
Abstract
The aim of the present study is to develop eco-friendly, low cost and light weight plastic based composite material using eggshells (bio-waste) ash as filler material. The study describes the development of carbonized eggshells loaded hybrid glass-jute fibre reinforced (GJFR) polyester bio-composites and reports the effect of fillers loading on its wear behaviour and mechanical properties. Carbonized eggshell ash powder as a filler, glass and jute fibre rovings as hybridized fibre and unsaturated polyester resin as a matrix material were used for the development of novel FRP composites using the pultrusion process. Eggshells ash powder was used in different weight (wt) % as 3.5 wt%, 6.5 wt%, 9.5 wt%, 12.5 wt%, and 15.5 wt%. A pin-on-disc tribometer was employed to analyse the wear behaviour. Two variable load conditions as 30 N and 50 N were selected to wear test runs while sliding speed, sliding distance, and track diameter as 3 m/s, 1500 m, and 60 mm respectively were kept constant. The developed hybrid composites with 9.5 wt% and 3.5 wt% carbonized eggshells filler involvement showed maximum and minimum tensile strength as 75 MPa and 62 MPa respectively. The composites with 12.5 wt% and 3.5 wt% eggshells fillers showed maximum and minimum compressive strength as 99 MPa and 49 MPa respectively. The maximum wear resistance was exhibited by composites with 9.5 wt% filler loading and at 50 N applied load conditions. The carbonized eggshell fillers inclusion in a limited amount was recommended to strengthen the wear resistance of the GJFR polyester composites in combination with tensile and compressive strengths. A scanning electron microscope study was conducted to notice the wearing procedure and tensile and compressive fracture of the GJFRP composites.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Composite materials with biodegradable material reinforcement either in the form of fibre or filler, are providing a suitable alternative to the development of hybrid composites. Hybridization of fibres and fillers is the need of the hour to develop new advanced materials which may become the suitable alternative of traditional materials. In this connection, the use of various filler particles is increasing frequently in the polymer industry. Economic and environmental apprehensions increased the use of organic fillers. The organic fillers can be easily obtained from agricultural waste resulting in a reduction in the overall cost of the material being developed [1]. In the present study, carbonized eggshells filler was used. There is approximately 95% amount of calcium carbonate and a 5% amount of various organic materials present in the eggshells material. This 5% contribution of biotic materials contain sulfated polysaccharides, some type x collagen in combination with some distinct category proteins, which make eggshells a hazardous bio-waste material [2]. The eggshell has an 11% weightage of the total weight of an egg. The lamellar, the spongeous, and the cuticle are the three layers that constitute an eggshell. The cuticle layer made up of a number of proteins and exhibits the outermost surface [3]. Carbonized Eggshells are being included as an advantageous and economic filler material in the development and enhancement of various properties of FRP composites. While checking the wear behaviour, the highest wear resistance was displayed by 4 wt% amount of unboiled eggshells filler loaded epoxy-based polymer composites in dry sliding condition [4]. Different types of fibres and fillers may be reinforced into the matrix material of polymer-based composites to meet the various structural applications [5]. Patnaik et al. [6] used various fillers like particles of silicon carbide, fly-ash particles and aluminum oxide particles in glass-polyester composites and observed that tensile strength was adversely impacted. The result indicated that the content of fillers and its type has a vital role in the properties transform of polymer composites. Advantageous characteristics like the light in weight, biodegradable in nature, high strength to weight ratio etc. can be obtained in composites developed with the reinforcement of natural fibres. [7, 8]. Due to the lower friction and self-lubricating properties, FRP composites are widely employed in tribological components [9, 10]. While developing polymeric composites, the different types of resins are used as a matrix material and the curing temperature of resins affect the quality of produced parts using different manufacturing processes [11].
Ahmed et al. [12] discussed that due to the changed sliding velocity and increased load, the ceramic material loaded jute-epoxy based fibre reinforced composites showed improvement in wear resistance offered by the material and in its coefficient of friction value significantly. Jain et al. [13] concluded that GFRP composites showed improvement in characteristics of friction and wear resistance with the improvement of MWCNT doping concentration. Increased sliding speed effectively decreased the force of friction under the dry condition. Suresha et al. [14] concluded that the coefficient of friction value of carbon-glass fabric loaded vinyl ester composite materials was increasing with the increased values of applied load and velocity of the slide. Vinyl ester-based polymer composites have a minimum coefficient of friction values when reinforced with the fabric of carbon. Andrich et al. [15] observed that there was a decrement in the rate of wear of textile reinforced polymer composites when carbon-coated metal was applied. Mohan et al. [16] found that erosion resistance of glass–epoxy based composites was observed very high with the reinforcement of WC particles. In the present work, the GJFRP bio-composite materials were developed using a very simple and economic pultrusion process. Gupta et al. [17] used the pultrusion process for the development of FRP materials and observed it a time saving, very easy to perform and economic manufacturing process for the development of such materials with improved overall properties. While explaining various composite development techniques, Fleischer et al. [18] found the pultrusion process a very cost-effective and self-mechanized process to produce parts of different geometries in which wetted fibres in resin are pulled out in a single direction. Fidan et al. [19] clarified that the developed composite materials will be with improved mechanical properties if interfacial bonding between reinforcing material and matrix is very high. Anbusagar et al. [20] found in their study that reinforcement of small amounts of nanofillers like nano clay, CaCO3, CNTs etc. in composites and blends will provide a great improvement in mechanical and thermal properties. Using the ‘Interactive Design’ approach, the most reliable, cost- effective and user friendly products can be developed. Interactive design provides powerful ways for synergistic design activities, ensures new inventions by enhancing virtual prototype developments and by increasing the user-integration in the design process of products [21, 22]. The developed hybrid FRP composites in the current study were produced by using pultrusion set-up, which was developed following the interactive design approach.
Agrawal et al. [23] performed the tribological behaviour study of FRP composites and concluded that an increase in surface temperature produced thermal softening in FRP composites. This produced thermal softening is a responsible factor for an increase in wear, where an increase in normal load is surface temperature raising factor. They also found very high wear and the highest coefficient of friction in the inert gas environment. It happened due to increased separation of reinforced fibre material from the matrix in this environment as compare to dry sliding and oil-lubricated environment. Singh and Singh [24] explained that the specific wear rate was increased by the increased torque values. It happened because high load conditions raised the surface temperature of gears and this collected heat worked as a gear material softening factor. Raj et al. [25] explained that in Mg/Mica based metal matrix composites the only percentage of reinforcement and sliding distance was the main wear rate commanding factors but the same was not true in case of fibre reinforced polymer composites. A. Madhanagopal and S. Gopalakannan [26] concluded that epoxy composites, when loaded with boron carbide filler, became more wear-resistant and with improved mechanical strength. Fillers have better binding strength and hence they improve wear-resistant properties of the materials. Lin and Schlarb [27] explained that nanoparticles filled tribo-composites showed improved wear and friction performance characteristics when there were moderate and severe load applications and absence of graphite filler particles. Selmy et al. [28] concluded that hybrid fibres reinforcement reduced the weight loss of epoxy-based hybrid composites under both wet and dry specimen wear testing conditions. They confirmed their study by mixing polyamide fibre with glass fibre and hence making a hybrid fibre for reinforcement. It was also observed that when there were increased sliding time and load application, composites showed a decrease in wear resistance property. Sharma et al. [29] compared the wear and friction behaviour under dry and lubricated medium and resulted with a minimum coefficient of friction value in conjunction with a minimum rate of wear within the lubricated environment and observed maximum in the dry medium.
Kumar and Raja [30] observed that treated composite specimens showed better mechanical properties like tensile strength, flexural strength and impact strength. S. Sathees Kumar [31] concluded that loading of natural fibres like sorghum bicolor, sisal and jute fibres in the polyester based composites gave increased trends in the mechanical properties of the composites. Kumar et al. [32] observed that loading of natural fibres/fillers in natural fibres composites showed better interlinking between the fibres and matrix material which provides effective resistance capability. Raja and Kumar [33] concluded that alkali treated banana fibres, coir fibres and palm fibres provided improved thermal and mechanical properties and decreased the surface roughness of polyester based composites. The hybrid natural fibres/ epoxy matrix composites showed considerable ductile and flexural properties. Hardness and impact strength was also improved due to equal expansion of natural fibres as observed by Raja et al. [34].
The present work was carried out to observe the effect of carbonized eggshells particle inclusion in combination with natural and synthetic fibre hybridization on wear behaviour and different mechanical properties of the developed bio-composite materials. The maximum use of biodegradable natural (jute) fibres hybridizing with synthetic (glass) fibres, bio-waste eggshells ash as filler material in varying weight percentages, pultrusion as a manufacturing process, wear and mechanical behaviour testing etc. were some salient features which shows the novelty of the current work. The potential applications of such developed materials can be in the manufacture of automobile body parts, light poles, FRP purlin, FRP handrail, FRP walkways etc.
2 2. Details of the experimental assignment
2.1 Material
-
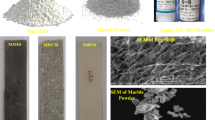
Filler preparation: In the current work, loaded eggshells ash filler is a hazardous bio-waste material. Eggshells were converted to ash (carbonized) form. These eggshells were collected from boiled egg sellers and tea sellers in Ghaziabad, Uttar Pradesh (India) area. Eggshells were cleaned with water, as shown in Fig. 1, and dried in the sun as removal of the membrane was necessary before proceeding for its conversion into carbonized form. The large-sized eggshells were ground to small particle sizes and finally converted into ash form using muffle furnace at 750 °C to 950 °C. The eggshell ash was converted into powder form using a ball mill and sieves were used to get a uniform particle size of 150 microns. Finally, this prepared powder form of eggshell was used as a filler. The SEM image of carbonized eggshells particles is shown in Fig. 2 below:
-
Matrix material: Unsaturated polyester resin manufactured by Naptha Resins and Chemicals Pvt. Limited, Bengaluru, India was considered as a suitable matrix material and used in the development runs of bio-composites.
-
Hybrid Fibres: Glass and jute fibre roving in untreated form were hybridized and used in the fixed amount in each development run of composites as shown in Table 1. Fibre volume fraction was calculated separately and also as per the pilot experiments [35, 36].

Eggshells after water cleaning

SEM image of Eggshell powder
2.2 Compound formation
Eggshell ash powder of 150-micron particle size was used in different experiments in varying weight percentages as 3.5%, 6.5%, 9.5%, 12.5% and 15.5% of the weight of resin used in each experiment. Unsaturated polyester resin and combination of glass-jute fibre were used to develop hybrid GJFRP composites using indigenously developed pultrusion set-up as displayed in Fig. 3(a) and (b). Parameters shown in Table 1 were used to develop these composites. The length of glass fibre and jute fibre was taken as 1400 mm. The resin was properly mixed with filler as per the experimental plan using a hand blender and then glass and jute bundles were collectively wetted in the resin. These wetted bundles were finally pulled by the pulling assembly in the pultrusion set-up against the hot die at 180 °C and at fixed 60 mm min−1 speed. Cobalt naphthenate and MEKP in 0.5% and 1% of resin weight were used respectively as the catalyst. Curing is done throughout the cross-section keeping the hot die temperature constant as 180 degree celsius in all the test runs. Hence hybrid GJFRP bio-composites of 1200 mm length were developed.

a Pultrusion set- up the first-half portion: (1) Temperature Controller (2) Frequency Drive (3) Set of pulling rollers (4) Speed reducer gearbox (5) Puller steel strip (6) Developed FRP composite (7) Three-phase A.C. motor (8) H-shaped Iron section. b Pultrusion set- up second half portion: (9) Hot die (10) Resin bathtub (11) Wetted fibres with resin (12) Pre-former (13) Developed GJFRP composite (14) Puller strip
The various parts of the pultrusion set up are as follows:
-
Hot Die: A die made of good quality stainless steel material was used for heating purposes. The electric heater was used to heat the die. To achieve the temperature range on the inner side of the cylindrical die as per the experimental plan, a thermocouple was fixed at the parting line of the die and a temperature controller, as shown in Fig. 3a, was used. As the temperature inside the die was a selected constant parameter, so it was attained and controlled before the start of the pultrusion process.
-
Pre-former: This is a cold die used to provide initial shape to wetted fibres and to draw out extra resin from the wetted fibres.
-
Pullers-set and other assembly parts: Three sets of pullers were used to perform the pulling function. These rollers are attached with a 1:60 speed ratio gearbox and one HP capacity 3-phase AC motor. The speed of the motor was controlled with the help of a frequency drive.
2.3 Test specimen preparation and procedure for wear tests
The wear study samples were prepared from the developed eggshells filler loaded polyester bio-composites for dry sliding wear behaviour. The experimental study was performed following the ASTM G-99 standard [37]. The used pin type sample of 12 mm diameter are shown in Fig. 4a. A pin-on-disc type Ducom, Banglore (India) developed material characterization system (High-Temperature Rotary Tribometer TR-20L-PHM800-DHM850) was used for the experimental study as shown in Fig. 4b. Hardened disc of measured surface roughness (Ra = 0.7 µm) and made of EN-31 steel material with 61 HRC hardness was used as a counter-face. Acetone wetted paper was used to clean the disc and test specimens before proceeding for the test in order to get proper contact between the wear test sample and the hardened disc. The disc was fitted properly on the machine in the provided slot as displayed in Fig. 4c. Wear test specimens were fitted in pin-holder and fixed properly during each run of experiments. The track diameter was kept constant as 60 mm. All other necessary parameters like sliding speed as 3 m/s, total sliding distance as 1500 m, and time duration of the slide as 8.33 min were entered in the machine software. The test-runs were performed at the room-temperature condition. After fixing the test sample in the pin-holder, a load of 30 N was applied. Similarly, all the samples with 3.5 wt%, 6.5 wt%, 9.5 wt%, 12.5 wt%, and 15.5 wt% of filler were tested at 30 N and 50 N load application separately. All the wear affecting variables as sliding media (dry), sliding distance, the time duration of sliding and sliding speed were kept constant in all the test runs.

a Wear Test specimens. b Wear Test Set-Up (By DUCOM, India). c Wear test specimen position during dry sliding, showing material deposition on the disc
3 Result and discussions
3.1 Wear
Wear test data was collected from the pin-on-disc wear test machine software and the average of all the results were selected for final result discussions. The outcome of individual weight percentage loading of eggshells filler particles on the dry sliding wear behaviour of developed hybrid GJFR polyester bio-composites taking into account the outcome of all other operating parameters as sliding speed, sliding duration (time), applied load, medium/surrounding and sliding distance, etc. As observed from Fig. 5, wear results conclude that a high amount of wear loss was observed in specimens which have a minimum amount (3.5 wt%) of eggshell filler inclusion and minimum wear loss was observed in developed GJFR polyester composites with 9.5 wt% eggshell filler inclusion. These conditions of maximum and minimum wear loss occurred at maximum load i.e. 50 N application condition. In the test specimen with 9.5 wt% filler loading, although increased load reduced the binding strength of the material [26] and wear loss must have increased but the plasticity of matrix increased due to the generated frictional heat. As a result, the amount of debonded filler particles from the matrix increased. Debonded eggshells filler particles behaved like a solid lubricant and formed a layer on the disc in combination with matrix material as displayed in Fig. 4c. Increased lubricity reduced the wear loss. But the addition of eggshells filler amount (9.5 wt% to 15.5 wt%) increased the clustering of filler particles. High wt% of filler loading not only increased clustering but also increased filler-filler bonding in spite of filler-fibre bonding resulting in to increase in filler detachment from the matrix. The clustered eggshells filler particles separated from the matrix material during dry sliding forming large wear debris. This condition increased the wear loss, which is also in agreement with Akbarpour et al. [38]. But at a low amount of filler loading (3.5 wt%) observed wear loss was more at high load (50 N) condition. The heating effect due to increased load produced thermal softening and thinning of the matrix material layer resulting in more wear loss [39].

Wear loss V/s wt% of eggshell filler
The results of the coefficient of friction are represented in Fig. 6. COF value was found maximum as 0.79 in GJFRP composites with 15.5 wt% eggshells filler inclusion and minimum as 0.25 in composite with 3.5 wt% filler loading. Both maximum and minimum values of COF were obtained at 30 N applied load conditions. Friction force results can be observed from Fig. 7. Friction force values were found maximum as 24.09 N for GJFRP composites with 15.5 wt% eggshells filler inclusion at 50 N applied load and minimum as 7.38 N for composites with 3.5 wt% filler loading at 30 N applied load condition. Fibre and matrix material adhesion played a major role to influence the magnitude of friction force in combination with wt % of fillers loading. The presence of particles of clustered fillers detached from the matrix and from damaged fibres on the sliding track, increased plasticity of matrix material at increased applied load (50 N), ploughing of matrix material due to sliding against hard asperity of the disc, brittleness of fibres especially of reinforced glass fibre and its broken particles on sliding track etc. were some observed friction force affecting factors on account of which friction force value was highest in 15.5 wt% filler loaded composites at 50 N applied load. But wear debris was low in case of 3.5 wt% filler loaded GJFRP composites at 30 N applied load condition. Self-lubricating properties of fibres reduced the friction force at low normal load application. There was a very low presence of detached filler particles from matrix material during sliding on the track. No clustering of filler particles was observed in 3.5 wt% filler loaded specimen. Hence, a proper wt% of eggshells filler was recommended for better tribological behaviour of developed GJFRP composites, which is strongly in agreement with Parikh and Gohil, Basavarajappa et al. and Moorthy et al. [40,41,42]. Similar trends were observed by Kumar et al. [43] during the FRP composites tribological behaviour study.

COF V/s wt % of eggshell filler

Friction force V/s wt% of eggshell filler
After going through all the wear test runs, SEM images were taken on Scanning Electron Microscope (JEOL-JSM 6390L). Mechanism of wear and wear debris, clustering of fillers, damaged matrix material and presence of micro-cracks, fibre breakage and pull-out, pits formation, etc. were observed through the study of SEM images, which can be observed from Figs. 8a–e, 9 as shown below:

a 3.5 wt% eggshells filler loaded GJFRP composites specimen. b 6.5 wt% eggshells filler loaded GJFRP composites specimen. c 9.5 wt% eggshells filler loaded GJFRP composites specimen. d 12.5 wt% eggshells filler loaded GJFRP composites specimen. e 15.5 wt% eggshells filler loaded GJFRP composites specimen

Test specimen loaded UTM Machine
The SEM image of the hybrid GJFR polyester composite specimen with 3.5 wt% eggshells filler loading is shown in Fig. 8a. Micro-ploughing and cracked matrix material can be visualized from this figure clearly. Figure 8b is representing 6.5 wt% filler loaded specimen and the damaged matrix can be observed from the same. Wear debris with some debonded eggshells filler particles can be observed from Fig. 8c of 9.5 wt% filler loaded specimen post wear test. There were fibres pull-out after matrix damage in 12.5 wt% filler loaded specimen post wear testing, which can be observed from Fig. 8d. Although fillers make a cross-linked bond between fibres and matrix material but due to the high amount of fillers loading and clustering of filler particles, fibre pull-out took place in this sample due to weak bonding. Figure 8e is representing a 15.5 wt% filler loaded specimen, which is exhibiting cracked matrix and agglomeration of filler particles. The debonded fillers, detached matrix material, broken fibres etc. increased the wear loss and coefficient of friction.
4 Mechanical properties testing
4.1 Tensile strength test
Tensile strength tests were performed on eggshell ash powder loaded hybrid GJFRP composites as per the ASTM D638-14 standard. Zwick/Roell Z250 model of UTM as shown in Fig. 9 was used to test the tensile strength of GJFRP composites. Gauge length, test speed and dimension of the specimen were selected as per ASTM standard. All the test samples were tested repeating three times. Average values of tensile strength results were selected for final result discussion. All the tensile tests were carried out on the room temperature conditions. The average obtained results were found within + 5% error range.
4.2 Compressive strength test
The compressive strength of GJFRP composites was tested on the Zwick/Roell Z250 model of UTM following ASTM D695-15 standard. Total fifteen samples three of each type were prepared for the compressive strength test and the average of final obtained results were discussed. A compressive load was applied until the fracture starts in the specimen. The compressive tests were carried out on room temperature conditions. The average obtained results were found within + 5% error range.
5 Mechanical properties results discussion
5.1 Tensile strength test result
Tensile strength results are shown in figure 10. Maximum tensile strength as 75 MPa was exhibited by 9.5 wt% eggshell ash powder loaded GJFRP composites. Hybrid GJFRP composites with a 3.5 wt% filler load showed minimum tensile strength as 62 MPa. Filler loading was observed as a strength increasing factor but up to a limit. The clustering of filler particles was observed as strength diminishing factor when loaded beyond 9.5 wt% amount. Fibre damage also took place due to increased agglomeration of fillers resulting into failure of the material. The obtained results are in agreement with Gupta et al. [17]. A proper wt% of carbonized eggshells filler (9.5 wt%) and better fibre and matrix adhesion resulted in higher tensile strength gain in GJFRP composites. Reduction in higher wt% filler loaded specimens caused due to unequal distribution of fillers caused by clustering and reduced interfacial bonding between fillers and polyester resin material and, also, reduced bonding area between fibre and matrix material. Mixing of a suitable coupling agent may improve the tensile strength of developed eco-friendly composites. The obtained results are in accordance with Nayak et al. [44]. SEM images of post tensile strength test fractures are shown in Fig11a and b, exhibited fibre and matrix damage, broken fibres due to tensile load application and debonding with resin during clustering of filler particles. Porosity in matrix material played a vital role in the failure of the material and arose due to agglomeration of filler particles. More the formation of the number of voids more will be the chances of failure of the material, as it starts cracks initiation in the composite materials. The weight of fibre reinforcement is constant in all the specimens and varying filler wt% is single strength influencing parameter. Similar trends were observed by Kumar et al. [45] during the FRP composites mechanical characterization.

Tensile strength of eggshells filler loaded GJFRP composites

a and b SEM images of tensile fractured specimen
5.2 Compressive strength test result
The results of the performed compressive strength test of different GJFRP composites samples are displayed in Fig. 12. Maximum compressive strength was exhibited by developed GJFRP composites with 12.5 wt% filler loading and minimum compressive strength was observed in composites with 3.5 wt% filler loading and observed maximum and minimum compressive strength are 99 MPa and 49 MPa respectively. Eggshell ash filler particles showed a cement-like bonding with the matrix as well as with fibres and made the plastic composites brittle in nature. Compressive strength was improving with the increase of wt% of carbonized eggshells filler. There was an observed decrease in compressive strength in 15.5 wt% fillers loaded specimens. More amount of fillers loading not only increased agglomeration of filler particles but also increased brittleness of matrix material. The applied compressive load was not uniformly distributed due to decreased elasticity and increased brittleness of the matrix. A sudden compressive failure was observed with the application of load in high filler loaded specimens. It was observed that compressive strength in hybrid composites can be measured with the ultimate load only without considering any other general responsible factor, which is in agreement with G. Kretsis [46]. The brittle fracture was exhibited by the specimens during compressive strength testing.

Compressive strength of Eggshells filler loaded GJFRP composites
6 Conclusions
Following are some concluding points from the study:
-
I.
Carbonized Eggshells filler loaded GJFRP composites were developed successfully using the pultrusion process. It was observed that only a proper wt% of filler inclusion is capable to enhance the wear behaviour and mechanical properties of developed bio-composites.
-
II.
The maximum and minimum tensile strength was observed 75 MPa and 62 MPa at 9.5 wt% and 3.5 wt% of carbonized eggshells particles inclusion respectively. The maximum and minimum compressive strength was exhibited as 99 MPa and 49 MPa by 12.5 wt% and 3.5 wt% eggshells filler loaded GJFRP composites.
-
III.
Maximum wear resistance was observed in 9.5 wt% eggshells filler loaded composites. Applied load and wt% of eggshells filler were major wear behaviour affecting factors.
-
IV.
Microscopy study with the help of SEM confirmed the pull-out of fibres. Clustering of fillers, damaged matrix material and presence of micro-cracks, fibre breakage were observed through SEM, which was carried out post wear testing.
-
V.
A better adhesion between the matrix material and hybridized untreated glass and jute fibres improved the mechanical properties and wear behaviour of the developed hybrid bio-composites material. Pre-treatment of fibres with suitable coupling agent addition may increase the adhesion between fibre, filler, and resin resulting into more strength of the developed material.
-
VI.
Different weight percentages loading of filler material was observed as responsible factor for the variable tensile and compressive strengths.
Data availability
All authors declare that the desired data can be make available as per the demand.
Code availability
Not applicable.
References
Zurale, M.M., Bhide, S.J.: Properties of fillers and reinforcing fibers. Mech. Compos. Mater. 34, 463–472 (1998). https://doi.org/10.1007/BF02254710
Hassan, S.B., Aigbodion, V.S., Patrick, S.N.: Development of polyester/eggshell particulate composites. Tribol. Ind. 34, 217–225 (2012)
Rivera, E.M., Araiza, M., Brostow, W., Castano, V.M., Dıaz-Estrada, J.R., Hernández, R., Rodrıguez, J.R.: Synthesis of hydroxyapatite from eggshells. Mater. Lett. 41, 128–134 (1999). https://doi.org/10.1016/S0167-577X(99)00118-4
Panchal, M., Raghavendra, G., Prakash, M.O., Ojha, S.: Effects of environmental conditions on erosion wear of eggshell particulate epoxy composites. SILICON 10, 627–634 (2018). https://doi.org/10.1007/s12633-016-9505-x
Vigneshwaran, S., Uthayakumar, M., Arumugaprabu, V., Deepak, J.J.R.: Influence of filler on erosion behavior of polymer composites: A comprehensive review. J. Reinforced Plast. Compos. 37, 1011–1019 (2018). https://doi.org/10.1177/0731684418777111
Patnaik, A., Satapathy, A., Mahapatra, S.S., Dash, R.R.: A comparative study on different ceramic fillers affecting mechanical properties of glass—Polyester composites. J. Reinf. Plast. Compos. 28, 1305–1318 (2009). https://doi.org/10.1177/0731684407086589
Ahmed, K.S., Vijayarangan, S., Naidu, A.C.B.: Elastic properties, notched strength and fracture criterion in untreated woven jute–glass fabric reinforced polyester hybrid composites. Mater. Des. 28, 2287–2294 (2007)
Yousif, B.F., El-Tayeb, N.S.M.: Mechanical and wear properties of oil palm and glass fibres reinforced polyester composites. Int. J. Precis. Technol. 1, 213–222 (2009). https://doi.org/10.1504/IJPTECH.2009.02638
Ambekar, S.D., Tripathi, V.K.: Optimization of flexural strength of CFRP hybrid nano composites containing nanoZnO and nanoclay particles. Int. J. Interact. Design Manufact. (IJIDeM). 13, 689–698 (2019). https://doi.org/10.1007/s12008-019-00539-w
Gaylo, R., Farahani, S., Schmueser, D., Pilla, S.: Optimization of a mono-composite leaf spring using a hybrid fiber-layup approach. Int. J. Interact. Des. Manuf. (IJIDeM) 14, 407–421 (2020). https://doi.org/10.1007/s12008-019-00636-w
Landi, D., Vita, A., Germani, M.: Interactive optimization of the resin transfer molding using a general-purpose tool: a case. Int. J. Interact. Des. Manuf. (IJIDeM) 14, 295–308 (2020). https://doi.org/10.1007/s12008-019-00631-1
Ahmed, K.S., Khalid, S.S., Mallinatha, V., Kumar, S.A.: Dry sliding wear behavior of SiC/Al2O3 filled jute/epoxy composites. Mater. Des. 1980–2015(36), 306–315 (2012). https://doi.org/10.1016/j.matdes.2011.11.010
Jain, A., Rawat, P., Singh, K.K.: Wear and frictional behavior of three phased glass/epoxy composite laminate reinforced with MWCNTs. Mater. Today 5, 8112–8120 (2018). https://doi.org/10.1016/j.matpr.2017.11.498
Suresha, B., Kumar, K.S., Seetharamu, S., Kumaran, P.S.: Friction and dry sliding wear behavior of carbon and glass fabric reinforced vinyl ester composites. Tribol. Int. 43, 602–609 (2010). https://doi.org/10.1016/j.triboint.2009.09.009
Andrich, M., Hufenbach, W., Kunze, K., Scheibe, H.J.: Characterisation of the friction and wear behaviour of textile reinforced polymer composites in contact with diamond-like carbon layers. Tribol. Int. 62, 29–36 (2013). https://doi.org/10.1016/j.triboint.2013.01.023
Mohan, N., Mahesha, C.R., Rajaprakash, B.M.: Erosive wear behaviour of WC filled glass epoxy composites. Procedia Eng. 68, 694–702 (2013). https://doi.org/10.1016/j.proeng.2013.12.241
Gupta, A., Singh, H., Walia, R.S.: Hybrid filler composition optimization for tensile strength of jute fibre-reinforced polymer composite. Bull. Mater. Sci. 39, 1223–1231 (2016). https://doi.org/10.1007/s12034-016-1248-1
Fleischer, J., Teti, R., Lanza, G., Mativenga, P., Möhring, H.C., Caggiano, A.: Composite materials parts manufacturing. CIRP Ann. 67, 603–626 (2018). https://doi.org/10.1016/j.cirp.2018.05.005
Fidan, I., Imeri, A., Gupta, A., Hasanov, S., Nasirov, A., Elliott, A., Alifui-Segbaya, F., Nanami, N.: The trends and challenges of fiber reinforced additive manufacturing. Int. J. Adv. Manuf. Technol. 14, 1–18 (2019). https://doi.org/10.1007/s00170-018-03269-7
Anbusagar, N. R. R., Palanikumar, K., & Ponshanmugakumar, A.: Preparation and properties of nanopolymer advanced composites: a review. In: Polymer-based nanocomposites for energy and environmental applications. (pp. 27–73) (2018). https://doi.org/10.1016/B978-0-08-102262-7.00002-7
Fischer, X., Nadeau, J.P.: Research in Interactive Design: Virtual Interactive and Integrated Product Design and Manufacturing for Industrial Innovation. Springer, New York (2011)
Alsyouf, I., Al-Alami, A., Saidam, A.: Implementing product design development methodology for assessing and improving the performance of products. Int. J. Interact. Des. Manuf. (IJIDeM). 9, 225–234 (2015). https://doi.org/10.1007/s12008-015-0281-4
Agrawal, S., Singh, K.K., Sarkar, P.K.: Comparative investigation on the wear and friction behaviors of carbon fiber reinforced polymer composites under dry sliding, oil lubrication and inert gas environment. Mater. Today 5, 1250–1256 (2018). https://doi.org/10.1016/j.matpr.2017.11.208
Singh, P.K., Singh, A.K.: An investigation on the thermal and wear behavior of polymer based spur gears. Tribol. Int. 118, 264–272 (2018). https://doi.org/10.1016/j.triboint.2017.10.007
Raj, M.J.I., Manisekar, K., Gupta, M.: Central composite experimental design applied to the dry sliding wear behavior of Mg/Mica composites. J. Tribol. 141, 011603 (2019). https://doi.org/10.1115/1.4041073
Madhanagopal, A., Gopalakannan, S.: Dry slide wear behavior of boron carbide filled epoxy composites. Mater. Today 5, 7289–7295 (2018). https://doi.org/10.1016/j.matpr.2017.11.397
Lin, L., Schlarb, A.K.: The roles of rigid particles on the friction and wear behavior of short carbon fiber reinforced PBT hybrid materials in the absence of solid lubricants. Tribol. Int. 119, 404–410 (2018). https://doi.org/10.1016/j.triboint.2017.11.024
Selmy, A.I., Abd El-baky, M.A., Hegazy, D.A.: Wear behavior of glass–polyamide reinforced epoxy hybrid composites. J. Thermoplast.Compos. Mater. (2018). https://doi.org/10.1177/0892705718805127
Sharma, N., Singh, K. K., Jain, A., & Kalita, J. J.: Wear and frictional study of MWCNT doped glass fiber reinforced polymer composite under different sliding conditions. In: IOP Conference Series: Materials Science and Engineering (Vol. 455, No. 1, p. 012002). IOP Publishing. (2018). https://doi.org/10.1088/1757-899X/455/1/012002
Kumar, S.S., Raja, V.M.: Processing and determination of mechanical properties of Prosopis juliflora bark, banana and coconut fiber reinforced hybrid bio composites for an engineering field. Compos. Sci. Technol. 208, 108695 (2021). https://doi.org/10.1016/j.compscitech.2021.108695
Sathees Kumar, S.: Effect of natural fiber loading on mechanical properties and thermal characteristics of hybrid polyester composites for industrial and construction fields. Fib. Polym. 21(7), 1508–1514 (2020). https://doi.org/10.1007/s12221-020-9853-4
Sathees Kumar, S., Mugesh Raja, V., Chakravarthy, C., Muthalagu, R.: Determination of mechanical properties and characterization of alkali treated sugarcane bagasse, pine apple leaf and sisal fibers reinforced hybrid polyester composites for various applications. Fib. Polym. 22(6), 1675–1683 (2021). https://doi.org/10.1007/s12221-021-0910-4
Mugesh Raja, V., Sathees Kumar, S.: Exploration of mechanical attributes, thermal behaviors and atomic force analysis of alkali treated hybrid polyester composites for an engineering application. Fibers and Polymers 22(9), 2535–2542 (2021). https://doi.org/10.1007/s12221-021-1252-y
Raja, A.K., Geethan, K., Kumar, S.S., Kumar, P.S.: Influence of mechanical attributes, water absorption, heat deflection features and characterization of natural fibers reinforced epoxy hybrid composites for an engineering application. Fib. Polym. 22(12), 3444–3455 (2021). https://doi.org/10.1007/s12221-021-0222-8
Gupta, A., Singh, H. and Walia, R.S.: Effect of glass fiber and filler volume fraction variation on mechanical properties of GFRP composite. In: Proceedings of the International Conference on Research and Innovations in Mechanical Engineering (pp. 407–414) (2014). Springer, New Delhi. https://doi.org/10.1007/978-81-322-1859-3_38
Gupta, A., Vaishya, R., Khan, K.L.A., Walia, R.S., Singh, H.: Multi-response optimization of hybrid filler composition for pultruded jute fiber reinforced polymer composite. Mater. Res. Express 6(11), 115324 (2019). https://doi.org/10.1088/2053-1591/ab4945
Standard, A. S. T. M. G99: Standard test method for wear testing with a pin-on-disk apparatus. ASTM International, West Conshohocken (2006).
Akbarpour, M.R., Alipour, S., Safarzadeh, A., Kim, H.S.: Wear and friction behavior of self-lubricating hybrid Cu-(SiC+xCNT) composites. Compos. B 158, 92–101 (2019). https://doi.org/10.1016/j.compositesb.2018.09.039
Zum Gahr, K.H.: Microstructure and Wear of Materials. Tribology Series Elsevier, Amsterdam (1987)
Parikh, H.H., Gohil, P.P.: Experimental investigation and prediction of wear behavior of cotton fiber polyester composites. Friction. 5, 183–193 (2017). https://doi.org/10.1007/s40544-017-0145-y
Basavarajappa, S., Arun, K.V., Davim, J.P.: Effect of filler materials on dry sliding wear behavior of polymer matrix composites–a Taguchi approach. J. Miner. Mater. Charact. Eng. 8, 379 (2009). https://doi.org/10.4236/jmmce.2009.85034
Moorthy, S.S., Manonmani, K., Elangovan, T.: An optimization approach to the dry sliding wear behavior of particulate filled glass fiber reinforced hybrid composites. J. Eng. Fibers Fabr. 10, 155892501501000220 (2015). https://doi.org/10.1177/155892501501000213
Kumar, N., Walia, R.S., Angra, S.: Tribological characterization of pultruded hybrid glass-jute fibre reinforced plastic composites from room temperature to 75° C. World J. Eng. (2021). https://doi.org/10.1108/WJE-03-2021-0147
Nayak, S.Y., Srinivas Shenoy, H., Sharma, P., & IqbalAman, S.: Use of egg shell particulate as fillers in e-glass/epoxy composites. In: Proceedings of International Conference on Mechanical Engineering and Industrial Automation Held in Dubai, ISBN: 9788193137321(2015)
Kumar, N., Walia, R.S., Angra, S.: Study of mechanical properties of pultruded jute-glass reinforced unsaturated polyester bio-composites with hybrid filler loading. World J. Eng. (2021). https://doi.org/10.1108/WJE-04-2020-0127
Kretsis, G.: A review of the tensile, compressive, flexural and shear properties of hybrid fibre-reinforced plastics. Composites 18, 13–23 (1987). https://doi.org/10.1016/0010-4361(87)90003-6
Funding
There is no funding agency/source in the current study.
Author information
Authors and Affiliations
Contributions
All the authors contributed in all aspects of the manuscript and have read and provide their consent to the manuscript version.
Corresponding author
Ethics declarations
Conflicts of interest
All authors declare that there are no conflicts of interest to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kumar, N., Walia, R.S. & Angra, S. An interactive study on wear behaviour and mechanical properties of carbonized eggshells filler loaded glass-jute reinforced polyester hybrid bio-composites. Int J Interact Des Manuf 16, 913–925 (2022). https://doi.org/10.1007/s12008-022-00971-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-022-00971-5