
Abstract
In this study, a newly developed duplex coating method incorporating plasma carburization and CrN coating was applied to Ti–6Al–4V and its effects on the wear resistance and fatigue life were investigated. The carburized layer with approximately150 μm in depth and CrN coating film with 7.5 μm in thickness were formed after duplex coating. Hard carbide particles such as TiC And V4C3 were formed in the carburized layer. XRD diffraction pattern analysis revealed that CrN film had predominant [111] and [200] textures. The hardness (Hv) was significantly improved up to about 1,960 after duplex coating while the hardness value of original Ti–6Al–4V was 402. The threshold load for the modification and/or failure of CrN coating was measured to be 32 N using the acoustic emission technique. The wear resistance and fatigue life of duplex-coated Ti–6Al–4V improved significantly compared to those of un-treated specimen. The enhanced wear resistance can be attributed to the excellent adhesion and improved hardness of CrN coating film for the duplex-coated Ti–6Al–4V. The initiation of fatigue cracks is likely to be retarded by the presence of hard and strong layers on the surface, resulting in the enhanced fatigue life.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Ti–6Al–4V alloy, originally developed for aerospace materials, has been used extensively in biomedical field due to its good biocompatibility, mechanical reliability and osteoconductivity [1–6]. Recently, Jonasova et al. [2] reported that titanium treated in NaOH can form hydroxycarbonated apatite after exposition in simulated body fluid (SBF). Apatite nucleation was suggested to be induced by Ti–OH groups on the surface of titanium and titanium alloys. More recently, the bone cell attachment and proliferation on the surface of titanium was found to be greatly influenced by the surface properties [3–6] such as wettability, crystallographic structure, morphology and composition of surface layers and surface roughness. Ti–6Al–4V alloy is now being used as a common material for orthopedic implants under biomechanical loading conditions and biochemical environments [1, 2].
One of the most important features of materials which should be considered for the application as artificial implants is wear behavior [1, 7]. In vivo degradation, primarily as a result of the higher wear rates associated with implants and the consequent adverse biological effect of the generated wear debris on bone mass/density and implant fixation results in the decrease of lifetime for artificial implants [1]. Some of elements from these wear debris can be soluble in body fluids and deposited to organ tissues [8]. Mechanical and wear properties of Ti base alloys are known to be largely affected by the morphology, size, distribution and volume fraction of the constituent phases.
Although Ti alloys have been used as materials for wide range of constructional structures and lightweight transportation vehicles as well as biomedical materials because of their low density, high specific strength, high corrosion resistance, superior high temperature mechanical properties, relatively low wear resistance of Ti alloy compared with special steels and ceramics has limited the application in more harsh and severe environments. As a solution to this problem, surface modification of Ti and Ti alloys through nitriding, carburizing, thermal spray coating, chemical vapor deposition (CVD) or physical vapor deposition (PVD) has drawn the attention of engineers in biomaterials field [9–11]. The gradual accumulation of wear products and debris particles released from prostheses are known to generate granulomatous reactions in the tissue surrounding the prostheses, and cause loosening and osteolysis [12]. Ceramic film coating and deposition has been found to be suitable for the highly loaded environments found in joint replacement because of excellent corrosion resistance, wettability of liquids and scratch resistance of ceramics [10–12]. Ceramics such as ZrO2, TiN, TiO2, SiO2, SiC and CrN have potential as coatings on implant surfaces [13, 14]. ZrO2 has been used for orthopedic implants as ball heads in artificial hip joints [13]. TiN and TiO2 films have been shown to possess excellent hemocompatibility and induce apatite formation [13, 15]. Currently, TiN coatings have a wide range of applications such as dental prosthesis, material for hip joint and heart valve replacements [13, 16].
Recently CrN has been gaining popularity as a viable alternative to TiN in a number of important structural applications [10]. The reasons are the superior wear and corrosion resistances of CrN together with its relatively higher thermal stability and better fracture toughness compared with TiN [9, 10]. Recently it was suggested that duplex coatings were much more effective in enhancing the wear resistance than singular coating [9, 14]. For example, Wilson et al. [14] observed that duplex coatings consisting of initial plasma nitriding followed by physical vapor deposition of TiN or CrN improved the wear resistance of Ti–6Al–4V significantly compared with those of TiN or CrN alone [14]. Duplex coating including PVD is usually applied to strengthen the matrix close to the surface, enhance the adhesion between the matrix and coating films and improve the properties of coating film itself.
One concern remains to be clarified is the possible detrimental health effect of Cr. It is generally accepted, however, that the human health risk are mainly due to hexagonal chromium compounds [17]. In contrast, trivalent chromium and chromium in the zero oxidation state are treated to be relatively inert and not toxic to human [17]. Animal research is necessary to evaluate the toxic potency of CrN, but the high stability and great corrosion and wear resistances of CrN may reduce the health risk significantly. This study was designed to investigate the effect of duplex coating (plasma carburization/CrN PVD) on the wear and fatigue properties of Ti–6Al–4V alloy.
Materials and methods
Materials
The matrix used in this test is Ti–6Al–4V alloy and its chemical composition is shown in Table 1. About 1.7-mm thick Ti–6Al–4V alloy plates were used for coating. Specimens were solution treated at 1,100°C for 30 min and then water-quenched for removal of rolling structure and homogenization before applying plasma carburization. Also in order to optimize the strength and ductility, they were annealed at 955°C for 30 min and furnace-cooled. The composite structure of equiaxed grains with interwoven lamellae was formed after heat treatment. The surface of specimen was polished with emery paper #1200 and further polished with 0.3-micron alumina powders. The specimen was then plasma carburized after ultrasonic cleaning using acetone.
Plasma carburizing and CrN thin film coating
For plasma carburizing, the specimen was laid on the support in the furnace and sputtered using a mixture of H2 (4.17 × 10−6 m3/s) and Ar (4.17 × 10−6 m3/s) for 40 min after the chamber pressure was lowered to 4.5 × 10−2 torr and the temperature was increased up to 1,100°C. Next, plasma carburizing was performed while maintaining the pressure in the furnace at 250 Pa and the glow discharge current density at 0.05 A/cm2at 900°C for 6 h. A mixture of CH4–Ar–H2 with methane content of 1.7 vol.% was used for carburizing gas and the flow rate of the mixture gas was 8.94 × 10−6 m3/s.
The specimen was cleaned with an alkali and then dried in vacuum before arc ion plating (AIP) of CrN. The vacuum of the chamber was lowered to 10−4 torr. Cr is emitted from Cr target by generating arc discharge between Cr targets that works as both cathodes and anodes. When the bias voltage is applied to matrix with Cr being emitted for preconditioning of the specimen surface, the emitted Cr collides with matrix, which cleans the surface of the matrix. CrN coating is performed on the matrix after N2 gas was injected and the bias voltage was lowered. The specimen with plasma carburization and CrN coating will be called duplex-coated specimen hereafter.
Mechanical tests
In order to examine the effect of carburization and CrN coating, microstructure, hardness and wear properties were examined. For microstructural observation, the duplex-coated specimen was mechanically polished and etched with Kroll solution. For the analysis of crystal structure, duplex-coated specimen (plasma carburization/CrN coating) was analyzed with X-ray diffractometer (GXRD, Scin. Tag. DMS-200) and compared with the non-carburized specimen and the carburized specimen. Also, in order to access the surface chemistry of the thin film, X-ray photoelectron spectroscopy (XPS) analysis was carried out (VG-ESCALab210). The morphology of the thin film cross section was observed using scanning electronic microscope (SEM) after fracturing the specimen in liquid nitrogen. The hardness was measured using a micro Vickers Hardness tester (AKASHI, HM-122) under a load of 25 gf sustained for 20 s. For measuring adhesion of thin film, scratch test was carried out using a scratch tester (Revestest, CSEM) was used. A ball on disk type wear tester (CSEM, CH-2007) was used to study the wear behavior. SiC ball with a diameter of 6.0 mm was used under load of 5 N for the wear test and the disk rotation speed was 5.0 cm/s. In order to examine the fatigue resistance, plate-type specimens were machined in accordance with ASTM standard E-466. Fatigue tests were performed using an electro-hydraulic machine (Shimazu-10) with a stress ratio of 0.1 and frequency of 20 Hz.
Results and discussion
Surface characterization
Figure 1(a) and (b) shows the near-surface microstructures of Ti–6Al–4V alloy, before (a) and after (b) carburization. Figure 1(c) is a SEM micrograph, showing the cross-sectional view of CrN film coated on the carburized Ti–6Al–4V alloy. The as-received Ti–6Al–4V alloy shows a typical microstructure, consisting of acicular α (white phase in Fig. 1(a)) and β-Ti formed in the prior β grain of about 600 μm in size, called Widmanstatten structure [18]. The Widmanstatten structure of Ti alloys is known to have high creep and fatigue resistances [18]. After carburization, a new layer was formed in the near surface region up to depth of 150 μm as shown in Fig. 1(b). SEM micrograph of Cr thin film with about 7.5 μm thickness exhibited very dense and fine microstructure of equiaxed grains.

Near surface microstructures of Ti–6Al–4V alloy. (a) as-received, (b) carburized, (c) duplex-coated (carburized + CrN coated)
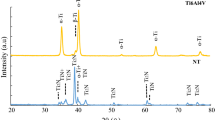
Figure 2 shows the X-ray diffraction peaks from as-received (a), carburized (b) and duplex-coated (c) Ti–6Al–4V. The carburized layer was observed to have TiC and V4C3 in the matrix of titanium as shown in Fig. 2(b). The broadening of α-Ti peaks in Fig. 2 suggests that α phase was saturated with carbon atoms while the material was carburized. Diffraction peaks from the duplex-coated specimen showed the presence of (111) and (200) planes of CrN as observed in Fig. 2(c). The presence of strong (111) and (200) planes indicates that the CrN film has predominant [111] and [200] textures. Both (111) and (200) planes have unmixed indices, all even or all odd indices for each plane, suggesting that thin film has a face centered structure [19]. The relative amount of [111] and [200] components are known to be dependent on the stacking fault energy of the material [20]. Relatively strong (200) peaks compared other materials supports that CrN has a low-stacking fault energy [20].

XRD patterns of as-received (a), carburized (b) and duplex-coated (c) Ti–6Al–4V alloy
Figure 3(a) and (b) shows XPS spectra of Cr and N from CrN thin film. Figure 3(a) shows Cr2P spectra of CrN thin film and the measured binding energy value of Cr2p3/2 was 574.6 eV, which is slightly larger than the theoretical energy value of Cr2p3/2 (574.4 eV). The discrepancy is likely to be caused by the shift of the peak due to the formation of CrN compound, which has a binding energy value of 575.8 eV. The measured binding energy for Ns1 was 396.9 eV, which also shifted toward the higher energy state. Both XRD and XPS analyses suggest that CrN compound was formed by co-deposition of chromium and nitrogen.

XPS spectra of Cr and N from CrN thin film. (a) Cr2p spectra and (b) N1s spectra
Mechanical properties
In Table 2, the surface hardness of specimen before and after plasma carburizing and duplex-coated specimen is summarized. Surface hardness values before and after carburzing were Hv 402 and Hv 1,600, respectively. After duplex-coating treatment, the surface hardness value increased to Hv 1,960, which is greater than that (Hv 1,390) of the CrN film coated directly on Ti–6Al–4V without carburization. The improvement of the surface hardness may be attributed to the improved adhesion between the matrix and CrN by carburization. Figure 4 shows the hardness profile of the cross section of the carburzied specimen from 20 μm of the surface toward the center of the matrix. The measurements were carried out at the constant interval of 20 μm from the surface of the carburized specimen. The hardness of CrN thin film cannot be measured in the cross section because of its small thickness. The hardness of CrN film was measured on the CrN thin film surface (Hv 1,960) as stated above. The hardness rapidly decreased with distance up to approx. 150 μm from the surface. This means that carburization took place up to 150 μm from the surface by plasma carburization, which is consistent with the observation in Fig. 1(b).

Hardness variation of Carburized+CrN Ti–6Al–4V alloy
Figure 5 shows the acoustic emission and frictional force signals during a scratch test of duplex-coated specimen. The drastic increase of acoustic emission can be attributed to the modification and/or failure of the coating film. Kohn et al. [21] reported that acoustic emission can reliably detect incipient cracks, thereby serving as a sensitive warning to material failure and enabling the differentiation between initiation and propagation. The threshold load (P th) at which the incidence of acoustic emission increased drastically and was approximately 32 N. Wanstrand [22] reported that the threshold load of Cr–CrN thin film coating was 20 N while Navinsek [23] reported threshold load of 12–16 N of CrN thin film coated on Ni. Recently, Park [24] observed that threshold load of CrN thin film coated directly on Ti–6Al–4V without carburization was 18 N. Compared to those different observations [22–24], critical load value of CrN coating film observed in the present study for duplex coated Ti–6Al–4V (32 N) is remarkable higher, suggesting the thin film adhesion strength of CrN is enhanced by duplex coating.

Acoustic emission and frictional force signals in the scratch testing of duplex-coated Ti–6Al–4V
In Fig. 6, the variations of the friction coefficients for as-received, carburized and duplex-coated specimens during non-lubricated wear tests are plotted as a function of distance. It should be noted that the friction and wear properties were examined by using the SiC ball. The friction coefficients were stabilized after initial unstable periods for all three specimens. After stabilization, the friction coefficients between the SiC ball and the metallic substrate were 0.60, 0.43 and 0.22 for as-received, carburized and duplex-coated specimen, respectively. The lower friction coefficient of duplex-coated specimen can be attributed to the excellent adhesion and improved hardness of CrN coating film. In Fig. 7, the wear loss was plotted against the number of revolutions. The wear loss of the as-received Ti–6Al–4V increased linearly as the number of revolution increased. The wear loss decreased significantly for the carburized specimen. It seems clear that wear resistance improved appreciably through duplex coating of Ti–6Al–4V as shown in Fig. 7. This observation is compatible with the low friction coefficient observed for duplex-coated specimen. The enhanced wear resistance also can be attributed to the excellent adhesion and improved hardness of CrN coating film for the duplex-coated Ti–6Al–4V.

Variations of the friction coefficients for as-received, carburized and duplex-coated Ti–6Al–4V

Wear loss plotted against the number of revolutions
The plots of the peak stress versus the number of cycles to failure for the as-received, carburized and duplex-coated Ti–6Al–4V are shown in Fig. 8. The fatigue life of carburized Ti–6Al–4V increased appreciably over as-received (non-treated) Ti–6Al–4V. The improvement of fatigue resistance can be associated with the enhanced strength of carburized layer due to the presence of fine carbides. The fatigue resistance of duplex-coated Ti–6Al–4V is superior to both as-received and carburized Ti–6Al–4V. The superior fatigue resistance of duplex-coated Ti–6Al–4V can be linked to the superior hardness of CrN coated on the carburized Ti–6Al–4V. The initiation of fatigue cracks is likely to be retarded by the presence of hard and strong layers on the surface, resulting in the enhanced fatigue life. Figure 9 shows the fracture surface of duplex-coated Ti–6Al–4V. Neither interfacial cracks nor debonding between the thin film and the matrix was observed, suggesting an excellent adhesion between the CrN and carburized Ti–6Al–4V. The facet-like appearance of the fracture surface in Fig. 9 suggests that they were most likely caused by crack growth preferentially on specific crystallographic planes [25]. The facet-like fracture surface was generally observed in planar slip alloys with relatively low stacking fault energies [25]. It is well known that the planarity of Ti alloys is promoted by the presence of oxygen atoms [25].

The plot of the fatigue stress versus the number of cycles for as-received, carburized and duplex-coated Ti–6Al–4V

Fracture surface of duplex-coated Ti–6Al–4V
Conclusion
Based on an investigation of wear and fatigue properties of duplex coated Ti–6Al–4V by plasma carburization and arc ion plating of CrN, the following conclusions can be drawn:
-
1.
After duplex-coating treatment, the surface hardness value increased to Hv 1,960, which is greater than that (Hv 1,390) of the CrN film coated directly on Ti–6Al–4V without carburization and that of carburized Ti–6Al–4V (Hv 1,600). The improvement of the surface hardness can be attributed to the improved adhesion between the matrix and CrN by carburization.
-
2.
The thicknesses of carburized layer and CrN coating film were 150 μm and 7.5 μm, respectively. The carburized layer was found to have TiC and V4C3 in the matrix of titanium. Diffraction peaks from the duplex-coated specimen showed that the CrN film has predominant [111] and [200] textures.
-
3.
The threshold load for the modification and/or failure of CrN coating was measured to be 32 N using the acoustic emission technique. The critical load value of CrN coating film observed in the present study for duplex-coated Ti–6Al–4V (32 N) is remarkable high compared to those observed in other studies, suggesting the thin film adhesion strength of CrN is enhanced by duplex coating.
-
4.
The wear resistance improved greatly in the duplex-coated Ti–6Al–4V. The enhanced wear resistance also can be attributed to the excellent adhesion and improved hardness of CrN coating film for the duplex-coated Ti–6Al–4V as well as to the low friction coefficient of duplex-coated specimen.
-
5.
The superior fatigue resistance of duplex-coated Ti–6Al–4V can be linked to the superior hardness of CrN coated on the carburized Ti–6Al–4V. The initiation of fatigue cracks is likely to be retarded by the presence of hard and strong layers on the surface, resulting in the enhanced fatigue life.
References
J. FISHER, X. Q. HU, T. D. STEWART, S. WILLIAMS, J. L. TIPPER, E. INGHAM, M. H. STONE, C. DAVIES, P. HATTO, J. BOLTON, M. RILEY, C. HARDAKER, G. H. ISAAC and G. BERRY, J. Mater. Sci.: Mater. Med. 19 (1998) 1621
H. M. KIM, F. MIYAJI, T. KOKUBO and T. NAKAMURA, J. Mater. Sci.: Mater. Med. 8 (1997) 341
M. INAGAKI, Y. YOKOGAWA and T. KAMEYAMA, J. Mater. Sci. 14 (2003) 919
T. M. LEE, R. S. TSAI, E. CHANG, C. Y. YANG and M. R. YANG, J. Mater. Sci.: Mater. Med. 13 (2002) 341
P. M. BRETT, J. HARLE, V. SALIH, R. MIHOC, I. OLSEN, F. H. JONES and M. TONETTI, Bone 35 (2004) 124
A. COSTANTINI, G. LUCIANI, F. BRANDA, L. AMBROSIO and G. MATTOGNO, J. Mater. Sci.: Mater. Med. 13 (2002) 891
C. APARICIO, F. J. GIL, J. A. PLANELL and E. ENGEL, J. Mater. Sci.: Mater. Med. 13 (2002) 1105
H. S. DOBBS and M. J. MINSKI, Biomaterials 1 (1980) 193
D. LIU, B. TANG, X. ZHU, H. CHEN, J. HE and J.-P. CELIS, Surf. Coat. Technol. 116–119 (1999) 234
S. ORTMANN, A. SAVAN, Y. GERBIG and H. HAEFKE, Wear 254 (2003) 1099
E. CZARNOWSKA, T. WIERZCHON, A. MARANDA-NIEDBALA and E. KARCZMAREWICZ, J. Mater. Sci.: Mater. Med. 11 (2000) 73
S. K. YEN, M. J. GUO and H. Z. ZAN, Biomaterials 22 (2001) 125
D. V. SHATANSKY, N. A. GLOUSHANKOVA, A. N. SHEVEIKO, M. A. KHARITONOVA, H. MOIZHESS, E. A. LEVASHOV and F. ROSSI, Biomaterials 26 (2005) 2909
A. WILSON, A. MATTHEWS, J. HOUSDEN, R. TURNER and B. GARSIDE, Surf. Coat. Technol. 62 (1993) 600
M. MANSO-SILVAN, J. M. MARTÍNEZ-DUART, S. OGUETA, P. GARCÍA-RUIZ and J. PÉREZ-RIGUEIRO, J. Mater. Sci.: Mater. Med. 13 (2002) 289
P. V. KOLA, S. DANIELS, D. C. CAMERON and M. S. J. HASHIMI, J. Mater. Process. Technol. 56 (1996) 422
U. GLASER, “The toxicity of chromium in the zero and trivalent form.” In Biocompatibility of Co=Cr-Ni Alloys, edited by H. F. Hildeber and, M. Champy, Nato ASI Series (New York: Plenum Press, 1986), p. 21
S. MALL, S. A. NAMJOSHI and W. J. PORTER, Mater. Sci. Eng. A, 383 (2004) 334
B. D. CULLITY, Elements of X-ray Diffraction, 2nd edn. (Reading: Addison-Wesley Publishing Co., 1978). p. 123
S. I. HONG and M. A. HILL, Mater. Sci. Eng. A 281 (2000) 189
D. H. KOHN, P. DUCHEYNE and J. AWERBUCH, J. Biomed. Mater. Res. 26 (1992) 19
O. WÄNSTRAND, R. FELLA and N. AXËN, Surf. Coat. Technol. 94–95 (1997) 469
B. NAVINSEK, P. PANJAN and J. KRUSIC, Surf. Coat. Technol. 98 (1998) 809
Y. G. PARK, C. H. BAEK and M. Y. WEY, Kor. J. Mater. Res. 12 (2002) 669
S. I. HONG and C. LAIRD, Metall. Trans. 22A (1991) 415
Acknowledgment
This work was supported by Korea Research Foundation (2004–05, KRF-D000318).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Park, Y.G., Wey, M.Y. & Hong, S.I. Enhanced wear and fatigue properties of Ti–6Al–4V alloy modified by plasma carburizing/CrN coating. J Mater Sci: Mater Med 18, 925–931 (2007). https://doi.org/10.1007/s10856-006-0014-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10856-006-0014-0