paper, since η(X) is a factor that characterizes the tool wear rate, when the value of η(X) changes, the change reflected on the image of VB(t) is that the abscissa of the curve will be compressed or stretched. The compressing or stretching of the abscissa is also equivalent to the shortening or lengthening of tool life. When the value of η(X) increases, the abscissa will be compressed, otherwise the abscissa will be stretched. According to the mathematical properties of function abscissa stretching or compressing, the mathematical expression of compressing the abscissa by λ times is to multiply the independent variable by λ to form a new independent variable, as shown in Eq. (2).
When the combination of cutting parameters is Xi, the wear influence factor is η(Xi), if the tool wear curve VBi(t) under Xi has been obtained through the experimental data, when the combination of cutting parameters changes to Xj, the wear influence factor is η(Xj), then the tool wear curve corresponding to Xj should be compressed by \(\frac{\eta \left({X}_j\right)}{\eta \left({X}_i\right)}\) times on the basis of VBi(t), that is, replace the independent variable t with \(\frac{\eta \left({X}_j\right)}{\eta \left({X}_i\right)}t\) and substitute it into VBi(t) to obtain the tool wear curve VBj(t) under Xj. As shown in Eq. (3).
where Xi is the i-th group of cutting parameters, Xj is the j-th group of cutting parameters, λi, j is the scaling ratio for stretching or compressing. When λi, j > 1, VBj(t) is obtained by compressing the abscissa of VBi(t) by λi, j times, and when λi, j < 1, VBj(t) is obtained by stretching the abscissa of VBi(t) by 1/λi, j times.
In the same way, if the tool wear prediction model with abscissa stretching or compressing proposed in this paper is correct, the tool life under different cutting parameters can also be directly calculated by wear influence factor. Assuming that the tool life under Xi is Ti, the tool life Tj under Xj can be calculated by Eq. (4).
It can be seen that if the above conjecture is verified, it will provide a very practical tool wear prediction method for related research and actual cutting production. It can quickly predict the tool wear value and tool life under a certain cutting parameter, and is not limited by the machining type, machining method, workpiece material and tool type, so it has good universality and application value.
3 Modeling of wear influence factor η(X) through experiments
The experimental platform in this paper is the disc milling grooving machine tool. One of the characteristics of disc milling grooving is that its cutting width is equal to the thickness of the disc tool [28], so the cutting width is constant and will not change during the disc milling process. Therefore, there are only two cutting variables for disc milling, namely, cutting line speed V and feed per tooth ap. Because of this, it is simpler to solve the relationship model between the tool wear rate and cutting parameters than the machining methods with multiple cutting variables. The disc cutter and the process of disc milling are shown in Fig. 3.

Disc milling process, disc cutter, the blade and distribution mode
The diameter of the disc cutter body is 420 mm, and it has 39 cutter teeth in all. Every three cutter teeth are in a group, which are arranged in order of right, middle and left, so there are 13 right teeth, middle teeth and left teeth respectively, as shown in Fig. 3(c) and Fig. 4. Blades are installed on the disc cutter in a replaceable way, for each blade, four cutting edges are symmetrically designed, and each cutting edge has circular arc ovlume crumbs slot. The workpiece material is TC17 titanium alloy, and the size of each workpiece is 270×170×50(mm), as shown in Fig. 4(d). The blade material is WC-Co cemented carbide, the size of blade is 12.7×12.7×6 (mm), the rake angle αr of disc milling is 8°, as shown in Fig. 4(c) and Fig. 5.

Disc cutter and workpiece. (a) The overall picture; (b) the enlarged view of three teeth alternating; (c) the blade size (d) the workpiece size

Geometric parameters of disc milling
As an efficient roughing method, disc milling has the characteristics of high cutting force and high cutting temperature [28, 29]. Therefore, compared with ordinary milling, the tool wear rate of disc milling is faster, especially in the case of poor cooling. In order to be consistent with the disc milling processing conditions in the actual production, this experiment uses coolant as the cooling method.
In order to obtain an accurate model, this paper will derive η(X) through tool wear cutting experiments. The specific method is to carry out regression analysis on the basis of the tool wear experimental data under different cutting parameters to obtain the relationship function between the tool wear rate and the cutting parameters, then remove the factors irrelevant to cutting parameters in the function, and the remaining part is the tool wear influence factor η(X). After obtaining η(X), carry out the tool wear life experiment, and record the curve of tool wear value over machining time under a certain set of cutting parameters, which is called the benchmark tool wear curve VBs(t). This set of cutting parameters is called the benchmark cutting parameters Xs, and the tool wear influence factor under Xs is called the benchmark wear influence factor η(Xs). When the cutting parameters change, it is only necessary to calculate the tool wear influence factor η(Xp) under the current cutting parameters Xp, then calculate the scaling ratio \({\lambda}_{s,p}=\frac{\eta \left({X}_p\right)}{\eta \left({X}_s\right)}\). The tool wear prediction curve VBp(t) under the current cutting parameters Xp can be obtained by stretching or compressing VBs(t) in the direction of the abscissa according to the value of λs, p.
When solving the relationship model between a single target and multiple parameters that change continuously, when the relationship between the parameters is relatively independent and there is no mutual influence or the degree of mutual influence is very weak, the multivariate power function regression shown in Eq. (5) has good regression effect and accuracy.
where SVB(X) is the tool wear rate function, ω, k, m,…, q are the power of each cutting parameter variable.
Since there are only two cutting variables for disc milling grooving, in this cutting experiment, there are only two variable parameters in the set X, where x1 is the cutting line speed V, and x2 is the feed per tooth ap, as shown in Fig. 5, so the regression analysis of disc milling tool wear can adopt the binary power function shown in Eq. (6).
Since the cutting width of the disc milling cutter is composed of three adjacent blades, as shown in Fig. 3(c) and Fig. 4, there will be a joint in the cutting width of every two adjacent blades, and the cutting edge is prone to damage at the position of the joint, which is called micro-broken, as shown in Fig. 6. Micro-broken can interfere with the measurement of tool flank wear and can affect the cutting ability of the cutting edge, and blades with micro-broken will wear out faster. It is found that the occurrence of micro-broken is related to the position of the blade installed on the disc cutter. Since the disc cutter has 39 positions for installing the blade, we can select the position where the cutting edge is not easily damaged as the installation position of the experimental blade.

SEM photos of disc milling tool wear
The width of the even flank wear is used as the measurement value of tool wear in the experiment, and the measurement equipment is MIRA3 XMU scanning electron microscope (SEM), as shown in Figs. 6 and 7. The measurement of the flank wear value was carried out by taking the average of three measurements.

Measurement of disc milling tool wear
In the case of only two cutting variables, in order to perform power function regression analysis as accurately and comprehensively as possible, a two-factor four-level full combination cutting test was implemented. According to the milling experience of titanium alloy TC17 disc milling, the commonly used range of cutting linear speed V is 30-90m/min, and the commonly used range of feed per tooth ap is 0.06-0.18mm/tooth. There are 16 experimental groups in total, and the tool wear value VB is measured after cutting for 10 min in each test.
The test groups and tool wear results of Experiment 1 are shown in Table 1.
Based on Eq. (6), the binary power function regression is performed on the experimental data in Table 1, and the regression result is ω = 2.4264, k = 0.2972, m = 1.4806, as shown in Eq. (7).
Since the machining time of each group in Table 1 is the same, the amount of tool wear under a certain group of cutting parameters actually represents the tool wear rate under this group of cutting parameters. After removing the constant factor in Eq. (7), the remaining factor that only includes cutting parameters is the wear influence factor η(X), as shown in Eq. (8).
The image of η(X) can be drawn with Matlab, as shown in Fig. 8.

The image of η(X)
η(X) is positively correlated with the cutting linear speed V and the feed per tooth ap, but obviously, the influence of the feed per tooth ap is much greater than the cutting linear speed V. This result is easier to understand in disc milling for the following reasons:
According to the cutting and wear mechanism [29] [30], tool wear is positively correlated with cutting temperature and cutting force. If the feed per tooth ap is increased while the cutting line speed V remains constant, both the cutting force and the cutting temperature will increase. If the feed per tooth ap is unchanged, only the cutting linear speed V is increased, and the cutting force will not be affected much. As for the cutting temperature, since the disc cutter has 39 teeth, each tooth only participates in short-term intermittent cutting. Although the increase of the cutting linear speed will speed up the cutting heat generation, it also shortens the time for each tooth to participate in a single cutting, so that the cutting edge can quickly pass through the cutting area. This reduces the time for cutting heat generation, so the increase in cutting temperature of each tooth is limited.
In addition, as shown in Fig. 9, according to the geometric characteristics of disc milling, the ratio of the cutting time tM of each tooth to the cooling time tC can be calculated by Eq. (9).
where H=50mm,R=210mm,so \(\frac{t_M}{t_C}\approx \frac{1}{25}\). Therefore, even with an increased cutting line speed, each tooth has sufficient cooling time. Combining the above reasons, it explains why the feed per tooth ap has a much greater influence on tool wear than the cutting line speed V.

Disc milling geometry
It should be noted that when modeling η(X) in this paper, the range of cutting linear speed V is 30-90m/min, and the range of feed per tooth ap is 0.06-0.18mm/z. Therefore, when using η(X) to predict the tool wear rate under different cutting parameters, the cutting parameters should also be within the above range, which is called the effective parameter interval XEPI, as shown in Eq. (10).
4 Disc milling tool wear curve prediction model and its experimental verification
4.1 Disc milling tool wear curve prediction model
In order to obtain the benchmark tool wear curve VBs(t) of disc milling, it is necessary to select a set of parameters as the benchmark cutting parameters Xs, and then conduct tool wear experiments under Xs. During the experiment, the flank wear value needs to be recorded at intervals, and the recorded wear data can be used to draw the tool wear curve, which is the benchmark tool wear curve VBs(t).
In this experiment, the cutting tools, workpieces, and cooling conditions are all consistent with Experiment 1, and the selected Xs is: V=55m/min, ap=0.08mm/tooth. The tool flank wear is measured every 20 minutes during machining until the wear value exceeds the blunt standard, that is, the flank wear reaches 0.3mm [14] [29]. The tool wear measurement data corresponding to Xs is referred to as VBs(M), and the experimental results are shown in the Table 2.
Take the machining time t as the abscissa and the tool flank wear VB as the ordinate, draw the data of VBs(M) in Table 2 into a scattered line chart, as shown in Fig. 10(a).

Data line chart of VBs(M). (a) Line chart; (b) line chart and its fitting curve
The polynomial function is used to fit the VBs(M), and it is found that the curve obtained by the quartic polynomial fitting is relatively consistent with VBs(M), , as shown in Fig. 10(b), and the fitting function is exactly the VBs(t), proposed above, as shown in Eq. (11).
η(Xs) corresponding to VBs(t) is given as:
Choosing a set of parameters as the current cutting parameter Xp within the effective parameter interval XEPI, and its corresponding wear influence factor is η(Xp), then the scaling ratio λs, p can be given as:
After the expression of λs, p is obtained, the tool wear curve VBp(t) under Xp can be predicted by the tool wear prediction model proposed in this paper, as shown in Eq. (14), which is the final form of the TC17 titanium alloy disc milling tool wear curve prediction model.
4.2 Experimental verification of disc milling tool wear curve prediction model
Two sets of cutting parameters Xp1 and Xp2 are selected for the verification experiment, where Xp1 is V=80m/min,ap=0.12mm/tooth, and Xp2 is V=40m/min, ap=0.06mm/tooth. η(Xp1) and η(Xp2) are given as:
λ s, p1 and λs, p2 are given as:
According to Eq. (14), the function expressions of the tool wear prediction curve under Xp1 and Xp2 can be obtained, as shown in Eq. (19) and Eq. (20).
Except for the different cutting parameters, the experimental conditions of the verification experiments under Xp1 and Xp2 are exactly the same as those of Experiment 2. Since the value of η(Xp1) is about twice that of η(Xs), it is guessed that the tool wear rate under Xp1 will be much faster than that under Xs, so the measurement interval of the flank wear value of Xp1 is changed to every 10 minutes. Similarly, the value of η(Xp2) is much smaller than that of η(Xs), , it is guessed that the tool wear rate under Xp2 will be slower than that under Xs, so the measurement interval of the flank wear value of Xp2 is changed to every 30 minutes.
The tool wear measurement data corresponding to Xp1 is referred to as VBp1(M), and the experimental results under Xp1 are shown in Table 3.
The tool wear measurement data corresponding to Xp2 is referred to as VBp2(M), and the experimental results under Xp2 are shown in Table 4.
The benchmark tool wear curve VBs(t), the tool wear prediction curve VBp1(t) under Xp1, and VBp2(t) under Xp2 are all drawn in Fig. 11(a). In this figure, the relationship between VBs(t), VBp1(t) and VBp2(t) can be observed intuitively. According to the principle of function stretching and compressing, since λs, p1>1, VBp1(t) is the result of compressing the abscissa by λs, p1 times on the basis of VBs(t). And λs, p2<1, so VBp2(t) is the result of stretching the abscissa by 1/λs, p2 times based on VBs(t).

Comparison of tool wear prediction curves with experimental measurement data
VB s(M), VBp1(M), and VBp2(M) are actual measurement data of tool wear over time, corresponding to cutting parameters Xs, Xp1, and Xp2 respectively. Draw the line graphs of the three in Fig. 11(b), it can be seen that the positions, shapes, and trends of the three are almost consistent with the three curves in Fig. 11(a).
Figure 11(c) and (d) compared the tool wear prediction curve with the actual measurement data more intuitively, and found that both VBp1(t) and VBp2(t) have a very high consistency with the actual tool wear measurement data, which shows that the prediction results are accurate and reliable. Therefore, the abscissa stretching and compressing tool wear prediction model based on tool wear influencing factors proposed in this paper is effective.
In addition, the tool life prediction model proposed in this paper is directly derived on the basis of the tool wear influence factor and the tool wear prediction curve model. Therefore, when the latter two are verified by experiments, the tool life prediction model is naturally verified.
4.3 Method flowchart of establishing the tool wear prediction model
In order to more clearly describe the modeling process and method, Fig. 12 shows the modeling steps of the tool wear prediction model with abscissa scaling based on wear influence factor through flowchart.

Method flowchart of establishing the tool wear prediction model
4.4 Cross-validation of the prediction model
When establishing the tool wear prediction model in this paper, the selection of the benchmark tool wear curve is arbitrary. Therefore, in order to verify the effectiveness of the prediction model, the selection of the benchmark tool wear curve needs to be replaced for cross validation, so as to prove that the arbitrary selection of the benchmark tool wear curve will not affect the effectiveness of the tool wear prediction model.
In this cross-validation, the tool wear curve under cutting parameter Xp2 (V=40m/min, ap=0.06mm/tooth) is selected as the second benchmark tool wear curve, and the polynomial function is also used to fit it, then the expression of the second benchmark tool wear curve VBp2, s(t) can be obtained as follows:
VB p2, s(t) and the corresponding tool wear measurement data VBp2, s(M) are shown in Fig. 13(a).

Comparison of tool wear prediction curves with experimental measurement data in cross-validation
According to the prediction model proposed in this paper, when the cutting parameter is Xs(V=55m/min, ap=0.08mm/tooth), the corresponding scaling ratio \({\lambda}_{p2,s}=\frac{\eta \left({X}_s\right)}{\eta \left({X}_{p2}\right)}=1.6832\),then the tool wear prediction curve VBs, p2(t) can be obtained by compressing VBp2, s(t) λp2, s times in the abscissa direction, as shown in Eq. (22).
And when the cutting parameter is Xp1(V=80m/min,ap=0.12mm/tooth), the corresponding scaling ratio \({\lambda}_{p2,p1}=\frac{\eta \left({X}_{p1}\right)}{\eta \left({X}_{p2}\right)}=3.4288\),then the tool wear prediction curve VBp1, p2(t) can be obtained by compressing VBp2, s(t) λp2, p1 times in the abscissa direction, as shown in Eq. (23).
VB p2, s(t), VBp1, p2(t) and the corresponding tool wear measurement data VBp2, s(M), VBp1, p2(M) are shown in Fig. 13(b).
It can be found that in the cross-validation after the replacement of the benchmark tool wear curve, the predicted tool wear results still match the actual tool wear measurement data very well, which proves that the arbitrary selection of the benchmark tool wear curve will not affect the effectiveness of the tool wear prediction model proposed in this paper.
4.5 Optimization of cutting parameters based on prediction model
According to actual production needs, the optimization goal of disc milling is not only to reduce tool wear, but also to improve cutting efficiency. Cutting efficiency is generally characterized by material removal rate, and the expression for material removal rate Q during disc milling can be given as:
where Vf is the feed speed, H is the thickness of the workpiece, and ae is the thickness of the disc cutter. According to the cutting characteristics of disc milling, there is a relationship between feed speed Vf, feed per tooth ap, and cutting line speed V as shown in Eq. (25):
So the expression for material removal rate Q can be given as:
where the left part \(\frac{13\times H\times {a}_e}{1000\times 2\pi R}\) is a constant.
A function ηop(X) is introduced to characterize the comprehensive optimization of disc milling cutting, as shown in Eq. (27).
According to Eq. (26), the numerator V × ap of Eq. (27) represents the material removal rate, that is, the cutting efficiency, and the denominator η(X) is the characterization factor of tool wear rate. Obviously, when ηop(X) takes the maximum value, the comprehensive cutting effect is optimal, because in this case, the cutting efficiency is high and the tool wear speed is slow.
η op(X) can be given as:
The image of ηop(X) is shown in Fig. 14.

The image of ηop(X)
In this paper, the tool wear prediction model of disc milling is established based on the tool wear influence factor η(X). Therefore, when the tool wear prediction model is verified, it is equivalent to the tool wear influence factor η(X) being verified. The comprehensive optimization function ηop(X) of disc milling is directly derived from η(X), so it is also verified.
According to Eq. (28) and Fig. 14, it is obvious that the cutting line speed V is positively correlated with ηop(X), while feed per tooth ap is negatively correlated with ηop(X). Therefore, when comprehensively optimizing the cutting efficiency and tool wear of disc milling, the cutting line speed should be increased and the feed per tooth should be appropriately reduced.
5 Discussion
5.1 Effective interval of independent variable of the prediction model
It should be noted that since VBs(t) is obtained by polynomial fitting, one of the characteristics of polynomial fitting is that within the sample interval of the independent variable, the fitting value and the actual value are very consistent. However, outside the sample interval of the independent variable, there may be a very large deviation between the fitting value and the actual value. Since VBp1(t) and VBp2(t) are obtained by compressing or stretching VBs(t) in the direction of the abscissa, when using VBp1(t)or VBp2(t) to predict the tool wear curve, the valid interval of the corresponding independent variable will also be limited by the sample interval of the independent variable of VBs(t). Define the sample interval of VBs(t) as ts, the effective interval of the independent variable of VBp1(t) as tp1, and the effective interval of the independent variable of VBp2(t) as tp2. From the data sample of Experiment 1, it can be seen that ts = {t| 20 ≤ t ≤ 260(min)}. Then according to the characteristics of the function compressing or stretching, tp1 and tp2 can be given by:
5.2 Error analysis of the prediction model
When the tool wear curve under cutting parameter Xs(V=55m/min, ap=0.08mm/tooth) is selected as the benchmark wear curve, by comparing the actual tool wear measurement data with the prediction results and calculating the relative error, it is found that when the cutting parameter is Xp1(V=80m/min,ap=0.12mm/tooth), the prediction relative error is between 0.93% and 8.63%. When the cutting parameter is Xp2 (V=40m/min, ap=0.06mm/tooth), the prediction relative error of the first two data in the initial wear stage is slightly larger, which may be caused by the instability of tool wear in the initial wear stage, but from the third data, the prediction relative error is all within 5%.
In the cross validation of the prediction model, the prediction results are also accurate. When predicting the tool wear curve under cutting parameters Xs and Xp1, only the first two data in the initial wear stage have a slightly larger prediction relative error. From the third data, the relative error is all within 5%. Therefore, the selection of the benchmark tool wear curve will not affect the accuracy and effectiveness of the tool wear prediction model proposed in this paper.
In addition, in order to verify the repetitive error of tool wear in disc milling, repeated cutting experiments were carried out when the cutting parameter was Xs. The experimental result shows that when the cutting conditions, cutting parameters, and the installation position of the blade are all the same, there is a high degree of consistency between tool wear curves in the repeated cutting experiments, and the repeated error is within 3%, as shown in Table 5. Therefore, it can be believed that the impact of repeated error on the accuracy of the prediction model proposed in this paper can be ignored.
6 Conclusion
This study proposed a tool wear prediction model with abscissa stretching or compressing based on wear influence factor. In this model, the tool wear prediction curve under current cutting parameters can be obtained by stretching or compressing the benchmark tool wear curve in the direction of the abscissa according to the scaling ratio, which is the ratio between the wear influence factor under current cutting parameters and the benchmark wear influence factor. The tool wear curve prediction method proposed in this paper does not depend on a specific cutting equipment and specific cutting condition, it is a prediction method with universally applicable potential, which can be applied to various cutting scene: different machine tools, different tools, different workpieces, and different cutting conditions can all use the method proposed in this paper to predict the tool wear curve.
In the experimental verification of the prediction model, the accuracy and reliability of the tool wear prediction model proposed in this paper are verified. Except for a small number of prediction results that have certain deviation from the experimental data in the initial wear stage, in other wear stages, the relative error between the prediction results and the actual tool wear measurement data is within 5%. In addition, in the cross-validation after the replacement of the benchmark tool wear curve, the prediction model still showed good prediction accuracy and effectiveness, which indicates that the selection of the benchmark tool wear curve can be arbitrary and will not affect the effectiveness of the tool wear prediction model proposed in this paper.
According to the disc milling comprehensive optimization function derived from the prediction model, when comprehensively optimizing the cutting efficiency and tool wear of disc milling, the cutting line speed should be increased and the feed per tooth should be appropriately reduced.
The benchmark tool wear curve in this study was fitted using a polynomial function, so it is necessary to pay attention to the effective interval of the independent variable when using this prediction model. Due to the characteristics of polynomial function fitting, outside the effective interval of the independent variable, the predicted data of the model will quickly deviate from the actual results. Therefore, before using this prediction model, it is necessary to determine the effective independent variable interval of the prediction model according to the method provided in this paper.
References
Taylor FW (1907) On the art of cutting metals. The Am Soc Mech Eng. http://ir.library.oregonstate.edu/downloads/d791sn02d. Accessed 11 May 2023
Archard JF (1953) Contact and Rubbing of Flat Surfaces. J Appl Phys 24(8):981–988. https://doi.org/10.1063/1.1721448
Colding BN (1959) A Three-Dimensional Tool Life Equation - Machining Economics. J Eng Ind 81(3):239–250. https://doi.org/10.1115/1.4008313
Usui E, Shirakashi T, Kitagawa T (1984) Analytical prediction of cutting tool wear. Wear 100(1–3):129–151. https://doi.org/10.1016/0043-1648(84)90010-3
Chetan, Narasimhulu A, Ghosh S, Rao PV (2015) Study of Tool Wear Mechanisms and Mathematical Modeling of Flank Wear During Machining of Ti Alloy (Ti6Al4V). J Inst Eng (India): Series C 96:279–285. https://doi.org/10.1007/s40032-014-0162-9
He GH, Liu XL, Wen X, Wu CH, Li LX (2017) An investigation of the destabilizing behaviors of cemented carbide tools during the interrupted cutting process and its formation mechanisms. Int J Adv Manuf Technol 89:1959–1968. https://doi.org/10.1007/s00170-016-9245-5
Mao Z, Luo M, Zhang DH (2022) Tool wear prediction at different cutting edge locations for ball-end cutter in milling of Ni-based superalloy freeform surface part. Int J Adv Manuf Technol 120:2961–2977. https://doi.org/10.1007/s00170-022-08790-4
Aline GS, Marcio BS, Mark JJ (2018) Tungsten carbide micro-tol wear when micro milling UNS S32205 duplex stainless steel. Wear 414–415:109–117. https://doi.org/10.1016/j.wear.2018.08.007
Luo X, Cheng K, Holt R, Liu X (2005) Modeling flank wear of carbide tool insert in metal cutting. Wear 259:1235–1240. https://doi.org/10.1016/j.wear.2005.02.044
Zhang Y, Zhu KP, Duan XY, Li S (2021) Tool wear estimation and life prognostics in milling: Model extension and generalization. Mech Syst Signal Process 155:107617. https://doi.org/10.1016/j.ymssp.2021.107617
Abhishek S, Ghosh S, Aravindan S (2022) Pseudo analytical modelling of flank wear for coated/micro blasted cemented carbide cutting tools. J Manuf Process 80:54–68. https://doi.org/10.1016/j.jmapro.2022.05.053
Chinchanikar S, Choudhury SK (2015) Predictive modeling for flank wear progression of coated carbide tool in turning hardened steel under practical machining conditions. Int J Adv Manuf Technol 76:1185–1201. https://doi.org/10.1007/s00170-014-6285-6
Halila F, Czarnota C, Nouari M (2014) A new abrasive wear law for the sticking and sliding contacts when machining metallic alloys. Wear 315:125–135. https://doi.org/10.1016/j.wear.2014.03.013
Laakso S, Johansson D (2019) There is logic in logit – including wear rate in Colding’s tool wear model. Procedia Manuf 38:1066–1073. https://doi.org/10.1016/j.promfg.2020.01.194
Zhang X, Gao Y, Guo ZC, Zhang W, Yin J, Zhao WH (2023) Physical model-based tool wear and breakage monitoring in milling process. Mech Syst Signal Process 184:109641. https://doi.org/10.1016/j.ymssp.2022.109641
Kamratowski M, Alexopoulos C, Brimmers J, Bergs T (2023) Model for tool wear prediction in face hobbing plunging of bevel gears. Wear 524–525:204787. https://doi.org/10.1016/j.wear.2023.204787
Zhang C, Zhou L, Liu X (2013) Investigations on model-based simulation of tool wear with carbide tools in milling operation. Int J Adv Manuf Technol 64:1373–1385. https://doi.org/10.1007/s00170-012-4108-1
Li DH, Li YG, Liu CQ (2022) Gaussian process regression model incorporated with tool wear mechanism. Chinese J Aeronaut 35(10):393–400. https://doi.org/10.1016/j.cja.2021.08.009
Wang GF, Qian L, Guo ZW (2013) Continuous tool wear prediction based on Gaussian mixture regression model. Int J Adv Manuf Technol 66:1921–1929. https://doi.org/10.1007/s00170-012-4470-z
Palanisamy P, Rajendran I, Shanmugasundaram S (2008) Prediction of tool wear using regression and ANN models in end-milling operation. Int J Adv Manuf Technol 37:29–41. https://doi.org/10.1007/s00170-007-0948-5
Mandal N, Mondal B, Doloi B (2015) Application of Back Propagation Neural Network Model for Predicting Flank Wear of Yttria Based Zirconia Toughened Alumina (ZTA) Ceramic Inserts. Trans Indian Inst Met 68:783–789. https://doi.org/10.1007/s12666-015-0511-2
Rao KV, Kumar YP, Singh VK, Raju LS, Ranganayakulu J (2021) Vibration-based tool condition monitoring in milling of Ti-6Al-4V using an optimization model of GM(1,N) and SVM. Int J Adv Manuf Technol 115:1931–1941. https://doi.org/10.1007/s00170-021-07280-3
Zhang HY, Zhang C, Zhang JL, Zhou LS (2014) Tool wear model based on least squares support vector machines and Kalman filter. Prod Eng 8:101–109. https://doi.org/10.1007/s11740-014-0527-1
An QL, Tao ZR, Xu XW, Mansori ME, Chen M (2020) A data-driven model for milling tool remaining useful life prediction with convolutional and stacked LSTM network. Measurement 154:107461. https://doi.org/10.1016/j.measurement.2019.107461
Li ZX, Liu XH, Atilla I, Munish KG, Grzegorz MK, Paolo G (2022) A novel ensemble deep learning model for cutting tool wear monitoring using audio sensors. J Manuf Process 79:233–249. https://doi.org/10.1016/j.jmapro.2022.04.066
Binder M, Klocke F, Doebbeler B (2017) An advanced numerical approach on tool wear simulation for tool and process design in metal cutting. Simul Model Pract Theory 70:65–82. https://doi.org/10.1016/j.simpat.2016.09.001
Xin HM, Xing TT, Dai H, Zhang J, Yao CF, Cui MC, Zhang QG (2022) Study on Residual Stress in Disc-Milling Grooving of Blisks. Materials 15(20):7261. https://doi.org/10.3390/ma15207261
Yang C, Shi YY, Xin HM, Zhang N (2021) Milling force model prediction considering tool runout with three-teeth alternating disc cutter. Int J Adv Manuf Technol 114:3285–3299. https://doi.org/10.1007/s00170-021-06949-z
Xin HM, Shi YY, Ning LQ (2016) Tool wear in disk milling grooving of titanium alloy. Adv Mech Eng 8(10). https://doi.org/10.1177/1687814016671620
Altintas Y (2012) Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design. Cambridge University Press
Funding
This work was supported by the Project Funded by the National Numerical Control Major Projects Foundation of China (Grant No. 2013ZX04001081), China Postdoctoral Science Foundation (Grant No: 2018M631195). Hubei Province Technology Innovation Project (Grant No: 2017AAA133).
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. The experiments are designed and carried out mainly by Yang Cheng. The experimental guidance, equipment and funding is done by Shi Yaoyao. The first draft of the manuscript was written by Yang Cheng, Xin Hongmin and Zhao Tao provided a lot of help for the writing and improvement of the manuscript. Zhang Nan and Xian Chao provided assistance for the experiments. All authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
The research does not involve human participants and/or animals.
Consent for publication
The publication has been approved by all authors.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Yang, C., Shi, Y., Xin, H. et al. Tool wear prediction model based on wear influence factor. Int J Adv Manuf Technol 129, 1829–1844 (2023). https://doi.org/10.1007/s00170-023-12323-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12323-y