
Abstract
The purpose of this manuscript is to carry out an experimental and numerical investigation of bulging process of aluminum AA1050-H14 sheet metal in free expansion when using a flexible punch. Three types of rubber with different hardness are used as flexible punch. First, a mechanical characterization and identification of aluminum sheet metal and polyurethane rubber parameters is achieved for validation purpose. Then, an experimental study of flexible bulging process is performed to analyze the effect of rubber type and hardness on forming capability. The obtained results show that the polyurethane with hardness of 70 Shore A is considered as the most suitable punch for the bulging operation when comparing with silicone and natural rubber. Finally, a comparison between bulging with flexible and rigid punches is conducted using the finite element code ABAQUS/Explicit. The developed simulations predict efficiently the realistic thickness distribution along the bulged part.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Elastomeric materials are widely used in the sheet metal forming process especially for the automotive and the aerospace applications. Using rubber as soft tool allows producing parts with complex shape. Compared with the conventional forming process, flexible process using soft medium has several advantages. This process reduces tooling cost and eliminates the alignment problems between punch and die. Also, in flexible forming, rubber replaces the high-pressure liquid employed in conventional hydroforming process. Therefore, sealing and leakage problems are eliminated [1].
Few numerical and experimental investigations of flexible forming process of sheet metal using rubber pad are available in literature. In 1993, Thiruvarudchelvan [2], in his reviewer of using elastomers in metal forming, presented many processes like the Guerin process, the Marform process, and the Verson-Wheelon process. In his study, the urethane is considered as the most suitable elastomeric material that can be used in flexible metal forming. Later, several researchers were interested in studying parameters influencing the flexible forming process with rubber pad in order to improve the surface quality of the formed parts [3,4,5,6]. According to authors, the most important parameters are the hardness of rubber pad and the type of the elastomeric material. Among the material of elastic tools, polyurethane, silicone and natural rubber are considered. Quadrini et al. [7] conducted an experimental study of forming thin aluminum sheet alloys with soft materials. It was proved that the hardest material gives the best stamping. Liu et al. [8, 9] discussed the fabrication of metallic bipolar plate by rubber pad forming. Two deformation styles using flexible die were analyzed. It was founded that forming with convex deformation style may reduce thinning distribution compared with concave mode. Irthiea et al. [10] showed the capability of polyurethane rubber on micro deep drawing forming process through numerical and experimental investigations. Using plasticine as soft punch on the micro sheet stamping process, Wang et al. [11] affirmed that the micro-channels have good surface quality and the flexible stamping process can be considered as a non-damage forming process. Niknejad et al. [12] investigated experimentally the Teflon-pad forming process of sheet metal. Nagarajan et al. [13] affirmed that an increased value of flexible pad hardness may reduce sheet thinning in flexible pad laser shock forming. Belhassen et al. [14, 15] performed a numerical investigation to study rubber pad forming process of aluminum sheet metal. An interesting finding is that polyurethane rubber is considered as the most appropriate flexible punch that minimizes the springback of aluminum sheet. The use of polyurethane rubber may delay the occurrence of damage comparing with the silicone and natural rubber. Also, the use of soft material as flexible die may reduce specimen thinning and equivalent plastic strain comparing with forming with flexible punch.
A particular case of flexible forming using elastomers is bulge-forming process. An internal pressure can be applied via a rubber pad and transmitted to the cavity of the side of the sheet to bulge sheet metal. Several studies are interested in analyzing bulge-forming process with rubber pad. Al-Qureshi [16, 17] studied the effects of polyurethane rod on the strain distribution in bulging of thin-walled tubes. Later, Thiruvarudchelvan [18] developed theoretical works to govern pressure required for bulging a metal tube using a rubber rod. Recently, Belhassen et al. [19] investigated numerically bulging of thin-walled tube using polyurethane rod. Authors concluded that using polyurethane rod as a pressure-transmitting medium with hardness 70 Shore A in bulging tube may decrease damage factor and improve formability.
Others works performed bulging thin sheet in free expansion with the assistance of elastomers as pressure-transmitting media. Ramazeni and Ripin [20] conducted an experimental and numerical analysis to bulge a sheet metal with a rubber pad at high strain rates. Authors affirmed that the forming pressure increases with the impact velocity. Wang and Yuan [21] performed an experimental and numerical study to analyze sheet metal flexible die bulging with polyurethane rubber. Good agreement was found between numerical and experimental results in term of radial and circumferential strain and specimen thinning. Liu et al. [22] performed experimental work and numerical simulations on laser flexible shock micro-bulging using silicone rubber. Authors concluded that the surface integrity of the micro-bulging parts was good when decreasing of the laser energy and work piece thickness. Shen et al. [23] studied the effect of rubber on bulge forming capability under laser dynamic forming technique. They affirmed that rubber may improve formability by prolonging the loading duration and avoiding premature fracture. Koubaa et al. [24] conducted a finite element simulation of flexible bulge forming of aluminum sheet metal with polyurethane rubber. The effect of rubber pad on forming capability is studied by comparing flexible bulge with conventional hydroforming. An interesting finding is that the use of polyurethane rubber as a flexible medium is suggested to reduce thinning and enhance forming capability, particularly for high hardness shore.
In light of the above, one can notice that bulging sheet metal in free expansion with rubber pad is rarely discussed in literature. Even the effect of type and hardness of rubber on the material formability have not been deepened yet.
Flexible bulging process of sheet metal in free expansion adopts a rubber pad contained in a rigid holder. The blank is clamped between a blank holder and a rigid die to prevent any material from drawing-in. When the punch moves down, the rubber deforms, owing to its incompressibility, the sheet in a pure stretching condition.
This paper is an extension to the work of Koubaa et al. [24]. The novelty of this work consists in developing an experimental set up used in bulging sheet metal in order to evaluate the formability of aluminum sheet metal when varying type and hardness of rubber. It is concerned primarily with mechanical characterization and material parameters identification. The effect of type and hardness of rubber pad on specimen thinning and punch load evolution is investigated experimentally. A finite element simulation is conducted using the commercial software ABAQUS\Explicit to evaluate the effect of rubber pad on bulging process comparing with bulge with rigid punch. Strain distribution and specimen thinning are analyzed.
2 Experimental identification of material parameters
In this section, the mechanical properties of aluminum sheet metal and rubber are identified experimentally. A universal material testing machine with maximum press force capacity of 20 KN is used. Uniaxial tensile tests are performed to characterize the elastoplastic behavior of aluminum specimens. Cyclic compression tests are conducted to predict the hyperelastic response of rubber used as flexible tool in bulge process.
2.1 Tensile test of aluminum sheet
Flat tensile specimens are cut along rolling direction from a 1-mm thick sheet of the aluminum alloy (AA1050-H14). Shape and dimensions of specimen are reported in Fig. 1, according to the ISO 6892-1:2009(F). Tensile test are carried out at 25 °C at a strain rate of 5 mm/min. Figure 2 presents the stress-strain curve from tensile test.

Tensile specimen geometry (mm) (ISO6892-1:2009(F))

Experimental tensile stress-strain curve for aluminum blank
Experimental results for the uniaxial tensile test of specimen of the aluminum AA1050-H14 are applied to identify the hardening parameters. The Voce law is well suited to reproduce isotropic hardening [25,26,27,28,29,30,31]. Using the least-squares method, the experimental tensile stress-strain curve of the specimen along the rolling direction can be fitted by the Voce equation as:
Table 1 shows mechanical properties of aluminum alloy (AA1050-H14) sheet.
2.2 Compression test of rubber
In this section, in accordance with the ASTM D575 standard [32], uniaxial compression test of polyurethane specimen (∅ 28.6 × 12.5 mm) 70 Shore A are performed. The objective is to determine the hyperelastic behavior of this materiel. Tests are carried out at ambient temperature with a displacement speed of 5 mm·min−1 up to 40% of deformation [33] (Fig. 3).

Uniaxial compression test: rubber specimen a, compressed rubber b
In order to get stabilized data, rubber specimen was subjected to 5 cycles of loading-unloading force (Fig. 4). As it is shown in this figure, the hysteresis loop of polyurethane specimen is stabilized after the first loading cycle. Then, after stabilization, experimental results of the uniaxial compression test serve as input data in the code ABAQUS/Standard in order to compare different hyperelastic material models with the test data and determine the hyperelastic constants. As it can be seen in Fig. 5, four hyperelastic models were evaluated to fit the experimental results of the stress-strain curve. The Mooney-Rivlin model is the most suitable for predicting the behavior of polyurethane rubber. Coefficients of the Mooney-Rivlin model are calculated by ABAQUS and summarized in Table 2.

Elastic hysteresis for polyurethane rubber

For validation purpose, the identified mechanical proprieties of sheet metal and rubber are employed in the developed constitutive equations.
The rubber behavior is assumed to be hyperelastic according to the Mooney-Rivlin form. Hyperelasticity postulates the existence of the Helmotz free energy function W, which is defined per unit reference volume. For the Mooney-Rivlin model, the free energy function W takes the form:
Where \( \overline{I_1} \) and \( \overline{I_2} \) are deviatoric strain component invariants; J represents volume change and C1, C2, and D1 are material constants. C1 and C2 describe deviatoric component and D1 describes compressibility. Compressibility can be defined by specifying nonzero values for D1, by setting the Poisson’s ratio to a value less than 0.5 or by providing test data that characterize the compressibility. We assumed a fully incompressible behavior for rubber with the Poisson’s ratio ν = 0.4997 and D1 equal to zero. For an overview of different expressions derivation of the stress and elasticity tensor in terms of invariants, see also Holzapfel [38], Dammak et al. [39], and Jarraya et al. [40].
3 Experimental investigation of flexible bulging process
3.1 Experimental setup
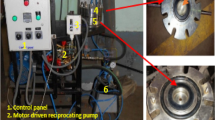
In order to conduct flexible bulging of aluminum sheet metal with rubber pad, an experimental setup was developed as shown in Fig. 6. Work pieces used in experiments have a thickness of 1 mm and a diameter of 90 mm. Rubber punch with ball end has 70 mm in diameter and 100 mm in thickness. Before forming, the tightening of the bolts allows springs to be compressed against the holder in order to clamp the extremity of the sheet against the die. Three springs are compressed to provide a holder force of 1500 N. Thereafter, the rigid punch is moved downward to deform the rubber. As a result, at constant volume, a hydrostatic pressure is generated to bulge the sheet metal in free expansion.

The designed experimental setup of bulge in free expansion
Using this experimental apparatus, flexible bulging of aluminum sheets AA1050-H14 is studied. Different spherical punches with different hardness were used to discuss the effect of hardness and type of elastomeric material on the bulged part in terms of thinning and the appearance of cracks. Polyurethane (PU), silicone (SR), and natural rubber (NR) with two hardness (50 and 70 Shore A) are considered in this experimental study (Fig. 7).

Elastomeric punches used in the flexible bulging with radius of 35 mm
Tests were carried out at a punching speed of 5 mm·min−1 [41] using hydraulic universal testing machine (Controlab) (Fig. 8). The evolution of the load was analyzed firstly as a function of displacement of various flexible punches until fracture. Then, thickness of the deformed part was measured using “Digital Ultrasonic Thickness Gauge” in order to determine the most appropriate punch that reduces the thinning throughout the bulged part.

Testing machine a, bulged part b (initial radius 45 mm)
3.2 Load-stroke curves
In order to analyze the capacity of the flexible spherical punches in the bulging operation of thin aluminum sheets, different types of punches were used with different hardness. Punch load-stroke curves using different type of rubber are presented in Fig. 9.

Punch load-displacement using different rubbers as flexible punch with same hardness
On the one hand, this figure shows the repeatability of results in the bulging test using flexible polyurethane punch with hardness Shore A 70. A good qualitative correlation between the three tests is observed.
On the other hand, these curves show the capability of three types of flexible punches with the same hardness 70 Shore A (polyurethane (PU), silicone (SR), and natural rubber (NR)) in the bulging of the aluminum sheet metal until bursting. As depicted in this figure, it can be noticed, initially, that the evolution of the load is almost the same for both punches in polyurethane and silicone with a slight increase in the load by using the natural rubber, before bursting, for the same hardness. Secondly, polyurethane can be considered as the most suitable flexible punch for bulging sheets in free expansion since it delays fracture of the part compared with natural and silicone rubber. Indeed, fracture of the bulged part was observed for a displacement of 19.44 mm when using natural rubber as flexible punch. For polyurethane, fracture is depicted at 24 mm of displacement.
The effect of hardness of flexible punches on the evolution of load is also analyzed (Fig. 10). It is shown that, by reducing the hardness from 70 to 50 Shore A, the load decreases significantly for the three types of punches. For instance, using polyurethane as flexible punch, load decreases by the rate of 23%. Whereas, hardest punches may delay fracture. In fact, for a hardness of 50 Shore A of polyurethane punch, fracture occurs for a displacement of 19 mm while it is delayed to appear at a displacement of 24 mm in the case of polyurethane with hardness of 70 Shore A. Thus, increasing the hardness of the flexible punches improves the formability of the sheets during bulging sheets in free expansion. The early fracture and the decreasing load can be explained by the fact that when decreasing the rubber punch hardness, the elastic deformation occurs easier so that repulsive force rubber/metal becomes important.

Effects of rubber hardness on the evolution of punch load during bulging sheet in free expansion
3.3 Thickness distribution
In order to control thinning phenomena, an analysis of the evolution of thickness along part is presented using different flexible punches (Fig. 11). After bulging, parts were cut using struers metallurgical specimen cutter. Then, thickness of specimen was measured using digital ultrasonic thickness gauge (SOFRANEL). This figure illustrates the evolution of thickness along rolling direction of one quarter of part after bulging for a 17 mm of dome height. This height of the dome is chosen before the beginning of fracture in the formed part. As noted in Fig. 11, increasing the hardness of the flexible punches reduces thinning of bulged parts for the three types of elastomeric materials. For example, increasing hardness of polyurethane punch from 50 to 70 Shore A may reduce thinning rate from 39 to 29%. This may be explained by the larger elastic deformation of the flexible punch when decreasing hardness making thus the stretching contact force larger. In order to assess the effect of the type of rubber thickness distribution, as shown in this figure, it can be clearly found that for a hardness of 70 Shore A, polyurethane is considered to be the most suitable punch for bulging process in free expansion compared with natural and silicone rubber.

Experimental thickness measurement along rolling direction
4 Finite element analysis
4.1 Finite element modeling
In this section, a finite element model is conducted in the commercial code ABAQUS/Explicit according to the geometry of the experimental apparatus. Owing to symmetry, only one quarter is modeled. The polyurethane rubber with Shore hardness 70 A, with coefficients presented in Table 2, is used in simulation. Material properties are summarized in Table 2. The blank material is assumed to be isotropic and homogeneous. An elastoplastic material model with von Mises yield, J2, criterion and isotropic hardening is used for the blank. The isotropic hardening behavior is modeled by the Voce law as presented previously. The sheet with a uniform thickness 1 mm is meshed using thin shell elements with reduced integration of type S4R. Rubber is discretized using C3D10M elements. A Coulomb friction coefficient of 0.15 is introduced between the die and the blank. Elsewhere, a 0.25 friction coefficient is used between the blank and the rubber using the pure master-slave contact algorithm [12].
4.2 Numerical model validation
Using experimental results of the uniaxial tensile/compression tests of specimen of the aluminum AA1050-H14 and the polyurethane rubber respectively, the accuracy of the elastoplastic numerical model is evaluated. Two numerical predictions of the evolution of the thickness of bulged sheet are compared with experimental measurements for two dome heights, 17 mm and 23 mm (Fig. 12). A 23-m dome height corresponds to the displacement just before fracture. According to this figure, it can be noticed that numerical predictions are in a good correlation with experimental measurement of thickness for the two dome heights.

Thickness comparison between numerical predictions and experimental measurements for two dome heights using polyurethane as flexible punch along one-quarter of part
4.3 Effect of rubber pad thickness
In order to study the influence of rubber thickness on the bulging process in free expansion, two cylindrical polyurethane rubbers with the same initial outer diameter of 70 mm and with thickness of 100 and 70 mm are used in simulation as flexible punch. Figure 13 shows the thickness distribution of bulged part with two different rubber thicknesses for a 23 mm dome height just before fracture. As can be depicted, increasing the rubber pad thickness may decrease the thinning of the bulged part mainly at the dome center. In this region, the thickness of the bulged sheet is 0.55 mm with 100 mm of rubber thickness whereas it is 0.51 mm when using a 70-mm rubber pad. One can notice that an increase of 30% in the punch thickness leads to about 7% difference in thinning in the dome.

Thickness distribution of bulged parts along the radial path with different rubber pad thicknesses
Figure 14 plots the distribution of equivalent plastic strain in the bulged part using two different rubber pad thicknesses. A slight increase is detected in the values of equivalent plastic strain when decreasing the rubber pad thickness.

Equivalent plastic strain distribution with two rubber pad thicknesses: along the bulged part a, along the radial path b. Polyurethane thickness: 100 mm. Polyurethane thickness: 70 mm
4.4 Numerical analysis of bulging with flexible and rigid punches
In this section, a comparative study between using flexible or rigid punch in bulging operation will be performed in term of thinning, equivalent plastic strain distribution. For the same dome height equal to 23 mm, Fig. 15 illustrates the thickness distribution along the bulged part with polyurethane punch and rigid one. As it can be seen, using rigid punch may enhance notably the sheet thinning compared with flexible punch. The maximum of thinning is 52.3%. The fracture zone is around the center of dome in the case of rigid punch whereas the maximum ratio of reduction is 44.7% when using a polyurethane rubber punch.

Thickness distribution along the radial path using rigid and flexible punches
Figure 16 plots the distribution of equivalent plastic strain in the bulged part with flexible and rigid punches. It is noticed that bulging with rigid punch increases values of equivalent plastic strain compared with bulging with flexible punch mainly near the center of dome. Highest values of equivalent plastic strain may lead to severe localized deformation and make fracture eventually in this region. Whereas, when using polyurethane as flexible punch maximum values of plastic strain are localized in the center of dome.

Equivalent plastic strain distribution with flexible and rigid punches: along the bulged part a, along the radial path b
In order to evaluate the formability of aluminum sheet and choose the suitable punch for a successfully bulged part without necking and micro crack that lead to fracture, predicted distribution of major strain with the variation of the minor strain is shown in Fig. 17. For the case of rigid punch, values of major strain increase notably compared with the case of using flexible punch for 23 mm of dome height. This is due to the hyperelastic behavior of the rubber pad that enhances forming capability. Compared with rigid punch where the deformation is localized in the dome center, the flexible punch provides distributed deformation in the contact region during forming process.

Finite element prediction of the strain distribution
Finally, it can be concluded that using polyurethane rubber as flexible punch in bulging process may improve the formability of aluminum sheet metal compared with the rigid punch. In fact, values of equivalent plastic strain and major strain along the bulged part may be reduced notably when using flexible punch. This is due to the hyperelastic behavior through a large compression that may avoid the premature fracture by prolonging the loading duration and enhancing the forming capability. Concerning the influence of rubber pad thickness, a small effect was noticed in term of thinning.
5 Conclusion
This paper presents experimental investigation and finite element simulation of bulging process with flexible punch. Firstly, uniaxial tensile and compression tests of aluminum sheet and polyurethane rubber are performed in order to characterize the behavior of both materials. Second, an experimental parametric study of flexible bulging process is conducted to study the effect of forming parameters mainly hardness and type of rubber on bulging capability. Then, a finite element simulation was carried out using commercial software ABAQUS/Explicit to compare flexible punch with rigid punch in term of thinning and equivalent plastic strain distributions along the bulged part. The main conclusions of this investigation are summarized as follows:
-
Polyurethane rubber can be considered as the most suitable flexible punch for bulging sheets in free expansion. It delays fracture of the part compared with natural and silicone rubber and thus enhances bulging capability.
-
Increasing the hardness of the flexible punches improves the formability of the sheets during bulging process.
-
Rubber pad thickness has an effect on the thinning distribution at the dome center after forming process.
-
Bulging process with rubber pad reduces the thinning phenomena in the formed part, compared with bulging with rigid punches.
In future work, it is contemplated to analyze local contact conditions in rubber forming process in order to define an appropriate frictional behavior that may describe the real contact between rubber and sheet metal.
References
Thiruvarudchelvan S (2002) The potential role of flexible tools in metal forming. J Mater Process Technol 122:293–300
Thiruvarudchelvan S (1993) Elastomers in metal forming: a review. J Mater Process Technol 39:55–82
Browne DJ, Battikha E (1995) Optimisation of aluminium sheet forming using a flexible die. J Mater Process Technol 55:218–223
Sala GA (2001) Numerical and experimental approach to optimize sheet stamping technologies: (part II) - aluminium alloys rubber-forming. Mater Des 22:299–315
Dirikolu MH, Akdemir E (2004) Computer aided modelling of flexible forming process. J Mater Process Technol 148:376–381
Ramezani M, Ripin ZM, Ahmad R (2010) Sheet metal forming with the aid of flexible punch, numerical approach and experimental validation. CIRP J Manuf Sci Technol 3:196–203
Quadrini F, Santo L, Squeo EA (2010) Flexible forming of thin aluminum alloy sheets. Int J Mod Manuf Technol 2:79–84
Liu Y, Hua L (2010) Fabrication of metallic bipolar plate for proton exchange membrane fuel cells by rubber pad forming. J. of Power Sources 195:3529–3535
Liu Y, Hua L, Lan J, Wei X (2010) Studies of the deformation styles of the rubber-pad forming process used for manufacturing metallic bipolar plates. J Power Sources 195:8177–8184
Irthiea I, Green G, Hashim S, Kriama A (2014) Experimental and numerical investigation on micro deep drawing process of stainless steel 304 foil using flexible tools. Int J Mach Tools Manuf 76:21–33
Wang X, Zhang D, Gu C, Shen Z, Liu H (2014) Research on the micro sheet stamping process using plasticine as soft punch. Materials 7:4118–4131
Niknejad A, Rezaee N, Asl FJ (2015) Experimental investigation of Teflon-pad forming on circular metal blanks using a concave die. J Manuf Process 20:282–290
Nagarajan B, Castagne S, Wang Z, Zheng HY, Nadarajan K (2015) Influence of plastic deformation in flexible pad laser shock forming – experimental and numerical analysis. Int J Mater Form 10:109–123
Belhassen L, Koubaa S, Wali M, Dammak F (2016) Numerical prediction of springback and ductile damage in rubber-pad forming process of aluminum sheet metal. Int J Mech Sci 117:218–226
Belhassen L, Ben Said L, Koubaa S, Wali M Effects of using flexible die instead of flexible punch in rubber pad forming process. International conference design and modeling of mechanical systems—III (CMSM 2017) 259–267
Al-Qureshi HA (1971) Factors affecting the strain distributions of thin-walled tubes using polyurethane rod. Int J Mech Sci 13:403–413
Al-Qureshi HA (1972) Feasibility of rubber forming technique. Mach Prod Eng 119:189
Thiruvarudchelvan S (1994) A theory for the bulging of aluminum tubes using a urethane rod. J Mater Process Technol 41:311–330
Belhassen L, Koubaa S, Wali M, Dammak F (2017) Anisotropic effects in the compression beading of aluminum thin-walled tubes with rubber. Thin-Walled Struct 119:902–910
Ramazeni M, Ripin ZM (2010) Combined experimental and numerical analysis of bulge test at high strain rates using split Hopkinson pressure bar apparatus. J Mater Process Technol 210:1061–1069
Wang ZJ, Yuan BX (2014) Numerical analysis of coupled finite element with element free Galerkin in sheet flexible die forming. Trans Nonferrous Met Soc China 24:462–469
Liu H, Sun X, Shen Z, Li L, Sha C, Ma Y, Gau JT, Wang X (2017) Experimental and numerical simulation investigation on laser flexible shock micro-bulging. Metals 7(3):93. https://doi.org/10.3390/met7030093
Shen Z, Liu H, Wang X, Wang C (2016) Improving the forming capability of laser dynamic forming by using rubber as a forming medium. Appl Surf Sci 369:288–298
Koubaa S, Belhassen L, Wali M, Dammak F (2017) Numerical investigation of the forming capability of bulge process by using rubber as a forming medium. Int J Adv Manuf Technol 92:1839–1848
Mars J, Wali M, Jarraya A, Dammak F (2015) Finite element implementation of an orthotropic plasticity model for sheet metal in low velocity impact simulations. Thin Walled Struct 89:93–100
Koubaa S, Mars J, Wali M, Dammak F (2017) Numerical study of anisotropic behavior of aluminum alloy subjected to dynamic perforation. Int J Impact Eng 101:105–114
Wali M, Autay R, Mars J, Dammak F (2016) A simple integration algorithm for a non associated anisotropic plasticity model for sheet metal forming. Int J Numer Meth Engng 107:183–204
Wali M, Chouchene H, Ben Said L, Dammak F (2015) One equation integration algorithm of a generalized quadratic yield function with Chaboche non-linear isotropic kinematic hardening. Int J Mech Sci 92:223–232
Ben Said L, Mars J, Wali M, Dammak F (2016) Effects of the tool path strategies on incremental sheet metal forming process. Mech Ind 17:411
Badreddine H, Labergère C, Saanouni K (2016) Ductile damage prediction in sheet and bulk metal forming. C. R. Mecanique 344:296–318
Badreddine H, Saanouni K, Labergère C, Duval JL (2018) Effect of the kinematic hardening on the plastic anisotropy parameters for metallic sheets. C R Mecanique 346:678–700
ASTM D575-91 (2018) Standard test methods for rubber properties in compression. ASTM International, West Conshohocken
Vandenbroucke A, Laurent H., Hocine N.A, Rio G. (2009) Caractérisation expérimentale d'un élastomètre en fonction de la température. Actes du 19ème congrès Français de mécanique, communication n403, Marseille, France.
Mooney M (1940) A theory of large elastic deformation. J Appl Phys 11:582–592
Ogden RW (1972) Large deformation isotropic elasticity - on the correlation of theory and experiment for incompressible rubberlike solids. Proc R Soc Lond A 326(1567):565–584
Treloar LRG (1943) The elasticity of a network of long-chain molecules. Trans Faraday Soc 39:36–41
Yeoh OH (1993) Some form of strain energy functions for rubber. Rubber Chem Technol 66(5):754–771. https://doi.org/10.5254/1.3538343
Holzapfel GA (2000) Non linear solid mechanics. Wiley, Austria
Dammak F, Regaieg A, Kammoun-Kallel I, Dhieb A (2007) Modélisation de la loi de comportement hyperélastique transversalement isotrope des élastomères. Eur J Comput Mech 16:103–126
Jarraya A, Kammoun-Kallel I, Dammak F (2011) Theory and finite element implementation of orthotropic and transversely isotropic incompressible hyperelastic membrane. Multidiscip Model Mater Struct 7(4):424–439
Dariani BM, Liaghat GH, Gerdooei M (2009) Experimental investigation of sheet metal formability under various strain rates. Proc Inst Mech Eng B J Eng Manuf 223:703–712
Acknowledgements
The authors extend their appreciation to the Deanship of Scientific Research at King Khalid University for funding this work through General Research Project under grant number (G.R.P/20/40).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Belhassen, L., Koubaa, S., Wali, M. et al. Experimental and numerical investigation of flexible bulging process of aluminum AA1050-H14 sheet metal with soft tools. Int J Adv Manuf Technol 103, 4837–4846 (2019). https://doi.org/10.1007/s00170-019-04066-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04066-6