
Abstract
Predictive maintenance of machine tools is gaining wide attention in the manufacturing sector for achieving higher production rates and closer tolerance of machined parts. However, the implementation of predictive maintenance requires additional instrumentation and computation software, causing huge installation costs. Hence, the application of predictive maintenance is limited to the most critical subsystems of the machinery. The present investigation puts forward a scientific methodology to identify the subsystems of a computer numerical control (CNC) lathe that must be considered for predictive maintenance. The field failure data for CNC lathe collected from various industries are subjected to fuzzy modified failure mode, effects and criticality analysis (fuzzy FMECA). A unique fuzzy risk priority number (fuzzy RPN) is assigned to every subsystem of the CNC lathe. This fuzzy RPN is used to prepare a maintenance priority ranking of the CNC lathe subsystems. The subsystems with higher fuzzy RPN are considered for predictive maintenance, and the subsystems with lower fuzzy RPN are considered for preventive or reactive maintenance. It is observed that the spindle unit has the highest fuzzy RPN 848.2, followed by the turret and chuck with fuzzy RPNs 527.5 and 475.7, respectively. FMECA also identifies potential failure modes associated with critical subsystems. This information is necessary for sensor selection in predictive maintenance. Further, the improvement of fuzzy FMECA over conventional FMECA is discussed. This study paves a path for identifying and prioritizing the critical subsystems of a machine tool for predictive maintenance.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In the manufacturing industry, increased productivity and product quality are constant goals. The operating condition of the machine tools reflects the production rate and quality of machined parts [1, 2]. Computer numerical control (CNC) machine tools are key production equipment for the manufacturing industry. CNC machine tools, with lots of mechanical moving parts and precise control systems, are prone to malfunctioning and breakdowns [3]. Employing an efficient maintenance strategy for CNC machine tool systems can reduce or avoid the possibility of such unscheduled downtimes [3, 4]. The selection of an appropriate maintenance strategy is extremely complicated considering various cost and risk factors associated [5]. A reactive or preventive maintenance strategy is usually followed in the industry, but these maintenance practices cause unscheduled downtimes and consume resources and time, which could otherwise be gainfully used for production [4,5,6,7]. The advancement in digital technologies and computational methods has given manufacturing industries an opportunity to implement a predictive maintenance strategy for machine tool systems [4, 8]. The predictive maintenance strategy uses condition monitoring tools to track the performance of the machine tool components, and this information is used to predict when a machine tool will fail or go out of tolerance [9]. This involves the application of different sensors, data acquisition systems, data processing, and computation techniques [8,9,10]. Identification of the most critical components of the machine system and associated failure modes are the pre-requisite for employing predictive maintenance. Predictive maintenance involves huge installation costs of data collection and computational algorithms, and therefore, it is limited to the most critical subsystems of the machinery. The information on potential failure modes associated with these critical subsystems is necessary for the selection of the most suitable sensors for condition monitoring.
Recently, a few research studies have focused on establishing the necessity of criticality analysis of a mechanical system to support maintenance decision making, pointing out the lack of strong machine criticality analysis methodologies in the industry for maintenance prioritization [11,12,13,14,15,16]. Gopalakrishnan et al. [12] were critical of the current maintenance prioritization practices in the industry, which is operator influenced and thus non-factual. He has also interpreted the connection between machine criticality and maintenance prioritization in an industrial context for productivity improvement. Singh et al. [13] performed a criticality analysis of distribution transformers to identify critical components that are prone to failure and potential failure modes. Medjaher et al. [14] illustrated the importance of identifying critical machinery components and their potential failure modes in predictive maintenance and remaining useful life (RUL) prediction. Elbadawi et al. [15] performed the criticality analysis of computer integrated manufacturing conveyors to determine the effect of various failures on the conveyor belt system by ranking and prioritizing each failure according to the risk priority number (RPN). Márquez et al. [16] presented criticality analysis for maintenance purposes of complex engineering assets. Identifying the critical components of complex machinery is increasingly difficult when multiple failure modes of the system components are considered [16]. Therefore, a systematic analysis of failure modes of the machine system is required to identify the critical components and subsystems.
The manufacturing sector has implemented different methodologies for decades to perform a reliability and failure analysis of machine tools. Keller et al. [17] used Weibull and lognormal distributions for the failure characterization and Duane plots for reliability growth analysis of CNC machines. Rao et al. [18] presented a digraph and matrix method for failure cause analysis of machine tools, where a machine tool failure causality function is defined to identify the contributing failure events in a machine tool system.
Recently, many researchers have employed failure mode and effects analysis (FMEA) and failure mode, effects and criticality analysis (FMECA) techniques for investigation of potential failure modes and reliability-centered maintenance of machine tools [19,20,21,22,23,24,25]. Lo et al. [19] introduced a risk assessment framework for the manufacturing of machine tools using a modified FMEA technique. Gupta et al. [20] presented reliability-centered maintenance with fuzzy FMEA for a milling machine. FMEA was used to identify critical failure modes of components and subsystems of the CNC turning center [21]. Wang et al. [22] used FMECA for CNC lathe with the criticality factor modified for considering the cost required for reducing failure rates. Du et al. [23] presented FMECA of a remanufactured machine tool with a case study of the hobbing machine. Zhou et al. [24] presented a reliability allocation method based on the cubic transformed functions of FMEA. Kim et al. [25] presented a reliability assessment of machine tools using FMEA with a case study of the machining center, which includes web-based main-axis vibration data analysis program and a failure mode estimation algorithm.
FMEA has a wide range of applications from equipment failure analysis to nuclear power product designs for the identification of different failure modes and risks associated with [26, 27]. FMEA is a 70-year-old technique, first introduced by the US Army and modified several times for improved analysis and for specific applications [28]. Standards like MIL-STD-1629A (1980), SAE-J-1739 and SMC REGULATION 800-31 were defined for implementing FMEA/FMECA techniques [20, 27]. MIL-STD-1629A [29] is the most widely used standard in failure analysis using FMEA/FMECA. FMEA technique with added criticality analysis and ranking of failure modes or components is termed FMECA [30]. FMECA is a traditional approach adopted to improve the design and reliability of a system.
FMEA proceeds with the failure mode identification and calculation of risk priority number (RPN). RPN is an indicator of the risk associated with the failure mode of the component. RPN is commonly calculated as the product of severity (S), occurrence (O) and detection (D) [28, 29].
S, O, and D are indicated by values on a scale from 1 to 10. S is the indication of how severe is the cause of failure mode, O is the frequency of occurrence of the failure mode, and D is the non-detection rating of the failure mode. RPN can range from 1 to 1000, where minimum RPN 1 indicates the least risk priority, and the maximum RPN 1000 indicates the highest risk priority. RPN is used for risk prioritization of failure modes of components [28, 29].
In spite of its successful implementation in an extensive range of applications, many researchers have criticized conventional FMEA methodology pointing out a few drawbacks [28]. The following are the major drawbacks of FMEA.
-
1.
The concept of RPN calculation is an extension of the risk matrix defined in MIL-STD-1629A. There is no rationale for considering RPN as a product risk factor [19, 30].
-
2.
Different sets of S, O, and D give the same RPN. But in real practice, the risk associated may not be identical [31].
-
3.
There is the erroneous assumption that S, O, and D values have the same significance. This may not be reasonable in practical applications [32, 33].
-
4.
RPN is not continuous from 1 to 1000. The product of S, O, and D will never make a few values in this range. This creates serious interpretation problems [34].
Many researchers have presented various modifications to overcome the drawbacks of conventional FMEA [19,20,21,22, 30,31,32,33,34,35,36,37]. A hybrid FMEA Multi-Criteria Group Decision-Making (MCGDM) model is introduced in [19], which weaves the cost factor into the conventional FMEA model for the prioritization of failure modes. Wang et al. [35] illustrated the concept of fuzzy logic where Choquet integral is used to aggregate the prospect value of failure modes to include the interaction relationships among risk factors.
The fuzzy logic computational technique is extensively applied to improve FMEA/FMECA [30, 32,33,34,35,36,37]. The fuzzy logic computational technique is used to establish the correlation between S, O, and D with RPN. The fuzzy modified FMEA/FMECA is successfully implemented in various areas of risk assessment like LNG storage facility [30], purchasing process in a hospital [32], etching of an integrated circuit wafer [33], sterilization unit [34], aircraft landing system [35], emergency department in a hospital [36], medical product development [37], etc.
To the best of authors’ information, the available literature merely discussed any methodology for the criticality analysis of CNC lathe for maintenance prioritization of its components for predictive maintenance. In the present work, the authors undertook an investigation to implement fuzzy logic modified FMECA for the identification of potential failure modes and maintenance prioritization of CNC lathe subsystems and components for predictive maintenance. Various risk parameter classifications have been defined for damage severity, failure occurrence probability, and fault detection capability of the CNC lathe control systems. Fuzzy linguistic terms and fuzzy ratings are used to define S, O and D scales for the failure analysis CNC lathe. RPN is modeled on a fuzzy logic platform to generate a fuzzy RPN for criticality analysis. The fuzzy RPN based criticality ranking is used to prioritize the components and subsystems of a CNC lathe. A comparison of conventional RPN and fuzzy RPN with the respective priority ranking of components and subsystems is also included in the study. The failure modes identified for the critical components aids in the selection of sensor systems for condition monitoring of the component operations.
2 Data and Methodology
In this work, fuzzy FMECA is performed for the identification and prioritization of CNC lathe subsystems for predictive maintenance. The methodology begins with the collection of field failure data of CNC lathe machine tools followed by defining the structure of the CNC lathe system, identifying the potential failure modes, framing of S, O and D scales for rating the failure modes and criticality analysis using conventional and fuzzy modified FMECA.
2.1 Field Failure Data of CNC Lathe
Industrial field failure data and expert elicitation constitute the foundation for failure analysis using fuzzy FMECA [38, 39]. The field failure data of 30 CNC lathe machines over 7-years of duration are collected from various industries. The data are in the form of history cards of individual CNC lathe machines, which details all the maintenance works, repairs and replacements of the components and subsystems with the date of action and total downtime of the machine tool for each failure. The expert elicitation is an aggregate of opinions of various industry experts. The major causes of failure were due to the structural and material failure of the component. The structural failure includes design and maintenance faults, manufacturing defects, mechanical overload, the presence of debris and collision of components. The material failure includes fatigue, wear, corrosion, overheating, and insufficient lubrication.
The field failure data and expert elicitation collected from industries are used to identify the potential failure modes of CNC lathe at the component level. Further, this information is used to assign S, O and D rating values and in developing the fuzzy FMECA engine. The potential failure modes are identified at the component level and the corresponding risk factor is defined. In FMECA, the aggregate risks allied with failure modes of components in a subsystem represents the risk associated with that particular subsystem [21, 29].
2.2 Structure of CNC Lathe
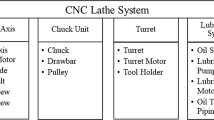
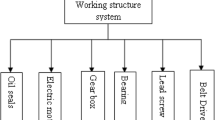
CNC lathes are machine tools with a composite structure having mechanical, hydraulic and electrical subsystems [3, 38]. In the present study, the prioritization of components for predictive maintenance is limited to only mechanical components and subsystems. Electronics and electrical subsystems, which are very frequent to failures like electronic damages of sensors, relays, blown fuse, etc., are not included [19,20,21,22,23,24,25]. Therefore, only seven mechanical subsystems of the CNC lathe machine are investigated using fuzzy FMECA. Individual components of the CNC lathe machine are grouped within different subsystems for failure analysis. Figure 1 shows the CNC lathe hierarchy with subsystems and the respective components in each subsystem. The hierarchy structure of a CNC lathe is defined based on expert elicitation and field failure data from industries.

Hierarchy of a CNC lathe machine
2.3 FMECA of CNC Lathe
FMEA with an added criticality analysis and risk prioritization of failure modes and components is termed as FMECA [30, 40]. The procedures for performing conventional FMECA [41] are as follows:
-
1.
Identification of various failure modes, its potential effects, potential causes and machine controls for detection at the component level.
-
2.
Assigning S, O and D ratings for each of the failure modes.
-
3.
Calculation of RPN from S, O and D rating values.
-
4.
Classification of failure modes based on the criticality ranking.
S, O and D ratings for CNC lathe machine failure are defined following the MIL-STD-1629A [29] guidelines and expert elicitation. The rating scales illustrated in various literature on the application of FMEA/FMECA for CNC lathe machine tool failure analysis are also considered [19,20,21]. Furthermore, to determine the RPN for each failure mode the Eq. (1) is utilized, which takes the product of S, O, and D. The sum of the RPNs of each failure mode of a component gives the RPN of that particular component. The sum of the RPNs of all individual components under a subsystem gives the RPN of that particular subsystem. RPN is just a number having no units. It is always measured relative to the RPNs of other components of the system [28, 29]. These RPNs indicate the criticality of the CNC lathe components and subsystems, which is further utilized to prepare a criticality ranking for maintenance prioritization.
In certain applications, the criticality is calculated as the product of severity and occurrence [28]. Basically, there are two approaches to determine the criticality of a failure mode of a component, qualitative analysis, and quantitative analysis [42]. Qualitative analysis is used when the data available are limited or insufficient. Whereas, quantitative analysis is used when enough failure data of the system is available, and these data are used to calculate the criticality number. The failure data required for calculating criticality number include failure modes, failure rates, failure ratios, and failure effect probabilities. The method proceeds by calculating the failure mode criticality (Cm) for each failure mode followed by summing up all failure mode criticalities to obtain the component criticality (Cr) [41, 42]. The formulation is adopted from MIL-STD 1629A [29]. The failure mode criticality is calculated as;
where β is the conditional probability of occurrence of failure mode, α is the failure mode ratio, λp is part failure rate, and t is total operating time.
Then, the component criticality is calculated as;
Since these failure data and probabilities are not available for the considered CNC lathe machine, the inference on available data from history card and the expert elicitation are used to make criticality ranking subjectively based on the calculated RPN number following the qualitative analysis method. The mathematical formulation of RPN is reported as the major drawback of conventional FMEA, which can be rectified by the application of fuzzy logic computational techniques [30,31,32,33,34,35,36,37].
2.4 Fuzzy FMECA of CNC Lathe
The key part of FMECA is to determine the RPN for failure modes of components, which depends on S, O and D rating values. The computation in conventional FMECA is based on the assumption that the input variables are crisp values. Although, due to several uncertainties, these variables are non-crisp in nature, which is the primary cause of disputes about the conventional FMECA technique [19, 37]. These rating values basically represent linguistic variables indicating different risk classifications. Linguistic variables are input/output variables whose values are words or sentences. The qualitative FMECA approach uses linguistic variables to express the risk classification category of severity, occurrence, and detection rating scales. The linguistic terms like certain, uncertain, moderate, low, very low, high, etc. are used to indicate various risk classifications. Fuzzy logic is used to assign non-crisp values to these linguist variables. Zadeh [42] in the year 1965 introduced fuzzy sets to assign the linguistic variables to different fuzzy sets. A membership (characteristic) function was defined to correlate the fuzzy sets with linguistic variables. The fuzzy logic was further evolved from this concept. The fuzzy logic computation is used when there are uncertainties in risk factor calculations.
The fuzzy inference engine mostly uses Mamdani’s method or Takagi–Sugeno’s method [31, 43]. The present work utilizes Mamdani’s method to define a fuzzy FMECA engine, where both the precedent and the succedent are fuzzy propositions. A typical fuzzy logic algorithm proceeds as follow [39, 44]:
-
1.
Fuzzification of quantities
-
2.
Establishment of fuzzy sets
-
3.
Establishment of fuzzy rules
-
4.
Defuzzification of quantities
Fuzzy FMECA is basically a fuzzy decision support system, which offers a more realistic framework for qualitative risk rating scales than traditional crisp values. The methodology for performing fuzzy FMECA is as follows:
-
1.
Create all input and output variables of FMECA in the fuzzy logic platform.
-
2.
Develop the input membership functions to represent S, O, and D.
-
3.
Develop the output membership functions to represent RPN
-
4.
Establish rules to correlate the Fuzzy RPN with the fuzzified S, O, and D linguistic variables.
The membership function for a fuzzy set is a generalization of the characteristic function of crisp sets [42]. Membership functions are used to solve practical problems by experience rather than knowledge. It represents the degree of truth of a valuation. The membership function associates each element with a value in the interval [0, 1]. In fuzzy sets, each element is mapped to the interval [0, 1] using a membership function. This makes the degree of the truthiness of a statement in fuzzy logic not constrained to either 0 or 1, but to have any values in the range [0, 1]. Consequently, the fuzzy set with a vague boundary is used to represent crisp values. The establishment of this correlation is known as fuzzification [31]. This fuzziness is best characterized by its membership function. The membership function allows the graphical representation of the fuzzy set.
Simple functions are used to build the membership function for a fuzzy set. The most commonly used base functions include the triangular function, trapezoidal function, Gaussian function, generalized bell function, sigmoid function, etc. [44]. In this work, the Gaussian membership function is used to represent each linguistic variable. The Gaussian function is smooth, concise notation and nonzero at all points, which makes it a popular method for specifying fuzzy sets [42,43,44]. Moreover, polynomial-based curves are commonly used to represent fuzzy membership functions. The Gaussian function is defined using two parameters, mean (µ) and standard deviation (σ), which indicates the center and width of the membership function, respectively. Figure 2 illustrates a typical Gaussian function representation. Smaller the standard deviation, the narrower will be the bell curve. The standard deviation value is tuned so that the membership functions in a fuzzy set have suitable overlapping to avoid any chance of a gap in the linguistic variable domain. The Gaussian membership function can be represented by Eq. (4), where x can be any of the crisp values of the FMECA input and output variables [44].

Typical Gaussian membership function
In fuzzy FMECA, the variables are not defined by sharp boundaries. The crisp input values of S, O and D rating scales are transformed into non-crisp fuzzy values from the linguistic terms using membership functions. These linguistic input variables are fed into the fuzzy engine. In order to represent RPN using fuzzy membership functions, a risk classification must be made based on RPNs. RPNs are also represented using linguistic variables. The fuzzy engine returns a linguistic output variable representing RPN, which is defuzzified to obtain a crisp value for RPN.
The input to the defuzzification stage is a fuzzy linguistic variable and the output is a crisp value, which is denoted as the fuzzy RPN. This is a reverse mapping of crisp values from membership functions. The centroid method is the most commonly used defuzzification technique that returns the central point of the area under the fuzzy set, which is a crisp value [39, 41] The overall structure for the fuzzy modeling of FMECA is illustrated in Fig. 3.

Flow diagram for fuzzy modeling of FMECA
3 Results and Discussion
The risk classifications of failure modes of CNC lathe machine components in respect of severity, occurrence, and detection are defined using the industrial field failure data and expert elicitation. The S, O, and D rating scales for CNC lathe machine are presented in Tables 1, 2, and 3, respectively. S, O and D rating varies from 1 to 10. The severity rating 1 indicates the least severity and 10 indicates the most severe case. The occurrence rating is framed based on the occurrence probability of component failure, where the occurrence rating of 1 indicates an extremely unlikely occurrence of failure and value 10 indicates the most frequent occurrence of failure, which might be serious. The detection rating represents the chance of failure being undetected. The detection rating 1 indicates an almost certain chance for the detection of component failure and value 10 indicates an almost uncertain chance for the detection of component failure. S, O, and D ratings are determined for all the components mentioned in the CNC lathe hierarchy structure (refer Fig. 1).
The collated field failure data of CNC lathe are subjected to criticality analysis using FMECA and fuzzy FMECA methods. The major objective of the study is to identify the most critical components and subsystems of a CNC lathe and prepare a priority list for implementing a predictive maintenance strategy. The potential failure modes, potential effects, potential causes, and design controls for detection are identified for every component of CNC lathe using the field failure data and further, and Tables 1, 2, and 3 are used to assign S, O and D ratings for each component. The conventional RPN is calculated using Eq. (1). The fuzzy FMECA proceeds are shown in Fig. 3. In order to determine the fuzzy RPNs for failure modes of components, the input and output linguistic variables are fuzzified.
Figure 4 shows the fuzzy representation of the severity, occurrence and detection rating scales. This makes the basic non-crisp inputs for a fuzzy FMECA. Similarly, the output RPNs are fuzzified, but it requires an RPN rating scale for CNC lathe. Table 4 presents the 10-scale risk classification of RPN, which defines a set of RPNs to a particular risk category. Risk classification and ranking criteria for RPN are developed by integrating the conventional RPNs with industrial expert elicitation. Each class is assigned the values from 1 to 10, the value 10 indicates the category with the highest risk and the value 1 indicates the category with the least risk. Like the input membership functions, the Gaussian membership function is used to transform RPN to a fuzzy RPN. Figure 5 shows the output membership function for fuzzy RPN. This fuzzy representation of RPNs is used for the defuzzification of the linguistic output variables to give crisp fuzzy RPNs.

Membership function for input variables a severity, b occurrence, c detection

Membership function for output variable-RPN
The fuzzy rules are defined to correlate the input and output membership function. The if–then rule is used to establish the fuzzy relation between the inputs S, O, D and the output RPN. Following the 10-scale ratings for S, O, and D, 1000 if–then rules are developed using the information extracted from expert elicitation. These rules are intended to portray every possible combination of S, O and D rating scales. If–then rules are defined as follows:
-
IfSeverity is SeriousandOccurrence is ModerateandDetection is UncertainthenRPN is VeryHigh
-
IfSeverity is MinorandOccurrence is FrequentandDetection is UncertainthenRPN is High
-
IfSeverity is MajorandOccurrence is RemoteandDetection is CertainthenRPN is Low
Similar 1000 rules are defined to represent the fuzzy FMECA of CNC lathe. A typical worksheet for qualitative FMECA is used to display the complete FMECA and fuzzy FMECA of a CNC lathe machine as presented in Table 5. Columns of the FMECA worksheet include part name, potential failure modes, the potential effects and causes of the respective failure mode, the current machine controls detection, severity, occurrence and detection values for the failure mode of the component and RPNs. An additional column is included in the conventional FMECA worksheet to display fuzzy RPNs. This could provide a clear comparison between the conventional RPN and the fuzzy RPN. The FMECA relates the potential failure modes to potential effects and root causes, which give a clear knowledge about the failure of a component.
In Table 5, it is observed that the same RPN is produced for different combinations of S, O and D values with the conventional FMECA, which is one of its major drawbacks. On the other hand, all the fuzzy RPNs are unique. For example, tool holder and ball screw have (S, O, D) combinations as (3, 5, 2) and (6, 1, 5), respectively, which give the same RPN 30 with conventional FMECA. The same set of input variables for tool holder and ball screw in fuzzy FMECA gives fuzzy RPNs 40.1 and 27.8, respectively. Thus, fuzzy RPN overcomes the major drawback of conventional FMECA in calculating RPN and makes it better for risk prioritization. This is due to the result of the fuzzification of the linguistic variables of input and output parameters.
The RPN of a component is calculated as the aggregate of RPNs of all failure modes of that component. A priority rank is given to the CNC lathe components based on conventional RPN and fuzzy RPNs from larger to smallest as presented in Table 6. Due to the repetition of RPNs in conventional FMECA, there is a chance of a tie between the priority ranks of components. In such cases, the product of S and O is considered and the component having a higher product value is given a higher rank. However, this problem does not appear when the ranking is based on a fuzzy RPN, where all values are unique. Therefore, the risk priority ranking based on a fuzzy RPN is considered for the predictive maintenance of CNC lathe. It is observed that spindle bearing has the highest RPN and the fuzzy RPN 490 and 568, respectively. Hence, the spindle bearing is reported as the most critical component of a CNC lathe machine, followed by turret and chuck.
Further, the RPNs of subsystems are calculated as the sum of the RPNs of each component belonging to that subsystem. Similarly, the fuzzy RPNs are also calculated for the subsystems. These fuzzy RPNs are utilized to prepare a maintenance priority ranking for CNC lathe subsystems as presented in Table 7. A comparison of the conventional and fuzzy RPN is provided and the subsystems are arranged according to the fuzzy RPN priority ranking. It is observed that the ranking based on fuzzy RPN is more in agreement with industrial expert elicitation. The spindle unit of the CNC lathe machine is identified as the most critical subsystem with the conventional and fuzzy RPNs 781 and 848.2, respectively. The criticality analysis based on both conventional and fuzzy RPNs has established the spindle unit as the most critical subsystem. The most critical component, the spindle bearing is also in this subsystem. Hence, beyond doubt, it can be stated that the predictive maintenance strategy must be implemented for the spindle unit of a CNC lathe machine tool. The turret, chuck, and linear axis subsystems also have high fuzzy RPNs. These subsystems can also be considered for predictive maintenance. The other subsystems might be considered for preventive or reactive maintenance.
4 Conclusions
Criticality analysis of CNC lathe is performed to identify the most critical subsystems and their potential failure modes from a maintenance perspective and hence limit the implementation of predictive maintenance to the identified critical subsystems. One of the most widely used criticality analysis techniques FMECA, which is improved with fuzzy logic computation, is utilized for risk prioritization of the CNC lathe machine tool. The failure modes of components and subsystems of CNC lathe are identified, and the risk associated with each component and subsystem is determined. Furthermore, a maintenance priority rank is generated based on the risk factor associated with the components with respect to the failure modes. Industrial field failure data and expert elicitation constitute major input for performing failure and criticality analysis. These data are used to calculate the RPNs following the conventional and fuzzy improved FMECA. A comparison between conventional and fuzzy FMECA is also included in the study.
In summary, the practical contributions of the study on implementing fuzzy FMECA for CNC lathe are as follows:
-
1.
Fuzzy FMECA can assist the maintenance team to precisely choose the critical components and subsystems, which must be considered for predictive maintenance.
-
2.
FMECA relates the potential failure modes to potential effects and root causes. This knowledge can be utilized in the phenomenon of sensors selection and installation for the condition monitoring of critical components.
-
3.
The spindle unit of a CNC lathe is identified as the most critical subsystem with the highest RPN, followed by the turret, chuck, and linear axis.
-
4.
The comparison of the results of conventional and fuzzy FMECA highlights the benefits of fuzzy FMECA over conventional methodology. The fuzzy FMECA results seem to be more reasonable and in agreement with the industrial data and expert elicitation.
-
5.
The study proves that the primary drawbacks of conventional FMECA are eliminated with the implementation of fuzzy logic computational techniques.
References
Shekhar, C.; Jain, M.; Iqbal, J.; Raina, A.A.: Threshold control policy for maintainability of manufacturing system with unreliable workstations. Arab. J. Sci. Eng. 42, 4833–4851 (2017)
Liang, S.Y.; Hecker, R.L.; Landers, R.G.: Machining process monitoring and control: the state-of-the-art. J. Manuf. Sci. Eng. 126, 297–310 (2004)
Saravanan, S.; Yadava, G.S.; Rao, P.V.: Condition monitoring studies on spindle bearing of a lathe. Int. J. Adv. Manuf. Technol. 28, 993–1005 (2006)
Werner, A.; Mehta, P.; Mears, L.: Development of a condition based maintenance program for a cnc machine: part 1—signal acquisition, processing, and network communication. In: Proceedings of ASME 2011 International Manufacturing Science and Engineering Conference, pp. 243–251 (2011). http://dx.doi.org/10.1115/MSEC2011-50132
Shafiee, M.; Labib, A.; Maiti, J.; Starr, A.: Maintenance strategy selection for multi-component systems using a combined analytic network process and cost-risk criticality model. Proc IMechE Part O J. Risk Reliab. 233, 89–104 (2019)
Wan, S.; Li, D.; Gao, J.; Roy, R.; He, F.: A collaborative machine tool maintenance planning system based on content management technologies. Int. J. Adv. Manuf. Technol. 94, 1639–1653 (2018)
Teti, R.; Jemielniak, K.; O’Donnell, G.; Dornfeld, D.: Advanced monitoring of machining operations. CIRP Ann. Manuf. Technol. 59, 717–739 (2010)
Waterbury, A.C.; Wright, P.K.: Vibration energy harvesting to power condition monitoring sensors for industrial and manufacturing equipment. Proc IMechE Part C J. Mech. Eng. Sci. 227, 1187–1202 (2013)
Selcuk, S.: Predictive maintenance, its implementation and latest trends. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 231, 1670–1679 (2017)
Nie, L.; Xu, J.; Tu, Y.: Maintenance scheduling problem with fuzzy random time windows on a single machine. Arab. J. Sci. Eng. 40, 959–974 (2015)
Abdelrahim, E.H.; Vizvári, B.: Simultaneous scheduling of production and preventive maintenance on a single machine. Arab. J. Sci. Eng. 42, 2867–2883 (2017)
Gopalakrishnan, M.; Skoogh, A.: Machine criticality based maintenance prioritization identifying productivity improvement potential. Int. J. Product. Perform. Manag. 67, 654–672 (2018)
Singh, J.; Singh, S.; Singh, A.: Distribution transformer failure modes, effects and criticality analysis (FMECA). Eng. Fail. Anal. 99, 180–191 (2019)
Medjaher, K.; Tobon-Mejia, D.A.; Zerhouni, N.: Remaining useful life estimation of critical components with application to bearings. IEEE Trans. Reliab. 61, 292–302 (2012)
Elbadawi, I.A.Q.; Ashmawy, M.A.; Yusmawiza, W.A.; Chaudhry, I.A.; Ali, N.B.; Ahmad, A.: Application of failure mode effect and criticality analysis (FMECA) to a computer integrated manufacturing (CIM) conveyor belt. Eng. Technol. Appl. Sci. Res. 8(3), 3023–3027 (2018)
Márquez, A.C.; Leõn, P.M.; Rosique, A.S.; Fernández, J.F.G.: Criticality analysis for maintenance purposes: a study for complex in-service engineering assets. Qual. Reliab. Eng. Int. 32, 519–533 (2016)
Keller, A.Z.; Kamath, A.R.R.: Reliability analysis of CNC machine tools. Reliab. Eng. 3, 449–473 (1982)
Rao, R.V.; Gandhi, O.P.: Failure cause analysis of machine tools using digraph and matrix methods. Int. J. Mach. Tools Manuf 42, 521–528 (2002)
Lo, H.; Liou, J.J.H.; Huang, C.; Chuang, Y.: A novel failure mode and effect analysis model for machine tool risk analysis. Reliab. Eng. Syst. Saf. 183, 173–183 (2019)
Gupta, G.; Mishra, R.P.: A Failure mode effect and criticality analysis of conventional milling machine using fuzzy logic: case study of RCM. Qual. Reliab. Eng. Int. 33, 347–356 (2018)
Patil, R.B.; Kothavale, B.S.: Failure modes and effects analysis (FMEA) of computerized numerical control (CNC) turning center. Int. Rev. Mech. Eng. 12, 78–87 (2018)
Wang, H.; Zhang, Y.M.; Yang, Z.; Wang, W.: Investigation on the multifactor reliability allocation method for CNC lathes based on modified criticality and objective information. Proc IMechE Part C J. Mech. Eng. Sci. 232, 1647–1656 (2018)
Du, Y.; Liao, L.; Wang, L.: Failure mode, effects and criticality analysis of remanufactured machine tools in service. Int. J. Precis. Eng. Manuf. 18, 425–434 (2017)
Zhou, Y.; Yunpeng, Z.H.U.; Hongrui, R.E.N.; Yimin, Z.: Comprehensive reliability allocation method for CNC lathes based on cubic transformed functions of failure mode and effects analysis. Chin. J. Mech. Eng. 28, 315–324 (2015)
Kim, B.; Lee, S.; Kim, J.; Song, J.: Reliability assessment approach using failure mode analysis in machining center. Key Eng. Mater. 323, 1535–1538 (2006)
Spreafico, C.; Russo, D.; Rizzi, C.: A state-of-the-art review of FMEA/FMECA including patents. Comput. Sci. Rev. 25, 19–28 (2017)
Wu, Z.; Ming, X.G.; Song, W.; Zhu, B.; Xu, Z.: Nuclear product design knowledge system based on FMEA method in new product development. Arab. J. Sci. Eng. 39, 2191–2203 (2012)
Borgovini, R.; Pemberton, S.; Rossi, M.: Failure Mode. Effects and Criticality Analysis. Reliability Analysis Center, Rome (1993)
United States Department of Defense MIL-STD-1629A: Military Standard Procedures for Performing a Failure Mode, Effects and Criticality Analysis. System Reliability Center (1980)
Renjith, V.R.; Jose, M.; Kumar, P.H.; Madhavan, D.: Fuzzy FMECA (failure mode effect and criticality analysis) of LNG storage facility. J. Loss Prev. Process Ind. 56, 537–547 (2018)
Liu, H.; Liu, L.; Liu, N.: Risk evaluation approaches in failure mode and effects analysis: a literature review. Expert Syst. Appl. 40, 828–838 (2013)
Kumru, M.; Yıldız, P.: Fuzzy FMEA application to improve the purchasing process in a public hospital. Appl. Soft Comput. J. 43, 441–453 (2016)
Chang, K.H.; Cheng, C.H.: A risk assessment methodology using intuitionistic fuzzy set in FMEA. Int. J. Syst. Sci. 41, 1457–1471 (2010)
Dağsuyu, C.; Göçmen, E.; Narlı, M.; Kokangül, A.: Classical and fuzzy FMEA risk analysis in a sterilization unit. Comput. Ind. Eng. 101, 286–294 (2016)
Wang, W.; Liu, X.; Qin, Y.; Fu, Y.: A risk evaluation and prioritization method for FMEA with prospect theory and Choquet integral. Saf. Sci. 110, 152–163 (2018)
Chanamool, N.; Naenna, T.: Fuzzy FMEA application to improve the decision-making process in an emergency department. Appl. Soft Comput. 43, 441–453 (2016)
Wang, L.; Hu, Y.P.; Liu, H.C.; Shi, H.: A linguistic risk prioritization approach for failure mode and effects analysis: a case study of medical product development. Qual. Reliab. Eng. Int. (2019). https://doi.org/10.1002/qre.2472
Wang, Y.; Jia, Y.; Yu, J.; Yi, S.: Field failure database of CNC lathes. Int. J. Qual. Reliab. Eng. Manag. 16, 330–343 (2017)
You, D.; Pham, H.: Reliability analysis of the CNC system based on field failure data in operating environments. Qual. Reliab. Eng. Int. 32, 1955–1963 (2016)
Bowles, J.B.; Peláez, C.E.: Fuzzy logic prioritization of failures in a system failure mode, effects and criticality analysis. Reliab. Eng. Syst. Saf. 50, 203–213 (1995)
Stamatis, D.H.: The ASQ Pocket Guide to Failure Mode and Effect Analysis (FMEA). American Society for Quality (ASQ), Milwaukee (2015)
Zadeh, L.A.: Fuzzy sets. Inf. Control 8, 338–353 (1965). https://doi.org/10.1016/S0019-9958(65)90241-X
Abadi, D.N.M.; Khooban, M.H.; Alfi, A.; Siahi, M.: Design of optimal self-regulation mamdani-type fuzzy inference controller for type I diabetes mellitus. Arab. J. Sci. Eng. 39, 977–986 (2014)
Tay, K.M.; Lim, C.P.: Fuzzy FMEA with a guided rules reduction system for prioritization of failures. Int. J. Qual. Reliab. Manag. 23, 1047–1066 (2006). https://doi.org/10.1108/02656710610688202
Acknowledgements
The authors wish to acknowledge the support received by way of proofreading from Dr. M. Raja Vishwanathan, Assistant Professor, Department of Humanities and Social Science, National Institute of Technology Warangal. The lead author acknowledges financial support from the Ministry of Human Resource Development (MHRD), Government of India and National Institute of Technology Warangal.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Thoppil, N.M., Vasu, V. & Rao, C.S.P. On the Criticality Analysis of Computer Numerical Control Lathe Subsystems for Predictive Maintenance. Arab J Sci Eng 45, 5259–5271 (2020). https://doi.org/10.1007/s13369-020-04397-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-020-04397-7