
Abstract
Cryogenic treatment is a supplementary heat treatment which can be applied to many different alloys. The effects of treatment are permanent and affect the entire material section. There have been many studies focused on the cryogenic treatment of tool steels. In the current study, an annealed Ti6Al4V material was used, and different cryogenic treatment processes and aging were applied. The effects of different heat treatment procedures on the microstructural and tribological properties were investigated. Eight different structures were obtained with different heat treatment cycles. As a result of wear tests and hardness tests, both cryogenic treatment and the aging treatment improved the wear resistance. The results of the ball-on-disk wear tests showed that the cryo-treated and aged samples have better wear resistance than annealed and shallow cryo-treated samples. 24 h deep cryogenic treatment improved wear resistance of the Ti6Al4V sample without significantly affecting hardness. It was also found that the aging process was effective due to both increasing hardness and wear resistance. Applying additional cryogenic treatment between solutionizing and aging improved this effect.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Titanium alloys are used in many sectors, especially in the biomedical, chemical, food processing and aerospace sectors, with their superior properties such as high specific strength, corrosion resistance, biocompatibility. [1]. One of the factors limiting the use of titanium alloys, especially in machine parts, is their low wear resistance. There are many studies in the literature focused on increasing the wear resistance of titanium alloys. In these studies, one of the methods used is altering the materials’ surface chemistry come to the forefront with the increased wear resistance they provide. However, the fact that these approaches completely change the structure of the surface affects the effect of the titanium alloy on the substances it interacts with the alloy. This situation makes it particularly challenging to implement the proposed methods in the human health critical applications such as biomedical and food processing sectors. Mechanical, thermomechanical and thermal processes are the main approaches proposed in improving the wear properties without changing the materials’ surface chemistry. With conventional heat treatments, strength and wear resistance of Ti6Al4V alloy can be increased. Besides these transactions, cryogenic treatment is an additional heat treatment that has the potential to change the mechanical properties and refine microstructure. In the literature, there are different studies focused on the effects of the different heat treatment processes on surface properties, manufacturability properties, corrosion resistance and biocompatibility of titanium alloys. Heat treatments applied to titanium alloys and their effects on material properties are widely known, but studies on the cryogenic treatment of titanium alloys and the effect of cryogenic treatment on properties of titanium alloys are limited. Many studies investigate the effects of cryogenic treatment on tool steels. Although studies on non-ferrous materials are relatively limited, research on this issue is continuing all over the world.
The studies on the effect of heat treatments applied on titanium alloys show that heat treatment has a significant effect on the wear resistance of titanium alloys. Gu et al. [2] conducted cryogenic treatment on Ti6Al4V alloy for 3, 24, 48, 72 h. Wear tests were performed with the pin-on-disk assembly under dry conditions. The counter material was GCr15 steel with 60 HRc hardness. The wear test results were evaluated concerning the weight difference recorded before and after the wear test. XRD analysis and microstructure analysis was performed to determine the effects of the cryogenic treatment on the internal structure of the samples. It was stated that there was no observable change in the microstructure of the samples examined with the help of scanning electron microscope (SEM), a slight microhardness increase was observed with cryogenic treatment, but the most serious increase reported was 15 Hv for 72 h deep cryogenic treatment. In this context, it can be said that a slight hardness increase can be obtained by applying the cryogenic treatment. According to the wear tests, deep cryogenic treatment decreases the friction coefficient compared to shallow cryogenic treatment; friction and wear properties against steel material according to the reference sample get improved. This observed improvement effect was tested under different loads (50–100–200 N). In these tests, the wear resistance of 72 h deep cryogenic treatment was improved in all tests, while the effects observed in 24 and 48 h deep cryogenic treatment samples show variable results at different load and contact conditions [2]. In another study conducted on the effect of cryogenic treatment of titanium alloys on wear resistance, it was reported that the wear resistance deteriorated in the sample treated with deep cryogenic treatment for 10 h [3]. In this context, it can be said that cryogenic treatment time and conditions have a significant effect on the wear behavior of titanium alloys. It has been reported that the wear mechanism of titanium alloy against steel has an adhesive character and delaminations were observed at the wear surface. Cryogenic treatment contributed to smoother wear surface formation by reducing the scraping effect on the surface and reducing plastic deformation in the contact area. The primary mechanism providing these effects was reported to be the reduction in the β phase amount and the regulation of grain size in the internal structure [2]. In addition to this study, another study made with TZ20 titanium alloy, high temperature (900 °C) annealing, the post-annealing solution was applied and wear tests were performed under different loads. Liang et al. [4] reported that abrasion resistance and friction resistance of 900 °C annealed and quenched samples increased compared to other samples. In this study, it is emphasized that the contact stress has a significant effect on the specific wear rate value because the plastic deformation effect increases with increasing load amount. According to the results of the study, it has been emphasized that testing the samples under proper load is important in determining the wear resistance of the sample in order to perform a convenient wear test. Ganesh et al. used Ti6Al4V alloy under different conditions and tested these samples on a pin-on-disk assembly. All samples were solutionizied for 1 h at 950 °C, and the cooling environments were differentiated as the furnace, air and water. After that, the aging process was carried out for 3 h at 550 °C. According to the results of the study, it was reported that increasing the cooling rate in the solutionizing process increased the wear resistance. The cooling medium was effective in increasing the wear resistance, and the wear resistance of the water quenched samples yielded highest wear resistance among the tested samples [5]. In addition to the studies using heat treatments to improve the wear resistance of titanium alloys, there are many studies aimed at enhancing the wear behavior by changing the surface properties and chemistry [6,7,8,9]. There are also studies to increase the abrasion resistance by applying heat treatment only to the surface instead of heat treatment of the whole material. Zieliński et al. treated Ti6Al4V alloy with laser beam effect under cryogenic conditions (laser remelting). The CO2 laser was used as the heat source in the remelting process. The study aimed to determine whether the surface obtained by this method was suitable for the performance of titanium alloys used as biomaterials in abrasion and corrosive environments. Continuous treatment with carbon dioxide laser was performed at 3 and 6 kW power and scanning speed of 0.5 and 1 m/s. Microstructure, surface topography, hardness, microhardness, linear wear rate and weight loss were determined. Although the results of the study reported that with the effect of local heating, some surface cracks were observed, tribological properties made with body fluid-like fluid have been reported to significantly improve the tribological properties of the above-mentioned process [10].
One of the main uses of titanium alloys is biomedical applications. Before being used in the biomedical field, titanium alloys are subjected to many different methods of improving surface properties for many different purposes. Some of the surface modification methods are compiled as follows: mechanical methods (machining, grinding, polishing, sandblasting), chemical methods (chemical treatment, acidic treatment, alkaline treatment, hydrogen peroxide treatment, sol–gel coating, anodic oxidation), CVD and PVD coatings and coatings by thermal methods, Ion implantation can be counted as [11]. Although these methods are preferred in some specific applications, they are generally reported to have disadvantages as well as advantages.
Another emerging method to improve wear resistance of metals is cryogenic treatment. The application of cryogenic treatment may enhance surface properties and wear resistance. However, the duration, application method, the previous material condition and phase dynamics of the alloy play a significant role in the success of cryogenic treatment [12]. Early studies about cryogenic treatment were focused on ferrous alloys especially tool steels. The cryogenic treatment also has many different applications in non-ferrous materials. One of these applications is copper alloys which are reported to improve acoustic and electrical properties by cryogenic treatment. In their study, Nadig et al. stated that the application of the deep cryogenic treatment to the finished products for 24 h and tempering at 150 °C had regulated the atomic structure and dislocations in the structure and significant improvements in the electrical conductivity values were observed with the reduction in residual stresses [13]. This improvement was obtained without a serious dimensional change in the final product. In another study on copper alloy (Cu76.12Al23.88), the effects of cryogenic treatment on thermal diffusion coefficient, heat capacity, thermal conductivity coefficient and thermal expansion coefficient from 25 to 600 °C were investigated. In this study, copper samples were heated to 800 °C followed by deep cryogenic treatment for 10 min. According to the results of the study of cryogenic treatment, the thermal diffusion coefficient was reported to increase thermal conductivity, but thermal expansion coefficient did not significantly affect other properties [14]. Similar results were reported by different studies [15]. In addition to these, studies showed that cryogenic treatment increased the performance of copper electrodes used in resistance spot welding applications [16].
WC–Co inserts are another group commonly used in the application of cryogenic treatment to non-ferrous materials. Sert et al. studied the effect of shallow and deep cryogenic treatments on tungsten carbide; (WC–Co) inserts were investigated and explained. The internal structures obtained from shallow and deep cryogenic treatment of WC–Co material were examined by using high-resolution transmission electron microscopy (HRTEM) and SEM, but no observable changes were reported in the microstructure. However, it was determined that the binding of Co element in the structure of the carbide tip underwent martensitic transformation (a-Co (fcc) − ε-Co (hcp)) by cryogenic treatment and X-ray diffraction (XRD). After dissolving W element on the surface by electrochemical methods, the results obtained by XRD were found to be higher in deep cryogenic treatment than shallow cryogenic treatment as well as in untreated samples in Rietveld analysis. In addition, it was found that annealing after cryogenic treatment reduced the amount of martensitic conversion [17]. In another study, focused on the cryogenic treatment of WC carbides, WC/Fe/Ni carbide material was subjected to deep cryogenic treatment for 2, 12 and 24 h. A selective electrolytic corrosion test was applied to observe the effects of cryogenic treatment. Internal friction characteristics, mechanical, abrasion and corrosion properties of the material were investigated. As a result of this study, it was reported that the binding structure (Fe–Ni) underwent a martensitic transformation and W element precipitated in this structure. In this study, it was reported that the wear rate and friction coefficient decreased significantly but the fracture toughness value decreased slightly [18].
Cryogenic treatment is known to regulate dislocations and increase electrical conductivity in many materials. Prior studies about applying cryogenic treatment to different materials and the mechanisms of cryogenic treatments created the idea of applying cryogenic treatment to titanium alloys; very limited research were conducted on the effects of cryogenic treatment on corrosion behavior and very few of these focused on Ti6Al4V alloy. Another approach to improve wear resistance in titanium alloys is aging. In the current study, effects of different Cryo-treatment, and aging procedures on tribological behavior have been investigated and reported.
2 Materials and Methods
In this study, Ti6Al4V alloy was chosen to investigate the effect of cryogenic treatment on microstructure and wear properties of titanium alloy. Ti6Al4V alloy was supplied as a cylindrical rod as Grade 5 in the ASTM B348 standard. The alloys of this standard are annealed at 700 °C as supplied condition. The rod was sliced radially by using wire electrical discharge machining (WEDM) method. After slicing, each sample was cut with a precision silicon carbide (SiC) cutting disk to remove surfaces from machining effects. During these processes, additional grinding was performed to ensure that the sample preparation process did not affect the final specimen properties.
2.1 Heat Treatment
Different heat treatments were designed and applied in order to investigate the effects of cryogenic treatment and aging on Ti6Al4V alloy; eight groups of samples were prepared. The groups were divided into G2-G5 treated with cryogenic treatment and G6-G8 treated with aging. The first group was selected as the reference sample and left as supplied. The cryogenic treatment was applied to the samples by MMD Technology according to the parameters in Table 1. In the cryogenic treatment, the sudden cooling of the samples and the sudden heating after the process can cause distortions and material damage. In order to prevent this, the heating and cooling process was carried out utilizing a computer-controlled device. Cooling and heating were carried out at a controlled rate of 1 °C/min.
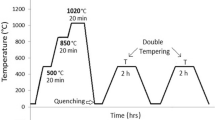
The method to be followed in the aging process was determined by considering the aging parameter recommendations in the different literature sources given in Table 2. Samples were heated to α + β region (920 °C) for solutionizing and kept at this temperature for 1 h considering the sample size. After the solution treatment, the specimens were quenched to room temperature in the oil medium. Samples that were cryogenically treated before aging were subjected to deep cryogenic treatment for 24 h and 36 h within 24 h following the solution treatment. After all these, the samples were aged for 3 h at 650 °C.
2.2 Sample Preparation for Wear Tests
Wear test samples were cut from the supplied Ti6Al4V bar. A prior slicing was conducted with the WEDM method. After that, silicon carbide (SiC) disk was used with cutting fluid to cut the samples and minimize the thermal effect on titanium samples. All samples that were tested were taken from the face surface of the rolled bar. Samples were molded to ensure easier retention during testing and to ensure parallelism between the top and bottom surfaces. All samples were hot-molded at a temperature of about 180 °C for 3 min. The surface of the samples were prepared by Struers Tegraforce pneumatic grinding and polishing device. The coarse grinding process was carried out using cooled water with 220, 600 grit magnetic emery paper in two stages. Since the titanium surface could be easily scratched, an extra-fine grinding was done with 1200 and 2400 emery paper. A 15 N load was applied to each sample at each stage of grinding for 10 min. The polishing process was likewise done with the help of a pneumatic-assisted device. 3 µm diamond solution and a long-haired strap were used to polish samples. The same procedure was applied to all samples so that the surfaces of all samples were in a similar state at the beginning of the test. The surface roughness values of the samples were prepared to be between 0.010 and 0.02 µm. All samples were alcohol cleaned prior to wear tests.
2.3 Ball-on-Disk Wear Tests
Ball-on-disk testing is an effective method used to characterize the tribological properties of material pairs and environments. Different test methods have been developed for the determination of wear behavior and determination of wear life for a specific working condition. The test method and test parameters suitable for a particular application are determined by taking into account the ambient conditions and material properties of these materials. In this study, it has been aimed to observe the tribological changes in the material caused by heat treatments applied to titanium alloys.
The magnitude of load to be applied to test samples was determined by using the Hertzian contact theory, and the test speed and duration values were determined with the help of preliminary studies. In order to obtain meaningful results in wear tests, tests were carried out under relatively low loads (2 N) in a relatively long distance (50 m) under dry unlubricated condition. It was thought that meaningful results could be obtained with the parameters used in the preliminary wear tests. Schematic representation and the parameters of the wear test used are given in Table 3.
Wear tests were performed in ball-on-disk geometry according to DIN 50324 standard. In the experiments, Ø 3 mm, WC-6% Co balls were used as counter objects. The properties of counterpart are 91.6 HRA hardness, 690 GPa elastic modulus and Poisson’s ratio 0.22. The sphericity and composition of the balls are guaranteed by the certificate of the manufacturer. In wear tests, such a hard counter body at this level was chosen with an intention of wear to occur only in the tested material. In the tests, the amount of load to be applied to the titanium alloys was calculated by calculating the Hertzian stress value to which the alloy would be exposed. The Poisson ratio of the alloy was taken as 0.34 with the elastic modulus 113.8 GPa, and the contact stress was calculated according to Hertzian contact theory [22] as 1.2 GPa in performed experimental tests.
The tribological tests were performed in the Tribology Laboratory of Eskişehir Osmangazi University. The wear test module is shown in Fig. 1.

Wear test module, CSM tribometer
2.4 Wear and Friction Evaluation
The wear tests were performed with ball-on-disk configuration. Worn sections width and depth were measured with precision surface roughness measuring device. The obtained data were processed with the help of Origin Lab Pro software, and the cross-sectional areas of the worn channel were calculated. With the device shown in Fig. 2, the worn sample section was measured from different angles perpendicular to the channel. In the calculation of the wear area, the area of the pool shown in gray is calculated in Fig. 2, which is composed of raw data filtered by the gauss filter. The average wear area was calculated with the mean value of many measured data points. By taking the average wear area and revolving, this area to the test radius, wear volume was calculated by using Eq. (1). The specific wear rate is an approach that makes the test results more universal by removing the influence of test parameters such as load and distance. The specific wear rate was also calculated using Eq. (2).

Wear test measurement device and sample wear area calculation
The friction force for each test was recorded by CSM tribometer. The tribometers load cell calculates the needed torque that is required to perform the test in desired parameters and provides the turning of the test piece via a controlled electric motor. The test device provides and records the required torque to obtain the desired rotational speed. The torque data was divided with the test radius, and the instantaneous friction force is determined. The friction force is divided into applied test load and the instantaneous friction coefficient is found. Time and friction coefficient graphs were generated by using this data. The average friction coefficient and friction coefficient versus time graphs are presented.
3 Results and Discussions
3.1 Microstructure and Phase Analysis
Microstructural examinations were conducted to observe the effect of different heat treatment processes on the microstructure of Ti6Al4V alloy. According to microstructural examinations, it was observed that the application of cryogenic treatment affected the α–β phase density in the microstructure. However, overall microstructural appearance did not significantly change. In the aged samples, the form of the β phase was altered, and the β phase formed a basket structure. Cryogenic treatment affected the ratio of light and dark areas in the microstructure. Phase analysis was performed using microstructures obtained with 1000 × magnification. Figure 3 shows the microstructures taken at 1000 magnification. After the initial observation of microstructures, the microstructures were processed using an image processing technique. The surface ratios of the phases were measured as that the β phase was dark and the α phase was light-colored. In order to make this process right, microstructures of all samples were taken under the same conditions. The image processing software was calibrated by performing a coloration and filtering process with the expected β phase ratio of 8.1% to be in the structure of the supplied sample. This calibration was also used for other samples. ImajeX software was used for these operations. As a result of the analysis, the ratio of the β phase amount of the different samples to the whole structure is shown graphically in Fig. 4. According to these results, it could be said that the application of shallow cryogenic treatment did not lead to a significant change in the phase ratio in the structure, but the application of deep cryogenic treatment was effective in the β to α phase transformation. The aging process increased the β phase ratio in the structure. In the aging process, cryogenic treatment before aging decreased the ratio of β phase in the structure. These results showed the amount and distribution of the β phase in the structure transforming with cryogenic treatment.

Microstructure images of samples (1000 ×)

β phase ratio of samples
3.2 Wear Test Results
The ball-on-disk wear testing module was used to determine the effect of cryogenic treatment on the tribological properties of Ti6Al4V alloy. Wear test samples were polished and alcohol cleaned prior to each test, and the surface roughness values were between 0.010 and 0.02 µm. Wear test results are given in Table 4. According to the results of this experiment, meaningful test results were obtained for all samples at a test distance of 50 meters under 2 N load. Wear tests were performed with ball-on-disk geometry according to DIN 50324 standard. After the tests, the balls were examined. There was not any remarkable wear on WC balls. The experiments were carried out on the same day in a closed environment.
The wear resistance was determined taking into account the wear rate. Wear rates were calculated with the measured wear profiles by using Eqs. (1, 2). Sample profile measurement for each group is given in Fig. 5; the calculated wear rates are shown in Fig. 7a. The lowest wear rate, i.e., the highest wear resistance group, was the eighth group, which was subjected to cryogenic treatment for 36 h before aging. Wear resistance improved by approximately 8% relative to the reference sample in 24 h cryogenic-treated sample 4. Shallow cryogenic-treated sample groups 2 and 3 showed a 3% and 5% wear resistance improvement, respectively. On the other hand, wear resistance decreased by 12% compared to the reference sample in group 5, which was subjected to cryogenic treatment for 36 h. According to these results, it was observed that cryogenic treatment increased wear resistance under certain conditions, but it could have a negative effect when applied more than a certain time.

2D wear scar profiles
The aging process increased the strength and hardness of the structure as well as the wear resistance. The wear resistance increased by 9% in the specimen treated with aging only, whereas a slight improvement was observed in the 24 h deep cryogenic-treated sample compared to the aging group alone. Similarly, deep cryogenic treatment for 36 h after quenching showed a 3% improvement over the aged sample only. In this context, it can be said that the application of cryogenic treatment after quenching has a positive effect on wear resistance.
In situ friction force measurement was carried out instantly during each wear test. The measured friction force values were divided by the test load, and the instantaneous friction coefficient was calculated. Friction coefficients vs test distance graph is given at Fig. 6, and average friction coefficients are given in Fig. 7b. The lowest friction coefficient was seen in the untreated reference group. In Group 8 and Group 4, where the wear resistance improved, the average coefficient of friction was calculated as 0.468 and 0.476, respectively. These values were very close to the friction coefficient of the reference group. When these results were examined, the lowest coefficient of friction was observed in the reference sample in Group 1 (0.44), and the highest average coefficient of friction was observed in Group 5 with the highest wear volume.

Wear test in situ friction coefficients

Wear test results, a wear rate, b average friction coefficient
In order to better understand the wear mechanism of Ti6Al4 V alloy against WC ball, the wear zone was examined under magnification. The inspection of the wear scar was carried out within 24 h of testing to prevent deterioration of the wear zone by atmospheric influences. Wear scar images that were taken from the wear zone are shown in Fig. 8. Wear scar examinations showed that the wear characteristics of the samples were similar. In other words, the application of cryogenic treatment and aging treatment affected the wear amount under test conditions but did not change the wear characteristics completely. The friction coefficient graph was plotted instantly during the wear test which is given at Fig. 6. Fluctuations in certain frequencies were observed. The reason for these observed fluctuations might indicate the formation of adhesive bonds broken during the test. The wear mechanism was assumed to occur due to delamination of these bonds. It was presumed that the wear rate decreased, and the wear resistance increased in the samples with less adhesion and delamination effect. Another interesting finding was that, the delaminated particles increased friction coefficient. In some cases, the worn particles could act like rollers and lower the friction coefficient, but in Ti6Al4 V alloy the delaminated particles started abrasive wear processes and increased the wear amount.

Macro-images of wear scar (100 ×)
3.3 Hardness Tests
The hardness tests were performed at different radial distances from the cylindrical rod sample surface, and average values are presented. As the supplied sample was annealed, all samples were measured from the center to the outer diameter of the face surface. With the effect of annealing conducted by the manufacturer, no significant hardness difference was found between different sections in the rolled bar. Hardness measurements were performed on the Vickers scale using the microhardness method. Hardness measurements were conducted with 100 grams load and 10 s dwell time, and 10 different measurements were taken on the surface for each group. The results are given as average values in Fig. 9.

Mean hardness values (HV) of samples
According to the hardness test results, shallow cryogenic treatment did not lead to a significant change in material hardness; deep cryogenic treatment increased the hardness slightly for 24 h, and no significant difference was observed in 36 h application compared to the reference sample. A 50 HV increase in hardness compared to the reference sample by aging was observed as expected. According to these results, it could be said that cryogenic treatment did not cause a significant change in hardness in Ti6Al4V alloy.
4 Conclusion
As a result of experimental studies, it was observed that cryogenic treatment of Ti6Al4V alloy resulted many changes in material properties. It was observed as a result of characterization studies that the microstructure changed with the cryogenic treatment applied, the β phase turned into α phase depending on the process time and conditions, the internal stresses in the structure decreased and the grains were arranged. Tribological properties were examined by conducting wear tests. The tests showed that samples subjected to deep cryogenic treatment for 24 h were distinguished by the wear resistance they gained, and no significant change was observed in friction coefficient and wear mechanisms compared to the reference sample. While applying shallow cryogenic treatments on Ti6Al4V, alloys improved wear resistance, but the effect was more limited. However, conducting 36-hour deep cryogenic treatment lowered the wear resistance. The highest wear resistance was observed in the samples subjected to aging. Applying deep cryogenic treatment after quenching prior to aging helped to improve wear resistance. The samples cryo-treated for 36 h prior to aging were the groups with the highest wear resistance.
References
Ezugwu E O, and Wang Z M, J Mater Process Technol68 (1997) 262–274.
Gu K, Wang J, and Zhou Y, J Mech Behav Biomed Mater30 (2014) 131–139.
Nasreen H, Mohamed S B, and Mohideen S R, Appl Mech Mater592–594 (2014) 1331–1335.
Liang S X, Yin L X, Zheng L Y, Xie H L, Yao J X, Ma M Z, and Liu R P, J Mater Eng Perform27 (2018) 4645–4654.
Ganesh B K C, Ramaniah N, and Rao P C, J Mech Eng Res4 (2012) 67–74.
Huang Y-G, Chen J-R, Zhang M-L, Zhong X-X, Wang H-Q, and Li Q-Y, Mater Manuf Process28 (2013) 1310–1313.
Park Y G, Wey M Y, and Hong S I, J Mater Sci Mater Med18 (2007) 925–931.
Wu T I, and Wu J K, Surf Coat Technol90 (1997) 258–267.
Çelik O N, Appl Surf Sci274 (2013) 334–340.
Zieliński A, Jażdżewska M, Łubiński J, and Serbiński W, Solid State Phenom, 183 (2011) 215–224.
Liu X, Chu P, and Ding C, Mater Sci Eng R Rep47 (2004) 49–121.
Çakir F H, and Çelik O N, Met Sci Heat Treat59 (2017) 289–293.
Nadig D S, Ramakrishnan V, Sampathkumaran P, and Prashanth C S, in presented at the Advances in Cryogenic Engineering: Transactions of the International Cryogenic Materials Conference—ICMC, Spokane, Washington, USA (2012), vol 58, p 133–139.
Wang P, Lu W, Wang Y, Liu J, Zhang R, Rare Met30 (2011) 644–649.
Isaak C J, and Reitz W, Mater Manuf Process23 (2007) 82–91.
Zhisheng W, Ping S, Jinrui L, and Shengsun H, Mater Des24 (2003) 687–692.
Sert A, and Celik O N, Mater Charact150 (2019) 1–7.
Gao Y, Luo B-H, Bai Z, Zhu B, and Ouyang S, Int J Refract Met Hard Mater58 (2016) 42–50.
AMSH81200D, Heat treatment of titanium and titanium alloys, SAE International (2014).
AMS2801B, Heat treatment of titanium alloy parts, SAE International (2014).
ASM Handbook Committee and ASM International (eds) in Metals handbook, 9th ed. American Society for Metals, Metals Park, Ohio (1978).
Johnson K L, Proc Inst Mech Eng196 (1982) 363–378.
Acknowledgment
This work was supported by a research program supported by the Eskisehir Osmangazi University, Project Number 2017/15A210.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Çakir, F.H., Çelik, O.N. Tribological Properties of Cryo-Treated and Aged Ti6Al4V Alloy. Trans Indian Inst Met 73, 799–809 (2020). https://doi.org/10.1007/s12666-020-01898-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-020-01898-9