
Abstract
Multi-step aging treatments were applied to the Ti-15V-3Al-3Sn-3Cr metastable β alloy, with and without cryogenic treatment, and a single-step aged sample was used as a control sample. Microstructural observations and wear tests were applied to heat-treated samples. Compared to the single-step aged sample, the average length and width of the α plates decreased by 76 and 56%, respectively, in the triplex aged sample after cryogenic treatment. The friction coefficient and mass loss decreased with the duplex aged sample’s increase in hardness. Although, the increase in hardness to higher levels in triplex aged samples increased friction coefficient and mass loss by about 33 and 62% due to the ductility loss. However, implementation of the cryogenic treatment decreased the friction coefficient and mass loss due to the cause of ductility increasing even after the triplex aging treatment. The lowest coefficient of friction obtained in the duplex aged sample after cryo-treatment was 0.08 μ, and the highest in the triplex aged sample was 0.16 μ.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Metastable β alloys have an excellent potential for use in exclusive applications such as the biomedical and aerospace industries due to their easy formability, high biocompatibility, high strength, and high heat treatment efficiency [1]. The heat treatment capacity of the metastable β alloys is closely related to the metastable β phases, which are unstable under the β phase transformation temperature [2]. The metastable β phases decompose into stable β and α phases through an aging treatment applied after solution treatment, increasing the tensile strength and microhardness of the alloy [3]. In the literature, aging treatments were applied to metastable β titanium alloys as single-step or duplex after cryogenic treatment [4]. Cryogenic treatment applied before the aging treatment causes α phases to precipitate finer and higher volumetric concentrations due to the induced increase in dislocation density and the ω phases [5]. In the study made by Song et al. [6], cryogenic treatment applied to near β titanium alloys created O′ and ω-embryos, which are the precursor region for α phases precipitated during aging treatment. α phases are precipitated as finer with higher volumetric concentration due to the increase in the O′ domains. Therefore, it is considered that cryogenic treatment has great potential to improve the metastable β titanium alloys' mechanical properties. In many studies, aging was conducted on the metastable β titanium alloys to enhance the alloys' tensile properties and fatigue crack propagation resistance [3]. Studies were made recently focused on especially to the multi-step aging treatments applied in two or several steps after the pre-aging treatment [3, 7]. In the study conducted by Ren et al. [8] during the duplex aging treatment, pre-aging precipitated the ωiso phases, which is the preferential region for the α phase precipitation during the next aging steps. As a result, α phases precipitated in uniform size as 0.6 μm at the duplex aged sample, however, in the single-step aged sample, α phases precipitated in heterogeneous size between the 0.2 and 6 μm. Also, implementing that the pre-aging treatment enhances the duplex aged material's tensile properties and fatigue cracks initiation behavior [3].
Considering the usage areas of metastable beta titanium alloys, another aspect that should be examined is their wear resistance [2]. However, the wear resistance of the alloys and the effect of the heat treatment procedure on the alloy's wear behavior was neglected and only a few studies were conducted in this area [9,10,11]. Guo et al. [9] investigated the wear behavior of the Ti-25Nb-2Mo-4Sn alloy after two different heat treatment procedures, such as cold-rolled plus annealed and solution-treated. Solution-treated Ti-25Nb-2Mo-4Sn alloy wear rate was obtained lower because of the high ductility and the lubricative effect of the Nb2O5. In another study conducted by Redmore et al. [12] Ti-6.8Mo-4.5Fe-1.5Al alloy's wear resistance was investigated by applying the novel combined bulk/surface treatment. After the novel combined bulk/surface treatment, the wear resistance of the alloy increased 4–16 times, and the friction coefficient decreased to 0.2–0.4 from 0.8 to 1.0. These limited studies show that the wear behavior of the metastable alloys is closely related to the microstructure and can be enhanced by the applied heat treatments.
The effect of the aging treatment on the mechanical properties of the metastable alloy was investigated by various workers [2, 3, 13]. However, the phase transformation occurring during the multi-step aging process and the connection between these phase formations and the wear resistance of the alloy are not fully understood. In addition, no study has been found to examine the combined effect of multi-step aging with cryogenic treatment on the wear properties of the alloy. In this study, the effect of single-step aging, multi-step aging, and cryogenic treatment before multi-step aging on the wear behavior of Ti-15 V-3Al-3Sn-3Cr metastable β titanium alloy was investigated meticulously.
2 Materials and Methods
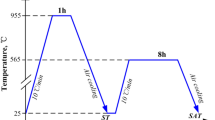
The chemical composition, the tensile strength, yield strength, and elongation of the solution-treated Ti-15 V-3Al-3Sn-3Cr alloy and solution treatment detail were given in another study that was made by the author [3]. Aging treatments were applied to the alloy as single-step, duplex, and triplex with and without cryogenic treatment. According to the studies in the literature, cryogenic treatment was carried out at − 196 °C for 24 h in an isolated tank, a temperature-controlled system [14]. Gas nitrogen was used to cool down the tank to the cryogenic treatment temperature. Compared to liquid nitrogen, gas nitrogen provides more uniform cooling in the material; as a result, micro-cracks or internal stress in the material does not exist. Single-step aging treatment was applied at a high aging temperature and a short aging time at 500 °C for 5 h [1]. Duplex aging treatments were applied in two steps as pre-aging treatments were applied for 10 h at 300 °C, and second-step aging was applied at 500 °C for 5 h. Triplex aging treatment was applied in three steps; pre-aging treatment was applied for 10 h at 300 °C; after that second step was applied for 10 h at 400 °C; at the last step, aging was applied to the alloy for 5 h at 500 °C. Also, another pre-aging was applied at 250 °C for 24 h during triplex aging. Thus, the effect of the pre-aging on the wear resistance of the alloy was also investigated. The heating rate during aging treatment was determined as 1ºC/minute low heating rate. All aging treatment steps were applied in an argon atmosphere. A list of the heat-treated samples is shown in Table 1.
Microstructural and phase transformations analyses were performed using Scanning Electron Microscopy (SEM) and X-ray diffraction techniques. Microstructural examinations procedures were carried out as described in a previous study conducted by the author [3]. Microhardness tests were applied to the heat-treated sample groups under 500 g for 10 s, tests were repeated ten times, and average results were given in the study. Wear tests were conducted with a pin-on-disk UTS Tribometer T10 test device under dry sliding conditions using an 8 mm-diameter WC–Co ball. The wear test samples were mirror-polished, and mass loss was figured out by measuring the test samples' weight with a Digital Precision Balance (resolution of 0.003 mg) before and after the tests. The wear tests were applied at three loads as 3, 5, and 7 N and two sliding distances of 100 m and 300 m at a constant 0.25 m/s velocity. The friction coefficient was recorded during the tests with a load cell.
3 Results and Discussion
3.1 SEM and XRD Phase Analysis and Microhardness Test Results of Heat-Treated Samples
α phases precipitated in the AT1 single-step aged sample with heterogeneous size and distribution (Fig. 1a). However, α plates became smaller and formed more uniformly in the AT2 duplex aged sample with the pre-aging step (Fig. 1b). In many studies, this change in α phase precipitation characteristic was clarified by forming metastable phases through the pre-aging step [2, 3]. Metastable phases, such as ωiso, precipitated during the pre-aging steps at low temperatures, while the resulting oxygen-rich β/ωiso interfaces were precursor regions for nucleation of α phases during next aging steps [1]. During the triplex aging treatment, pre-aging and low-temperature second-step aging treatment increased these oxygen-rich precursor regions. Through the third-step aging treatment applied at high temperature, α phases precipitated in these regions, providing the formation of phases with uniform sizes and distribution in the microstructure (Fig. 1c). These precursor regions also caused to form α plates with high volumetric concentration and finer. Compared to the duplex and single-step aging treatment, α phases precipitated more homogenously, with high volumetric concentration and smaller size during triplex aging treatment.

Aged and cryo-treated sampleʹs α plates precipitation characteristics, a AT1, b AT2, c AT3, d C-AT2, e C-AT3, f C-AT4
Cryogenic treatment resulted a shear strain and the lattice shrinking produced by the stress concentration in the metastable alloysʹ microstructure [5]. This stress concentration resulted in dislocations or precipitation of metastable ω phases; therefore, precipitation of α phases increased in aging treated samples. Also, after cryogenic treatment, phase precipitation tendency did not change throughout the multi-step aging, and α plates were obtained as finer in the triplex aged sample than the duplex aged sample (Fig. 1d). In the sample triplex aged after cryogenic treatment, this ω phase which was formed during cryogenic treatment, and ωiso, which was precipitated during pre-aging and low-temperature second-step aging, increased the α phase volume fraction (Fig. 1e). Because of that, after cryogenic treatment during triplex aging treatment, α phases precipitated more uniformly and more finely compared to triplex aging without cryogenic treatment. Besides, pre-aging treatment temperature and time had a noticeable impact on the α plateʹs size and volume fraction. As seen in Fig. 1f, pre-aged samples at 250 °C for 24 h α plates precipitated with finer size than pre-aged samples at 300 °C for 10 h in Fig. 1e. Pre-aging temperature increase induced the acceleration of phase formation and growth of the α phases. This conclusion is consistent with the author's recent study on the duplex aging treatment, which was obtained at low-temperature aging treatment and formed the α phases finer(Ref 3). The averaged α plate length and width of heat-treated samples were calculated by image analysis software and are shown in Table 2. Five images were taken randomly from the microstructure during the analysis, and the average results were given. As it can be seen, the coarsest α plates were obtained in the single-step aged sample with the size 410 nm length and 80 nm widths. While the average length and width of the α plates decreased by 76% and 56%, respectively, in the C-AT4 sample compared to the AT1. Also, α plates were shortened by %14 in the C-AT4 sample compared to the C-AT3 sample, thanks to the decrease in pre-aging temperature.
As seen in Fig. 2, the triplex aging treatment increased the α phase precipitation, and new α phase peaks occurred in the AT3 sample. 2θ–40 peak of α phase formed separately from the β phase's peak in the AT3 sample. Also, as seen in the XRD pattern, α phases peak intensity increased compared to the AT2 sample. In the study made by Vishnu et al. [15] a similar increase in α phase peak intensity was explained by the increased volume fraction of α phase in crystallographic planes.

XRD pattern of the triplex aged samples
Microhardness test results showed good agreement with the microstructural observations (Fig. 3). The precipitation of α plates in smaller sizes due to the applied multi-step heat treatments increased the hardness of the alloy. The α plates precipitated in small sizes cause the α/β phase boundaries to increase in the microstructure. The increase in these phase boundaries prevented dislocation movements during plastic deformation, and thus, the microhardness was measured higher [16]. Therefore, the application of triplex aging processes increased microhardness by about 8% at AT3 sample and 16% at C-AT3 sample compared to the single-step aging process. Another result obtained from the study is that, higher microhardness was found by applying a pre-aging process at 300 °C for 10 h at the triplex aged samples. The pre-aging treatment at 300 °C increased the hardness of the alloy by about 3% by causing acceleration of the α phases formation in triplex aged samples compared to the pre-aging treatment at 250 °C.

Microhardness measurement of the aged and cryo-treated samples
3.2 Wear Test Results
3.2.1 Effect of the Load and Sliding Distance on the Friction Coefficient
Heat-treated samples were tested under three different 3, 5, and 7 N loads and with 100 m and 300 m sliding distances. Heat-treated samples' wear resistance was closely related to the applied heat treatment types (Fig. 4). α phase's volume fraction, size, and distribution directly affected the wear resistance of the samples. Wear test results of heat-treated samples were evaluated in two categories.

The friction coefficient of heat-treated samples
The first one was single-step and duplex aged samples after with and without cryogenic treatment, and the other group was with and without cryogenic treatment followed by triplex aged samples. The first result obtained from the wear tests was that the fine precipitation of α plates decreased the coefficient friction of the duplex aged sample due to the increase in hardness compared to the single-step aged sample (Fig. 4a). In addition, the friction coefficient continued to decrease in the duplex aged sample after cryogenic treatment due to the minimization of the ongoing α plates and ductility increase induce of cryo-treatment. However, the increase in hardness to the higher level of the samples applied triplex aging process and caused deterioration of the ductility and increased the friction coefficient of the material. Likewise, in the study conducted by He et al. [16] it was observed that ultra-high microhardness could reduce the wear resistance of the alloy by causing a loss of ductility in the alloy. In this study, the increase in microhardness in triplex aged specimens caused a loss of ductility and increased the friction coefficient of the alloy about 33%. However, as can be seen, the friction coefficient decreased with the application of the cryogenic treatment, and the cryogenic treatment had a positive effect on the wear behavior of the alloy. This situation is related to the fact that the applied cryogenic process increased the hardness of the alloy, especially in multi-step aging processes, while increasing its ductility [4]. As can be seen, this increase in ductility caused the coefficient of friction to be measured lower in the C-AT3 sample compared to the AT3 sample. Another result achieved from the wear test is the effect of the pre-aging treatment procedure on the friction coefficient. Pre-aging treatment applied at 300 °C for 10 h caused the acceleration precipitation of α phases compared to the pre-aging at 250 °C for 24 h. This situation caused the elongation to be measured higher in the sample that was pre-aged at 250 °C for 24 h in the study conducted by the authors [3]. Consequently, the C-AT4 sample's friction coefficient was obtained slightly lower than the C-AT3 sample. Among the sample groups subjected to the triplex aging process, superior wear resistance was obtained in the C-AT4 sample (Fig. 4a). In the tested samples, the lowest coefficient of friction was obtained in the duplex aged sample after cryo-treatment, as 0.08, and the highest in the triplex aged sample as 0.16. Also, with the increase in the load to 5 N, the friction coefficient of the single-step or duplex aged samples did not change obviously (Fig. 4b). However, three-step aged samples with and without cryogenic treatment friction coefficient decreased. In particular, the friction coefficients of the AT3 and C-AT3 samples decreased by 30% and 4% with the increase in the load to 5 N (Fig. 4b). The increase in the load to the 7 N decreased the friction coefficient of all samples groups (Fig. 4c). This is due to the fact that the roughness on the surface deformed with increasing load and reduced the friction coefficient on the surface [17]. Likewise, the increase in the sliding distance caused the roughness on the surface to decrease and the friction coefficient to be lower, as seen in Fig. 4d.
The results obtained in the study and the comparison of these results with the literature are given in Table 3. As can be seen, the results for the single-step and duplex aging process, which have been studied before in the literature, were quite consistent with the literature. As can be seen, with the multi-step aging process with and without cryogenic treatment, alpha phases with fine and homogeneous distribution were formed in the microstructure of the alloy. While this increased the hardness of the alloy, it also positively affected the wear behavior of the cryogenically treated samples.
3.2.2 Effect of the Load and Sliding Distance on the Mass Loss
Duplex aging treatments applied with and without cryogenic treatment reduced mass loss in samples tested under 3 N load. Compared to the duplex aged samples, mass loss was increased about 62% after the triplex aging treatment. This situation is explained by the fact that the minimization of α phases reduce the ductility of the alloy in the studies conducted in the literature [16]. The brittleness of the alloy significantly increased the mass loss, especially in AT3 and C-AT3 samples (Fig. 5a). In addition, as can be seen, the mass loss continued to increase with the increase in applied load (Fig. 5b, c). However, it did not increase at the same rate in all samples. It is seen that the increase in the slip distance also increased the mass loss, and the mass loss became evident in all samples with the increase in the slip distance (Fig. 5d). Because the increase in the sliding distance caused adiabatic heating and temperature increase between the two surfaces, causing the material surface to soften and deform easily [17].

Mass loss of the heat-treated samples, a 3 N load and 100 m sliding distance, b 5 N load and 100-m sliding distance, c 7 N load and 100-m sliding, d 5N load and 300 meter sliding distance
3.2.3 Analysis of Worn Surfaces
Deformation areas were formed on the wear surface of the AT1 sample (Fig. 6a), and delaminations and groove formation were observed in the AT2 and C-AT2 samples (Fig. 6b, c). In addition, the groove structures became shallower with increasing hardness in the C-AT2 sample (Fig. 6c). However, the increased surface hardness of the specimens that underwent three-step aging process, as mentioned in the previous section, caused an increase in surface hardness and a loss of ductility, causing the delaminations to become prominent (Fig. 6e, f). Groove structures and delamination as well as transferred regions were observed in the samples that underwent three-step aging process. These transferred regions and delaminations also increased the mass loss, as they were formed by fragmentation from the surface. Cracks were formed on the wear surface in the sample pre-aged at 300 °C compared to the sample pre-aged at 250 °C (Fig. 6e, f).

Worn surfaces of heat-treated samples (3 N 100 m test), a AT1, b AT2, c C-AT2, d AT3, e C-AT3, f C-AT4
The groove structure became evident in AT1 sample with increasing load and delamination occurred with the increase in load to 7 N (Fig. 7a). Also, as can be seen, delamination occurred in both AT2 and C-AT2 samples (Fig. 7b, c). In addition, delamination and deep grooves occurred in the samples that underwent triple aging process (Fig. 7d–f).

Worn surfaces of heat-treated samples (7 N 100-m test), a AT1, b AT2, c C-AT2, d AT3, e C-AT3, f C-AT4
4 Conclusion
Wear resistance of the multi-step heat-treated Ti-15 V-3Al-3Sn-3Cr metastable β titanium alloy was investigated. The main results obtained in the study are given below.
-
Triplex aging treatment increased oxygen-rich precursor regions (ω/β) during pre-aging and low-temperature second-step aging treatment. Therefore, α phases precipitated in these regions with finer sizes.
-
In the sample triplex aged after cryogenic treatment, this ω phase which was formed during cryogenic treatment, and ωiso, which was precipitated during pre-aging and low-temperature second-step aging, increased the α phase volume fraction compared to triplex aging without cryogenic treatment.
-
The average length and width of the α phase decreased by 76% and 56%, respectively, in the triplex aged sample after cryogenic treatment. Also, α phases were shortened by 14% in the pre-aged sample at 250 °C, compared to the pre-aged at 300 °C, thanks to the decrease in pre-aging temperature.
-
The application of triplex aging processes increased microhardness by about 9% at triplex aged sample and 16% at in the triplex aged sample after cryogenic treatment.
-
It was observed that the pre-aging treatment at 300 °C increased the hardness of the alloy by 3% compared to the pre-aging treatment at 250 °C.
-
The application of the cryogenic treatment decreased the friction coefficient of samples due to the increase in ductility in all sample.
-
Pre-aging treatment applied at 300 °C caused the ductility loss compared to the pre-aging at 250 °C. Consequently, the pre-aged sample's at 250°C friction coefficient was obtained slightly lower than the sample pre-aged at 300 °C.
References
Kolli R, Devaraj A, ‘A Review of Metastable Beta Titanium Alloys’, Metals, 8(7) (2018) 1-41. https://doi.org/https://doi.org/10.3390/met8070506
Yumak N, Aslantas K, A review on heat treatment efficiency in metastable b titanium alloys: The role of treatment process and parameters, J Mater Res Technol, 9 (2020) 15360–16280. https://doi.org/https://doi.org/10.1016/j.jmrt.2020.10.088
Yumak N, Aslantas K, Effect of Heat Treatment Procedure on Mechanical Properties of Ti-15V-3Al-3Sn-3Cr Metastable β Titanium Alloy, J Mater Eng Perform, 30 (2021) 1066–1074. https://doi.org/https://doi.org/10.1007/s11665-020-05445-x
Yumak N, Aslantaş K, Çetkin A, Cryogenic and Aging Treatment Effects on the Mechanical Properties of Ti-15V-3Al-3Cr-3Sn Titanium Alloy, J Test Eval, 49(5) (2021).
Gu K, Zhao B, Weng Z, Wang K …. & Wang J, Microstructure evolution in metastable β titanium alloy subjected to deep cryogenic treatment, Mater Sci Eng A, 723 (2018) 157–164. https://doi.org/https://doi.org/10.1016/j.msea.2018.03.003
Song B, Xiao W, Wang J, Ma C, Zhou L, Effects of cryogenic treatments on phase transformations, microstructure and mechanical properties of near βTi alloy, J Alloys Compd, 879 (2021) 160495. https://doi.org/https://doi.org/10.1016/j.jallcom.2021.160495
Mao X, Ou M, Chen D, Yang M, Long W, Effect of Third-Stage Heat Treatments on Microstructure and Properties of Dual-Phase Titanium Alloy, Mater, 14 (2021) 1-11. https://doi.org/https://doi.org/10.3390/MA14112776
Ren L, Xiao W, Han W, Ma C, Zhou L, Influence of duplex ageing on secondary α precipitates and mechanical properties of the near β-Ti alloy Ti-55531, Mater Charact, 144 (2018) 1–8. https://doi.org/https://doi.org/10.1016/J.MATCHAR.2018.06.025
Guo S, Zheng Q, Hou X-L, Cheng XN, Zhao XQ, Wear response of metastable β-type Ti–25Nb–2Mo–4Sn alloy for biomedical applications, Rare Met, 348(34) (2015) 564–568. https://doi.org/https://doi.org/10.1007/S12598-015-0493-6
Ganesh BKC, Sha W, Ramanaiah N, Krishnaiah A, Effect of shotpeening on sliding wear and tensile behavior of titanium implant alloys, Mater Des, 56 (2014) 480–486. https://doi.org/https://doi.org/10.1016/J.MATDES.2013.11.052
Banoth R, Chandravanshi V, Bhattacharjee A, Nandy TK, Rao GN, Effect of boron and carbon addition on microstructure and tribological properties of metastable beta titanium alloy, Ti-10V-2Fe-3Al, Mater Today Proc, 18 (2019) 2700–2707. https://doi.org/https://doi.org/10.1016/J.MATPR.2019.07.132
Redmore E, Li X, Dong H, Tribological performance of surface engineered low-cost beta titanium alloy, Wear, 426–427 (2019) 952–960. https://doi.org/https://doi.org/10.1016/J.WEAR.2019.01.032
Yumak N, Aslantaş K, Ahmed W (2020) Effect of Aging Treatment on the Initiation and Propagation of Fatigue Cracks in the Ti-15V-3Al-3Sn-3Cr Metastable β Titanium Alloy. In: Advances in Science and Engineering Technology International Conferences (ASET). IEEE, Dubai, pp 1–5
Gu K, Zhang H, Zhao B, Wang J, …& Li Z, Effect of cryogenic treatment and aging treatment on the tensile properties and microstructure of Ti-6Al-4V alloy, Mater Sci Eng A, 584 (2013) 170–176. https://doi.org/https://doi.org/10.1016/j.msea.2013.07.021
Vishnu J, Sankar M, Rack HJ, Rao N, …& Manivasagam G, Effect of phase transformations during aging on tensile strength and ductility of metastable beta titanium alloy Ti–35Nb–7Zr–5Ta-0.35O for orthopedic applications, Mater Sci Eng A, 779 (2020) 139127. https://doi.org/https://doi.org/10.1016/J.MSEA.2020.139127
He B, Cheng X, Li J, Tian XJ, Wang HM, Effect of laser surface remelting and low temperature aging treatments on microstructures and surface properties of Ti-55511 alloy, Surf Coatings Technol, 316 (2017) 104–112. https://doi.org/https://doi.org/10.1016/J.SURFCOAT.2016.11.097
Setti SG, Rao RN, Tribological behaviour of near β titanium alloy as a function of α + β solution treatment temperature, Mater Des, 50 (2013) 997–1004. https://doi.org/10.1016/J.MATDES.2013.03.107
Santhosh R, Geetha M, Saxena VK, Nageswararao M, Studies on single and duplex aging of metastable beta titanium alloy Ti–15V–3Cr–3Al–3Sn, J Alloys Compd, 605 (2014) 222-229. https://doi.org/https://doi.org/10.1016/j.jallcom.2014.03.183
Acharya S, Bahl S, Dabas S S, Hassan S, Gopal V, Panicker A G,... & Chatterjee, K, Role of aging-induced α precipitation on the mechanical and tribocorrosive performance of a β Ti-Nb-Ta-O orthopedic alloy, Mater Sci Eng C, 103 (2019) 1-13. https://doi.org/https://doi.org/10.1016/j.msec.2019.109755
Acknowledgements
The author gratefully acknowledge Afyon Kocatepe University Scientific Research Projects Commission for the financial support Project number: 21.KARİYER.07.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Yumak, N. Influence of Cryogenic Treatment Combined with Multi-Step Aging on Wear Behavior of Ti-15V-3Al-3Sn-3Cr Metastable Βeta Titanium Alloy. Trans Indian Inst Met 75, 3167–3174 (2022). https://doi.org/10.1007/s12666-022-02703-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-022-02703-5