
The effect of heat treatment regimes on hardness, impact strength, and wear resistance of rail steel for high-speed tracks (rail quality category R350HT) is studied. Analysis of steel properties with a different structure is compared: pearlitic, and upper and lower bainite. It is shown that the steel with bainitic structure has the best impact strength, but wear resistance is better for steel with a lower bainite structure.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Rails and wheels were developed in the middle of the 18th century, and so far there shape has changed little [1]. Currently the majority of them are prepared from carbon steels containing manganese. The preferred structure of the steel is pearlitic [2]. If a special cooling regime is not used during heat treatment steel hardness is 300 HB. With faster rail cooling rates the distance between plates in pearlite decreases and hardness increases to 340 – 400 HB. Hardness of contemporary heat-treated steel pearlitic rails may increase to 350 – 400 HB without alloying.
The International Union of Railways (UIC) recommends use of rails of different grade for different loading conditions. The main criterion is track radius of curvature. In rectilinear sections standard rails are used, and a radius of curvature of less than 500 m rails of improved quality are strictly recommended. Improvement of the wear resistance of rails with a pearlitic structure without changing steel chemical composition is difficult. Alongside steel alloying in order to improve wear resistance there is a study of the effect on this property of microstructure, in particular bainitic.
Rail materials are classified with respect to hardness value HB at certain points. Rail acceptance conditions are the results of evaluating hardness and microstructure. The specifications do not include a change in rail properties during operation, in particular decarburization, corrosion, or strain hardening.
The aim of this work is the study the microstructure after various heat treatment regimes on hardness, impact strength, and wear resistance of rail steel.
Methods of Study
Results of spectral analysis of the rail steels studies are given in Table 1. Points for measuring hardness in the rail cross section are shown in Fig. 1. This rail material is new and currently is used in the high-speed railway of Turkey.

Rail cross section and hardness measurement results (HRC and HB ) at different zonal points.
A lump of rail was cut with a manual saw and then specimens were cut in a lathe. The curvilinear section of a rail head was cut in a machine in order to prepare a flat surface with prescribed roughness. Notches for specimens were made along the rail rolling direction. Then notched specimens were ground to a required size with prescribed roughness. Three groups of specimens were studied differing with respect to heat treatment regime. Three specimens were heated treated by each regime. Nine were prepared in all.
Heat treatment regimes were calculated using Calphad software. The original grain size was measured and steel chemical composition was determined, the austenitizing temperature was taken as 860°C. comparative analysis of the temperature – time – degree of transformation (TTT-diagrams) was performed for the test steel and steel AISI 1080, whose results were used in order to select isothermal hardening regimes in the bainitic region (to design the austempering process). Similar studies of rail steel have been performed in [5].
Isothermal hardening for upper and lower bainite was performed at two different temperatures. After austenitizing at 860°C for one hour specimens were transferred to a salt bath at 400°C (holding for 25 min) or 300°C (holding for 200 min). Transfer of specimens submitted to the austenitizing temperature into a salt bath increased its temperature by about 10°C. Apearlitic structure was prepared by air cooling from the austenitizing temperature.
Specimens for studying the microstructure were cut in the form of cubes with an edge length of 10 mm from impact specimens. Specimens were fixed in a polymer holder by heating at 180°C for 3 min. The specimen surface was ground in a Struers Tegraforce mill in three stages (220, 500, and 700 sec – 1 ). During grinding a load of 10 N was applied to specimens for 10 min. After grinding the surface was polished in the same machine in a solution with abrasive particles 3 μm in size to a microroughness height R a = 0.02 μm. A 2% nital solution was used for etching.
The surface of specimens for wear tests was ground and polished to a microroughness value of 0.010 – 0.020 μm, after which it was washed in alcohol. Wear testing was performed by a ball-on-disk scheme according to the DIN 50324 standard under a load of 10 N with rotation rate of 100 min – 1 and a sliding rate of 2.63 m/sec. The friction path was 50 or 360 m [1]. The counterbody used was a ball 3 mm in diameter of sintered tungsten carbide with 6% binder with certified composition and spherical shape. Ball hardness was 91.6 HRC, elasticity modulus 690 GPa, and Poisson’s ratio 0.22. All of the wear was in rail materials since the counterbody hardness significantly exceed that of the test steel. The calculated Hertz pressure was 2.903 GPa
The wear profile was measured after each wear test. The wear section was calculated using special software. A tribometer made it possible to record the friction coefficient at the instant of testing and to store it on a computer hard disk. Test conditions for wear were identical for all specimens and corresponded to an extreme wear situation during wheel/rail contact.
Results and Discussion
Charpy impact tests were conducted at room temperature by the ASTMD 256 and ISO 179 standards with an original pendulum potential energy of 300 J [6]. Test results are given in Table 2.
Fractographic analysis (Fig. 2) showed that the greatest proportion of ductile failure applies to specimens after isothermal hardening for bainite.

Failure surface of steel specimen with structure of pearlite (a), upper bainite (b ), and lower bainite (c). Scanning electron microscope.
Hardness is a measure of material resistance to localized plastic deformation [7]. The main quality criterion is hardness. The average hardness of rail with a pearlitic structure is 33 HRC, or approximately 350 HB. Hardness values for three groups of specimens are given in Table 2 and there structure is given in Fig. 3.

Structure of pearlite (a, d ), upper (b, e) and upper (c, f ) bainite in rail steel: a – c) light microscope; d – f ) scanning electron microscope.
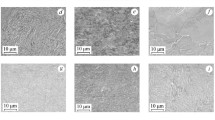
Steel wear track profiles for friction paths of 50 and 360 m are given in Fig. 4, and their fine structure is shown in Fig. 5. Similar studies under the same test conditions have been performed in [8, 9]. Test results are given in Table 3 for wear for the two friction paths of 50 and 360 m.

Wear track profiles in 50 m (a – c) 360 m (d – f ) friction path for rail steel specimens with structure: a, d ) pearlite; b, e) upper bainite; c, f ) lower bainite.

Steel wear track after friction path of 50 m (scanning electron microscopy): a) pearlite; b ) upper bainite; c) lower bainite.
After a specific operating time rails are ground in order to remove the friction track and microcracks. After grinding plastically deformed zones are flat and rail operation may be continued. Wear testing over a considerable friction path shows the effect of plastic deformation and rail material strengthening on this property. Specimens with a bainitic structure have better wear resistance than with a pearlitic structure. In particular, the wear resistance of steel with a structure of lower bainite is better by more than a factor of two than for steel with a pearlitic structure. Wear test results are given in Table 3 with two friction paths.
In the steady-state friction stage steel with a pearlitic structure has a very low friction coefficient, equal to 0.34 (Fig. 6). Structures with upper and lower bainite have approximately the same value of friction coefficient, i.e., about 0.4.

Change in friction coefficient during wear testing for 50 mm path of rail steel with a structure of pearlite (a), upper (b ) and lower (c) bainite.
The structure of upper bainite facilitates an increase in steel impact strength compared with pearlite by about a factor of 2.5. The highest hardness applies to specimens with a lower bainite structure.
Heat treatment for bainite increases rail steel wear resistance, especially for a long friction path. Steel wear with a lower bainite structure is lower by a factor of more than two than for steel with a pearlitic structure.
Conclusions
The effect of different heat treatment regimes on hardness, impact strength, and wear resistance of rail steel has been studied for a high-speed track (rail quality category R350HT). Steel properties have been compared with different structures: pearlitic, upper, and lower bainite. Steel with a bainitic structure has the best impact resistance. Wear resistance is better overall for steel with a lower bainite structure.
References
A. Kapoor, D. I. Fletcher, F. Schmid, et al., “Tribology of rail transport,” Modern Tribology Handbook, 2, 1271 – 1325 (2001).
Handbook: International, ASM and Committee [Metals Park, Ohio] Heat Treating (2001), ASM International, Vol. 2, pp. 1271 – 1325.
Definitive Guidelines on the Use of Different Rail Grades, INNOTRACK (2006).
P. Clayton and D. Danks, “Effect of interlamellar spacing on the wear resistance of eutectoid steels under rolling-sliding conditions,” Wear, 135, 369 – 387 (1990).
R. Ordónez Olivaresa, C. I. Garciaa, A. DeArdo, et al., “Advanced metallurgical alloy design and thermomechanical processing for rails steels for North American heavy haul use,” Wear, 271, 364 – 373 (2011).
International ASM. Mechanical Testing and Evaluation (2000).
D. Callister William Jr. and David G. Rethwisch, Materials Science and Engineering: an Introduction, John Wiley & Sons, Hoboken, NJ (2010).
K. Hiratsuka and T. Yoshida, “The twin-ring tribometer – characterizing sliding wear of metals excluding the effect of contact configurations,” Wear, 270, 11 – 12 (2011).
Hernandez, Francisco C. Robles, et al., “Mechanical properties and wear performance of premium rail steels,” Wear, 263 (2007).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 5, pp. 27 – 31, May, 2017.
Rights and permissions
About this article

Cite this article
Çakir, F.H., Çelik, O.N. Effect of Isothermal Bainitic Quenching on Rail Steel Impact Strength and Wear Resistance. Met Sci Heat Treat 59, 289–293 (2017). https://doi.org/10.1007/s11041-017-0144-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-017-0144-7