
Abstract
Lignocellulosic biomass is a promising feedstock for value-added chemicals and fuel additives. It offers a sustainable solution to the problems of carbon emissions and waste management. This review article focuses on the conversion of lignocellulosic biomass to levulinic acid, which is a versatile platform chemical with carboxylic and ketone groups that has the potential to produce a wide range of value-added products. Levulinic acid and its derivatives are used in a variety of applications, from fragrant products to flavoring agents, and even as an oxygenator in diesel engines. The article covers the major processes involved in the conversion of lignocellulosic biomass, including pretreatment, hydrolysis, and dehydration, with a focus on the different catalysts and reaction conditions used to optimize yield and selectivity. The review also discusses the challenges associated with the conversion of lignocellulosic biomass and the strategies employed to overcome them, such as the use of co-solvents, catalyst modification, and process integration. Additionally, the article highlights recent developments in the field, including the use of novel catalysts and technologies, and provides insights into future research directions.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The world’s energy consumption is increasing every year due to technological development, industrialization, and population growth. The world’s population is expected to reach 9.8 billion by 2050 [1,2,3]. Moreover, according to the World Bank report, 2.01 billion tons of municipal solid waste is generated annually [4, 5]. Only 33% is recycled; the remaining is disposed into drainage or burned in the open atmosphere. Furthermore, the buildup of carbon dioxide is 100-fold higher in the last 60 years compared to the previous natural release. The concentration of carbon dioxide before the industrial revolution was less than 280 ppm, and currently it has risen to 419 ppm [3, 6]. This increase in carbon dioxide levels is accompanied by a global temperature rise (Table 1).
To limit the global average temperature rise of 1.5 °C, the world should develop ambitious emission reduction goals by 2030 to reach carbon neutrality by 2050 [7]. Achieving the net zero emissions goal will curb the global rise in temperature, protect vulnerable ecosystems, minimize the frequency and extent of extreme weather, and preserve biodiversity. Achieving carbon neutrality is, therefore, crucial for maintaining a habitable planet and safeguarding natural resources for future generations. Therefore, it is imperative for the global community to employ resource utilization methodologies that are both efficient and sustainable to effectively address the challenges. One such approach involves the conversion of lignocellulosic biomass into high-value products, with particular emphasis on platform chemicals [8]. A platform chemical is a chemical that can act as a precursor to other value-added chemicals; the US Department of Energy shortlisted twelve chemicals out of two hundred, which could be derived from biomass and can be converted into a range of higher value added chemicals [9, 10].
Lignocellulose is a complex natural polymer which is mainly composed of three components: cellulose, hemicellulose, and lignin. It is the most abundant renewable resource in the world, and hence, it is considered to be an environmentally friendly raw material [6]. Its main constituents include hexose and pentose sugars and some phenolic compounds. These sugars polymerize biologically to form cellulose and hemicellulose, and phenolic compounds make up lignin [7]. Composition of lignocellulose varies based on the type of biomass as well as the growing conditions of a particular biomass. The averaged composition of lignocellulose is cellulose ranging from 35 to 50%, hemicellulose ranging from 20 to 25%, and lignin ranging from 10 to 25% [8]. Compositions of some commonly encountered lignocellulosic biomass are listed in Table 2. Cellulose is a linear homopolymer formed by β-1,4-glycosidic linkages of D-anhydro-glucose. Hemicellulose is an amorphous heteropolymer; the commonly encountered monomers include L-arabinose, D-xylose, D-glucose, D-mannose, D-galactose, and glucuronic acid [9]. Lignin is made up of phenolic compounds such as coniferyl, paracoumaryl, and sinapyl alcohol; it is highly branched and is covalently bonded to hemicellulose [10].
The National Renewable Energy Laboratory (NREL) has identified twelve chemicals that are derived from sugars and serve as a precursor for high-value chemicals, levulinic acid (LA) being one of them [5]. LA is also called 4-oxo-pentanoic acid; it is a keto acid. LA has a ketone and a carboxylic acid functional group (Table 1). Furthermore, it can be produced from C5 and C6 sugars by acid hydrolysis with high yields. Additionally, LA can be converted into chemicals which are substitutes to fossil-derived chemicals. Therefore, LA bridges the gap between biobased and petroleum-based chemicals [11].
2 Levulinic acid derivatives
2.1 Carbonyl derivatives
LA can be converted into valuable chemicals and fuel additives. It can be converted to a green solvent (gamma valerolactone [12]), fuel additive (methyl tetrahydrofuran [13]), and agrochemical (delta-aminolevulinic acid [14]). The carbonyl group can undergo nucleophilic addition; the attack of nucleophilic nitrogen of amines on the electrophilic carbonyl carbon results in the formation of amides [15]. The resulting amides are of particular interest due to their biological activity [16]. The pharmaceutical industry has generated a 5-methyl-2-pyrrolidone product by LA reaction with ammonia or ammonium hydroxide. The carbonyl group of LA can also produce a condensation product by acid-catalyzed reactions [17]. Furthermore, the LA reaction with phenol forms biphenolic acid, a better substitute for bisphenol-A [18]. Biphenolic acid has better activity than bisphenol-A due to the presence of the carboxylic acid functional group. Furthermore, this reaction produces other valuable products, such as polymeric materials, fire retardants, lubricants, and paints [19]. Equations (1) and (2) show the chemical reactions of LA with amines and phenolics, respectively.
LA can also undergo self-polymerization as well as aldol condensation due to the presence of a ketone group [20]. This reaction can transform levulinic acid into aviation fuel; aldol reaction of levulinic acid with furfural or 5-HMF and subsequent hydrodeoxygenation yields aviation fuel (C8 ~ C20) [21]. Liu et al. derived aviation fuel from corn stover using this route with an HHV of 45.5 MJ/kg [22]. Levulinic acid can also be converted to a renewable building block for the polymer industry; for example, it can be converted catalytically to 1,4-pentanediol [23]. Shao et al. demonstrated the conversion of LA to 1,4-pentanediol using cobalt-based catalyst with a selectivity of over 98% [24]. In addition, LA can be converted to a green solvent such as butanone via the 2-butanol route. Chen et al. selectively produced 2-butanol using a bimetallic nickel-ruthenium catalyst with an 84.5 mol% 2-butanol yield [25].


2.2 Methyl group reactions
Halogen derivatives of LA can be easily produced by halogenating the methyl group; one example of halogenation of LA is bromolevulinic acid [27]. Bromolevulinic acid is a precursor for delta-aminolevulinic acid (DALA), which was previously mentioned as an herbicide. Also, previous results reported that DALA had been used in photodynamic cancer treatment [28]. Equation 3 illustrates the reaction of bromination of LA.

2.3 Carboxylic acid derivatives
The primary reaction of the carboxylic group is the esterification of LA [29]. LA is reacted with alcohols in an acid catalyst (mineral acid, such as sulfuric acid, or organic acid, such as para-toluene-sulfonic acid [30]), producing levulinate esters as a product. Esterification reactions generally take place at the boiling point of the alcohol (or temperature slightly higher than the alcohol’s boiling point), where the alcohol is added in excess and is refluxed back into the reactor. Reactive extraction is another technique for the production of levulinate ester, where alcohol acts as a reactant as well as an extractant [31]. Levulinate esters are mainly used for making fragrant products and flavoring agents. As an oxygenator in diesel fuel [32], they can replace kerosene in gas turbines and can be used as green plasticizers in cellulose-based polymers [33]. Equation 4 illustrates the esterification reaction of LA. LA can also be esterified enzymatically to produce a flavoring agent butyl levulinate using Novozym®435, the produced ester can also be used as a fuel additive, in cosmetics, and as a polymer precursor [34].

2.4 Levulinic acid reduction products
Gamma valerolactone is one of the critical LA derivatives. It is also reported to be used as an illuminating liquid [20]. Gamma valerolactone is produced by catalytically hydrogenating LA in the presence of a metal catalyst, such as platinum, rhodium, rhenium, or raney nickel [21, 35, 36]. Gamma valerolactone is also used as a component of adhesives [22]. The reduction of LA to gamma valerolactone reaction is explained in Eq. 5.

2.5 Oxidation products
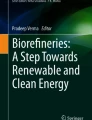
Oxidation of LA produces different products like succinic acid, which is produced at a high temperature (365–390 °C) in the presence of V2O5 [23], and it is converted into gamma butyrolactone [24], which is an essential intermediary in the pharmaceutical industry and is employed in the agrochemical industry as well. Furthermore, succinic acid can also be converted into butanediol [25], which is used as a monomer in many polymers such as polyurethane, polyether, polyester, and other engineering plastics. LA is oxidized to maleic anhydride employing vanadate as a catalyst [26]. Maleic anhydride is used in many applications, such as food additives, resin modifiers, vinyl chloride stabilizers, and agricultural chemicals. Oxidation of LA can produce dicarboxylic acids [37]. Dicarboxylic acids produce polymers such as polyols, polyesters, polyamides, and nylon. Moreover, dicarboxylic acids are used as a precursor for several pharmaceutically active ingredients currently produced from fossil fuels. Equation 6 shows the reaction of oxidation of LA to maleic anhydride. Figure 1 shows the summary of levulinic acid derivatives.


Levulinic acid derivatives
3 Raw material analysis
Lignocellulose biomass is composed of carbohydrates. Besides carbohydrates, it includes proteins, triglycerides, and minerals [38]. Carbohydrates are polymers made up of sugars, sugars including C5 and C6. There are different kinds of carbohydrates, and the type depends on the bonding of sugars. To produce LA from lignocellulosic biomass, the long chains of carbohydrates must be hydrolyzed into C5 or C6 sugar monomers. Lignocellulosic biomass is derived from various sources such as sugarcane, corn, soybean, and other crops. Also, it may come from non-food crops and waste. Non-food crops like Miscanthus, water hyacinth, Napier grass, and other perennial grasses. Agricultural residue and industrial residue include waste from the paper industry, wood industry, etc. These nonfood sources have the potential to be utilized for conversion to LA as well [29]. Besides these terrestrial sources, algae are also used as a raw material for LA production [39, 40]. Various types of waste lignocellulosic biomass were assessed for the production of LA [41, 42]. Different researchers have reported LA yields from lignocellulosic biomass, but the calculation basis of these yields varies. Therefore, it is imperative to define the term “yield%” by discussing its detail further or even describing equation in each report. In this context, “yield%” refers to the actual amount of desired product formed relative to the maximum amount of desired product that could be stoichiometrically formed in the absence of any side reactions [43]. Depending on the basis used, the yield can be determined either by the sugar content (indicated as SB) or by the biomass content (indicated as BB).
To obtain LA, biomass pretreated with HCl or H2SO4 was subjected to hydrolysis to convert the biomass into sugars, followed by the conversion of sugars to LA. The study revealed that the highest yield (BB) of 31.5 wt% was obtained from paper sludge, while the lowest yield (BB) of 5.2 wt% was observed for tobacco chops. Paper sludge exhibited a higher yield due to its favorable cellulose-to-lignin ratio, which indicates a higher availability of cellulose and minimal recalcitrance. In contrast, tobacco chops had a lower yield attributable to their lower cellulose-to-lignin ratio [42].
Schmidt et al. [40] synthesized levulinic acid from sugarcane bagasse through liquid hot water pretreatment, followed by an enzymatic hydrolysis process. The biomass was pretreated by methyl sulfonic acid. The highest LA yield (SB) of 67.7 mol% was achieved from sugarcane bagasse. Thakkar et al. [44] produced LA and biocarbon from corn stover. The corn stover was pretreated with 0.45 wt% K2CO3. After the sugars were released, they were treated with different concentrations of H2SO4 at different residence times to get the optimum operating conditions. The maximum yield (BB) of 35.8 wt% was found for biomass pretreated with a sulfuric acid concentration of 2% and a residence time of 5 min.
Morakile et al. [17] simulated different scenarios based on a sugar industry with a throughput of 300 MT/h to produce LA. Molasses and sugarcane bagasse were used in the two scenarios, one purely dependent on molasses and the second being a mixture of sugarcane bagasse, agricultural residue, and sugarcane molasses. Both the scenarios were simulated using Aspen Plus ™. Electrolyte non-random two-liquid property package was employed along with steam NBS. For lignocellulose components, NREL databank was employed. Material and energy balance results from the simulation were used for design and economic assessment of the scenarios. For the second-generation feedstock, pretreatment was done using dilute acid pretreatment and it was followed by enzymatic saccharification. The capital cost for the combined process for bagasse and molasses turned out to be 471 M$ with a yield of 18.5 MT/h and the cost of LA was reduced by scaling up.
Zhao et al. [45] reported the conversion of LA from cassava starch (non-edible). It was noticed that pretreated biomass had achieved a maximum LA yield compared to untreated biomass samples. The pretreatment was done for 1 h at 100 °C, and the conversion reaction was carried out for 3 h at 160 °C. The yield (BB) for pretreated and untreated cassavas was found to be 60.36 wt% and 32.18 wt%, respectively. Yana et al. [46] extracted LA from switch grass pretreated with sulfuric acid. The study concluded that cellulose crystallinity had affected the rate of glucose release at low temperatures, whereas this had no considerable effect on glucose release at high temperatures. With the same catalytic concentration of acid, the highest LA yield (SB) of 60.4 mol% was achieved at a temperature of 200 °C and a residence time of 30 min. Moreover, the yield is reduced when increasing the temperature beyond the limit. Lopes et al., [47] also worked on production of LA from sugarcane bagasse. Acid and alkali pretreatments were compared in this study. For each type of pretreatment, temperature, concentration of acid/base, reaction time, and biomass loading were optimized employing a series of experiments. Maximum yield (BB) of 55 wt% for LA was obtained at 6 wt% biomass loading, 5 wt% sulfuric acid, at 170 °C and 75 min of reaction time. The selectivity at these conditions was about 46% [48].
In another study, Miscanthus biomass was converted to LA by using sulfuric acid as a catalyst [57]. The sulfuric acid concentration and residence time were varied to find the optimum condition for converting Miscanthus to 5-HMF and subsequently into LA. Other components, such as glucose, xylose, and HMF originated from the hemicellulose moiety, and glucose and 5-HMF originated from the cellulosic part. A maximum yield (SB) of 72 mol% was obtained at 200 °C at 0.5 M sulfuric acid. Yuan et al. [58] studied the effect of residence time, reaction temperature, acid concentration, and solid loading ratio on the production of LA from Chinese fountain grass. The ranges of temperature (150 to 200 °C), solid loading (1:10–1:4), residence time (30 to 210 min), and acid concentration (2 to 10%) were studied. The study revealed that the optimum yield (SB) of 50.49 wt% was found at 190 °C, 60 min, 8% sulfuric acid, and a 1:6 ratio for solid to liquid. Pulidindi et al. [59] synthesized LA from different lignocellulose biomass, including Miscanthus, rice straw, sweet sorghum bagasse, and corn stover. The biomass samples were pretreated with hydrochloric acid under solid loading of 20 g/L, a residence time of 5 h, temperature of 150 °C, and an acid concentration of 0.1 M. The study concluded that particle size has no effect on LA production. The pretreated biomass of Miscanthus, rice straw, sweet sorghum bagasse, and corn stover achieved a maximum LA yield (SB) of 61.7 wt%, 60.2 wt%, 78.5 wt%, and 75.1 wt%, respectively.
Nunraksa et al. [60] synthesized fermentable sugars, LA, and HMF from sulfuric-pretreated Gracilaria fisheri and Gracilaria tenuistipitata biomass. The parameters’ residence time (30–150 min) and acid concentration (0.2–1 M) were varied. The optimal condition was found to be a temperature of 95 °C, a sulfuric acid concentration of 1 M, and a residence time of 150 min. The yield for LA (SB) from Gracilaria tenuistipitata was 6.12 g/L and for Gracilaria fisheri was 3.66 g/L. Jeong et al. [61] produced a LA from the microalgae Chlorella vulgaris using a lipid extraction method. The residue was also converted to a coproduct formic acid. The desired chemicals were produced from algae using hydrochloric acid–pretreated samples. The optimum condition for LA production was found to be a solid loading of 5%, an acid concentration of 0.95 M HCl, a residence time of 30 min, and a temperature of 170 °C. The yield (SB) of LA and formic acid was found to be 39.27 wt% and 22.06 wt%, respectively.
Galletti et al. [62] optimized the conversion of macroalgae Chaetomorpha linum and Valonia aegagropila to LA. The said species of macroalgae bloom as a result of eutrophication and lower the dissolved oxygen content upon decomposition. Hence, the macroalgae is removed from the coast and is a negative value product. It has a higher cellulose and a relatively lower lignin content making it a suitable raw material for conversion to LA. Reaction conditions, such as reaction time, concentration and type of acid, and temperature, were optimized. Maximum yields (BB) for LA were obtained at the following conditions for both the species: residence time of 45 min, using 5 wt% algal biomass, and 4.7 wt% sulfuric acid. The highest yield (BB) for C. linum and V. aegagropila were 19 wt% and 16 wt%, respectively. The operating temperatures were, however, different: 190 °C for C. linum and 200 °C for V. aegagropila. Jeong et al. [63] worked on the conversion of Gracilaria verrucosa to LA and some other products such as sugars and 5-HMF. The study opted for the said species of red algae due to its abundance, relative ease of production and high carbohydrate content (66.95 wt%). Three parameters were varied, namely, temperature, catalyst concentration, and reaction time. Sulfuric acid was used as a catalyst. The optimum conditions for maximum LA production turned out to be a temperature of 180.9 °C, catalyst concentration of 2.85 wt%, and reaction time of 50 min resulting in a LA yield (SB) of 18.64 wt%.
Other than homogenous liquid-phase catalysts, many researchers have worked on heterogeneous catalysts as well. The shift towards heterogeneous catalysts is due to some limitations of homogeneous catalysts such as environmental pollution, catalyst recycling, and equipment corrosion [64]. Hongzhang et al. used solid super-acid S2O8−2/ZrO2 as a catalyst to produce levulinic acid from rice straw at an optimal condition of 200 °C, 10 min, and 1:15 solid to liquid ratio [65]. They achieved 70% of the theoretical levulinic acid yield (SB). It should be noted, however, that the rice straw was pretreated by steam explosion. Choudhary et al. coupled metal salt with the conventional homogenous acid catalysts to improve levulinic acid yield [66]. They employed CrCl3 with HCl and obtained a 46 mol% yield (SB) based on levulinic acid. A similar yet extensive study was performed by Peng et al. where they used 12 metal chlorides to convert cellulose to levulinic acid [67]. Of those metal chlorides, CrCl3 exhibited the highest activity with an LA yield (SB) of 67 mol%. Pyo et al. used a strong cation exchange resin to produce levulinic acid from hexose sugars [68]. They improved the performance of ion exchange resin by the addition of metal salts. For an optimum condition of 10 wt% fructose, at 110 °C for 24 h and 10 wt% NaCl solution, an LA yield (SB) of 74.6 mol% was achieved. The enhancement of performance relative to the salt was in the following order: Cl– > CO32– > SO42–.
Table 3 summarizes the different raw materials used to produce LA. However, a direct comparison of raw materials cannot be made unless the raw materials are treated and reacted under identical conditions. Furthermore, the structure and composition of each raw material vary. Additionally, the method to reduce complex biomolecules into simplest sugars varies widely.
4 Production methods
LA can be produced via three methods: the biological route, the conventional method via acid hydrolysis, and the biofine process.
4.1 The biological route
The production of levulinic acid (LA) through biological means is currently in its nascent stages. Baptista et al. [46] have proposed a potential approach involving the biological deamination of 5-aminolevulinic acid (ALA) to yield LA. ALA serves as a crucial precursor for heme biosynthesis in humans and is naturally synthesized by various living organisms [69]. Notably, recombinant E. coli, Rhodobacter sphaeroides, and Chlorella sp. are among the microbial strains capable of producing ALA. Additionally, the aforementioned review posits that LA synthesis can be achieved through the enzymatic reduction of 4-oxo-2-pentenoic acid, which can be generated from pyruvate via a three-step biological reaction occurring within the cytoplasm [70]. This biotechnological utilization of microbes holds promise for the efficient production of LA [46].
Alonso et al. [47] have suggested a biological route of LA production; multiple enzymes produce C5 compounds such as LA or 4-valerolactone. The metabolic pathway may be incorporated in any species, such as Bacillus sp., Saccharomyces sp., Pseudomonas sp., Pichia sp., or Chrysosporium sp. It uses two pyruvate molecules from the glycolysis cycle resulting in a C5-compound with the release of one carbon. The theoretical carbon yield could be 100% for pentoses and 80% for hexoses [71]. The added benefit of LA is that it can be produced from both pentoses and hexoses. It means a significant portion of the lignocellulose biomass is converted into the desired product, unlike other LCB to value-added processes where only cellulose is employed for conversion to the desired product (Fig. 2).

Block flow diagram of the biological route
4.2 The conventional acid hydrolysis route
In the conventional acid hydrolysis route, cellulose and/or hemicellulose is extracted from lignocellulose; the recalcitrant biomass is pretreated to expose cellulose to enzymes for enzymatic hydrolysis [72]. Some conventional pretreatment methods include strong acid [73], dilute acid [74], alkali [75], steam explosion [76], and liquid hot water [40]. The most commonly used method for biomass pretreatment is dilute acid pretreatment [77]. Various additional pretreatment processes, such as ionic liquid (IL) [78] and deep eutectic solvents (DES) [79], are currently being researched and show significant potential. After pretreating the biomass with an appropriate pretreatment method, it is hydrolyzed into simple sugars, hexoses, and/or pentoses, using enzymes [80]. The released sugars, glucose for example, are isomerized to fructose and dehydrated to 5-HMF, and finally rehydrated to levulinic acid along with a coproduct, formic acid [69]. The conversion of sugars to LA happens in the presence of sulfuric acid or any other suitable mineral acid [81] (Fig. 3). A simple reaction scheme to produce LA from cellulose and hemicellulose is demonstrated in Schemes 1 and 2, respectively.

Block flow diagram of the acid hydrolysis process

4.3 The biofine process
In the biofine process, dilute acid is used as a catalyst in LA production [82]. Byproducts such as tar and other unknown carbonaceous substances are produced as well. The lignocellulosic biomass undergoes a series of reactions and produces LA and formic acid. Many mechanisms are proposed for converting lignocellulosic biomass to LA, but some of the intermediate steps are not yet proven. One mechanism suggests the enolization of hexoses to form enediol; the enediol is dehydrated to 3,4-dideoxyglucosulosene-3. 3,4-Dideoxyglucosulosene-3 is then transformed into dienediol. Dienediol forms a cyclic intermediate which subsequently dehydrates into 5-HMF. After the formation of HMF, a water molecule is added to the double bond of carbon-2 and carbon-3 of the HMF, forming a highly unstable intermediate that breaks into formic acid and LA [83].
The biofine process starts with pulverization. The optimum particle size for better hydrolysis yield is 0.5 to 1 cm. A high-pressure injection system transfers the pulverized biomass to the mixing tank. In this mixing tank, the biomass is mixed with recycled sulfuric acid, which may range from 1.5 to 3 wt%. The acid concentration depends on the biomass’s ash content or titratable alkalinity. After mixing, the mixture is subjected to two distinct hydrolysis reactors. The first reactor is a plug flow reactor with extremely low space–time. In this reactor, the target is to convert the natural biopolymer into 5-HMF or furfural.
The conversion has first-order kinetics; hence, the use of a plug flow reactor. The conditions in the plug flow reactor are harsh, i.e., 210 to 220 °C and 25 bar. The space–time of this reactor is kept at 12 s. A reactor with a small diameter is chosen to achieve a lower residence time. A small diameter means low volume and hence shorter residence time (assuming the contents of the reactor are incompressible) [24]. After this, the reaction mixture is sent to a continuously stirred tank reactor. Here, the desired reaction of conversion of HMF to LA follows the first-order kinetics. The undesired reactions follow higher-order kinetics; therefore, a continuously stirred tank reactor is favored to maximize product distribution. Figure 1 shows the block flow diagram of the biofine process.
Low-molecular-weight compounds are evaporated at this stage, leaving back humin and LA. This mixture is sent to a gravity separator. After the gravity separation, the insoluble material is left behind. This material is heated for the removal of water and low-boiling components. The leftover LA is recovered under reduced pressure. It is boiled off and collected. The collected LA is about 75% pure and purified up to 98%. Acid is recovered and sent back to the first reactor. Further downstream processes might be involved, for example, the conversion of biochar into syngas and producing any syngas products [24] (Fig. 4). More than 100 undesired byproducts have been reported previously [84]

Block flow diagram of the biofine process
The classical techniques (acid hydrolysis) had a meager LA yield (BB) of 3% by mass [51]. It was due to the formation of polymers (char) [85]; however, 70–80% of the theoretical yield (SB) is claimed by the biofine process. The 70–80% of the theoretical maximum translates into 50% hexose conversion, in which 30% is converted to LA and the balance to formic acid. The remaining 50% ends up as biochar. The yield for pentose sugars is similar to that of hexose sugars. The biofine process is supported by lab-scale viability analysis at the National Renewable Energy Laboratory in Colorado. Paper sludge was used as a feedstock for a pilot plant, and LA output ranged from 0.42 to 0.595 kg LA per kg of cellulose [86]. According to a recent report, LA is produced commercially by the conventional acid hydrolysis route and the biofine process [87].
5 Comparative process analysis
The biofine process has the highest reported LA yield (SB) (70–80 mol%) [88]. It is the only process that is used semi commercially [69]. GFBiochemicals uses the same process to produce LA in Caserta, Italy. The plant started with 2000 tons per annum of LA production and is currently producing 10,000 tons per annum of LA [89]. This is a testament to the biofine process being a scalable process for production of LA from biomass. As there are no biological agents involved in the biofine process, the process kinetics are relatively faster. To put things into perspective, a fermentation-based process may take 5–7 days for the conversion of sugar into alcohol, whereas the biofine process can produce LA from biomass within 20 min [51]. It is claimed for the biofine process that it can process any lignocellulosic feedstock, without significant variability in the operating conditions [90]. In contrast, for the conventional acid hydrolysis process and the biological route, variable feedstock cannot be processed without variation in operating conditions [69].
Although the biofine process has the highest reported LA yield, the downstream separation of LA from the undesired components is energy- and water-intensive [91]. Furthermore, spent acid recovery is also a challenge [69]. A significant portion of the lignocellulosic biomass is converted into char. The char can, however, be used for combustion and energy generation but needs prior detoxification [88]. Production of carbonaceous compounds also poses another problem; clogging of the plug flow reactor [40]. The severity of clogging varies from biomass to biomass. Even though it is claimed by the biofine process that it can handle variable feedstock, Galletti et al. reported that when tobacco chops were used as feedstock, it led to severe choking of the plug flow reactor [42].
In the conventional acid-based process, sugars are converted to LA using a mineral acid [47]. The sugars are derived from lignocellulose, i.e., cellulose and hemicellulose [92]. Lignocellulose is recalcitrant and extraction of sugars is difficult [12]. Therefore, to break the complex matrix of lignocellulose, and make the cellulose and hemicellulose accessible to enzymes for hydrolysis, prior pretreatment is required [93]. Pretreatment contributes to 40% of the total production cost [94]. Depending on the pretreatment method used, the cost of production and the yield of LA varies. The effectiveness of the acid-based process depends on the acid strength and type of feedstock [69]. The use of acid as a catalyst also results in byproduct formation; however, the number of byproducts produced is less than that of the biofine process. LA yield depends on the operating conditions as well as the feedstock. This limits the commercialization of the acid-based process because optimization of process parameters is required for each type of biomass [95]. Some other associated problems with the acid-based process include difficult acid recovery, corrosion of equipment, and higher capital cost due to requirement of acid resistant material for reactor[69]. Furthermore, the extraction of sugars from lignocellulosic biomass uses enzymes for hydrolysis, hence the kinetics are slower. Furthermore, enzymes are sensitive to chemicals which may inhibit its functioning [96].
Though the biological route for LA production is in the conceptual stages, it has noteworthy advantages over the other two processes; the process is extremely selective, and hence has a higher LA yield [97]. The optimum temperature for biological processes generally lies below 50 °C; therefore, the energy requirements are low [98]. Furthermore, the involvement of chemical reagents is minimal, if compared to the biofine and acid-based synthesis route [99]. The molecular yield is also very high, for example, for pentoses sugar, the pyruvic acid route has a 100 mol% yield [97]. All these factors make the biological process more ecofriendly. With many advantages, the biological process poses some problems as well; the kinetics of the process are very slow; hence, a large volume of bioreactor is required [69]. Controlling microorganisms is also a problem; in a continuous process, variation of genetic strains is observed [100]. Nonetheless, the reaction mixture also needs to be sterilized to avoid the growth of undesired microbes [101]. Further research into genetic engineering, enzyme recycling, bioreactor design, and biomass loading can make the biological process near to commercialization.
To evaluate the environmental sustainability of LA production process, several researchers and organizations have undertaken comprehensive Life Cycle Assessments (LCAs). In the pursuit of facilitating the utilization of ethyl levulinate as a fuel source for transportation and heating purposes, Earthshift Global Consultants carried out an LCA analysis focusing on the production of ethyl levulinate through the biofine process [102]. The study concluded that ethyl levulinate had a negative carbon dioxide profile compared to that of gasoline. Furthermore, for heating purposes, a net benefit of 8.3 kg CO2/MMBtu to 20.9 kg CO2/MMBtu was calculated for ethyl levulinate compared to the conventional fossil-based heating oil. The range of 8.3 kg CO2/MMBtu to 20.9 kg CO2/MMBtu is dependent on the feedstock and scale of production. Fiorentino et al. performed LCA for lignocellulosic biorefinery in general, with a specific focus on levulinic acid production via the biofine process from Brassica carinata (a non-food oil crop which can be grown on marginal lands). They conducted it with a software, i.e., Simapro 7.3.0., and revealed the dependency of biorefinery on non-renewable fuel sources. The majority of dependency was contributed from cultivation of the crop, requiring nitrogenous fertilizer, pesticides, herbicides, and water. However, they concluded that platform chemicals show promise and had significantly lower emissions than ones derived from fossil fuels. They calculated that the biorefinery released 1334.9 kg CO2/ha in total.
Hafyan et al. studied the sustainability of levulinic acid production from empty fruit bunches [103]. The production was based on acid-catalyzed conversion of lignocellulose-derived sugars. They used Aspen Plus V10 and deduced that the process had a global warming potential of 6.3 kg CO2 per kg of levulinic acid produced. They also pointed out that heat consumption was more than 50% contributor towards the total global warming potential of the process. Meramo-Hurtado et al. did the environmental assessment of industrial levulinic acid production via the acid-catalyzed route from Banana Rachis. They concluded that the potential environmental impact (PEI) for mass and energy streams was – 1.89 × 102 PEI/h and – 1.83 × 102 PEI/h, respectively [104].
Despite the extensive literature available on the conversion of lignocellulosic biomass to LA, the achieved yields remain remarkably low, posing a significant challenge. Furthermore, the economic purification of LA continues to present difficulties. Moreover, the economic viability of the overall LA production process is negatively affected by the variability and limited availability of suitable feedstocks. While biomass valorization offers a potential solution to environmental challenges, it also introduces certain environmental concerns such as the generation of waste byproducts, high energy consumption, and substantial water usage.
To address these challenges, researchers are actively working towards innovative solutions. One approach involves the use of polymerization inhibitors within the biofine process to mitigate the production of carbonaceous byproducts, thereby reducing undesired byproduct formation [51, 105, 106]. Additionally, the exploration of heterogeneous catalysts offers a potential resolution to the separation issues encountered with homogeneous catalysts [107]. Recent studies have demonstrated the viability of carbonaceous acids for LA production from lignocellulosic biomass, achieving an LA yield (BB) of 38.55 wt% while simultaneously utilizing lignin and hemicellulose [108].
In the realm of separation techniques, conventional methods are being supplanted by advanced alternatives to enhance energy efficiency and separation effectiveness. These progressive techniques encompass reactive extraction and reactive distillation [69]. Furthermore, advancements in genetic engineering and bioreactor optimization are being pursued to enhance the biotechnological route for LA production [99]. Moreover, it is essential to conduct thorough techno-economic assessments of LA production and explore potential integration with other biorefinery processes, thus ensuring overall cost-effectiveness.
Efforts in these areas, coupled with further research endeavors, hold promise for overcoming the aforementioned challenges in LA production from lignocellulosic biomass. By employing a multidisciplinary approach, researchers and industry professionals can pave the way for sustainable and economically viable LA production processes.
6 Market situation and trend
The market value of LA in various industries has been increasing recently due to the wide range of products it can be converted into (Fig. 5). The market value of LA in 2021 was 27.58 M USD, and it is expected to increase to 93.65 M USD by 2029 with a compound annual growth rate of 14.17% [110]. The major producers of LA are GFBiochemicals, Italy; Langfang Triple Well Chemicals, China; Biorefinery International (USA); KCC Corporation, South Korea; and AkzoNobel (Netherlands) [87].

Industries contributing to the market value of LA
Depleting fossil fuel reserves and the associated uncertainty in availability and prices have shifted the industry to biomass-based fuels, LA being one of the bridging components. Interest in LA as an alternative fuel has a significant impact on the increasing demand. It acts as a good oxygenator; is environmentally neutral; has better flow properties, higher lubricity, and lower toxicity [57]; and reduces the environmental impact of diesel and gasoline engines. The commercialization of LA as an antifreeze is very likely because it is non-toxic, it can be easily handled and marketed as due to its physical state (solid), it is easily biodegradable, and it has lower corrosion potential towards internal ferric parts of the engine [58].
Other than being used as a fuel or a fuel additive, LA is used as an agrochemical, due to which LA industries are shifting towards the Asia Pacific, where the countries’ economies are agricultural, hence higher demand for LA, as well as plentiful and cheap raw material for its synthesis as well. By the end of 2022, 1300 tons [59] LA production was estimated for the agricultural sector only. LA is also employed in different pharmaceutical products. Pharmaceutical sector is the second highest contributor to the demand of LA. Expected market value for LA from the pharmaceutical industry is about 8.6 M USD by 2027 [59].
LA has a creamy pleasant odor, due to which it is a component of perfumes. Furthermore, it has pH regulation and skin conditioning properties [60]. Additionally, the environmentally conscious consumer prefers products derived from nature with minimum carbon footprint. Therefore, LA is gaining popularity in the cosmetic industry and an exponential growth is expected in this sector. LA is used in the food industry as well. There is a rapid increase in demand for sodium levulinate, which is used as a preservative in foods and is a component of skin conditioners too [57]. LA is used in many other ways such as: it is used as a resin, plasticizer, animal feed, component of coating, antifreeze, synthetic rubber, solvent, brake fluid, and extractant (Fig. 2) [58].
Asia Pacific is the largest consumer of LA. Two countries significantly shift most of the demand towards Asia Pacific: China and India. It is because of the enormous population and constant development. Hence, the abovementioned industries may push these countries closer to development. Therefore, the highest demand is forecasted for Asia Pacific, particularly China and India [61]. Although the demand for LA is expected to increase exponentially, one challenge that would affect the market value of LA is its cost of production. The current processes employed to produce LA are energy-intensive and are accompanied with loss of product as well, rendering LA expensive. The LA industry is trying hard to achieve the target of 1 USD/kg to compete in the market [59]. Further research is required to reduce the production cost of LA and to make it as environmentally friendly as possible.
7 Conclusion
LA is one of the twelve platform chemicals identified by the US Department of Energy. The derivatives of LA can replace many fossil-derived commodities and specialties. Furthermore, LA is synthesized from lignocellulosic waste, which is abundant, renewable, and environmentally friendly. Conversion of lignocellulose waste into high-value products not only saves carbon emissions but also solves the problem of waste management. Furthermore, research needs to be done to economically overcome the current problems of producing LA from lignocellulosic biomass. Even though the biofine process is currently employed, it still has a problem of difficulty in processing diverse feedstock and choking of the reactor with carbonaceous material. Additionally, 50% of the biomass is wasted due to the conversion to undesired products. Conversion and selectivity of the biofine process must be improved to attain economic viability. Furthermore, the produced biochar can be converted to syngas which could be converted to value-added products. The biological route can provide the edge of 100% selectivity. If the biological process attains higher conversions and faster kinetics, the biological process can also be economically and commercially beneficial. Therefore, further research needs to be done to produce LA at a low cost, with a variety of feedstock, and in an environmentally friendly way.
Data availability
The data presented in this study could be provided upon request.
References
Coming of age: infographic on global population trends – IMF F&D. https://www.imf.org/en/Publications/fandd/issues/2020/03/infographic-global-population-trends-picture. Accessed 20 Jun 2023
Global population is growing | Knowledge for policy. https://knowledge4policy.ec.europa.eu/foresight/global-population-growing_en. Accessed 20 Jun 2023
Nations U World population projected to reach 9.8 billion in 2050, and 11.2 billion in 2100 | United Nations. https://www.un.org/development/desa/en/news/population/world-population-prospects-2017.html. Accessed 20 Jun 2023
Trends in Solid Waste Management. https://datatopics.worldbank.org/what-a-waste/trends_in_solid_waste_management.html. Accessed 20 Jun 2023
Global Waste Statistics - 2022 - Cheapa Waste Skips. https://cheapawasteskips.com.au/global-waste-statistics-2022/. Accessed 20 Jun 2023
Carbon Dioxide | Vital signs – climate change: vital signs of the planet. https://climate.nasa.gov/vital-signs/carbon-dioxide/. Accessed 20 Jun 2023
A review on chemical pretreatment methods of lignocellulosic biomass: recent advances and progress. http://ojs.kmutnb.ac.th/index.php/ijst/article/view/6210/pdf_391. Accessed 22 Dec 2022
Zhou Z, Liu D, Zhao X (2021) Conversion of lignocellulose to biofuels and chemicals via sugar platform: an updated review on chemistry and mechanisms of acid hydrolysis of lignocellulose. Renew Sustain Energy Rev 146:111169. https://doi.org/10.1016/J.RSER.2021.111169
Takkellapati S, Li T, Gonzalez MA (2018) An overview of biorefinery derived platform chemicals from a cellulose and hemicellulose biorefinery. Clean Technol Environ policy 20:1615. https://doi.org/10.1007/S10098-018-1568-5
Werpy T, Petersen G (2004) Top value added chemicals from biomass: Volume I: Results of screening for potential candidates from sugars and synthesis gas. US NREL Medium: ED; Size: 76 pp. https://doi.org/10.2172/15008859
Ge X, Chang C, Zhang L et al (2018) Conversion of lignocellulosic biomass into platform chemicals for biobased polyurethane application. Adv Bioenergy 3:161–213. https://doi.org/10.1016/BS.AIBE.2018.03.002
Yousuf A, Pirozzi D, Sannino F (2020) Fundamentals of lignocellulosic biomass. Lignocellul Biomass to Liquid Biofuels. Academic Press, pp 1–15. https://doi.org/10.1016/B978-0-12-815936-1.00001-0
Wei H, Yingting Y, Jingjing G, Wenshi Y, Junhong T (2017) Lignocellulosic biomass valorization: production of ethanol. In: Abraham MA (ed) Encycl Sustain Technol. Elsevier, pp 601–604. https://doi.org/10.1016/B978-0-12-409548-9.10239-8
Mosier N, Wyman C, Dale B et al (2005) Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour Technol 96:673–686. https://doi.org/10.1016/J.BIORTECH.2004.06.025
Abhilash M, Thomas D (2017) Biopolymers for biocomposites and chemical sensor applications. In: Sadasivuni KK, Ponnamma D, Kim J, Cabibihan J-J, AlMaadeed MA (eds) Biopolymer Composites in Electronics. Elsevier, pp 405–435. https://doi.org/10.1016/B978-0-12-809261-3.00015-2
Recent situation and progress in biorefining process of lignocellulosic biomass: toward green economy. http://ojs.kmutnb.ac.th/index.php/ijst/article/view/3788/pdf_269. Accessed 22 Dec 2022
Morakile T, Mandegari M, Farzad S, Görgens JF (2022) Comparative techno-economic assessment of sugarcane biorefineries producing glutamic acid, levulinic acid and xylitol from sugarcane. Ind Crops Prod 184:115053. https://doi.org/10.1016/j.indcrop.2022.115053
Genuino HC, Van De Bovenkamp HH, Wilbers E et al (2020) Catalytic hydrogenation of renewable levulinic acid to γ-valerolactone: insights into the influence of feed impurities on catalyst performance in batch and flow reactors. ACS Sustain Chem Eng 8:5903–5919. https://doi.org/10.1021/ACSSUSCHEMENG.9B07678/ASSET/IMAGES/LARGE/SC9B07678_0013.JPEG
Mizugaki T, Togo K, Maeno Z et al (2016) One-pot transformation of levulinic acid to 2-methyltetrahydrofuran catalyzed by Pt-Mo/H-β in water. ACS Sustain Chem Eng 4:682–685. https://doi.org/10.1021/ACSSUSCHEMENG.6B00181/ASSET/IMAGES/MEDIUM/SC-2016-00181Q_0002.GIF
Amarasekara AS, Gutierrez Reyes CD, Obregon RG (2020) Biocatalytic reduction of 5-hydroxymethylfurfural to 2,5-furandimethanol using coconut (Cocos nucifera L.) water. Biocatal Agric Biotechnol 24:101551. https://doi.org/10.1016/J.BCAB.2020.101551
Yang J, Xin Z, He Q et al (2019) An overview on performance characteristics of bio-jet fuels. Fuel 237:916–936. https://doi.org/10.1016/J.FUEL.2018.10.079
Liu Y, Chen L, Chen Y et al (2023) Pilot study on production of aviation fuel from catalytic conversion of corn stover. Bioresour Technol 372:128653. https://doi.org/10.1016/J.BIORTECH.2023.128653
Dutta S, Yu IKM, Tsang DCW et al (2019) Green synthesis of gamma-valerolactone (GVL) through hydrogenation of biomass-derived levulinic acid using non-noble metal catalysts: A critical review. Chem Eng J 372:992–1006. https://doi.org/10.1016/J.CEJ.2019.04.199
Shao Y, Ba S, Sun K et al (2022) Selective production of γ-valerolactone or 1,4-pentanediol from levulinic acid/esters over Co-based catalyst: Importance of the synergy of hydrogenation sites and acidic sites. Chem Eng J 429:132433. https://doi.org/10.1016/J.CEJ.2021.132433
Chen L, Liu Y, Gu C et al (2021) Selective Production of 2-Butanol from Hydrogenolysis of Levulinic Acid Catalyzed by the Non-precious NiMn Bimetallic Catalyst. ACS Sustain Chem Eng 9:15603–15611. https://doi.org/10.1021/ACSSUSCHEMENG.1C05771/SUPPL_FILE/SC1C05771_SI_001.PDF
Pentanoic acid, 4-oxo-. https://webbook.nist.gov/cgi/cbook.cgi?Name=levulinic+acid&Units=SI. Accessed 10 Mar 2023
Conti Silva JA, Grilo LM, Vasconcelos MH, Lacerda TM (2022) Levulinic acid: perspectives of its biobased production and most promising derivatives. In: Chandel AK, Segato F (eds) Production of Top 12 Biochemicals Selected by USDOE from Renewable Resources. Elsevier, pp 387–414. https://doi.org/10.1016/B978-0-12-823531-7.00002-0
Celmer WD, Solomons IA (1963) 1,5-Dimethyl-2-oxo-3-pyrrolidineglyoxylic Acid. J Org Chem 28:3221–3222. https://doi.org/10.1021/JO01046A513/ASSET/JO01046A513.FP.PNG_V03
Baco S, Klinksiek M, Ismail BedawiZakaria R et al (2022) Solvent effect investigation on the acid-catalyzed esterification of levulinic acid by ethanol aided by a Linear Solvation Energy Relationship. Chem Eng Sci 260:117928. https://doi.org/10.1016/J.CES.2022.117928
Zhou F, Xu Y, Mu X, Nie Y (2022) A Sustainable Approach for Synthesizing (R)-4-Aminopentanoic Acid From Levulinic Acid Catalyzed by Structure-Guided Tailored Glutamate Dehydrogenase. Front Bioeng Biotechnol 9:1410. https://doi.org/10.3389/FBIOE.2021.770302/BIBTEX
레오 어니스트 만저프랭크 이. 허케스 (2003) Production of 5-methyl-1-hydrocarbyl-2-pyrrolidone by reductive amination of levulinic acid, Patent No. KR20060008302A. https://patents.google.com/patent/KR20060008302A/en
Catalytic synthesis of diphenolic acid from levulinic acid over Bronsted acidic ionic liquids :: BioResources. https://bioresources.cnr.ncsu.edu/resources/catalytic-synthesis-of-diphenolic-acid-from-levulinic-acid-over-bronsted-acidic-ionic-liquids/. Accessed 10 Dec 2022
Bozell JJ, Moens L, Elliott DC et al (2000) Production of levulinic acid and use as a platform chemical for derived products. Resour Conserv Recycl 28:227–239. https://doi.org/10.1016/S0921-3449(99)00047-6
Cordier A, Klinksiek M, Held C et al (2023) Biocatalyst and continuous microfluidic reactor for an intensified production of n-butyl levulinate: Kinetic model assessment. Chem Eng J 451:138541. https://doi.org/10.1016/J.CEJ.2022.138541
Delgado J, Vasquez Salcedo WN, Bronzetti G et al (2022) Kinetic model assessment for the synthesis of γ-valerolactone from n-butyl levulinate and levulinic acid hydrogenation over the synergy effect of dual catalysts Ru/C and Amberlite IR-120. Chem Eng J 430:133053. https://doi.org/10.1016/J.CEJ.2021.133053
Wang Y, Cipolletta M, Vernières-Hassimi L et al (2019) Application of the concept of Linear Free Energy Relationships to the hydrogenation of levulinic acid and its corresponding esters. Chem Eng J 374:822–831. https://doi.org/10.1016/J.CEJ.2019.05.218
MacDonald SF (1974) Methyl 5-Bromolevulinate. Can J Chem 52:3257–3258. https://doi.org/10.1139/V74-480
Ohgari Y, Nakayasu Y, Kitajima S et al (2005) Mechanisms involved in δ-aminolevulinic acid (ALA)-induced photosensitivity of tumor cells: Relation of ferrochelatase and uptake of ALA to the accumulation of protoporphyrin. Biochem Pharmacol 71:42–49. https://doi.org/10.1016/j.bcp.2005.10.019
Ayoub P (2005) Process for the reactive extraction of levulinic acid. Patent No. US20060047139A1. https://patents.google.com/patent/US20060047139A1/en
Schmidt LM, Mthembu LD, Reddy P et al (2017) Levulinic acid production integrated into a sugarcane bagasse based biorefinery using thermal-enzymatic pretreatment. Ind Crops Prod 99:172–178. https://doi.org/10.1016/j.indcrop.2017.02.010
Di Bucchianico DDM, Wang Y, Buvat JC et al (2022) Production of levulinic acid and alkyl levulinates: a process insight. Green Chem 24:614–646. https://doi.org/10.1039/D1GC02457D
Galletti AMR, Antonetti C, De Luise V et al (2012) Levulinic Acid Production from Waste Biomass. BioResources 67:297–308. https://doi.org/10.1007/s40664-017-0218-9
Furniss BS, Hannaford AJ, Smith PWG, Tatchell AR (1989) Vogel’s textbook of practical organic chemistry (5th Edition). Pearson
Thakkar A, Shell KM, Bertosin M et al (2021) Production of levulinic acid and biocarbon electrode material from corn stover through an integrated biorefinery process. Fuel Process Technol 213:106644. https://doi.org/10.1016/j.fuproc.2020.106644
Zhao W, Li Y, Song C et al (2017) Intensified levulinic acid/ester production from cassava by one-pot cascade prehydrolysis and delignification. Appl Energy 204:1094–1100. https://doi.org/10.1016/j.apenergy.2017.03.116
Yana L, Greenwoodb AA, Hossainc A, Yang B (2015) A Comprehensive Mechanistic Kinetic Model for Dilute Acid Hydrolysis of Switchgrass Cellulose to Glucose, 5-HMF and Levulinic Acid. RSC Adv 3:10715–10722. https://doi.org/10.1039/b000000x
Lopes ES, Dominices KMC, Lopes MS et al (2017) A green chemical production: Obtaining levulinic acid from pretreated sugarcane bagasse. Chem Eng Trans 57:145–150. https://doi.org/10.3303/CET1757025
Elliott DC, Frye JG (1998) Hydrogenated 5-carbon compound and method of making. Patent No. US5883266A. https://patents.google.com/patent/US5883266A/en
Dunlop AP, Maddels JW (1953) Process of preparing gammavalerolactone 786:852
Dunlop AP, Shelbert S (1952) Preparation of succinic acid. Patent No. US2676186A. https://patents.google.com/patent/US2676186A/en
Hayes DJ, Fitzpatrick S, Hayes MHB, Ross JRH (2008) The Biofine Process - Production of Levulinic Acid, Furfural, and Formic Acid from Lignocellulosic Feedstocks. Biorefineries-Industrial Process Prod Status Quo Futur Dir 1:139–164. https://doi.org/10.1002/9783527619849.CH7
Weissermel K, Arpe HJ (1997) Industrial organic chemistry. Wiley. https://doi.org/10.1002/9783527616688
Windom BC, Lovestead TM, Mascal M et al (2011) Advanced Distillation Curve Analysis on Ethyl Levulinate as a Diesel Fuel Oxygenate and a Hybrid Biodiesel Fuel. Energy Fuels 25:1878–1890. https://doi.org/10.1021/EF200239X
Chatzidimitriou A, Bond JQ (2015) Oxidation of levulinic acid for the production of maleic anhydride: breathing new life into biochemicals. Green Chem 17:4367–4376. https://doi.org/10.1039/C5GC01000D
Song L, Wang R, Che L, Jiang Y, Zhou M, Zhao Y, Pang J, Jiang M, Zhou G, Zheng M, Zhang T (2021) Catalytic aerobic oxidation of lignocellulose-Derived Levulinic Acid in Aqueous Solution: a novel route to synthesize dicarboxylic acids for bio-based polymers. ACS Catal 11(18):11588–11596. https://doi.org/10.1021/ACSCATAL.1C02531/SUPPL_FILE/CS1C02531_SI_001.PDF
Recent Trends and Updates for Chemical Pretreatment of Lignocellulosic Biomass. http://ojs.kmutnb.ac.th/index.php/ijst/article/view/5842/pdf_364. Accessed 22 Dec 2022
Dussan K, Girisuta B, Haverty D et al (2013) Kinetics of levulinic acid and furfural production from Miscanthus×giganteus. Bioresour Technol 149:216–224. https://doi.org/10.1016/j.biortech.2013.09.006
Yuan Z, Long J, Xia Y et al (2016) Production of levulinic acid from Pennisetum alopecuroides in the presence of an acid catalyst. BioResources 11:3511–3523. https://doi.org/10.15376/biores.11.2.3511-3523
Pulidindi IN, Kim TH (2018) Conversion of levulinic acid from various herbaceous biomass species using hydrochloric acid and effects of particle size and delignification. Energies 11(3):621. https://doi.org/10.3390/en11030621
Nunraksa N, Rattanasansri S, Praiboon J, Chirapart A (2019) Proximate composition and the production of fermentable sugars, levulinic acid, and HMF from Gracilaria fisheri and Gracilaria tenuistipitata cultivated in earthen ponds. J Appl Phycol 31:683–690. https://doi.org/10.1007/s10811-018-1552-9
Jeong GT, Kim SK (2021) Statistical optimization of levulinic acid and formic acid production from lipid-extracted residue of Chlorella vulgaris. J Environ Chem Eng 9:105142. https://doi.org/10.1016/j.jece.2021.105142
Galletti AMR, Antonetti C, Licursi D et al (2019) Levulinic acid production from the green macroalgae chaetomorpha linum and valonia aegagropila harvested in the orbetello lagoon. Chem Eng Trans 74:103–108. https://doi.org/10.3303/CET1974018
Jeong GT, Ra CH, Hong YK et al (2015) Conversion of red-algae Gracilaria verrucosa to sugars, levulinic acid and 5-hydroxymethylfurfural. Bioprocess Biosyst Eng 38:207–217. https://doi.org/10.1007/s00449-014-1259-5
Liu C, Lu X, Yu Z et al (2020) Production of levulinic acid from cellulose and cellulosic biomass in different catalytic systems. Catalysts 10:1–22. https://doi.org/10.3390/catal10091006
Chen H, Yu B, Jin S (2011) Production of levulinic acid from steam exploded rice straw via solid superacid, S2O82-/ZrO2–SiO2–Sm2O3. Bioresour Technol 102:3568–3570. https://doi.org/10.1016/J.BIORTECH.2010.10.018
Choudhary V, Mushrif SH, Ho C et al (2013) Insights into the interplay of lewis and Brønsted acid catalysts in glucose and fructose conversion to 5-(hydroxymethyl)furfural and levulinic acid in aqueous media. J Am Chem Soc 135:3997–4006. https://doi.org/10.1021/JA3122763/SUPPL_FILE/JA3122763_SI_001.PDF
Peng L, Lin L, Zhang J et al (2010) Catalytic Conversion of Cellulose to Levulinic Acid by Metal Chlorides. Molecules 15:5258–5272. https://doi.org/10.3390/MOLECULES15085258
Pyo SH, Glaser SJ, Rehnberg N, Hatti-Kaul R (2020) Clean Production of Levulinic Acid from Fructose and Glucose in Salt Water by Heterogeneous Catalytic Dehydration. ACS Omega 5:14275–14282. https://doi.org/10.1021/acsomega.9b04406
Morone A, Apte M, Pandey RA (2015) Levulinic acid production from renewable waste resources: Bottlenecks, potential remedies, advancements and applications. Renew Sustain Energy Rev 51:548–565. https://doi.org/10.1016/j.rser.2015.06.032
Zanghellini AL (2011) Fermentation route for the production of levulinic acid, levulinate esters and valerolactone and derivatives thereof. Patent No. US9523105B2. https://patents.google.com/patent/US9523105B2/en
Rezende CA, De Lima M, Maziero P et al (2011) Chemical and morphological characterization of sugarcane bagasse submitted to a delignification process for enhanced enzymatic digestibility. Biotechnol Biofuels 4(1):1–19. https://doi.org/10.1186/1754-6834-4-54
Muranaka Y, Suzuki T, Sawanishi H et al (2014) Effective Production of Levulinic Acid from Biomass through Pretreatment Using Phosphoric Acid, Hydrochloric Acid, or Ionic Liquid. Ind Eng Chem Res 53:11611–11621. https://doi.org/10.1021/IE501811X
Verma SK, Shastri Y (2017) Deterministic and Stochastic Optimization of Acid Pretreatment for Lignocellulosic Ethanol Production. Comput Aided Chem Eng 40:2149–2154. https://doi.org/10.1016/B978-0-444-63965-3.50360-3
Shah AA, Seehar TH, Sharma K, Toor S (2022) Biomass pretreatment technologies. In: Maity SK, Gayen K, Bhowmick T (eds) Hydrocarbon biorefinery: sustainable processing of biomass for hydrocarbon biofuels. Elsevier, pp 203–228. https://doi.org/10.1016/B978-0-12-823306-1.00014-5
Kulshreshtha A (2022) Sustainable energy generation from municipal solid waste. In: Hussain CM, Singh S, Goswami L (eds) Waste-to-Energy Approaches Towards Zero Waste. https://doi.org/10.1016/B978-0-323-85387-3.00005-7
Bhatia R, Winters A, Bryant DN et al (2020) Pilot-scale production of xylo-oligosaccharides and fermentable sugars from Miscanthus using steam explosion pretreatment. Bioresour Technol 296:122285. https://doi.org/10.1016/J.BIORTECH.2019.122285
Álvarez C, Mullen AM, Pojić M, Hadnađev TD, Papageorgiou M (2021) Classification and target compounds. In: Galanakis CM (ed) Food waste recovery (second edition) Processing Technologies, Industrial Techniques, and Applications. Academic Press, pp 21–49. https://doi.org/10.1016/B978-0-12-820563-1.00024-X
Junior ABB, Pavoski G, da Silva MDCR, da Silva WL, Bertuol DA, Espinosa DCR (2022) Promising technologies under development for recycling, remanufacturing, and reusing batteries: an introduction. In: Farhad S, Gupta RK, Yasin G, Nguyen TA (eds) Micro and Nano Technologies, Nano Technology for Battery Recycling, Remanufacturing, and Reusing. Elsevier, pp 79–103. https://doi.org/10.1016/B978-0-323-91134-4.00006-6
Wang W, Lee DJ (2021) Lignocellulosic biomass pretreatment by deep eutectic solvents on lignin extraction and saccharification enhancement: A review. Bioresour Technol 339:125587. https://doi.org/10.1016/j.biortech.2021.125587
Jäger G, Büchs J (2012) Biocatalytic conversion of lignocellulose to platform chemicals. Biotechnol J 7:1122–1136. https://doi.org/10.1002/biot.201200033
Lucas A, Fraga V, Aguiar D et al (2021) Quim Nova 44:1300–1310
Bakker R, Elbersen W, Poppens R, Lesschen JP (2013) Rice straw and Wheat straw, Potential feedstocks for the Biobased Economy, NL Agency, Ministry of Economic Affairs, Utrecht, Netherlands, pp1–31
Isikgor FH, Becer CR (2015) Lignocellulosic biomass: a sustainable platform for the production of bio-based chemicals and polymers. Polym Chem 6:4497–4559. https://doi.org/10.1039/c5py00263j
Gismatulina YA, Budaeva VV, Kortusov AN et al (2022) Evaluation of Chemical Composition of Miscanthus × giganteus Raised in Different Climate Regions in Russia. Plants 11(20):2791. https://doi.org/10.3390/plants11202791
Kamarullah SH, Mydin MM, Atikah WS et al (2015) Surface morphology and chemical composition of napier grass fibers (morfologi permukaan dan komposisi kimia gentian rumput napier). Malaysian J Anal Sci 19:889–895
Andrade Alves JA, Lisboa dos Santos MD, Morais CC et al (2019) Sorghum straw: Pulping and bleaching process optimization and synthesis of cellulose acetate. Int J Biol Macromol 135:877–886. https://doi.org/10.1016/j.ijbiomac.2019.05.014
Waliszewska B, Grzelak M, Gaweł E et al (2021) Chemical characteristics of selected grass species from polish meadows and their potential utilization for energy generation purposes. Energies 14(6):1669. https://doi.org/10.3390/en14061669
Hayes DJ, Fitzpatrick S, Hayes MHB, Ross JRH (2006) Biofine process - AL, AF et furfural. Biorefineries - Ind Process Prod 1:139–164
GFBiochemicals. http://www.gfbiochemicals.com/company/. Accessed 18 Jun 2023
Girisuta B (2017) Levulinic Acid from Lignocellulosic Biomass [Thesis fully internal (DIV), University of Groningen]. s.n. https://research.rug.nl/en/publications/levulinic-acid-from-lignocellulosic-biomass
Bucchianico DDMD, Wang Y, Buvat JC, Pan Y, Moreno VC, Leveneur S (2021) Production of levulinic acid and alkyl levulinates : a process insight. Green Chem, 2022, 24, 614–646. https://doi.org/10.1039/D1GC02457D
Singh B, Korstad J, Guldhe A, Kothari R (2022) Editorial: Emerging Feedstocks & Clean Technologies for Lignocellulosic Biofuel. Front Energy Res 10:734. https://doi.org/10.3389/FENRG.2022.917081/BIBTEX
Cui P, Ye Z, Chai M et al (2023) Effective fractionation of lignocellulose components and lignin valorization by combination of deep eutectic solvent with ethanol. Front Bioeng Biotechnol 10:1–11. https://doi.org/10.3389/fbioe.2022.1115469
Preethi GM, Banu JR (2023) Indexing energy and cost of the pretreatment for economically efficient bioenergy generation. Front Energy Res 10:1060599. https://doi.org/10.3389/FENRG.2022.1060599/BIBTEX
Kumar A, Shende DZ, Wasewar KL (2019) Production of levulinic acid: A promising building block material for pharmaceutical and food industry. Mater Today Proc 29:790–793. https://doi.org/10.1016/j.matpr.2020.04.749
Rattanaporn K, Tantayotai P, Phusantisampan T et al (2018) Organic acid pretreatment of oil palm trunk: Effect on enzymatic saccharification and ethanol production. Bioprocess Biosyst Eng 41:467–477. https://doi.org/10.1007/s00449-017-1881-0
Cárdenas LZ, Cárdenas BZ (2020) Production of Organic Acids Via Fermentation of Sugars Generated from Lignocellulosic Biomass. In: Ingle AP, Chandel AK, da Silva SS (eds) Lignocellulosic Biorefining Technologies. Wiley, pp 203–246. https://doi.org/10.1002/9781119568858.ch10
Youcai Z, Ran W (2021) Biomethane production from vegetable and water hyacinth waste. Elsevier
Baptista SL, Costa CE, Cunha JT et al (2021) Metabolic engineering of Saccharomyces cerevisiae for the production of top value chemicals from biorefinery carbohydrates. Biotechnol Adv 47:107. https://doi.org/10.1016/j.biotechadv.2021.107697
Lindskog EK (2018) The Upstream Process: Principal Modes of Operation. In: Jagschies G, Lindskog E, Łącki K, Galliher P (eds) Biopharmaceutical Processing. Elsevier, pp 625–635. https://doi.org/10.1016/B978-0-08-100623-8.00031-1
Berovič M (2011) Sterilization in Biotechnology. Compr Biotechnol Second Ed 2:135–150. https://doi.org/10.1016/B978-0-08-088504-9.00093-3
Renewable Energy, Fuel, Biofine, Anticipatory LCA — EarthShift Global. https://earthshiftglobal.com/blog/bringing-a-renewable-fuel-alternative-to-market-how-lca-data-helped-biofine-develop-new-technology-win-industry-support. Accessed 19 Jun 2023
Hafyan RH, Bhullar L, Putra ZA, Bilad MR, Wirzah MDH, Nordin NAHM (2020) Sustainability assessment of levulinic acid and succinic acid production from empty fruit bunch. IOP Conf Ser Mater Sci Eng 778:012140. https://doi.org/10.1088/1757-899X/778/1/012140
Meramo-Hurtado SI, Ojeda KA, Sanchez-Tuiran E (2019) Environmental and Safety Assessments of Industrial Production of Levulinic Acid via Acid-Catalyzed Dehydration. ACS Omega 4:22302–22312. https://doi.org/10.1021/ACSOMEGA.9B02231/SUPPL_FILE/AO9B02231_SI_001.PDF
Technology – Biofine Technology. http://biofinetechnology.com/technology/. Accessed 10 Dec 2022
Fiorentino G, Ripa M, Mellino S et al (2014) Life cycle assessment of Brassica carinata biomass conversion to bioenergy and platform chemicals. J Clean Prod 66:174–187. https://doi.org/10.1016/j.jclepro.2013.11.043
Jeong H, Park SY, Ryu GH et al (2018) Catalytic conversion of hemicellulosic sugars derived from biomass to levulinic acid. Catal Commun 117:19–25. https://doi.org/10.1016/J.CATCOM.2018.04.016
dos Santos MG, Fogarin HM, Virginio da Silva DD, Dussán KJ (2023) Bioprocess development for levulinic acid production using sugarcane biomass. Sustain Chem Pharm 33:101085. https://doi.org/10.1016/J.SCP.2023.101085
Kumar VB, Pulidindi IN, Mishra RK, Gedanken A (2016) Development of Ga Salt of Molybdophosphoric Acid for Biomass Conversion to Levulinic Acid. Energy Fuels 30:10583–10591. https://doi.org/10.1021/ACS.ENERGYFUELS.6B02403/SUPPL_FILE/EF6B02403_SI_001.PDF
Mensah MB, Jumpah H, Boadi NO, Awudza JAM (2021) Assessment of quantities and composition of corn stover in Ghana and their conversion into bioethanol. Sci African 12:e00731. https://doi.org/10.1016/J.SCIAF.2021.E00731
Acknowledgements
The authors would like to thank the King Mongkut’s University of Technology North Bangkok (KMUTNB-Post-65-09) for financial support during this work.
Author information
Authors and Affiliations
Contributions
M. A. Khan: Conceptualization, investigation, writing—original draft. B. Dharmalingam: Data curation, reviewing, and editing. S. Chuetor: reviewing and editing. Y. S. Cheng: Reviewing and editing. M. Sriariyanun: Conceptualization, data curation, reviewing, editing, and funding acquisition.
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Cite this article
Khan, M.A., Dharmalingam, B., Chuetor, S. et al. Comprehensive review on effective conversion of lignocellulosic biomass to levulinic acid. Biomass Conv. Bioref. (2023). https://doi.org/10.1007/s13399-023-04663-2
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-023-04663-2