
Abstract
An industry compatible chemo-refining approach was tested for preparation of micro-nanofibrillated cellulose (MNFC) from bleached softwood pulp using sodium meta-periodate and sodium chlorite as oxidizers followed by refining in Valley beater. SEM and FTIR analyses confirmed micro-nano scale fibrillation and chemical functional group modification in laboratory prepared MNFC, respectively. The water retention value, carboxyl content and viscosity of MNFC were found comparable with imported NFC as reference (R-NFC). To evaluate MNFC as strength enhancer for paper properties, 5% MNFC addition to bleached mixed hardwood pulp showed 6% reduction in bulk with 36%, 24% and 97% increment in breaking length, burst index and double fold of the handsheets, respectively without affecting tear index and optical properties than the control. Surface properties were also improved. Pulp drainability (37°SR) after MNFC addition was found suitable for papermaking. These laboratory results confirmed the potential of MNFC as a suitable strength additive for paper quality improvement.
Graphic abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Paper is an essential product for human life. Cellulose, the most abundant organic material, is the base material for the production of paper. In recent years, researchers have focused their mind to search the new lignocellulosic raw materials (available in abundant amounts) and to reduce the dependency on softwood (provides strength due to long fibres) to overcome the shortage problem of raw materials. Softwood fibres are generally mixed with hardwood, agro-residues and waste papers having comparatively short fibres to provide the desired strength properties as per the requirement of papermakers (Tripathi et al. 2017; Chauhan et al. 2013; Hassan et al. 2011; Eriksen et al. 2008). Besides this, various chemicals (such as starch, acrylamide) and fibre fractions (micro/nano cellulosic fibres) have been studied and explored for various applications (Boufi et al. 2016).
According to TAPPI standard terms and their definition for cellulose nanomaterial (WI 3021) microfibrillated cellulose (MFC) is defined as the cellulose fibrils having width ~ 10–100 nm and length of 0.5–10 µm, usually produced by mechanical treatment of highly purified wood pulp or non-wood plant pulp, often preceded by pretreatment method. Term MFC is synonymous with the term cellulose microfibrils (CMF). Whereas, nanofibrillated cellulose (NFC) is the cellulosic material having fibril dimensions between 5–30 nm and aspect ratio usually > 50. NFC is either formed by bacteria or made by mechanical treatment possibly preceded by pretreatment of plant materials. The term NFC is synonymous with the term cellulose nanofibrils (CNF). The morphology of NFC highly depends on cellulosic fibre source and preparation methods (Yousefhashemi et al. 2019; Besbes et al. 2011). NFC is an attractive strength additive for the paper due to high specific strength, high cohesive energy density and high specific surface area suitable for increasing the bonding between pulp fibres (Khalil et al. 2012; Lavoine et al. 2012; Yousefi et al. 2013; Aulin et al. 2010). The application of NFC in papermaking has been reported to improve strength properties (tensile, burst and tear), density, barrier properties/air resistance, filler retention and flocculation of cationic starch and calcium carbonate (He et al. 2016; Brodin et al. 2014; Aulin et al. 2010; Taipale et al. 2010; Eriksen et al. 2008). The main drawback of using NFC in papermaking at the industrial level is low drainage of water and high cost of NFC (Osong et al. 2016; Taipale et al. 2010).
Conventionally, NFC is prepared from lignocellulosic raw materials using the steps of material splintering, purification (generally using pulping and bleaching followed during papermaking), chemical and/or mechanical pretreatment, final mechanical treatment and NFC fractionation. Pulping is the process, which converts the wood chips/agro-residues into fibrous form (i.e., pulp) by different methods such as mechanical and chemical action. Generally, mechanical pulping of wood (softwood or hardwood) is done using a large amount of electrical energy. Fibre present in the wood is mechanically separated by the forceful entry of debarked logs between huge rotating discs of steel having teeth along with the passage of hot water. During chemical pulping, wood chips are cooked under high pressure and high temperature at extreme pH using chemicals to separate the cellulose fibers, for removal or solubilization of the most of lignin and partial hemicellulose present in the wood. The undesirable residual lignin provides brown colour, which causes a reduction in final brightness. Depending on the raw material, pulping process, and required final target brightness, different bleaching sequences may be applied using various types of bleaching agents such as chlorine (Cl2), chlorine dioxide (ClO2), hydrogen peroxide (H2O2), caustic, oxygen, ozone, hypochlorite, and sodium bi-sulfite alone or in combination (Biermann 1996). Due to recalcitrant nature (hard towards fibril separation) of lignocellulosic materials, after the purification step, usually, chemical pretreatment is carried out to introduce negative groups on fibre surface that are thought to facilitate the fibre to fibre repulsion and detachment during the mechanical treatment (Yuan et al. 2019). This practice reduces the energy demand during the final mechanical treatment of starting material for its conversion into nano level fibres (Spence et al. 2011). For this purpose, various chemical pretreatments such as carboxylation, sulfonation and carboxymethylation, etc. were used. Enzymatic applications were also found effective for pretreatment purpose (Onyianta et al. 2018; Martelli-Tosi et al. 2016). The common mechanical treatments for the conversion of purified and pretreated raw material into NFC are micro-fluidization (Kalia et al. 2014), high-pressure homogenization (Frone et al. 2011), ultra-grinding (Lahtinen et al. 2014), disc-refining (Bilodeau et al. 2012), ultra-sonication (Mishra et al. 2011) and cryo-crushing (Wang et al. 2007).
Carboxylation has been one of the most preferred chemical pretreatment methods for NFC preparation. It refers to the introduction of negatively charged carboxyl groups on the cellulose fibre surface. The negatively charged groups are supposed to have a positive effect on fibre to fibre detachment during physical treatment. There are two main chemical compounds, which are being used for carboxylation, one is 2,2,6,6-tetramethylpiperidine-N-oxyl (TEMPO) and the second one is sodium periodate (NaIO4). Both the chemicals oxidize alcoholic groups of cellulose into an aldehyde. These aldehyde groups are further converted into carboxylic groups by the associate chemicals (NaBr/NaClO for TEMPO and NaClO2 for NaIO4) (Puangsin et al. 2017; Yang et al. 2015). Oxidation with NaIO4 is a selective stereo-specific reaction that produces two aldehyde groups after breaking the C2–C3 bond of cellulose’s glucopyranose unit. Additionally, scission of cellulose chain and removal of β alkoxy also happened during the oxidation reaction that is reflected by a reduction in viscosity (Errokh et al. 2018). The chemical schemes of carboxylation are given below and for other pretreatment reactions, readers may refer to reviews of Kumar et al. (2020) and Nechyporchuk et al. (2016).

Among various mechanical treatments, refining (beating) is the simplistic and industrial oriented process for NFC preparation. Refining is used by the paper industry for the fibrillation of pulp fibres during the papermaking process. There are three main types of refiners, which were being used for NFC preparation—disk refiner, PFI mill and Valley beater. Usually, these were used by researchers only for pre-mechanical treatment and main mechanical treatment for NFC preparation was provided by microfluidizers, high-pressure homogenizers and ultrafine grinders. The use of refining as a main/final mechanical treatment was reported by very few studies (Santucci et al. 2016; Karande et al. 2011). The shear and frictional forces generated during refining make fibres more flexible, soft, swollen, collapsed and fibrillated (Boufi et al. 2016).
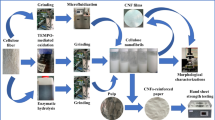
The present work was aimed to prepare micro-nanofibrillated cellulose (MNFC) from bleached softwood pulp using lower chemical doses for pretreatment and to investigate the efficiency and compatibility of Valley beater as final mechanical action device. MNFC prepared in this study was a mixture of highly entangled cellulose fibrils having nano and micro level fibrillation, especially compatible for papermaking as a strength enhancer. The present method differs from other MNFC preparation methods in respect of using optimized low doses of pretreatment chemicals, taking a high amount of starting pulp and use of Valley beater as the main mechanical action device. The prepared MNFC was characterized for morphology, fibre fractions, water retention value, carboxyl content and viscosity. Further, it was evaluated as strength additive in papermaking and the results were compared with imported NFC (R-NFC).
Experimental
Materials
Bleached softwood pulp was obtained from a nearby paper mill and was used as starting raw material for MNFC preparation. For paper handsheets preparation, bleached mix hardwood pulp was also obtained from the same paper mill. Potassium hydroxide (KOH), sulphuric acid (H2SO4), sodium hydroxide (NaOH), sodium meta per-iodate (NaIO4) and sodium chlorite (NaClO2) were purchased from Fisher Scientific. All the chemicals used in the process were of analytical grade. For reference purpose, NFC (R-NFC) was purchased from the University of Maine, USA.
Methods
Micro-nanofibrillated cellulose (MNFC) preparation
360 g oven-dry (OD) weight basis of bleached softwood pulp (9°SR—Schopper Riegler number) was alternatively treated with pretreatment chemicals (e.g., KOH, NaIO4 and NaClO2) and mechanical actions (beating or refining) for MNFC preparation. All the chemicals were taken as an equivalent basis to kg/t or g/t of OD pulp. Firstly, the pulp was treated with KOH (60 kg/t) at 10% consistency (cy) for 3 h at 80 °C. KOH was removed from the pulp by washing with tap water. Next, the pulp was refined in a Valley beater (Universal Engineering Corporation, India) at ~ 1.56% cy for 1 h. The free water from the refined pulp was removed by filtration. Then, the pulp was treated with NaIO4 (60 kg/t) at 50 °C for 5 h and after treatment, this pulp was washed till the neutral pH was attained. Further, the pH of pulp was adjusted to about 5.0 with the help of 1 N H2SO4, and NaClO2 (50 kg/t) treatment was conducted at 4% cy for 24 h at ambient temperature. After treatment, chlorite was removed by washing till the neutral pH of pulp slurry and again the pulp was refined for 1 h using Valley beater. In the end, the free water from the pulp slurry was removed using 300 mesh screens. During all the filtration steps, the first filtrate was recycled to avoid the loss of fines. To see the effect of the addition of only refined pulp (without periodate and chlorite pretreatment) on strength properties of paper handsheets, BSWP was refined using Valley beater under same conditions given to the chemical treated pulp and it was designated as refined only pulp (ROP). The MNFC and ROP slurries were stored at 4 °C in a sealed container to avoid contamination until further application. The specific beating energy consumed during mechanical treatment for MNFC preparation was calculated according to Eq. (1) (Atic et al. 2005).
where, SBEn = specific beating energy in the process step, (Wh/kg); EPA = effective power applied [TMP-NPL], (W); n = sample removal step; BTn = beating time in step, (h); FMn = oven dry fibres mass processed in the process step, (kg); TMP = total motor power; NLP = no load power.
Characterization of MNFC
Yield
The measurement criterion for MNFC yield was based on its papermaking application. MNFC yield was measured using the gravimetric method (Eq. 2). The criterion to measure the MNFC yield based on only nano level dimension fibres is not considered as it is not industrially feasible and for paper sheet making, the nano-level fibrillation on the surface of pulp fibres may fulfil the bonding requirements.
where, W2 = final weight (OD) of the pulp (g); W1 = initial weight (OD) of pulp (g).
OD weights of the pulps were calculated by determining the moisture content in the test samples as per TAPPI test method T 412 (TAPPI Test Methods 2011).
Fibre morphology
Morphology of MNFC fibres was studied using a scanning electron microscope (JEOL JSM-6510 LV). For the preparation of the test specimen sample slurry of 0.05% cy was used. After gold coating, specimens were observed and recorded at 5000× and 30000× using 15 kV accelerating voltage.
Fibre classification
Bauer Mc-Nett classifier was used to classify the weight percentage of various fibre fractions (including fines) present in BSWP, MNFC and R-NFC. The procedure was followed according to the TAPPI test method T 233 cm-06. Control pulp and R-NFC were also fractionated using the same method. The weight percentage of fibre fractions (+ 28, + 48, + 100, and + 200) and fines in a sample were calculated using Eqs. (3) and (4):
where WF = OD weight of each fibre fraction pad (g); WS = OD weight of test sample (g)
where WA = OD weight percentage of all fractions (g).
Water retention value (WRV)
The water retention value of BSWP, MNFC and R-NFC was determined according to standard method SCAN-C 62:00. In a G grade silica crucible, 1.3665 g (OD basis) NFC was taken for preparation of 1700 g per square meter (g/m2) pad and samples were vacuum-filtered to remove the maximum amount of water followed by centrifugation at 3000 rpm for 30 min to take away the remaining amount of water. After centrifugation, the weight of samples (X1) was measured and samples were dried in an oven at 105 ± 2 °C for 12 h and weighed again (X2). The WRV was calculated using the following equation (Eq. 5):
where, X1 = weight of centrifuged sample (g), X2 = weight of OD sample (g).
Carboxyl content
The carboxyl content of the test samples was determined using the TAPPI test method T237 cm-98. 2.5 g (OD basis) of the test samples (BSWP, MNFC and R-NFC) were taken and crumbled in distilled water using magnetic stirrer followed by filtration. The sample was mixed with 250 ml of 0.1 N HCl and filtered after 2 h through a filtering funnel. During filtration, it was washed with CO2 saturated distilled water until the pH 6.8. Next, 50 ml of sodium bicarbonate-sodium chloride solution was added to the sample for 1 h and using methyl red as an indicator, 25 ml of the filtrate was titrated with 0.01 N HCl. The sample was boiled for 1 min after the first change in color to expel the CO2 and process was continued till the pink endpoint. The carboxyl content (in milliequivalents per 100 g sample—meq/100 g) was calculated using the following equation (Eq. 6):
where A = volume of 0.01 N HCl in ml consumed in titration of 25 ml of sample filtrate; B = volume of 0.01 N HCl in ml consumed in titration of 25 ml of sodium bicarbonate-sodium chloride solution; C = weight of water in sample pad (1 ml = 1 g); N = normality of HCl used in titration; W = weight of OD test sample (g); 50 = volume of sodium bicarbonate-sodium chloride solution added to the test specimen (ml); 200 = (2 × 100), 2 is a factor to account for 25 ml aliquot taken for titration, and 100 is to express the result on 100 g of sample.
Viscosity
The viscosity of BSWP, MNFC and R-NFC samples was measured according to the TAPPI test method T 230 om-99. This method describes the techniques for dissolving pulp sample and viscosity measurement of the pulp solution. The pulp solution viscosity indicates the average degree of polymerization of the cellulose. The viscosity of cellulose solution (0.5%) was determined using 0.5 M cupriethylenediamine (CED) solvent in capillary viscometer. The test sample (equivalent to 0.1250 ± 0.0005 g oven-dry pulp) was taken in duplicate and after hand tearing the sample, 25 ml CED solution was added. The mixture was stirred until it was dissolved completely. Further, the lower bulb of viscometer was filled with CED solution and viscometer was placed vertically at 25.0 ± 0.1 °C in a water bath. With the help of suction bulb, the solution was drawn up into measuring leg of viscometer and then the solution was allowed to drain down. The efflux time was determined (± 2.0%) by drawing the liquid above the upper mark and time required for the meniscus to pass between two marks was measured. The viscosity was calculated by the following equation (Eq. 7):
where, V = viscosity of CED solution at 25.0 ± 0.1 °C (mPa s or centipoise—cP), C = viscometer constant; T = average efflux time (s); D = density of the NFC solution (g/cm3).
Fourier-transform infrared spectroscopy (FTIR)
To observe the changes in chemical structure (functional groups) of treated pulp, FTIR spectroscopy was carried out using a Perkin Elmer FT-IR (Frontier-104287) fitted with an ATR reflection accessory.
Preparation of paper handsheets
The effect of MNFC and R-NFC addition on paper quality was examined by preparation of paper handsheets using British handsheet former machine according to the TAPPI test method T 205 sp-02. The components were mixed using a laboratory disintegrator (Universal Engineering Corporation, India) and were taken in equivalent basis to kg/t or g/t of OD fibre. Firstly, ROP or MNFC or R-NFC was mixed (50 kg/t) into BMHWP followed by the addition of other components like 200 g/t alcofix (polydiallyl dimethyl ammonium chloride-cationic polyDADMAC), 3.0 kg/t (i.e., 20 kg/t as such basis having ~ 15% solid) alkyl ketene dimer (AKD) and 200 g/t retention aid (Percol 47) one by one. In one set, only BMHWP was used instead of mixing either of ROP or MNFC or R-NFC and it was considered as the control set. The target grammage for paper handsheets was 70 g/m2.
Measurement of strength and optical properties of paper handsheets
Various strength properties of prepared paper handsheets were examined after the conditioning at 65 ± 5% humidity and 27 ± 1 °C temperature for 24 h. The thickness, burst index, breaking length, tear index and folding endurance were measured using Lorentzen & Wettre (L&W) Micro Meter Tester version C, Burst Strength Tester—SE 101, Tensile Strength Tester—SE 108, Tear Tester—SE 009 and MIT Folding Endurance Testing Machine (Tinius Olsen Testing Machine Co. USA), respectively according to standard methods IS 1060 Part I—1966, IS 1060 Part I—1966, IS 1060 Part I—1966, IS 1060 Part I—1966 and ISO 5626-1993, respectively. Optical properties like brightness (IS 1060 Part II-1960), yellowness (IS 1060 Part II—1960), whiteness (IS 1060 Part II—1960) and opacity (IS 1060 Part I—1966) were measured using L&W Brightness Tester—070E (with Elrepho software). The surface properties like porosity (using L&W Air Permeance Tester—SE 166), smoothness (using L&W Bendtsen Tester—SE 164), average contact angle and surface energy (using Drop Shape Analyzer DSA 10Mk2-, Kruss GmbH, Germany), Cobb60 and wax pick of handsheets were measured according to IS 4006 (Part I)-1985, IS 9894-1981, TAPPI T458 cm-04, IS 1060 (Part I) and IS 1060 (Part III), respectively.
Results and discussion
MNFC preparation
In the current study, KOH was used to swell and remove remaining impurities (mainly hemicellulose) from the pulp fibres before first refining (Rajinipriya et al. 2018; Chen et al. 2011). Refining was conducted using Valley beater and it was used as a main mechanical treatment device for nanofibrillation of fibres. The objective behind the selection of this machine was to test its efficacy and avoid the application of costly machines like microfluidizer, high-pressure homogenizer and ultra grinder etc. for NFC preparation. Refining is the conventional practice of a paper mill and its application in NFC preparation leads towards production scale-up of the NFC. The purpose of first refining of swelled pulp fibres was to open the complex fibre structure for subsequent oxidative chemical treatments of sodium meta-periodate and sodium chlorite. The refining is also reported to help expose of hydroxyl groups of the pulp fibres (Meng et al. 2016). The main objective of this chemical pretreatment was to convert hydroxyl groups of fibres into carboxylic groups. Sodium periodate converts hydroxyl groups into aldehyde groups and further aldehyde groups are converted into carboxylic groups by sodium chlorite. It is believed that the introduction of carboxylic groups on cellulose fibres facilitates fibre to fibre separation during mechanical treatments (Liimatainen et al. 2012).
The doses of chemicals (KOH, NaIO4, NaClO2) and beating or refining time were selected based on fibrillation on pulp fibres, which were sufficient to manage the compatible drainage rate during papermaking and strength improvement in paper handsheets (the optimization data is not presented here). Unlike most of the earlier studies (Hietala et al. 2016; Kekalainen et al. 2014; Tejado et al. 2012), a higher amount of starting material (360 g, BSWP) and lower doses of chemicals were used to estimate the possibility of scaling up this process in the future. Hietala et al. processed 6 g neutral sulphite semi-chemical birch pulp using 82% (w/w) NaIO4 at 55ºC for 3 h and 100% (w/w) NaClO2 at 28 °C for 48 h followed by 5 passes in microfluidizer/homogenizer (Hietala et al. 2016). Tejado et al. treated 3 g bleached softwood kraft pulp at room temperature using 66% (w/w) NaIO4, 390% (w/w) NaCl, 78% (w/w) NaClO2 and 78% (w/w) H2O2 (for 20 h) followed by blending and homogenization processes (Tejado et al. 2012). Kekalainen et al. treated 18 g hardwood kraft pulp using 82% (w/w) NaIO4 at 55 °C for 3 h and 133% (w/w) NaClO2 at 28 °C for 48 h followed by 1 h homogenization (Kekalainen et al. 2014). After the process, 93% yield of MNFC (334 g) was obtained. The specific beating/refining energy consumed during the refining process in Valley beater was 460 kWh/t and total energy consumption was 3456 kWh/t. This energy was lower than the total energy consumption reported in previous studies (6000–30,000 kWh/t) using various mechanical action devices (Osong et al. 2016; Spence et al. 2011).
Characterization of MNFC
Morphology
The presence of nano-scale fibrillation in the test sample was studied using scanning electron microscopy. The intertwined fibrils with micro-nano range diameters confirmed the preparation of MNFC in the laboratory test samples. The estimated diameters of prepared MNFC fibrils using Image J software were found within 100 nm range (10–95 nm) with fibre backbone of around 0.20–0.25 µm of diameter. These morphological results proved the usefulness of the given chemical and mechanical treatment.
The detailed study on nanocellulose morphology was conducted by Wang et al. (2012). Curled and twisted nanofibrils of different scales entangled and cross over the backbone fibres depicted in Fig. 1 are classified as “net” type of morphology by these authors. In present study, the prepared MNFC also contains highly entangled fibrils without clear separated ends and such type of findings were also reported by Afra et al. (2013) and Hassan et al. (2012). For the visual examination of fibre dispersion/settling for 24 h, samples of BSWP, MNFC and R-NFC were kept in glass bottles (Fig. 2). The pulp slurry in BSWP bottle was separated into a clear supernatant and a fibre fraction in just 20 min. The slurry of MNFC was slightly settled after 2 h in the MNFC suspension where settling was observed to higher fibre fraction height than the fibre fraction height of the settled BSWP while no settling (the highest height of settled fibre fraction i.e. no appearance of water as clear supernatant) was observed in the R-NFC slurry after 2 h and slight settling was observed after 24 h while the height of settled fibre fraction in the BSWP bottle was further decreased due to more settling. The fibre fraction height of settled MNFC was also further decreased but it was still significantly higher than the BSWP and lower than the R-NFC. The settling experiment shows the dispersion tendency of fibres in aqueous suspension. The cellulose fibrils having higher numbers of negatively charged groups (carboxyl groups) on the surface have a stable dispersion state due to electrostatic stabilization created by electrostatic repulsion between negatively charged fibril surfaces. The stable dispersion of micro and nanofibrils in papermaking slurry is helpful for enhanced bonding between pulp fibres (Besbes et al. 2011; Taipale et al. 2010).

Scanning electron micrographs of MNFC at 5000× and 30,000× magnification

Fibre settling of BSWP, MNFC and R-NFC (left to right)
Water retention value (WRV)
The water retention value was found to be increased from 1.20 ± 0.11 g/g (BSWP) to 3.17 ± 0.34 g/g (ROP), 5.21 ± 0.23 g/g (MNFC) and 6.62 ± 0.31 g/g (R-NFC) (Table 1). Such a type trend in WRV increment from original pulp to micro and nanofibrillated cellulose (333% in the present case) was also reported by Spence et al. (2010) (450%). Gu et al. (2018) and Kerekes (2005) were also reported the significant increment in WRV of micro and nanofibrillated cellulose. WRV is the main method for estimation of the water holding or retaining capacity of pulp fibres or fibrils (micro-nano). The total amount of water retained in thin layers of external surfaces and pores of fibres or fibrils after centrifugation is the water retention value of samples (Luo et al. 2011). WRV also shows fibre pores’ volume, indirectly (Jaturapiree et al. 2008). It is an important indicator for dewaterability of fibres on paper machine and development of fibre sheet strength after the consolidation of fibres. The chemical and mechanical treatments like pulping, bleaching, pretreatments (chemical or enzymatic) in case of NFCs, and refining highly influence the WRV of fibres (Mayr et al. 2017). The WRV is also related to fibre swelling and increased fibre swelling is reported after the beating or refining due to delamination or inter-fibrillation caused by mechanical treatment (Gu et al. 2018). Moreover, external fibrillation of fibres also found to be responsible for WRV increment and this might be one of the important factors for increased WRV of NFCs as there are more inter fibrils spaces and specific surface area present with NFCs (Kerekes 2005). The positive effect of higher carboxyl content of fibres on swelling or WRV was explained by Mayr et al. (2017). In the present study, the increased WRV of MNFC showed the effectiveness of chemical and refining treatments for the conversion of BSWP into MNFC.
Carboxyl content
The carboxyl content of MNFC (2.32 ± 0.12 meq/100 g) was found higher than the BSWP (0.84 ± 0.03 meq/100 g) and ROP (1.12 ± 0.08 meq/100 g) (Table 1). This increment in carboxyl content showed the effect of chemical pretreatments given to the BSWP in the making of MNFC as this approach was focused on the introduction of carboxyl groups on BSWP fibres. These results are in good agreement with previous studies (Chen et al. 2017; Tejado et al. 2012; Hietala et al. 2016). It is a known fact that carboxyl content of NFC/MNFC affects their dispersion proclivity in water and NFC/MNFC with higher carboxyl content shows stable dispersion (less agglomeration) in the aqueous medium (Chen et al. 2017). The settling observation (Fig. 2) in this study supports the efficiency of given chemical pretreatment for carboxylation. The presence of anionic carboxylic groups on cellulose fibre or fibril surfaces generates repulsion (electrostatic) in the aqueous medium during the mechanical action and thus helps fibre to fibre or micro-nano fibril to micro-nano fibril separation by reducing the cohesive forces created by hydrogen bonding (Yuan et al. 2019; Isogai et al. 2011). Further, these anionic groups also prevent the equipment clogging and agglomeration or aggregation of the micro-nano fibrils and are helpful for dispersion in application media (Besbes et al. 2011).
Viscosity
Viscosity is an indirect method for cellulose chain length measurement and generally used to observe the effects of various chemical and mechanical treatments on cellulose chain length (Hassanzadeh et al. 2017). The viscosity of BSWP was found 56.6%, 60.7%, 65.8% higher than R-NFC, ROP and MNFC. The viscosity of MNFC was found lower than the viscosity of R-NFC and ROP (Table 1). The shortening of the fibre/fibril length of cellulose due to vigorous mechanical action might be the possible reason for this decrement in the viscosity (Colson et al. 2016). The decrement of intrinsic viscosity of MNFC is a good deal with some previous studies (Hassanzadeh et al. 2017; Hai and Seo 2018) and is an indication of successful conversion of cellulose fibres into micro and nanofibrillated cellulose fibrils.
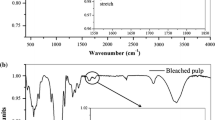
FTIR
To examine the effect of given chemical pretreatments, FTIR analysis of BSWP, ROP and MNFC was conducted (Fig. 3). In MNFC sample, the appearance of peaks between 1610–1550 cm−1 and 1675–1655 cm−1 showed the presence of carboxylate groups (Coseri et al. 2015) and conjugated carbonyl groups, respectively and the peak between 1738 and 1725 cm−1 showed the presence of carboxyl groups (Liimatainen et al. 2012). These groups facilitate the repulsion process between fibrils to produce MNFC. These peaks were absent in control samples (BSWP and ROP) due to no chemical use for the conversion of hydroxyl groups present on cellulose chains into the aldehydic and/or carboxylic groups. Their presence of these groups in the MNFC sample confirmed the carboxylation effect induced by the given periodate-chlorite treatment. The FTIR spectra of all the samples showed the broadband in 3600–3000 cm−1 range and these bands indicate the presence of primary functional groups (OH and CH groups) in cellulosic chains helping in hydrogen bond formation during papermaking. The increase in the relative intensities of different bands was observed due to exposing groups after mechanical and chemical treatments (Tian et al. 2016; Tonoli et al. 2016).

FTIR spectra showing group modification/introduction in test samples
Application of NFC to improve quality of paper handsheets
The effect of ROP, MNFC and R-NFC addition (50 kg/t basis) on paper handsheets’ strength, optical and surface properties was observed. The results were also compared with control (without ROP/MNFC/R-NFC) set. The strength properties are depicted in Fig. 4. There was 15% (from 4300 ± 162 m to 4965 ± 201 m), 36% (from 4300 ± 162 m to 5871 ± 159 m), and 38% (from 4300 ± 162 m to 5970 ± 173 m) increment observed in breaking length after addition of ROP, MNFC and R-NFC to BMHWP, respectively. The similar trend in breaking length improvement (61.5%) was also reported by He et al. (2017) after addition of cellulose nanofibrils. Afra et al. (2013) were also reported the increment in tensile strength (60%) after the addition of NFC. The positive effect of ROP, MNFC and R-NFC addition was also observed for the burst index of paper handsheets. There was 11% (3.72 ± 0.11 kPa m2/g), 24% (4.15 ± 0.12 kPa m2/g) and 43% (4.77 ± 0.13 kPa m2/g) increment observed after the addition of ROP, MNFC and R-NFC to BMHWP, respectively. Such a positive effect of MFC/NFC addition on burst index of paper handsheets was also reported by Charani et al. (2013) (50–60% increment), Gonzalez et al. (2013) (195% increment), and Delgado-Aguilar et al. (2014) (42.9%). The burst index of the control set was 3.33 ± 0.14 kPa m2/g. The tear index of the paper handsheets was found comparable after the addition of ROP, MNFC and R-NFC and it was 8.73 ± 0.18 mN m2/g, 8.75 ± 0.24 mN m2/g, 8.87 ± 0.20 mN m2/g and 8.67 ± 0.21 mN m2/g for the sets of ROP, MNFC, R-NFC and control, respectively. These results are in good agreement with the findings of Kumar et al. (2016) and Hassan et al. (2011). The authors reported an initial increment in tear index after the addition of NFC and MFC. The increased numbers of double fold were observed after the addition of ROP (42 ± 3, 16%), MNFC (71 ± 5, 97%) and R-NFC (94 ± 4, 161%) when compared with control set (36 ± 6).

Strength properties of the control, ROP, MNFC and R-NFC sets
The breaking length of paper mostly depends on bonding between adjacent fibres during the sheet drying and consolidation. Due to the appearance of Laplace pressure between pulp fibres during drying, the fibres come together closely and cohesion increased by the hydrogen bonding (Boufi et al. 2016). Due to having smaller size with high surface area, ROP, MNFC and R-NFC are expected to enhance entanglement or bridging between fibres by filling inter-fibre crevices, increase contact area at fibre to fibre joint by filling pores and voids at fibre joint edge, providing more hydrogen bonding sites (He et al. 2017; Hollertz et al. 2017). Fibre length, orientation, contact area and paper sheet stretch are other important factors which highly influence paper sheet strength (Hollertz et al. 2017; Afra et al. 2013). In this study, paper handsheets containing MNFC or R-NFC showed increased breaking length and the presence of micro-nano-fibrils may be responsible factor for this improvement. Tear index of a paper sheet depends on fibre length, number of fibres involved in a rupture and on inter fibre bonds. The unaffected tear index of ROP, MNFC and R-NFC added paper handsheets showed the positive effect of ROP, MNFC and R-NFC for preserving the tear resistance of handsheets (Hassan et al. 2011). The number of double fold for a paper sheet is influenced by the fibre brittleness, fibre length and bonding between fibres. The increased number of double fold in case of paper handsheets having ROP, MNFC and R-NFC showed their supportive role for the double fold.
After addition of MNFC, compatible pulp drainability (37°SR) was observed. Though it was lower (higher °SR) than the control set. The decrement in drainability is often seen after the addition of micro and nanofibrillated cellulose farction (He et al. 2017; Taipale et al. 2010). It can be further clarified by fibre fractions (in weight percentage) classification of BSWP, ROP, MNFC and R-NFC using Bauer-McNett classifier (Table 2). The weight percentages of MNFC were found increased from + 24 to + 200 mesh size. The fibre fraction content between + 24 to + 200 mesh size in MNFC might be the possible reason for this compatible drainage rate.
The addition of MNFC and R-NFC also increased the consolidation of paper sheets and reduced bulk after MNFC (~ 6%) and R-NFC (~ 9%) (Table 3). Similar results were also reported by Delgado-Aguilar et al. (2014). The authors reported 6.7% reduction in bulk after the addition of MFC. This reduction in bulk is a result of a denser sheet structure caused by the addition of MNFC or R-NFC (Rantanen et al. 2015). NFCs are known to provide consolidated homogenous structure to paper sheets which resulted in the form of better strength properties (Kang and Paulapuro 2006).
Comparable optical properties were obtained for the paper handsheets containing ROP, MNFC and R-NFC when compared with the control set (Table 3). Brightness and opacity of paper handsheets containing MNFC were observed close to the brightness and opacity of control set handsheets with slightly decrement in whiteness. Unaffected or marginally increased opacity after the addition of NFC was also reported by Gonzalez et al. (2013), Balea et al. (2016) Kumar et al. (2016) and He et al. (2017). However, some publications also report decrement in opacity and brightness after the addition of MFC and NFC (Eriksen et al. 2008; Boufi et al. 2016). Opacity is regulated by the light scattering magnitude throughout the different interfacial areas. Materials used for reinforcement purposes having dimensions under one-tenth of visible light wavelengths do not scatter the light. The scattering of light is proportional to solid-air interface region and it is clear from the unaffected opacity of paper handsheets that solid-air interface region remained unaffected after the addition of MNFC as the bonded region does not scatter the light (Gonzalez et al. 2013; Yano et al. 2005).
Better smoothness was observed after the addition of MNFC and R-NFC. A clear improvement in hydrophobicity of paper handsheets having MNFC and R-NFC was seen and this was supported by higher contact angle and lower surface energy and Cobb60 values than control. The decrement of 55% and 141% was observed in the porosity of paper handsheets containing MNFC and R-NFC, respectively. Porosity in the paper shows the empty spaces or pores present in a paper sheet and decrement in porosity (or increment in air resistance, indirectly) represents the compactness of paper sheet. The possible reason for this decrement in porosity of paper handsheets may be sheet densification or compactness due to occupation of spaces and gaps by MNFC and R-NFC fibrils between large fibres of pulp and increased inter fibre connections by MNFC and R-NFC (Espinosa et al. 2019; Charani et al. 2013).
The effect of MNFC addition on hydrophobicity or water penetration resistance of paper surface was evaluated by contact angle and Cobb60 method. In contact angle measurement method, single drop of water was poured on the paper surface using micro-injection and drop’s angle with the paper surface was measured. In Cobb60 method, 100 ml water was poured on the paper surface for 60 s and absorbed water was calculated using the gravimetric method. Figure 5 depicted the trend of contact angle during drop shape analysis for 60 s and more stability was seen in the contact angle of MNFC than R-NFC. The decrement in surface energy (control 22.5 ± 0.5 mN/m, MNFC 15.7 ± 0.2 mN/m) after addition of MNFC also supports the hydrophobic nature of prepared paper sheets. Water has low surface energy and in paper with high surface energy it penetrates easily. After mixing of MNFC, the surface energy of paper surface was found reduced and it is also supported by decreased Cobb60 values (Bhardwaj et al. 2020). Increment in wax pick numbers was observed after addition of MNFC (18 clear). The numbers of wax pick for paper hand sheets without MNFC were 16. Usually wax pick numbers represent paper surface strength and it was found positively affected by the addition of MNFC (Bhardwaj et al. 2020). Thus, the paper handsheets having MNFC and R-NFC showed improved surface properties and it will be beneficial for manufacturing the paper, compatible with tacky ink printing and high printing speed.

Contact angle of the control and sets containing MNFC and R-NFC
Conclusions
The present laboratory work reported the successful conversion of BSWP into micro-nanofibrillated cellulose with the gravimetric yield of 93%. Lower chemical doses for pretreatment purpose were found effective and made the process environment friendly. Valley beater as the main mechanical action device successfully converted the pretreated BSWP into MNFC in an energy-saving and industrially feasible way. The laboratory prepared MNFC was found as a suitable additive for strength and surface properties enhancement without affecting the optical properties of paper handsheets. MNFC showed better drainability and this will be beneficial for the overall production capacity of paper mills. Based on laboratory results, it was concluded that BSWP can be converted into MNFC in energy and cost-effective manner and the process has the possibility for adoption in paper industries with their existing facilities.
References
Afra E, Yousefi H, Hadilam MM, Nishino T (2013) Comparative effect of mechanical beating and nanofibrillation of cellulose on paper properties made from bagasse and softwood pulps. Carbohydr Polym 97(2):725–730. https://doi.org/10.1016/j.carbpol.2013.05.032
Atic C, İmamoğlu S, Valchev I (2005) Determination of specific beating energy-applied on certain pulps in a valley beater. J Univ Chem Technol Metall 40(3):199–202
Aulin C, Gallstedt M, Lindstrom T (2010) Oxygen and oil barrier properties of microfibrillated cellulose films and coatings. Cellulose 17(3):559–574. https://doi.org/10.1007/s10570-009-9393-y
Balea A, Merayo N, Fuente E, Delgado-Aguilar M, Mutje P, Blanco A, Negro C (2016) Valorization of cornstalk by the production of cellulose nanofibers to improve recycled paper properties. BioResources 11:3416–3431
Besbes I, Alila S, Boufi S (2011) Nanofibrillated cellulose from TEMPO-oxidized eucalyptus fibres: effect of the carboxyl content. Carbohydr Polym 84(3):975–983. https://doi.org/10.1016/j.carbpol.2010.12.052
Bhardwaj S, Bhardwaj NK, Negi YS (2020) Effect of degree of deacetylation of chitosan on its performance as surface application chemical for paper-based packaging. Cellulose 27(9):5337–5352. https://doi.org/10.1007/s10570-020-03134-5(0123456789
Biermann CJ (1996) Handbook of pulping and papermaking. Academic Press, San Diego
Bilodeau M, Bousfield D, Luu W, Richmond F, Paradis M (2012) Potential applications of nanofibrillated cellulose in printing and writing papers. In TAPPI international conference on nanotechnology for renewable materials. June 5–7, Montreal, QC
Boufi S, Gonzalez I, Delgado-Aguilar M, Tarres Q, PèlachMÀ MP (2016) Nanofibrillated cellulose as an additive in papermaking process: a review. Carbohydr Polym 154:151–166. https://doi.org/10.1016/j.carbpol.2016.07.117
Brodin FW, Gregersen ØW, Syverud K (2014) Cellulose nanofibrils: Challenges and possibilities as a paper additive or coating material—a review. Nord Pulp Pap Res J 29(1):156–166. https://doi.org/10.3183/npprj-2014-29-01-p156-166
Charani PR, Dehghani-Firouzabadi M, Afra E, Blademo Å, Naderi A, Lindström T (2013) Production of microfibrillated cellulose from unbleached kraft pulp of Kenaf and Scotch Pine and its effect on the properties of hardwood kraft: microfibrillated cellulose paper. Cellulose 20(5):2559–2567. https://doi.org/10.1007/s10570-013-9998-z
Chauhan A, Kumari A, Ghosh UK (2013) Blending impact of softwood pulp with hardwood pulp on different paper properties. Tappsa J 2:16–20
Chen Y, Geng B, Ru J, Tong C, Liu H, Chen J (2017) Comparative characteristics of TEMPO-oxidized cellulose nanofibers and resulting nanopapers from bamboo, softwood, and hardwood pulps. Cellulose 24(11):4831–4844. https://doi.org/10.1007/s10570-017-1478-4
Colson J, Bauer W, Mayr M, Fischer W, Gindl-Altmutter W (2016) Morphology and rheology of cellulose nanofibrils derived from mixtures of pulp fibres and papermaking fines. Cellulose 23(4):2439–2448. https://doi.org/10.1007/s10570-016-0987-x
Coseri S, Biliuta G, Zemljič LF, Srndovic JS, Larsson PT, Strnad S, Kreže T, Naderi A, Lindström T (2015) One-shot carboxylation of microcrystalline cellulose in the presence of nitroxyl radicals and sodium periodate. RSC Adv 5(104):85889–85897. https://doi.org/10.1039/C5RA16183E
Eriksen Ø, Syverud K, Gregersen Ø (2008) The use of microfibrillated cellulose produced from kraft pulp as strength enhancer in TMP paper. Nord Pulp Pap Res J 23(3):299–304. https://doi.org/10.3183/npprj-2008-23-03-p299-304
Errokh A, Magnin A, Putaux JL, Boufi S (2018) Morphology of the nanocellulose produced by periodate oxidation and reductive treatment of cellulose fibers. Cellulose 25(7):3899–3911. https://doi.org/10.1007/s10570-018-1871-7
Espinosa E, Rol F, Bras J, Rodríguez A (2019) Production of lignocellulose nanofibers from wheat straw by different fibrillation methods. Comparison of its viability in cardboard recycling process. J Cleaner Prod 239:118083. https://doi.org/10.1016/j.jclepro.2019.118083
Frone AN, Panaitescu DM, Donescu D (2011) Some aspects concerning the isolation of cellulose micro-and nano-fibers. UPB Bul Stiintific Ser B Chem Mater Sci 73(2):133–152. https://doi.org/10.1002/pc.21116
González I, Vilaseca F, Alcalá M, Pèlach MA, Boufi S, Mutjé P (2013) Effect of the combination of biobeating and NFC on the physico-mechanical properties of paper. Cellulose 20(3):1425–1435. https://doi.org/10.1007/s10570-013-9927-1
Gu F, Wang W, Cai Z, Xue F, Jin Y, Zhu JY (2018) Water retention value for characterizing fibrillation degree of cellulosic fibers at micro and nanometer scales. Cellulose 25(5):2861–2871. https://doi.org/10.1007/s10570-018-1765-8
Hassan EA, Hassan ML, Oksman K (2011) Improving bagasse pulp paper sheet properties with microfibrillated cellulose isolated from xylanase-treated bagasse. Wood Fiber Sci 43(1):76–82. https://doi.org/10.1007/s10853-010-4992-4
Hassanzadeh M, Sabo R, Rudie A, Reiner R, Gleisner R, Oporto GS (2017) Nanofibrillated cellulose from Appalachian hardwoods logging residues as template for antimicrobial copper. J Nanomater 2017:1–14. https://doi.org/10.1155/2017/2102987
He M, Cho BU, Yong KL, Won JM (2016) Utilizing cellulose nanofibril as an eco-friendly flocculant for filler flocculation in papermaking. BioResource 11(4):10296–10313. https://doi.org/10.15376/biores.11.4.10296-10313
He M, Yang G, Cho BU, Lee YK, Won JM (2017) Effects of addition method and fibrillation degree of cellulose nanofibrils on furnish drainability and paper properties. Cellulose 24(12):5657–5669. https://doi.org/10.1007/s10570-017-1495-3
Hietala M, Ämmälä A, Silvennoinen J, Liimatainen H (2016) Fluting medium strengthened by periodate–chlorite oxidized nanofibrillated celluloses. Cellulose 23(1):427–437. https://doi.org/10.1007/s10570-015-0801-1
Hollertz R, Duran VL, Larsson PA, Wagberg L (2017) Chemically modified cellulose micro-and nanofibrils as paper-strength additives. Cellulose 24(9):3883–3899. https://doi.org/10.1007/s10570-017-1387-6
Isogai A, Saito T, Fukuzumi H (2011) TEMPO-oxidized cellulose nanofibers. Nanoscale 3(1):71–85. https://doi.org/10.1039/c0nr00583e
Jaturapiree A, Ehrhardt A, Groner S, Öztürk HB, Siroka B, Bechtold T (2008) Treatment in swelling solutions modifying cellulose fiber reactivity—Part 1: accessibility and Sorption. Macromol Symp 262(1):39–49
Kalia S, Boufi S, Celli A, Kango S (2014) Nanofibrillated cellulose: surface modification and potential applications. Colloid Polym Sci 292(1):5–31. https://doi.org/10.1007/s00396-013-3112-9
Kang T, Paulapuro H (2006) Effect of external fibrillation on paper strength. Pulp Pap Canada 107:51–54. https://doi.org/10.2524/jtappij.60.1202
Karande VS, Bharimalla AK, Hadge GB, Mhaske ST, Vigneshwaran N (2011) Nanofibrillation of cotton fibers by disc refiner and its characterization. Fibers Polym 2(3):399–404. https://doi.org/10.1007/s12221-011-0399-3
Kekalainen K, Liimatainen H, Niinimaki J (2014) Disintegration of periodate–chlorite oxidized hardwood pulp fibres to cellulose microfibrils: kinetics and charge threshold. Cellulose 21(5):3691–3700. https://doi.org/10.1007/s10570-014-0363-7
Kerekes RJ (2005) Characterizing refining action in PFI mills. Tappi J 4(3):9–14
Khalil HA, Bhat AH, Yusra AI (2012) Green composites from sustainable cellulose nanofibrils: a review. Carbohydr Polym 87(2):963–979. https://doi.org/10.1016/j.carbpol.2011.08.078
Kumar A, Singh SP, Singh AK (2016) Comparative study of cellulose nanofiber blending effect on properties of paper made from bleached bagasse, hardwood and softwood pulps. Cellulose 23(4):2663–2675. https://doi.org/10.1007/s10570-016-0954-6
Kumar V, Pathak P, Bhardwaj NK (2020) Waste paper: an underutilized but promising source for nanocellulose mining. Waste Manage 102:281–303. https://doi.org/10.1016/j.wasman.2019.10.041
Lahtinen P, Liukkonen S, Pere J, Sneck A, Kangas H (2014) A comparative study of fibrillated fibers from different mechanical and chemical pulps. BioResources 9(2):2115–2127. https://doi.org/10.15376/biores.9.2.2115-2127
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose—its barrier properties and applications in cellulosic materials: a review. Carbohydr Polym 90(2):735–764. https://doi.org/10.1016/j.carbpol.2012.05.026
Liimatainen H, Visanko M, Sirviö JA, Hormi OE, Niinimaki J (2012) Enhancement of the nanofibrillation of wood cellulose through sequential periodate–chlorite oxidation. Biomacromol 13(5):1592–1597. https://doi.org/10.1021/bm300319m
Luo XL, Zhu JY, Gleisner R, Zhan HY (2011) Effects of wet-pressing-induced fiber hornification on enzymatic saccharification of lignocelluloses. Cellulose 18(4):1055–1062. https://doi.org/10.1007/s10570-011-9541-z
Martelli-Tosi M, Torricillas MDS, Martins MA, Assis OBGD, Tapia-Blácido DR (2016) Using commercial enzymes to produce cellulose nanofibers from soybean straw. J Nanomater 2016:1–10. https://doi.org/10.1155/2016/8106814
Mayr M, Eckhart R, Winter H, Bauer W (2017) A novel approach to determining the contribution of the fiber and fines fraction to the water retention value (WRV) of chemical and mechanical pulps. Cellulose 24(7):3029–3036. https://doi.org/10.1007/s10570-017-1298-6
Meng Q, Fu S, Lucia LA (2016) The role of heteropolysaccharides in developing oxidized cellulose nanofibrils. Carbohydr Polym 144:187–195. https://doi.org/10.1016/j.carbpol.2016.02.058
Mishra SP, Manent AS, Chabot B, Daneault C (2011) Production of nanocellulose from native cellulose—various options utilizing ultrasound. BioResources 7(1):422–436
Nechyporchuk O, Belgacem MN, Bras J (2016) Production of cellulose nanofibrils: a review of recent advances. Ind Crops Prod 93:2–25. https://doi.org/10.1016/j.indcrop.2016.02.016
Onyianta AJ, Dorris M, Williams RL (2018) Aqueous morpholine pre-treatment in cellulose nanofibril (CNF) production: comparison with carboxymethylation and TEMPO oxidisation pre-treatment methods. Cellulose 25(2):1047–1064. https://doi.org/10.1007/s10570-017-1631-0
Osong SH, Norgren S, Engstrand P (2016) Processing of wood-based microfibrillated cellulose and nanofibrillated cellulose, and applications relating to papermaking: a review. Cellulose 23(1):93–123. https://doi.org/10.1007/s10570-015-0798-5
Puangsin B, Soeta H, Saito T, Isogai A (2017) Characterization of cellulose nanofibrils prepared by direct TEMPO-mediated oxidation of hemp bast. Cellulose 24(9):3767–3775. https://doi.org/10.1007/s10570-017-1390-y
Rantanen J, Dimic-Misic K, Kuusisto J, Maloney TC (2015) The effect of micro and nanofibrillated cellulose water uptake on high filler content composite paper properties and furnish dewatering. Cellulose 22(6):4003–4015. https://doi.org/10.1007/s10570-015-0777-x
Santucci BS, Bras J, Belgacem MN, da Silva Curvelo AA, Pimenta MTB (2016) Evaluation of the effects of chemical composition and refining treatments on the properties of nanofibrillated cellulose films from sugarcane bagasse. Ind Crops Prod 91:238–248. https://doi.org/10.1016/j.indcrop.2016.07.017
Spence KL, Venditti RA, Rojas OJ, Habibi Y, Pawlak JJ (2010) The effect of chemical composition on microfibrillar cellulose films from wood pulps: water interactions and physical properties for packaging applications. Cellulose 17(4):835–848. https://doi.org/10.1007/s10570-010-9424-8
Spence KL, Venditti RA, Rojas OJ, Habibi Y, Pawlak JJ (2011) A comparative study of energy consumption and physical properties of microfibrillated cellulose produced by different processing methods. Cellulose 18:1097–1111. https://doi.org/10.1007/s10570-011-9533-z
Taipale T, Osterberg M, Nykanen A, Ruokolainen J, Laine J (2010) Effect of microfibrillated cellulose and fines on the drainage of kraft pulp suspension and paper strength. Cellulose 17(5):1005–1020. https://doi.org/10.1007/s10570-010-9431-9
TAPPI Test Methods (2011) Tappi Press, Atlanta
Tejado A, Alam MN, Antal M, Yang H, van de Ven TG (2012) Energy requirements for the disintegration of cellulose fibers into cellulose nanofibers. Cellulose 19(3):831–842. https://doi.org/10.1007/s10570-012-9694-4
Tian C, Yi J, Wu Y, Wu Q, Qing Y, Wang L (2016) Preparation of highly charged cellulose nanofibrils using high-pressure homogenization coupled with strong acid hydrolysis pretreatments. Carbohydr Polym 136:485–492
Tonoli GHD, Holtman KM, Glenn G, Fonseca AS, Wood D, Williams T, Sa VA, Torres L, Klamczynski A, Orts WJ (2016) Properties of cellulose micro/nanofibers obtained from eucalyptus pulp fiber treated with anaerobic digestate and high shear mixing. Cellulose 23(2):1239–1256
Tripathi S, Alam I, Bhardwaj NK (2017) Effect of blending banana stem and hardwood pulps on sizing, ash retention, physical strength and optical properties of paper. Appita Technol Innova Manuf Environ 70(4):378
Wang B, Sain M, Oksman K (2007) Study of structural morphology of hemp fiber from the micro to the nanoscale. Appl Compos Mater 14(2):89. https://doi.org/10.1007/s10443-006-9032-9
Wang QQ, Zhu JY, Gleisner R, Kuster TA, Baxa U, McNeil SE (2012) Morphological development of cellulose fibrils of a bleached eucalyptus pulp by mechanical fibrillation. Cellulose 19(5):1631–1643. https://doi.org/10.1007/s10570-012-9745-x
Yang H, Chen D, van de Ven TGM (2015) Preparation and characterization of sterically stabilized nanocrystalline cellulose obtained by periodate oxidation of cellulose fibers. Cellulose 22:1743–1752. https://doi.org/10.1007/s10570-015-0584-4
Yano H, Sugiyama J, Nakagaito AN, Nogi M, Matsuura T, Hikita M, Handa K (2005) Optically transparent composites reinforced with networks of bacterial nanofibers. Adv Mater 17:153. https://doi.org/10.1002/adma.200400597
Yousefi H, Faezipour M, Hedjazi S, Mousavi MM, Azusa Y, Heidari AH (2013) Comparative study of paper and nanopaper properties prepared from bacterial cellulose nanofibers and fibers/ground cellulose nanofibers of canola straw. Ind Crops Prod 43:732–737. https://doi.org/10.1016/j.indcrop.2012.08.030
Yuan Z, Wei W, Wen Y (2019) Improving the production of nanofibrillated cellulose from bamboo pulp by the combined cellulase and refining treatment. J Chem Technol Biotechnol 94(7):2178–2186. https://doi.org/10.1002/jctb.5998
Acknowledgements
Authors are thankful to Mr. R. Varadhan (Director, ACIRD) for his support and valuable suggestions throughout the work.
Funding
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kumar, V., Pathak, P. & Bhardwaj, N.K. Micro-nanofibrillated cellulose preparation from bleached softwood pulp using chemo-refining approach and its evaluation as strength enhancer for paper properties. Appl Nanosci 11, 101–115 (2021). https://doi.org/10.1007/s13204-020-01575-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13204-020-01575-9