
Abstract
The papermaking industry competitiveness has been exponentially increasing. In order to improve the paper properties, processes have to be optimized in such a way that new horizons, such as the synthesis of new materials, are in sight. The present paper deals with the production of cellulose nanofibrils (CNF) from bleached Eucalyptus kraft pulp by carboxymethylation and TEMPO-mediated oxidation, followed by high pressure homogenisation. The main purpose of the work was to increase the filler retention and mechanical strength of printing and writing paper grades. Mineral fillers are of utmost importance in papermaking and therefore a thorough study of the CNF influence in filler-containing handsheets is mandatory. In this sense, flocculation studies revealed the extraordinary ability of CNF to flocculate calcium carbonate, which was translated into high filler retentions in the paper matrix. Moreover, the interactions between bleached pulp, CNF, mineral fillers and common paper additives, such as cationic starch, alkenyl succinic anhydride and cationic polyacrylamide, were investigated. The results allowed concluding that, depending on the materials applied, CNF are able to promote an adequate bonding between fibres and filler aggregates, reducing the requirements for the additives. The addition of carboxymethylated or TEMPO-oxidised CNF to the fibrous matrix led to handsheets with better structural, mechanical and optical properties than those of reference handsheets (without CNF and with additives).
Graphical Abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In the last years extra attention has been paid to sustainable and environmental friendly materials. In this matter, cellulose nanofibrils (CNF) have attracted great interest as they are renewable, biodegradable, have great mechanical and optical properties and high aspect ratio and specific surface area, making them an interesting material for a wide range of applications, increasing therefore their economic value.
The isolation of the CNF from wood pulp is usually performed by intensive mechanical treatments, such as high-pressure homogenization, which are naturally associated to high energy consumptions. Therefore, it is common to pre-treat the wood with enzymatic or chemical methodologies (Abdul Khalil et al. 2014; Lindström et al. 2015; Nechyporchuk et al. 2016; Osong et al. 2016). Taking advantage of the large amount of reactive hydroxyl groups in the cellulose structure, cellulose can be chemically modified in order to graft other functional groups by using a variety of processes. The most common is an oxidation mediated by TEMPO (2,2,6,6-Tetramethylpiperidine-1-oxyl), that converts the hydroxyls into aldehyde and carboxyl groups, reducing the adhesion between the cellulose fibrils and facilitating the breakup of the lignocellulosic fibres during the mechanical treatment. TEMPO-CNF have been widely studied and used for the most various applications, since the obtained product has exceptional properties, with high content of nanofibrils of very low diameters (Isogai et al. 2011; Brodin et al. 2012; Kobayashi et al. 2016). Another process for the production of CNF is carboxymethylation. The most referenced procedure was implemented by Wagberg et al. 2008, and is based on the etherification of the cellulose hydroxyl groups with monochloroacetic acid (MCA) in its sodium salt form, in the presence of sodium hydroxide (Fig. 1). In this study it was shown that very high concentrations of the salt or too low pH would cause agglomeration of the fibers. The same authors studied the accessibility of polyelectrolytes to carboxymethylated cellulose microfibrils (CMF) and found that high molecular weight polyelectrolytes were accessible to all carboxyl groups (Wagberg et al. 1987), which can be very important when considering the additives used in papermaking. Although the concept is the same as for the TEMPO-CNF, i.e. the introduction of charged groups at the surface of the cellulose, carboxymethylated CNF are known to increase the water retention value (Chen et al. 2013), overcoming hornification during drying (Eyholzer et al. 2010), and to limit aggregation of particles (Siró et al. 2011).

Carboxymethylation reaction with sodium monochloroacetate. R depends on the progress of the reaction
It is proven that the use of a soft carboxymethylation treatment is an interesting approach to produce cellulose nanofibrils. However, investigations have also been carried out aiming at improving paper properties by adding carboxymethylcellulose (CMC) directly to the pulp before the papermaking process or by depositing commercial CMC on the fibres surface (Laine et al. 2002; Konturri et al. 2008; Tarrés et al. 2018). Gandini and Pasquini (2012) even stated that these types of addition were better for improving the paper properties than the chemical modification of cellulose pulp fibres. Commercial CMC usually has a degree of substitution (DS) between 0.5 and 1.0 and below a DS of 0.4 it is water insoluble but shows a high water absorption (Walecka 1956; Eyholzer et al. 2010).
In papermaking, and depending on the type of CNF used, several properties can be optimized, such as the filler retention and paper strength, as well as the barrier properties and printing quality. The effect of TEMPO-CNF in papermaking was already reported in several works (Saito and Isogai 2007; González et al. 2012; Ämmäla et al. 2013; Brodin et al. 2014; Delgado-Aguilar et al. 2015; Kobayashi et al. 2016; Lourenço et al. 2017). However, the use of carboxymethylated CNF in papermaking has not been so deeply investigated. Ahola et al. (2008) studied the influence of carboxymethylated CNF as paper additive together with poly(amideamine) epichlorohydrin, attaining increases in the wet and dry tensile strength of paper. Taipale et al. (2010) investigated the drainage and strength of paper sheets containing different CMF (cellulose microfibrils) in the presence of several polyelectrolytes. The authors stated that by pretreating the fibres by carboxymethylation, it was possible to reduce the required net specific energy consumption in the fluidizer. This CMF combined with cationic starch led to better drainability and strength than the unmodified CMF. Brodin and Eriksen (2016) produced lignocellulosic microfibrils by carboxymethylating and homogenizing thermo-mechanical pulp (TMP) and found that the addition of 20% of CMF to a TMP furnish increased tensile and light scattering. It should be noted that none of the referenced works studied the influence of carboxymethylated CNF on filler-containing handsheets, and therefore all the complex interactions usually occurring in a paper machine were not addressed. Korhonen and Laine (2014) did not use carboxymethylated CNF in papermaking, but studied their influence on filler flocculation, concluding that the CNF has to be charged to effectively flocculate the filler particles.
In this context, the objective of the present paper is to investigate the influence of carboxymethylated CNF on filler flocculation and retention and to study their interaction with all the components forming the paper matrix, i.e., cellulosic fibres, mineral fillers, sizing and retention agents. The results are compared with those of handsheets made in the same conditions with TEMPO-CNF. It is also very important to assess the influence of a new material in conditions similar to those applied in the industry.
Materials and methods
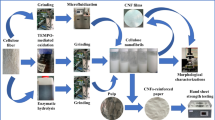
Figure 2 presents the outline of the experimental work.

Scheme of the experimental work
CNF production and characterization
CNF were produced from an industrial bleached Eucalyptus kraft pulp (BEKP): 30 g (dry basis) of the never dried fibres were disintegrated and refined up to 4000 rev. in a PFI beater. Next, two different pre-treatments were applied: carboxymethylation and TEMPO-mediated oxidation. Subsequently, the fibres were mechanically treated in a high-pressure homogenizer (HPH, GEA Niro Soavi, model Panther NS3006L), at 1% consistency, firstly at 500 bar and secondly at 1000 bar.
Carboxymethylation
The methodology used was described by Wågberg et al. (2008) in detail. Briefly, the beaten fibres were washed with ethanol to perform a solvent-change and subsequently impregnated in an isopropanol and monochloroacetic acid (MCA) solution for 30 min. Two samples were produced: “CNF-C9” with 9 wt% of MCA (relative to the fibres) and “CNF-C27” with three times that MCA amount. The carboxymethylation reaction took place in a system with isopropanol and methanol, in the presence of sodium hydroxide (different MCA/NaOH ratios were used: 1.6 w/w and 0.8 w/w for the two samples, respectively), at 60 °C, for 3 h. The pre-treated fibres were then filtered and washed, first with distilled water, next with acetic acid (0.1 M) and finally with distilled water, until the conductivity of the filtrate was around 40 µS/cm.
TEMPO-mediated oxidation
Using the methodology described by Saito and Isogai (2007), a sample designed as “CNF-T” was produced. The never dried beaten fibres were properly mixed in an aqueous suspension with NaBr and TEMPO at room temperature and then, a NaClO solution (3 mmol of NaClO per gram of fibre) was slowly added to the mixture, keeping the pH constant at 10 with NaOH for 2 h. The sample was thoroughly washed with water, until the conductivity of the filtrate was around 40 µS/cm.
Characterization
The “yield” of nanofibrillar material production was evaluated by gravimetry of the centrifuged suspensions (0.2 wt%, 9000 rpm, 30 min), as described elsewhere (Lourenço et al. 2017). The results were determined in duplicate.
The carboxyl’s content (CCOOH) was determined by conductometric titration: aqueous suspensions of the homogenized CNF were mixed with NaCl, acidified with HCl to pH 3 and titrated with 0.01 M NaOH. The conductivity versus NaOH volume curve allowed the determination of the milliequivalent of acid groups per gram of pulp, as described elsewhere (Kekäläinen et al. 2014). The reported results are the average of three determinations. From this value, it was possible to estimate the degree of substitution (DS) considering that the anhydroglucose units are substituted at the C-6 position by COO−Na+ (Lourenço et al. 2017).
Intrinsic viscosity measurements were performed in the CNF gel by dissolving it in cupriethylenediamine, according to the ISO standard 5351:2010. The degree of polymerization (DP) was calculated using the Mark–Houwink equation, as described elsewhere (Henriksson et al. 2008).
The zeta potential of 0.2 wt% aqueous suspensions of CNF was measured in triplicate, in a Zetasizer Nano ZS (Malvern Instruments).
Flocculation studies of PCC and GCC in the presence of CNF
In order to understand the influence of the produced CNF in filler flocculation, tests were carried out by laser diffraction spectrometry (LDS) in a Mastersizer 2000 equipment (Malvern Instruments), equipped with a Hydro2000MU module. Two industrial fillers with different particle morphology and opposite charges were used: industrial scalenohedral precipitared calcium carbonate (PCC) and rombohedral ground calcium carbonate (GCC). Their zeta potentials, measured by electrophoretic mobility in the Zetasizer Nano ZS (Malvern Instruments) were + 7 and − 28 mV, respectively, and the median of the particle size distribution (d50), determined by LDS was 4.2 and 2.0 μm, respectively.
Previously to the measurements, a 1 wt% aqueous suspension of filler and a 0.2 wt% aqueous suspension of each of the CNF samples were prepared. The filler and CNF, at a 10:1 mass ratio and a total solids concentration of around 0.01 wt%, were mixed in the equipment vessel. After 20 min of agitation, sonication (14 µm of tip displacement) was applied during 15 min to break the flocs and then stopped to test if any reflocculation occurred. This procedure was proposed for filler particles (without CNF) by Rasteiro et al. (2008). Tests with only PCC or GCC were also performed for comparison.
Handsheets preparation and characterization
The CNF samples were mixed with PCC, at a ratio of 1:10, as in the flocculation experiments. Industrial BEKP, beaten to a SR of 33, was used as the matrix for the handsheets production. Industrial cationic starch, alkenyl succinic anhydride (ASA) and a commercial linear cationic polyacrylamide (CPAM) were used as internal strength, sizing and retention agents, respectively.
Two series of experiments were performed, with and without additives (starch, ASA and CPAM). Reference handsheets without CNF were also produced for comparison. The handsheets were made according to the procedure described by Lourenço et al. (2017), in a batch laboratory sheet former (255/SA model, MAVIS) equipped with a 120 mesh screen. The amounts of each component added in the production are depicted in Table 1. After drainage, pressing and conditioning (according to the ISO 5269-1 standard), the optical, structural and mechanical properties were measured according to the corresponding ISO standards. Besides, the handsheets were calcined at 525 °C for 16 h to determine the PCC effective content (and the corresponding filler retention), according to the TAPPI Standard T211 om-93. Field emission Scanning electron microscopy (FE-SEM) was performed on the dried handsheets using a Carl Zeiss Merlin microscope, in secondary electron mode, after sputter coating the samples with gold.
Results and discussion
CNF characterization
Two different pre-treatments were used to produce cellulose nanofibrils. Samples CNF-C9 and CNF-C27 produced by carboxymethylation and sample CNF-T produced by TEMPO-mediated oxidation were obtained. Table 2 depicts the results of the characterization of the CNF gels. From the distinct yields it is possible to conclude that the different pre-treatments originated different fibrillation degrees and therefore very different CNF samples. In fact, the very high yield of the TEMPO-CNF is well documented in the literature and is in accordance with the high content of carboxyl groups obtained. However, for the carboxymethylated CNF the yields were much lower, as a result of the procedure that was used (based on the work by Wagberg et al. 2008) which generates a low density of carboxyl groups at the surface of the cellulose chains. This has been confirmed by several authors before (Aulin et al. 2010; Siró et al. 2011; Chen et al. 2013; Naderi et al. 2014). Additionally, and as expected, the stronger the chemical treatment, the higher the content of carboxyl groups in the CNF. The huge difference in the content of carboxyls obtained with the different pre-treatments was also reflected in the degree of polymerization, with the carboxymethylated CNF presenting much longer polymer chains. Therefore, it seems that the conditions used to produce the latter CNF affected less the hydrolysis of the cellulose chains. As expected, in all cases the pre-treatments introduced negative charges to the fibres, as confirmed by the increase of the zeta potential values (absolute value).
Filler flocculation in the presence of CNF
In order to understand the interactions between the cellulose nanofibrils and the mineral fillers, flocculation tests were carried out by laser diffraction spectrometry. It has been demonstrated that a previous mixture of CNF and filler is more effective in improving the papermaking properties than the separated addition of these two components to the furnish (He et al. 2016; Ottesen et al. 2016). In a previous article the authors proved that TEMPO-CNF, with a moderate carboxyl´s content (0.6 mmol/g) and degree of polymerisation (ca. 550), led to strong PCC aggregation and reflocculation (after breaking the flocs with sonication), most probably due to patching mechanisms between the PCC surface and the cellulose nanofibrils (Lourenço et al. 2017). Also, if the charge of the CNF was too strong (1.6 mmol/g in carboxyl’s), a reverse of flocculation was detected. Figure 3 reveals the behaviour of PCC (positive charge) in the presence of the produced CNF. The difference between TEMPO-CNF and carboxymethylated CNF is evident, with the latter leading to much bigger flocs. Several reasons can be proposed to explain these differences. On the one hand, the carboxymethylated CNF show a significantly higher degree of polymerization than the TEMPO-CNF and therefore the bridging mechanism, which is not relevant for the smaller chain length TEMPO-CNF, plays now a preeminent role. It is known that the higher the retention agent length, the stronger is the bridging effect and the larger are the flocs obtained (Rasteiro et al. 2008). On the other hand, for the TEMPO-CNF, the CH2–OH at the C6 position of the anhydroglucose units is substituted by COO− while in the carboxymethylation reaction they are substituted by CH2OCH2COO− units (Fig. 1). The carboxymethyl groups could behave differently from the simple carboxyl groups, with stronger Lewis acid–base interactions being expected between the Lewis acidic PCC surface and the more Lewis basic carboxymethyl groups (Pedrosa et al. 2016; Sousa et al. 2016).

Evolution of the median of the particle size distribution (d50) of suspensions containing precipitated calcium carbonate (PCC) and carboxymethylated CNF (CNF-C9 and CNF-C27) or TEMPO-CNF (CNF-T), evaluated by Laser Diffraction Spectrometry. A test with PCC (and no CNF) is presented for comparison
A big difference is observed between the carboxymethylated samples when sonication is applied: CNF-C27 leads to a much higher breaking of the PCC flocs than CNF-C9. However, both CNF were able to reflocculate PCC when stopping sonication, to high floc sizes, suggesting that patch mechanisms are also involved when this type of CNF is used.
The flocculation tendency of GCC in the presence of the fibrillar material was also studied, as plotted in Fig. 4. As with PCC, the carboxymethylated CNF led to big flocs. However, no reflocculation was detected after applying sonication. Nonetheless, the size stabilized after ca. 60 min, at about 40 µm and 65 µm with CNF-9 and CNF-27, respectively, meaning that the flocs were effectively formed. Besides, contrary to PCC, the TEMPO-CNF did not flocculate GCC at all. It seems that the negative charge of GCC particles hinders patch flocculation with the CNF and no interaction occurs.

Evolution of the median of the particle size distribution (d50) of suspensions containing ground calcium carbonate (GCC) and carboxymethylated CNF (CNF-C9 and CNF-C27) or TEMPO-CNF (CNF-T), evaluated by Laser Diffraction Spectrometry. A test with GCC (and no CNF) is presented for comparison
Influence of CNF on the mechanical and structural properties of handsheets produced with PCC
The potential of the produced CNF as retention and strength agents was evaluated in BEKP based laboratory handsheets containing PCC. The results of the most relevant structural, mechanical and optical properties are shown in Table 3. Based on studies by Gonzalez et al. (2012), 3% of CNF were used, since the authors found that such amount was able to improve the mechanical strength of pulp sheets without leading to an impracticable reduction of drainability.
According to the flocculation results, filler retention was strongly affected by the presence of nanofibrils (Table 3), with the handsheets with CNF retaining almost the double of the PCC content in comparison to the reference handsheets (without CNF).
As expected, the addition of CNF to the handsheets led to a high decrease of bulk, explained by the high entanglement between fibres, filler and nanofibrils, as confirmed by the increased air resistance. The CNF also promoted a reduction in roughness.
Since the mechanical properties of paper are much dependent on the amount of filler, which is known to disturb fibre bonding, a correction of the tensile index was performed by considering the effective filler content of the handsheets. Therefore, a “filler-tensile factor” was computed by comparing this value to that of the reference handsheets without CNF (eq. 1). In this way, values higher than 1 correspond to handsheets with a corrected tensile index superior to that of the reference handsheets, and vice versa. The same calculations were performed for the burst and tear indices. This factor was adapted from the “filler bondability factor” previously reported by Huang et al. (2014) and Song et al. (2018), that compares the strength of unfilled with filled papers, taking into account the filler content of the latter.
By analysing the calculated factors, it is possible to confirm that the CNF are an optimum choice for strength improvement in papermaking, with the TEMPO-CNF presenting slightly higher values of filler-strength factors than the carboxymethylated ones. This is certainly due to the bigger flocs formed with the latter CNF that are detrimental to fibre bonding.
Due to the high filler retentions achieved in the presence of the fibrillar material, the light scattering of the handsheets was improved. In the reference handsheets (produced without CNF) an absolute increase of ca. 10 wt% in the filler content led to a relative increase in the light scattering coefficient close to 22% (Lourenço et al. 2014). However, it is interesting to note now that by incorporating CNF-C27, a 26.2% increase of the light scattering was obtained, also for an increase of ca. 10% of the filler content (Table 3, from 13.8 to 24.2 wt%), even considering that the much more entangled structure created by the nanofibrils should harm this phenomenon.
Effect of CNF on the properties of handsheets containing additives
The results of the paper properties of handsheets produced with cationic starch, ASA and cationic polyacrylamide are shown in Table 4.
As well-known, additives are essential in papermaking to retain mineral fillers. This is clearly visible from Tables 3 and 4 and in Fig. 5 in the reference handsheets (without CNF) where the filler retention decreased ca. 40%, when additives were removed. However, when CNF were used in the handsheets production, the removal of the additives had no relevant effect on filler retention, confirming the aforementioned influence of the nanofibrillar material on filler flocculation. Therefore, there may be no need to use additives to retain the mineral particles. This was demonstrated with CNF-C9 or CNF-T in which the retention was practically the same with or without additives (Fig. 5). In the case of CNF-C27, the additives were still somewhat helpful in binding the PCC flocs to the fibres, promoting therefore filler retention.

Influence of paper additives (starch, ASA and CPAM) in the filler retention of handsheets containing PCC and a carboxymethylated (CNF-C9 and CNF-C27) and b TEMPO (CNF-T) cellulose nanofibrils. Results of reference handsheets produced without CNF are also shown (–)
The handsheets structural properties were also strongly affected by the presence of CNF and additives (Fig. 6). In fact, when additives were used, the carboxymethylated CNF-based handsheets formation became very poor, with Bendtsen roughness’s more than 100% higher than the reference. It seems that during the handsheets formation, the overly big and heavy flocs formed with the carboxymethylated CNF settle preferentially on the surface of the handsheets, while the additives bind with the fibres (as normal), producing a more closed, but very rough structure, as proven by both the higher air resistance (Fig. 6b) and higher roughness (Fig. 6a). On the contrary, when no additives are used, the flocs are homogeneously distributed along the paper matrix, most probably because the structure does not become firstly closed by the additives as in the aforementioned case. Therefore, handsheets with roughness values even lower than those obtained for the reference handsheets are obtained (Fig. 6a). According to the more homogeneous and dense structure, the air resistance is much higher (Fig. 6b). For the much smaller flocs of PCC-TEMPO-CNF, the formation is not affected by the additives presence and smoother structures were obtained when no additives were present.

Influence of paper additives (starch, ASA and CPAM) in the a roughness and b air resistance of handsheets containing PCC and carboxymethylated (CNF-C9 and CNF-C27) and TEMPO (CNF-T) cellulose nanofibrils, in terms of increase relative to reference handsheets (without CNF)
The water absorption rate was evaluated by the capillary rise Klemm test (Fig. 7). In the presence of the cellulose nanofibrils, a high reduction of absorption was observed, regardless of the type of CNF. This effect was more pronounced in the absence of additives. These results could be directly related to the much more closed structure (increased air resistance) of the handsheets containing CNF, especially without additives.

Influence of paper additives (starch, ASA and CPAM) in the water absorption (capillary rise, Klemm test) of handsheets containing PCC and carboxymethylated (CNF-C9 and CNF-C27) and TEMPO (CNF-T) cellulose nanofibrils
A structural analysis of the handsheets was performed by FE-SEM (Fig. 8). The filler aggregates and the presence of the cellulose nanofibrils, with a pattern resembling a spider-web, are clearly visible. No structural differences were noticed in the presence or absence of the additives, as visible in the supplementary material.

FE-SEM images at 20,000 × magnification (scale bar 200 nm) of reference handsheets a and of handsheets containing carboxymethylated b and TEMPO c cellulose nanofibrils
From the above, it becomes important to evaluate the influence of paper additives on the strength properties when producing CNF-containing handsheets (Fig. 9). In fact, if the complete furnish (i.e., including the additives) is used to produce the handsheets, none of the cellulose nanofibrils seems to improve the tensile index, when compared to the reference handsheets produced in the same manner (but without CNF). Moreover, the carboxymethylated CNF are even detrimental, with filler-tensile factors below 1. As abovementioned, the carboxymethylated CNF-PCC big flocs are present in large amount at the paper surface, promoting a heterogeneous and therefore weaker handsheet. Besides, the cationic additives bond with the negatively charged cellulose nanofibrils, limiting therefore the bondability potential of the nanofibrils with the fibres, as in the case of CNF-T. However, if the CNF are only mixed with the filler and then added to the pulp (as in the case of the “without additives” series), the filler-tensile factor is significantly improved when compared to the reference handsheets (produced without CNF). It seems that in either cases, the CNF are able to flocculate the PCC particles, which explains the high filler retention, but the bonding of the PCC-CNF aggregates to the fibres is only relevant when no additives are present. The higher charge and lower size of the TEMPO-CNF led to better results of the paper strength than those obtained with the carboxymethylated CNF.

Influence of paper additives (starch, ASA and CPAM) in the filler-tensile factor (eq. 1) of handsheets produced with PCC and carboxymethylated (CNF-C9 and CNF-C27) and TEMPO (CNF-T) cellulose nanofibrils
The previously presented Eq. 1 allows comparing the performance of CNF-containing handsheets with those, produced exactly in the same way, but without CNF. Now, to have a comparison with a reference that simulates the papers usually produced in the printing and writing paper mills (handsheets produced with starch, ASA and CPAM), a new filler-tensile factor was computed (Eq. 2). The results are presented in Fig. 10.
It could be concluded that even with this reference, the strength is also improved by using CNF (Fig. 10), which is a very important result, as it means that the addition of 3% of CNF allows to supress the use of non-biobased additives (such as CPAM). Based on the results shown in Tables 3 and 4, it is even possible to say that the use of CNF without additives (Table 3) led to increases in the tensile index of 14% and 30%, for CNF-C9 and CNF-T, respectively, in comparison to the reference handsheets with additives (Table 4), at similar filler content and basis weight levels.

Influence of paper additives (starch, ASA and CPAM) in the filler-tensile factor (eq. 2) of handsheets produced with PCC and carboxymethylated (CNF-C9 and CNF-C27) and TEMPO (CNF-T) cellulose nanofibrils. *Filler-tensile factor calculated for handsheets produced with CNF and without additives taking as reference handsheets produced with starch, ASA and CPAM
The results obtained demonstrate the importance of thoroughly studying the influence of CNF in papermaking properties. The raw materials used, pre-treatments applied and energy for fibrillation influence the charge and size of the nanofibrils produced, which in turn can have completely different behaviours in papermaking, especially in the presence of mineral fillers. In this work, by performing a study of the CNF influence on filler retention and on the structural, mechanical and optical properties of laboratory handsheets performed with the common paper additives, it was possible to define the furnish that leads to optimum papermaking properties.
Table 5 presents the costs estimation for the production of the different CNF and for their addition in papermaking. The several considerations underlying the calculations are detailed in the supplementary material. The production costs of the two carboxymethylated CNF present a big difference since CNF-C27 was prepared with the triple amount of chemicals used for CNF-C9.
Conclusions
-
Cellulose nanofibrils were produced from bleached eucalyptus kraft pulp, by carboxymethylation and TEMPO-mediated oxidation, followed by a mild treatment in a high-pressure homogenizer;
-
The pre-treatments applied were successful in disrupting the fibre structure and the characterization of the three obtained CNF gels (C9, C27 and T) allowed to distinguish the samples, with the carboxymethylated CNF presenting lower nanofibrillation yields, due to the lower content of carboxyl groups, but much higher degree of polymerization than the TEMPO-CNF;
-
Flocculation studies of precipitated calcium carbonate in the presence of the CNF revealed the great ability of the latter to flocculate the mineral particles. Patching mechanisms are proposed to be dominant. Besides, the high degree of polymerization of the carboxymethylated samples also led to bridging mechanisms, forming therefore very big flocs.
-
The PCC-CNF flocs were used to produce BEKP-based laboratory handsheets (without additional additives). The filler retention was much higher than in reference handsheets (PCC without CNF). The strength and optical properties, as well as paper roughness, were also improved owing to the more bonded and compact structure provided by the presence of CNF. However, this led to a reduction of bulk and air permeability.
-
Additionally, paper additives (starch, ASA and CPAM) were added to the furnish. Their use is usually essential to retain mineral particles, as in the case of the produced reference handsheets. However, it was proven that CNF can reduce the requirements for these components, since the same or better properties were achieved for handsheets containing CNF and no additives. Moreover, it was also proved that the combination of additives and the produced CNF may be harmful for paper production, such as when CNF-carboxymethylated are used, since competitive phenomena occur: (i) the anionic CNF can preferentially link to the cationic additives, hindering the bonding with the fibres or (ii) if big PCC-CNF flocs are formed, such as in the case of the carboxymethylated samples, the additives lead to heterogeneous paper structures, harming the structural and strength properties.
-
It is very important to understand the mechanisms occurring between CNF and all the paper components in order to select the proper furnish to use. It was proved that different CNF behave in different way during paper formation. The produced TEMPO-CNF led to higher paper strength enhancements than the carboxymethylated ones, besides presenting a lower production cost.
References
Abdul Khalil HPS, Davoudpour Y, Nazrul Islam M, Mustapha A, Sudesh K, Dungani R, Jawaid M (2014) Production and modification of nanofibrillated cellulose using various mechanical processes: a review. Carbohydr Polym 99:649–665
Ahola S, Österberg M, Laine J (2008) Cellulose nanofibrils–adsorption with poly(amideamine) epichlorohydrin studied by QCM-D and application as a paper strength additive. Cellulose 15:303–314
Ämmälä A, Liimatainen H, Burmeister C, Niinimäki J (2013) Effect of tempo and periodate-chlorite oxidized nanofibrils on ground calcium carbonate flocculation and retention in sheet forming and on the physical properties of sheets. Cellulose 20:2451–2460
Aulin C, Gällstedt M, Lindström T (2010) Oxygen and oil barrier properties of microfibrillated cellulose films and coatings. Cellulose 17:559–574
Brodin F, Eriksen Ø (2016) Preparation of individualised lignocellulose microfibrils based on thermomechanical pulp and their effect on paper properties. Nordic Pulp Paper Res. J 30:443–451
Brodin FW, Lund K, Brelid H, Theliander H (2012) Reinforced absorbent material: a cellulosic composite of TEMPO-oxidized MFC and CTMP fibres. Cellulose 19:1413–1423
Brodin FW, Gregersen ØW, Syverud K (2014) Cellulose nanofibrils: challenges and possibilities as a paper additive or coating material—a review. Nordic Pulp Paper Res J. 29:156–166
Chen Y, Wan J, Dong X, Ma Y (2013) Fiber properties of eucalyptus kraft pulp with different carboxyl group contents. Cellulose 20:2839–2846
Delgado-Aguilar M, González I, Tarrés Q, Alcalà M, Pèlach MÀ (2015) Approaching a low-cost production of cellulose nanofibers for papermaking applications. BioResources 10:5345–5355
Eyholzer Ch, Bordeanu N, Lopez-Suevos F, Rentsch D, Zimmermann T, Oksman K (2010) Preparation and characterization of water-redispersible nanofibrillated cellulose in powder form. Cellulose 17:19–30
Gandini A, Pasquini D (2012) Review: the impact of cellulose fibre surface modification on some physico-chemical properties of the ensuing papers. Ind Crops Prod 35:15–21
González I, Boufi S, Pèlach MA, Alcalà M, Vilaseca F, Mutjé P (2012) Nanofibrillated cellulose as paper additive in eucalyptus pulps. BioResources 7:5167–5180
He M, Cho BU, Won JM (2016) Effect of precipitated calcium carbonate–cellulose nanofibrils composite filler on paper properties. Carbohydr Polym 136:820–825
Henriksson M, Berglund LA, Isaksson P, Lindstro T, Nishino T (2008) Cellulose nanopaper structures of high toughness. Biomacromol 9:1579–1585
Huang X, Sun Z, Qian X, Li J, Shen J (2014) Correction to “starch/sodium oleate/calcium chloride modified filler for papermaking: impact of filler modification process conditions and retention systems as evaluated by filler bondability factor in combination with other parameters. Ind Eng Chem Res 53(20):8665
Isogai A, Saito T, Fukuzimi H (2011) TEMPO-oxidized cellulose nanofibers. Nanoscale 3:71–85
Kekäläinen K, Liimatainen H, Illikainen M, Maloney TC, Niinimäki J (2014) The role of hornification in the disintegration behaviour of TEMPO-oxidized bleached hardwood fibres in a high-shear homogenizer. Cellulose 21:1163–1174
Kobayashi Y, Gondo T, Yamamoto M, Saito T, Isogai A (2016) Fundamental properties of handsheets containing TEMPO-oxidized pulp in various weight ratios. Nord Pulp Pap Res J 31:248–254
Kontturi E, Mitikka-Eklund M, Vuorinen T (2008) Strength enhancement of a fiber network by carboxymethyl cellulose during oxygen delignification of kraft pulp. BioResources 3:34–45
Korhonen MHJ, Laine J (2014) Flocculation and retention of fillers with nanocelluloses. Nordic Pulp Paper Res J 29:119–128
Laine J, Lindström T, Nordmark GG, Risinger G (2002) Studies on topochemical modification of cellulosic fibres. Part 2. The effect of its carboxymethyl cellulose attachment on fibre swelling and paper strength. Nordic Pulp Paper Res J 17:50–56
Lindström T, Naderi A, Wiberg A (2015) Large scale applications of nanocellulosic materials–a comprehensive review. J Korea TAPPI 47:5–21
Lourenço AF, Gamelas JAF, Ferreira PJ (2014) Increase of the filler content by using a silica-coated PCC filler. Nordic Pulp Paper Res J 29(2):240–245
Lourenço AF, Gamelas JAF, Nunes T, Amaral J, Mutjé P, Ferreira PJ (2017) Influence of TEMPO-oxidized cellulose nanofibrils on the properties of filler-containing papers. Cellulose 24:349–362
Naderi A, Lindström T, Torbjörn T (2014) The state of carboxymethylated nanofibrils after homogenization-aided dilution from concentrated suspensions: a rheological perspective. Cellulose 21:2357–2368
Nechyporchuk O, Belgacem MN, Bras J (2016) Production of cellulose nanofibrils: a review of recent advances. Ind Crops Prod 93:2–25
Osong SH, Norgren S, Engstrand P (2016) Processing of wood-based microfibrillated cellulose and nanofibrillated cellulose, and applications relating to papermaking: a review. Cellulose 23:93–123
Ottesen V, Syverud K, Gregersen ØW (2016) Mixing of cellulose nanofibrils and individual furnish components: effects on paper properties and structure. Nordic Pulp Paper Res J 31(3):441–447
Pedrosa J, Gamelas JAF, Lourenço AF, Ferreira PJ (2016) Surface properties of calcium carbonate modified with silica by sol-gel method. Colloids Surf A 497:1–7
Rasteiro MG, Garcia FAP, Ferreira P, Blanco A, Negro C, Antunes E (2008) Evaluation of flocs resistance and reflocculation capacity using the LDS technique. Powder Technol 183:231–238
Saito T, Isogai A (2007) Wet strength improvement of TEMPO-oxidized cellulose sheets prepared with cationic polymers. Ind Eng Chem Res 46:773–780
Siró I, Plackett D, Hedenqvist M, Ankerfors M, Lindström T (2011) Highly transparent films from carboxymethylated microfibrillated cellulose–the effect of multiple homogenization steps on key properties. J Appl Polym Sci 119:2652–2660
Song S, Wang P, Zhang M (2018) Filler bondability factor as a tool for maximizing the potential of mineral additives in paper production. BioResources 13(3):4770–4772
Sousa S, Pedrosa J, Ramos A, Ferreira PJ, Gamelas JAF (2016) Surface properties of xylan and xylan derivatives measured by inverse gas chromatography. Colloids Surf A 506:600–606
Taipale T, Österberg M, Nykänen A, Ruokolainen J, Laine J (2010) Effect of microfibrillated cellulose and fines on the drainage of kraft pulp suspension and paper strength. Cellulose 17:1005–1020
Tarrés Q, Oliver-Ortega H, Alcalà M, Merayo N, Balea A, Blanco A, Mutjé P, Delgado-Aguilar M (2018) Combined effect of sodium carboxymethyl cellulose, cellulose nanofibers and drainage aids in recycled paper production process. Carbohyd Polym 183:201–206
Wågberg L, Winter L, Ödberg L, Lindström T (1987) On the charge stoichiometry upon adsorption of a cationic polyelectrolyte on cellulosic materials. Colloids Surf 27:163–173
Wågberg L, Decher G, Norgren M, Lindström T, Ankerfors M, Axnäs K (2008) The build-up of polyelectrolyte multilayers of microfibrillated cellulose and cationic polyelectrolytes. Langmuir 24:784–795
Walecka JA (1956) An investigation of low degree of subsitution carboxymethylcelluloses. Doctor’s Dissertation, The Institute of Paper Chemistry, Wisconsin
Acknowledgments
Ana F. Lourenço would like to acknowledge Fundação para a Ciência e Tecnologia (FCT), Portugal, for PhD Grant SFRH/BDE/108095/2015.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Lourenço, A.F., Godinho, D., Gamelas, J.A.F. et al. Carboxymethylated cellulose nanofibrils in papermaking: influence on filler retention and paper properties. Cellulose 26, 3489–3502 (2019). https://doi.org/10.1007/s10570-019-02303-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-019-02303-5