
Abstract
Criticality analysis is a technique for the assessment of criticality rating for every constitutive part. Failure mode effect and criticality analysis (FMECA) are broadly utilized for characterizing, distinguishing and dispensing with potential failures from system, design, or process for the criticality analysis. The determination of the critical ranking of failure modes for criticality analysis is a vital issue of FMECA. The traditional method of FMECA determines the critical ranking of failure modes using the risk priority numbers, which is the product of evaluation criteria like the occurrence, severity and detection of each failure mode but it may not be realistic in some applications. The practical applications reveal that the criticality analysis using traditional FMECA has been considerably criticized for several reasons. In this paper, first, a detailed FMEA to find out the various failure modes of each component of a conventional lathe machine is performed and thereafter, the Fuzzy FMECA approach is used to perform the criticality analysis. A comparative analysis of fuzzy FMECA with traditional FMECA is also done to find out the most superior approach for the criticality analysis. It was concluded that the fuzzy FMECA approach is the most superior approach for the criticality analysis of a system.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Criticality analysis is a technique for the assessment of criticality rating for every constitutive part. Catic et al. (2011) defined the criticality as a relative proportion of components failure modes effects on which reliable and safe operation of the system implied. Failure Modes and Effects Analysis (FMEA) has been broadly utilized for characterizing, distinguishing and dispensing with potential failures from system, design, or process for the criticality analysis (Stamatis et al. 1995). In 1960, FMEA originated the first time in the aerospace and automotive industry (Bowles and Peldez 1995). Juran (1989) defined FMEA as a methodology, to analyze a proposed design for possible ways in which failure can happen. Sharma et al. (2005) defined it as a bottom-up and structured approach to investigating the effect of potential failure modes. According to Popovic et al. (2010), it can be defined as a procedure to evaluate the system reliability that can be applied to its lifetime. Furthermore, FMEA is an approach to assess the risks and therefore the standards of FMEA are to recognize potential hazards together with the focused system and prioritize the remedial actions (Catic et al. 2011). When the criticality analysis combines with FMEA, Then FMEA becomes FMECA.
FMECA helps to direct the maintenance of the desired failure modes and prevent failure causes. It follows with the selection of optimal maintenance actions using decision logic in the final stage of Reliability Centered Maintenance (RCM). It is a comprehensive tool to assist in structuring maintenance management procedures, by systematically considering each failure mode of a system. According to Bertolini (2006) failure modes analysis provides information about (1) the functional importance of the subsystem, (2) description of all potential failure modes of the system, and (3) criticality analysis which ranks all failure modes in a logical order.
To determine the criticality ranking of failure modes for the selection of maintenance actions is a vital issue in FMECA. The Risk Priority Numbers (RPNs) are used to determine the criticality ranking of failure modes in traditional FMECA. The RPN can be determined by multiplying the evaluation criteria, i.e. Occurrence (O), Severity (S) and Detection (D) of each failure mode but it may not be realistic in each application. It is proved to be one of the most imperative early preventive actions for systems that can prevent sudden failure. However practical applications reveal that the criticality analysis using traditional FMECA have been considerably criticized for a number of reasons (Ben-daya and Raouf 1996; Gilchrist 1996; Chang et al. 2001; Braglia et al. 2003a, b; Bowles 2003; Pillay and Wang 2003; Sankar and Prabhu 2001; Teng and Ho 1996; Xu et al. 2002; Gargama and Chaturvedi 2011). Specifically:
-
The RPN is strongly dependent only on the small variation of three parameters, i.e. S, O and D. The same RPN could result in starting from different values of S, O, and D.
-
The consideration of the relative importance of S, O, and D is not taken into account.
-
Interdependencies between different failure modes and their effects of a system are not taken into account.
-
The precise estimation of these three factors is difficult. The linguistic scale can be used to provide more information in FMEA.
-
To determine RPN, the mathematical formula “RPN = S × O × D” has been debated, as it lacks a completely scientific basis.
Significant efforts have been made in FMEA literature to overcome these drawbacks of the conventional FMECA. As a result, Fuzzy logic is widely used in FMECA literature. Bowles and Peldez (1995) presented two fuzzy-based approaches, first is based on numerical ranking and another is based on linguistic ranking for RPN calculation. They state that fuzzy resolves several problems in conventional method evaluation and has various advantages compared to numerical methods. Chang et al. (1999) used fuzzy linguistic terms to assess O, S, and D, and grey relational analysis to determine the risk priorities of potential causes. Xu et al. (2002) proposed a fuzzy FMEA assessment for a gas turbocharger of a diesel engine. Pillay and Wang (2003) developed a fuzzy rule-based approach to avoid the utilization of a conventional method for calculating RPN. Braglia et al. proposed a fuzzy “Technique for Order of Preference by Similarity to Ideal Solution” (TOPSIS) FMECA, which is a fuzzy version of the technique for order preference by TOPSIS method and states that fuzzy allows to combine severity, detectability, and probability of a failure in a more flexible structure. Braglia et al. 2003a, b proposed a risk function using a fuzzy if–then rule. Wang et al. (2009) proposed a fuzzy weighted geometric mean approach to evaluate the risk in FMECA. Bertolini (2006) presented a fuzzy VIKOR criticality analysis for the FMECA technique and tested utilizing an industrial case study, dealing with an Italian oil refinery. It was concluded that fuzzy logic appears to be a powerful tool for performing a complete criticality analysis because (1) it is possible to consider a potentially larger number of failure criteria, (2) it is possible to give degree of importance to the criteria themselves, (3) it makes the analysis simpler, because of use of precise data in the form of fuzzy numbers, and (4) it is possible to manage the evaluation of tangible (quantitative) and intangible (qualitative) criteria.
Hence, in this paper, to find out the various failure modes of each component of a conventional lathe machine, a detailed FMEA is prepared and thereafter, traditional and fuzzy FMECA are used to perform the criticality analysis. A comparative analysis is also done to find out a better approach of FMECA for the criticality analysis.
2 Traditional FMECA
The traditional FMECA is a tool for evaluating potential failure modes and their causes. It helps in prioritizing the failure modes and recommends remedial measures for the prevention of catastrophic failures and the improvement of the quality of the product. There are two phases in FMECA. In the first phase, it deals with the identification of the potential failure modes and their effects, and in the second phase, it deals with performing criticality analysis to identify the criticality level of each failure mode by ranking the RPN (Sharma et al. 2006). The traditional FMECA is described in the following eight steps.
-
Identify the system and divide it into subsystems to focus the search for components.
-
Identify all potential failure modes, their causes and the effects of failure modes of the entire system.
-
Assess each failure mode in terms of S, O, and D.
-
Determine the RPN using “RPN = S × O × D”.
-
Determine the critical ranking of each failure mode.
-
Determine whether remedial action is required or not.
-
Develop recommendations to improve system performance.
-
Prepare a FMECA report by summarizing the analysis in tabular form.
3 FMEA of conventional lathe machine
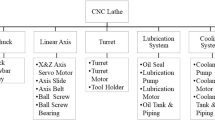
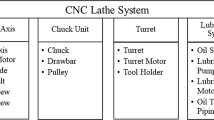
In this section, to perform the FMECA, a lathe machine is considered with three major subsystems i.e. (1) feed mechanism (including the feed motor, feed rod, lead screw etc.), (2) carriage (including the tool post, cross slide, saddle etc.), and (3) headstock assembly (including the gearbox, bearings, belt drive, motor, chuck etc.). Based on the working structure of conventional lathe machine, the six highly critical components in terms of Functionally Significant Items (FSI) i.e. (1) electrical motor, (2) oil seals, (3) gearbox, (4) bearing, (5) lead screw, and (6) belt drive are identified. FSI can be defined as a component that has a significant impact on its function on the system. The six functionally significant items and FMEA chart of lathe machine components are presented in Fig. 1 and Table 1 respectively.

FSI of lathe machine
4 Criticality analysis of conventional lathe machine using traditional FMECA
Each failure mode is sequentially numbered as a failure mode pointer for the evaluation of the risk priority of each component. The influence of three parameters: S, O, and D are considered to evaluate the criticality or risk priority of a component. The severity reflects the gravity of the failure consequences. Occurrence defined as an index of the frequency of component failure. Detection has defined an index to detect a failure assuming that it has occurred. These parameters are measured on a scale of 1 to 10, as the number 1 presents the weak importance of failure while number 10 presents the strong importance of failure. The classification criteria for each one of these parameters for failure mode evaluation are presented in Table 2. From these parameters, RPN is determined by multiplying S, O, and D. After that, the criticality ranking has been decided based on the value of RPN of various failure modes of each component. The highest value of RPN assigned the criticality ranking 1. The RPN’s of failure modes of each component are shown in Table 3. It has been observed that failure mode numbers 6.3 and 3.1 are the highest and lowest criticality ranking respectively. Also, criticality ranking for failure mode numbers (1.2, 4.2, and 4.3), (3.2, and 6.1), and (3.3, and 4.1) is the same because of RPN value is equal as 18, 8 and 6 respectively.
5 Criticality analysis of conventional lathe machine using fuzzy FMECA
A fuzzy approach of FMECA is used to evaluate the effect of functional failure and criticality analysis for each component of the lathe machine. The detailed explanation of this approach is presented in the following sections.
5.1 Fuzzy membership function of S, O, and D
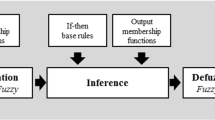
Each failure mode is sequentially numbered as a failure mode pointer for the evaluation of the risk priority of each component. The influence of the parameters S, O and D are considered to evaluate the criticality or risk priority of a component. These parameters are measured on a five-point linguistic scale V = {R = remote, L = low, M = moderate, H = high, VH = very high} and the evaluation criteria of each one of these parameters is presented in Table 4. To measure the average of linguistic scale values (V), the trapezoidal fuzzy number is adopted from (Yang et al. 2010) to define the membership of these factors and presented in Fig. 2. A team of four experts from maintenance areas was constituted to decide the rating of S, O, and D for each failure mode. The following equations are used to determine the deduced values of the given rating of Si, Oi, Di for each failure mode.
where i = 1, …., n; j = 1, ….., m; Sij = Fuzzy scores of the ith failure mode; j = jth expert; m = Total number of expert.

Membership function plot of S, O, and D (Yang et al. 2010)
The rating is given by experts for each failure mode and the deduced values determined by Eq. (1) to (3) of the membership function of these factors.
5.2 Determination of fuzzy RPN values
The risk space diagram is adopted according to risk assessment on aviation safety management given by (Yang et al. 2010) for calculating the α-cut fuzzy value of Si, Oi, and Di and presented in Fig. 3. The right-hand and left-hand values of Si, Oi, and Di are calculated by α- level using Zadehl’s extension principle and are expressed by the following equations.
where \(\left[ {S_{iL}^{\alpha } \;\;{\text{and}}\;\;S_{iR}^{\alpha } } \right]\) represents the left-hand and right-hand value of S interval of ith failure mode by α-level. \([O_{iL}^{\alpha }\), \(O_{iR}^{\alpha } ]\) and \([D_{iL}^{\alpha }\), \(D_{iR}^{\alpha } ]\) represents O and D interval respectively. Subsequently left-hand and right-hand values of fuzzy RPN for each failure mode are calculated using weighted Euclidean distance formula using Eqs. 10 and 11.
where \(W_{x}\) represents the weights of the risk factor \((x = S,O,D)\) which is adopted as [0.5396, 0.2970, 0.1634] respectively from (Carmignani 2009). In the above equation \(x_{i\hbox{min} }\) represents the minimum value of \(x_{i}\) equals to zero according to Fig. 2. After that, the centroid method is used to calculate the defuzzified RPN value. Then the criticality ranking of each failure mode is decided based on the defuzzified RPN value. The values of defuzzified RPN and criticality ranking of each failure mode using Eqs. (4) to (11) are presented in Table 5. It has been observed that the defuzzified RPN is different for each failure mode and none of the failure modes have the same criticality ranking.

Risk space diagram of the ith failure mode (Yang et al. 2010)
6 Comparative analysis of traditional and fuzzy FMECA
In this section, the criticality ranking for each failure mode is compared using traditional FMECA and fuzzy FMECA approach. The comparative analysis of the criticality ranking of each failure mode is presented in Table 6. It has been observed that none of the failure modes have the same criticality ranking using fuzzy FMECA. Fuzzy FMECA considers the linguistic value and different weights of S, O, and D, which can be logically accepted and fuzzy RPN values are also different for each failure mode. Hence, Fuzzy FMECA can be considered as a better approach for criticality analysis of a system for the implementation of RCM.
7 Conclusion
FMEA is conducted to find out the failure modes of each component of a conventional lathe machine and the criticality analysis of failure modes using traditional FMECA and fuzzy FMECA approach. A comparative analysis of all the above approaches was done to find out a better approach of FMECA for criticality analysis of different failure modes of a system.
Criticality analysis using traditional FMECA reveals that failure mode numbers (3.2 and 6.1), (3.3 and 4.1), and (1.2, 4.2 and 4.3) are having the same criticality ranking 8, 9 and 5 respectively. All these failure modes having the same RPN 8, 6 and 18, even the S, O and D values are different for these failure modes. All these failure modes will not have the same impact on the failure of the lathe machine; therefore, defining the same criticality ranking for different failure modes is not logical. Also, as per the results, fatigue in the belt is the most critical and wear in the gearbox is the less critical failure mode.
Criticality analysis using fuzzy presents that each failure mode is having different criticality ranking based on defuzzified RPN values determined by fuzzy mathematics. Also, S, O, and D gave different weights for calculating the defuzzified RPN values using the centroid method for various α-cut fuzzy values. According to the results, breakage in the gearbox is the most critical and anomalies in power supply for the electric motor are less critical, which are the most appropriate results compared to the other two approaches.
Hence, it has been observed that fuzzy FMECA can be used to overcome the issues of conventional FMECA. Fuzzy FMECA considers the linguistic value and different weights of S, O, and D, which can be logically accepted. This approach provides more realistic results and flexible reflection in a real situation as FMEA is described in terms of the fuzzy variable. Also, the interdependencies among the various failure modes can be explored easily using fuzzy. Finally, it is concluded that the fuzzy approach can be considered as a better approach of FMECA for criticality analysis of different failure modes of a system.
References
Ben-daya M, Raouf A (1996) A revised failure mode and effects analysis model. Int J Quality Reliab Manag 13:43–47
Bertolini M (2006) Fuzzy VIKOR criticality analysis approach for FMECA technique. Saf Reliab Manag Risk 1:101–108
Bowles JB (2003) An assessment of RPN prioritization in a failure modes effects and criticality analysis. In: Annual reliability and maintainability symposium, pp 380–386
Bowles JB, Peldez CE (1995) Fuzzy logic prioritization of failures in a system failure mode, effects and criticality analysis. Reliab Eng Syst Saf 50:203–213
Braglia M, Frosolini M, Montanari R (2003a) Fuzzy TOPSIS approach for failure mode, effects and criticality analysis. Quality Reliab Eng Int 19:425–443
Braglia M, Frosolini M, Montanari R (2003b) Fuzzy criticality assessment model for failure modes and effects analysis. Int J Quality Reliab Manag 20:503–524
Carmignani G (2009) An integrated structural framework to cost-based FMECA: the priority-cost FMECA. Reliab Eng Syst Saf 94:861–871
Catic D, Jeremic B, Djordjevic Z, Miloradovic N (2011) Criticality analysis of the elements of the light commercial vehicle steering tie-rod joint. J Mech Eng 57:495–502
Chang CL, Wei CC, Lee YH (1999) Failure mode and effects analysis using fuzzy method and grey theory. Kybernetes 28:1072–1080
Chang CL, Liu PH, Wei CC (2001) Failure mode and effects analysis using grey theory. Integr Manuf Syst 12:211–216
Gargama H, Chaturvedi SK (2011) Criticality assessment models for failure mode effects and criticality analysis using fuzzy logic. IEEE Trans Reliab 60:102–110
Gilchrist W (1996) Modelling failure modes and effects analysis. Int J Quality Reliab Manag 10:43–47
Juran JM (1989) Quality control handbook. McGraw-Hill, New York
Pillay A, Wang J (2003) Modified failure mode and effects analysis using approximate reasoning. Reliab Eng Syst Saf 79:69–85
Popovic V, Vasic B, Petrovic M (2010) The possibility for FMEA method improvement and its implementation into bus life cycle. J Mech Eng 56:179–185
Sankar NR, Prabhu BS (2001) Modified approach for prioritization of failures in a system failure mode and effects analysis. Int J Quality Reliab Manag 18:324–335
Sharma RK, Kumar D, Kumar P (2005) Systematic failure mode effect analysis (FMEA) using fuzzy linguistic modelling. Int J Quality Reliab Manag 22:986–1004
Sharma KR, Kumar D, Kumar P (2006) Systematic failure mode effect analysis (FMEA) using fuzzy linguistic modelling. Int J Quality Reliab Manag 22:986–1004
Stamatis DH (1995) Failure mode and effect analysis: FMEA. In: Theory to execution. ASQC Quality Press, Milwaukee, WI
Teng SH, Ho SY (1996) Failure mode and effects analysis: an integrated approach for product design and process control. Int J Quality Reliab Manag 13:8–26
Wang Y, Chin K, Poon G, Ka K, Yang J (2009) Risk evaluation in failure mode and effects analysis using fuzzy weighted geometric mean. Expert Syst Appl 36:1195–1207
Xu K, Tang L, Xie M, Ho S, Zhu M (2002) Fuzzy assessment of FMEA for engine systems. Reliab Eng Syst Saf 75:17–29
Yang ZY, Xu BX, Chen F, Hao Q, Zhu X, Jia Y (2010) A new failure mode and effects analysis model of CNC machine tool using fuzzy theory. In: IEEE international conference on information and automation June 20–23, Harbin, China, pp 582–587
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gupta, G., Mishra, R.P. Comparative analysis of traditional and fuzzy FMECA approach for criticality analysis of conventional lathe machine. Int J Syst Assur Eng Manag 11 (Suppl 2), 379–386 (2020). https://doi.org/10.1007/s13198-019-00938-y
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13198-019-00938-y