
Abstract
Conventional leaf springs are simple in design, utilizing multiple metallic bars (leaves) with low geometrical moment of inertia to generate an economical and linear spring rate. In its early form, the leaf-spring was manufactured using metals like steel, but, in modern applications, there exist composite leaves reinforced by advance glass and carbon fibers. Benefits of composite spring designs include: high specific strength, ability to form complex profiles, and possibility of subcomponent consolidation to reduce assembly. Due to the bending characteristics of the leaf spring, the axial load decreases through the beam thickness, reaching a minimum at the neutral surface. Given this fact, a design optimization approach for mono-composite leaf springs is developed considering a hybrid fiber-layup. Initially, a detailed topology optimization is conducted to optimize the geometry of the leaf spring based on the Tsai-Wu failure model. This process yielded a unique spring design which reduced the mass of the spring by 29% compared to the initial non-optimized spring and 80–90% compared to a steel spring. Subsequently, the design is further optimized by replacing low stress, high modulus reinforcement with lower modulus and cost-effective materials to improve overall vehicle mass, efficiency, and operation. The second stage of the optimization based on the hybrid fiber-layup approach resulted in an additional 7% mass reduction. As there is a connection between fuel efficiency and vehicle mass, the significant reduction of spring mass has a positive impact on vehicle fuel consumption and leads to suspension responsiveness gains. Moreover, the possibility of swapping up to 20% of the middle plies reinforcement with commodity plastics demonstrates the cost benefits of the hybrid fiber-layup design approach considering the high cost of carbon and other high-performance reinforcements.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Due to the focus on fuel efficiency, weight reduction has been a significant area of interest for automobile manufacturers in recent years. Weight reduction can be achieved primarily by the introduction of more efficient materials, design optimizations, and better manufacturing processes. Suspension springs are one of the potential items for weight reduction in transportation vehicles, as it can account for 10%-20% of the unsprung mass [1]. The leaf-spring is one of the most common spring systems applied in industrial and automotive structures, with usage spanning over hundreds of years [2]. The simplicity of the leaf spring, the ease of increasing the load capacity, and the linear spring rate has ensured that the leaf spring is still applied even on modern vehicles. In some modern applications, there exist composite designs using light-weight glass- and carbon-reinforced composite materials. Benefits of composite spring designs include: high specific strength, ability to form complex profiles, and ability to simplify assemblies by subcomponent integration. Due to this significant percentage and the high specific strengths of modern composites, it is possible to manufacture a spring assembly with a lower mass, thereby improving a vehicle’s fuel efficiency. In many cases the material being applied in a composite leaf spring is glass fiber reinforced plastic (GFRP) due to its high specific elastic strain energy which is a driving factor in the ability of a spring to carry load [3].
In order to understand current studies in the domain of composite leaf springs, a literature review was completed. Kueh [4] performed an analysis on a stepped steel and composite E-glass/vinyl-ester and E-glass/epoxy-resin leaf spring, and showed a threefold improvement in the safety factor of the spring along with the potential to survive greater than 1E6 cycles under vertical fatigue loading. Alternate fiber orientations were also investigated, showing similar fatigue limits. Hou [5] and Cherruault [6] focused on the design of a mono-composite spring and corresponding eye-end for a heavy-weight train axle application. Hou [5] also investigated multiple eye-end designs at iso-stiffness, the un-bonded eye design resulted in a spring that did not fail under proof loading; test results aligned well with simulation. Cherruault [6] further investigated the fatigue performance of the GFRP spring and found that the composite spring is dynamically softer even though the spring is statically stiffer than a steel spring which improves the ride comfort through internal spring damping (similar to the interleaf friction in conventional designs). Sureshkumar [7] focused on the design of a mono-composite leaf spring using E-glass and carbon fiber reinforcements. This work showed simulation and testing results for a hybrid mono-composite spring design, which demonstrated that there is a direct correlation between the strength of the reinforcements and the maximum spring loading. Along with this, the work also showed that the natural frequency increases compared to a steel spring. Krall [8] showed the connection between Euler–Bernoulli beam theory and leaf spring designs. Dynamic simulations correlated well with physical testing, showing an increase in the frequency response of the composite spring compared to the steel design. It also showed an increase in modal damping at lower operating temperatures. However, this study only presented an impact and impulse dynamic analysis, therefore there was no static vertical or combined loading scenarios investigated. Mihailidis [9] presented a vertical and combine loading scenario for a mono-composite leaf spring for application on a heavy-weight vehicle platform. The application of combined loads is an important aspect of a leaf spring design for application in a vehicle, as the resulting loads can be significant. The proposed design showed good correlation to a 4 point bending laboratory test (when modeled similarly). They also concluded that the feasibility of the leaf spring design is not inherent, proper design is required in order to provide an adequate final result for a specific application. Moreover, the application of combined loading is an important aspect of this paper, as it reflects real world usage during normal operating and braking conditions. Sancaktar [10] provided an interesting background into the design, shape, and function of a composite leaf spring using E-glass and epoxy resin. This paper investigated fabrication and failure testing for different springs including the types and symptoms of failures (i.e. visible whitening from cracks at the surface). Shape optimization was highlighted and the prior works regarding the tapering of the spring were reviewed. However, this paper focused solely on light weight vehicle applications and only vertical loading scenarios, using low stiffness/strength reinforcements was not implemented due to the small nature of the final spring designs. Shokrieth [11] provided an analytical, a simulation, and an experimental investigation of the stresses and deflections in a GFRP leaf spring, showing good correlation between the methods. This paper showed the spring width decreasing hyperbolically from the spring seat to the eye ends and thickness decreasing linearly from the spring seat to the eye ends. The design focused on reducing mass while supporting the static external vertical loads (normal and full “bump” loading) and Tsai-Wu failure criterion was implemented in the simulation. There was also a focus on the spring mounting design, which resulted to a simple bolted/pinned eye design. The weight is found to be 80% less than the steel design.
Given all, although the mono-composite design was investigated considering different aspects and applications of the leaf springs, there is no study that considered any replacements for costly high-strength/stiffness reinforcements within the lightly stressed neutral surface of the spring. Moreover, the combined loading of the spring as a critical condition for determining the feasibility of the design for automotive applications was mostly missing in the previous studies. Hence, the goal of this work is to investigate the design of a composite leaf spring under both vertical and combined loading conditions using geometric optimization and a hybrid fiber-layup approach as the material placement strategy.
2 Application, constraints, and assumptions
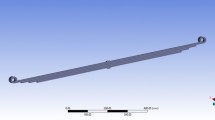
For this work, it is intended to investigate the application of GFRP on leaf springs used for the rear axle of heavy-duty commercial vehicles; in particular, the Ford F-series super duty class-A motorhome chassis [12]. The utilized spring model implements integrated mounting geometries, with the constraint that the assembly must fit into an existing pivot and shackle mounting scheme as shown in the right constraint of Fig. 1.

Semi-elliptic leaf spring
Euler–Bernoulli beam theory can be applied to effectively model the bending performance of a leaf spring. The Euler–Bernoulli beam theory assumes that, for sufficiently stiff materials, plane sections of the beam remain plane during bending. This means, due to bending, the load is carried through elastic strain energy stored in the tension and compression of the beam material. Based on this beam representation, the specific strain energy stored in the beam can be defined by:
Equation (1) shows that materials with low density and elastic modulus but high failure strength yield a large strain energy potential [4]. Similarly, if the elastic modulus and failure strength ratio is higher for a new material being investigated, the new material has the potential to more efficiently carry high loads in bending. A comparison between conventional steel and GFRP materials showed that the specific strain energy for GFRP has the potential to be much higher than steel. This calculation using Eq. (1) for AISI 5160 spring steel [13] and E-glass [14] yielded 24.1 N m/kg and 7958.6 N m/kg respectively. This is the primary reason for investigating the application of reinforcements like GFRP in leaf spring designs.
The simulations conducted within this paper assumed quasi-static vertical and longitudinal loading only, which eliminates the complex dynamic loading condition which would require damping properties as well as detailed masses in order to be modeled properly. It has also been assumed that lateral loading of the spring is limited. However, in reality, the leaf spring may be used integrally as a lateral suspension support. Hygrothermal effects are not included in this paper. However, it is important to note that their impacts are somewhat taken into account in the selection of the material used in this study [15]. Ply modeling assumes perfect bonding between the layers of the laminated spring. In reality, manufacturing issues and damage during operation will likely impact the bonding in the composite and therefore impact spring stiffness and fatigue life. Other sensitizing factors like ply drops, volume fraction, and holes are not included in this study. Maximum shear stress was utilized as the primary indicator for determining static and fatigue failure as previous works completed by Hou [5] and Dirand [16] showed that using max shear stress within a leaf spring design is a valid method when investigating potential for delamination failures. The Tsai-Wu failure model built into HyperWorks was included in the simulation to determine failures of plies during loading. According to Wollschlager [2], the Tsai-Wu failure model is the most accurate representation of the first ply to failure in a composite, and accounts for different tension and compression failure strengths. It is important to note that tension and compression strengths were not treated differently in this study, which then causes the Tsai-Wu model to more closely resemble the Tsai-Hill failure model [2]. The Tsai-Wu model assumes plane stress (\( \sigma_{3} = \tau_{23} = \tau_{13} = 0) \), which is acceptable for our spring loading as the primary load carrying mechanism is tension/compression in the planes that are parallel and perpendicular to the fiber orientation respectively.
In order to base an initial spring design on a physical leaf spring test result, the results from a prior study on a stepped steel leaf spring for a Volvo commercial truck of similar load to the Ford class-A chassis was used [17]. Within this study the quasi-static stiffness of the spring assembly was determined to be approximately 342 N/mm. Using this stiffness and assuming the spring was flattened at full axle load, the camber of the spring (see Fig. 1) was determined to be 113.8 mm. The actual value used in the geometrical design presented in this paper is 120 mm. This additional margin was added to eliminate the condition where the entire camber is surpassed during loading which would then increase stress in the spring.
3 Material selection
Based on prior studies completed on wind turbine blades [15] as well as composite leaf springs [18], the materials that were utilized within the first part of the study were E-glass fiber and vinyl-ester resin as reinforcement and matrix material respectively. In this work, various other low modulus fibers are also investigated for application in the relatively minimally stressed neutral surface of the spring.
3.1 Matrix selection
Based on the Sandia National Laboratory study on wind turbine blades [17], vinyl-ester resins and E-glass fibers were selected for use in this paper. This aligns well with other studies in which vinyl-ester resin was stated as being of interest to the automotive industry [18, 19]. Within these studies, it was determined that the matrix properties dominate the overall composites resistance to delamination and resulting structure failure. It also stated that the matrix toughness and details of the applied design (i.e. max stress, strain, and impact) influence structural performance and interlaminar fracture. In the wind turbine study, they focused on both toughened and “neat” un-toughened matrix materials. Although the initial crack propagation toughness of vinyl-ester resins is lower than the other matrix materials, the flawed crack propagation compared to other resins is better once the crack is large, meaning crack growth is potentially slow after a crack forms, leading to more gradual failure. Elastic modulus was similar to other matrix materials, and it also showed a relatively small reduction in tensile modulus with changes in temperature and moisture content. Although the strength was more negatively impacted by temperature and moisture, it is not analyzed in this paper but will need to be taken into account for more in depth analyses. The final matrix criterion was cost. Although vinyl-esters were not the most cost-efficient, they demonstrate superior performance compared to polyester resins. Based on this breakdown, vinyl-ester 411C was selected as the matrix material for this study.
3.2 Reinforcement and ply characterization
The only primary load carrying reinforcement utilized in this simulation is E-glass fiber. The tensile properties of E-GFRP, based on aforementioned studies, yielded acceptable designs capable of supporting significant load for many cycles. The cost of E-glass was also a factor in selection of this material as a popular and cost-efficient reinforcement [20].
A hybrid method (Halpin-Tsai and Rule of Mixtures) for calculating the engineering constants for a unidirectional composite ply was implemented. Equations (2) to (10) were used to calculate the engineering constants of the composite plies [21, 22].
Tables 1, 2, and 3 summarize the calculated mechanical characterization of the resultant composite, initial matrix material, and reinforcements respectively.
The shear strength of 63 MPa was gathered from a study on interlaminar shear strength of glass/vinyl-ester composites [16]. An initial model using a single thick layer of 0-degree GFRP and layers of ± 45 degree plies on the top and bottom was used to find a suitable thickness and volume fraction to try and meet the deflection target of approximately 120 mm. A volume fraction of 48% glass was found to meet the failure target with a thickness of 30.4 mm, with the tradeoff being a deflection of 103 mm, the model results will be highlighted in the following sections.
4 Loading and boundary conditions
The leaf spring was modeled as a symmetric semi-elliptic design similar to that shown in Fig. 1. The model used a single mid-surface, meshed using hexahedral shell elements. The surface was modeled to represent the midplane surface of an open eye leaf spring with a length of 1.2 m, width of 50 mm, and camber of 120 mm. The open eye-end concept reflects the typical method for attaching a steel leaf spring to a vehicle, which is a pinned end and a pinned end in a shackle arrangement; illustrated on the left and right of Fig. 1 respectively. Prior studies have shown the open eye-end design actually reduced the possibility of delaminating, compared to when the plies wrapped around the eye and bonded to the outer spring surface [5]. The final meshed geometry is shown in Fig. 2.

a Meshed mono-composite leaf spring geometry and b magnified view of the open eye-end
Due to the simplicity of the geometry, hexahedral elements were used with a relatively fine mesh. A series of mesh refinements were completed on an initial non-optimized representative design to check for displacement convergence. The convergence values were relatively constant, even when refining the elements by a factor of 5.7. This result shows that the 4-node hexahedral shell element captures bending results very effectively. The final mesh size was set to 5 mm; which also helps attain a more refined free-size optimization and ply shapes.
Similar to the loading and boundary conditions in Fig. 1, the model implemented a concentrated load at a single point which was then coupled to the center mounting surface, also called the spring seat, using rigid connectors. The implementation of rigid connectors allowed for a simplification in the applied load. The position of this nodal point was aligned with the tire radius on the Ford F-series super duty chassis [12]. This enabled the correct force and moment to be applied to the spring during the combined loading (braking) step of the analysis. The left eye end (fore or front) also utilized a fixed coupling in all directions of freedom. Similarly, the right eye end (aft or rear) was also fixed using the same coupling condition, except it was allowed to move in horizontal length of the spring (loose representation of the shackle) [23].
In this work, separate cases of vertical and combined braking/vertical loading were investigated. For the vertical loading case, a load of 38,165 N was applied, representing a single rear leaf spring load given a Gross Vehicle Mass (GVM) of 11,800 kg. For the combined loading case, a braking load of 26,716 N was added to the aforementioned vertical load, which represented the vertical load times a coefficient of friction of 0.7 between the tire and the road. To consider fatigue, a vertical load of 14,700 N vertical and 10,300 N braking were applied to the same model to represent vehicle curb mass plus that of passengers and light cargo. This light load was assumed to represent the condition of the load during the majority of the spring life.
5 Result and discussion
The objective for conducting these simulations was to achieve a shear stress less than 63 MPa for static loads under GVM, and less than 24 MPa for beneficial fatigue performance. The fatigue limit was calculated using ~ 38% of the static limit based on the studies considered by Hou [5] which aligns with experimental results obtained in their other study [6]. A four-step process was used for the optimization of a leaf spring design. These steps include: initial spring analysis (a design meeting load requirements), free-size optimization, size optimization, and manual shuffle/final design analysis. The manual shuffling step was completed per the procedures summarized by Wollschlager [2].
5.1 Initial spring design
An initial design using a single thick layer of 0-degree GFRP material in the middle and ± 45-degree on the outside allowed for quick iteration of ply thickness and material properties in order to achieve a spring that was able to carry the prescribed GVM load. A thick layer of 0-degree plies was used because it has the largest influence on the spring bending stiffness [2]. The resulting spring stiffness was too large by a factor of 1.1, or a deflection of 103 mm. However, the free-size optimization, summarized in the next section, helped to remove material and effectively distribute stress towards the eye-ends. The resulting thickness was determined to be 30.4 mm and the width was increased from 50 mm to 100 mm. The Tsai-Wu composite failure criteria were used as the primary method for determining the strength of the spring design. The composite failure result for the vertical and combined load cases are shown in Fig. 3. The Tsai-Wu failure index was 1.1 for vertical loading and 3.2 for combined loading. It was not possible to achieve a single mono-composite spring that could handle both the vertical and combined GVM loading while still maintaining a deflection close to the target. More complicated multi-leaf spring assemblies can effectively reduce the load on each spring and still maintain the desired deflection [24], which are beyond the scope of this mono-composite single spring study.

Composite failure index under vertical a and combined b loads
Running the same model under lighter fatigue load conditions resulted in a failure index of 0.16 for vertical loading and 0.47 for combined loading which shows very low potential for immediate failure upon loading. The resulting maximum shear stress was calculated to be 24 MPa, which was within the fatigue limit set earlier. Images of the composite failure criteria for each load case can be found in Fig. 4. Based on the initial simulations and geometric design, the initial spring mass was calculated to be 8.2 kg.

Composite failure index under light vertical a and combined b loads
These results show a concentration of stress around the leaf spring seat boundary condition and tapers quickly to lower stress half way between the spring seat and eye-end. This means the majority of the spring is not actively engaged in carrying the load, because the majority of the spring is lightly loaded. Although the failure criteria is high for combined loading, the distribution of stress will reduce the failure criteria by not making a small portion of the spring carry the entire load. The combined loading condition shows an asymmetric stress state. This is caused by the over curvature of the left-hand side and unloading of the right hand side through the natural rotation of the spring back to the initial undeformed curvature. The concentration of stress causes significant inefficiencies which can be addressed through ply thickness and shape modification.
5.2 Spring free size optimization
In order to distribute stresses more effectively as well as reduce mass of the leaf spring, a free-size optimization was conducted to calculate the location of ply material of the composite. The optimization objective function was defined to minimize compliance with a volume fraction constraint of 0.3. Manufacturing constraints were set such that the ±45 plies were kept balanced to remove out-of-plane effects. The optimization was run multiple times with different volume fraction constraints until the deflection was close to the original leaf spring design. The optimization using a volume fraction of 0.5 yielded a solution that reflected a deflection of 120 mm under vertical loading. The free-sizing element thickness result can be seen in Fig. 5. The increase in deflection compared to the initial composite spring (using a 0.48 volume fraction) is due to the reduction in “working” material of the spring (blue colored elements) starting half way between the spring seat and eye-end. This reduction leads to a softening of the spring in this area and therefore an increase in deflection which relieves stress in the area directly around the spring seat.

Thickness distribution resulted from free-size optimization
A fine mesh size aided the optimization process in that it allowed for fine detail of material distribution of the plies. Since the free-sizing optimization changed the element thickness across the spring length, the stresses in the final result were more efficiently distributed. A failure result of 0.94 was predicted for vertical loading, while the failure result for the braking case was reduced to 2.6. This reduction is due to the more even distribution of stress in the spring as was stated above. It is important to note that there were areas of high failure potential in the braking case, but those were localized around the eye-end area, a location that is addressed in the ply size step described in the following section. The composite failure criteria result is illustrated in Fig. 6 for the vertical and combined loads.

Composite failure index under vertical a and combined b loads
5.3 Spring size optimization
The next step in the design process was to use the results from the free-size optimization and adjust the ply shapes to a more reasonable shape. Since the free sizing drove the composite shape close to zero thickness around the boundary conditions, those areas were thickened to align with the surrounding spring thickness. The “end-fingers” were connected to the eye end by thickening regions between the two. An image of the resulting shape can be found in Fig. 7.

Spring free-sizing resulted from ply adjustments
Once the plies were adjusted, the optimization was set up to run the sizing operation for determining final ply thicknesses. Constraints for maximum fiber stress less than 1200 MPa, vertical component of the deflection less than 120 mm, and Tsai-Wu failure criteria less than 1.0 were used to ensure spring feasibility. It is important to note that the constraints were applied only to the vertical load condition, with the fiber stress applied to both load steps. This was selected as the primary load condition because the normal vertical load case represents normal usage and will result in a symmetric result compared to the high asymmetric braking condition. The optimization objective was set to minimize the spring mass. All the plies were set to the same initial thickness of 0.6 mm, except for the two primary plies which were set to 7.6 mm to ensure a feasible initial design. The resulting composite thickness from the size optimization can be seen in Fig. 8. It can be seen that a high thickness was calculated around the transition points (transition to eye-end, tapering at the middle of the spring, and directly next to the spring seat). This is likely due to the influence of the boundary conditions as well as stress concentrations caused by changes in spring shape.

Thickness distribution resulted from size optimization
The optimization results showed a deflection of 112 mm, a Tsai-Wu composite failure value of 0.90 for the vertical load, and a failure value of 2.62 for the combined GVM loading. The failure value for the combined loading is above 1 because the optimization criteria was applied to the vertical loading case. The vertical deflection was close to the target and determined to be sufficient. The composite failure results can be found in Fig. 9. It is interesting to note that the failure locations in this version of the spring show regions of higher failure potential at the transition regions of the spring (similar to what was discussed above). This is an outcome of the redistribution of stress. Further optimization of local thickness could reduce these hot spots and provide a better distribution of stress

Composite failure index under vertical a and combined b loads
5.4 Manual shuffling and spring final analysis
In order to ensure manufacturability and durability, the 45-degree plies were manually shuffled to make sure they were covered by full 0-degree plies. Since the size of the 45-degree plies were reduced during the optimizations, a full set of ±45-degree plies were added to the outer surfaces. These were added as a feature to improve impact resistance from objects such as stones. The addition of these plies on the surface actually resulted in an increase of the composite ply failure criteria over 1.0 in the normal load case. Consequently, these plies were removed and alternative designs were later investigated by implementing low modulus reinforcements. The final spring showed a slight increase in the vertical and combined load failure criteria as well as vertical deflection; 0.921, 2.7, and 115 mm respectively. The failure criteria results can be seen in Fig. 10.

Composite failure index under vertical a and combined b loads
It is important to note that flipping the braking load direction (effectively flipping the fixed pin and rotating shackle on the truck frame) actually resulted in a lower combined loading failure index. The corresponding value was found to be 1.82 compared to 2.7. The magnitude of this change was surprising. The action of allowing the high stress region of the spring to rotate (caused by the shackle joint) effectively limits the amount of deflection allowed and therefore causes an increase in the deflection of the lower stress side of the spring. The redistribution of stress reduces the failure potential in the spring as a whole. This configuration was used for the final simulations and is considered a better orientation for the final design. Simulating the light load case with this new orientation and final spring design resulted in failure criteria values of 0.14 and 0.27 for the vertical and combined loading cases, respectively. The vertical load case shear stress was found to be 22.3 MPa, which is below the 24 MPa durability limit; meaning this design is feasible for greater than 106 cycles under this loading condition, based on prior composite spring testing [5]. The final spring mass was calculated to be approximately 5.86 kg, which is a 29% reduction in spring mass compared to the initial composite design. The final ply shapes are illustrated in Figs. 11 and 12.

Outer and inner 45-degree plies (main load carrying plies)

Outer and inner 45-degree plies
5.5 Replacement of E-glass fibers with commodity plastic fibers
Due to the bending characteristics of the leaf spring, the axial load decreases through the beam thickness, reaching a minimum at the neutral surface. This reduction allows for application of reinforcements with lower elastic modulus, or approximately only 2% of E-glass reinforcement as an example. Hence, a hybrid fiber-layup approach was utilized in this work to replace the material in the lightly stressed mid-surface of the spring with lighter, lower modulus, and low-cost reinforcement. Three commodity plastics were investigated; polyester, polypropylene, and HD polyethylene. The important characteristics of these replaced materials are listed in Table 4. All materials have relatively low moisture absorption and their maximum usage temperatures are high enough for automotive applications (typically between 60 and 100°C).
Due to the low stress in the middle of the spring, the risk of ply failure due to stress and high temperature was determined to be relatively low. 20% of the 0-degree reinforcements, all located in the middle of the spring, were replaced with these commodity materials, as shown in Fig. 13 (cross-section of the spring after the material replacement).

Schematic of the hybrid fiber-layup approach
The density and important mechanical properties of the resultant composites after utilizing the hybrid fiber-layup approach were calculated using Eqs. (2)–(9), and are listed in Table 5.
The results of the spring mass, deflection, and the failure index for each hybrid design under the GVM load case are summarized in Table 6.
The resulting hybrid designs did not show a major change in predicted failure index and only a slight increase in vertical deflection. The contour of the failure index distribution for three hybrid designs are shown in Figs. 14, 15, and 16. The resulting potential failure distribution shows a similar pattern to the mono-composite GFRP spring. The simulation results indicate that swapping 20% of the high modulus reinforcements in the middle of the spring only increased the deflection by 2.6%. By using the commodity plastics as reinforcements, an upper bound mass savings of 0.4 kg was achieved comparing to the optimized single-material design.

Failure index contour for hybrid Polyester-GFRP spring under a vertical and b combined loads

Failure index contour for hybrid Polypropylene -GFRP spring under a vertical and b combined loads

Failure index contour for hybrid HDPE-GFRP spring under a vertical and b combined loads
The final simulation was conducted on the model in which the outer ± 45-degree plies were replaced with polyester reinforcements. The model resulted in a deflection of 116 mm. The failure indexes were 0.94 and 1.86 for the vertical and combined loads, respectively. The resulting composite showed a slight change in the failure criteria but not by any appreciable amount as is shown in Fig. 17. Considering the results from the initial design using ± 45-degree glass plies resulted in failure in the GVM load case, the application of polyester instead of glass is a beneficial change.

Failure index contour for hybrid HDPE-GFRP spring under a vertical and b combined loads
It is important to note that further work is needed to determine the durability of leaf spring designs using this hybrid layup approach. This includes the area of creep due to the long-term application of significant loads over the spring’s life time as well as dynamic and fatigue evaluation to understand the commodity plastics fatigue point compared to that of glass. The replacement of commodity plastics with expensive reinforcements like carbon or aramid has the potential for more significant cost savings. However, the tradeoff for these types of springs is in the area of mass savings, as carbon and aramid have low densities compared to glass. Moreover, the dynamic performance of the hybrid leaf spring may be improved as the viscoelastic deformation of the plastic in the middle of the spring has the potential to dampen vibration and therefore improve vehicle ride and comfort. This area of research will need to be investigated in future work. In addition to the benefits mentioned in terms of cost, mass and performance, the feasibility of the replacing the middle plies with thermoplastics demonstrates new opportunities in using the innovative processes that have been recently developed to manufacture composite-thermoplastic hybrid structures in one single operation [28, 29]. Using these innovative manufacturing processes can further reduce the cost and production time of the composite leaf spring while maintaining the same or even better performances.
6 Conclusion
An applied methodology to design and optimize a composite leaf spring for a heavy truck loading condition was presented in this work. Using a multi-step shape optimization approach, a leaf spring with 30% mass reduction showed enhanced performance (reduced failure indexes for vertical and combined loading) compared to an initial non-optimized design. An investigation into using commodity thermoplastics in the lightly stressed mid-surface of the spring was investigated as the primary output from this work. The results showed another 7% mass reduction with little impact on the spring failure performance and deflection. Based on the simulation results, it is feasible to design a GFRP leaf spring for use in a heavy truck application. Further, this heavy truck spring can implement low strength fibers as a cost or mass savings. It is important to note that even after optimizing the spring thickness and plies’ shapes, the combined load still resulted in a composite failure under maximum braking loads. Under less stringent load conditions, the final optimized leaf spring showed stresses below the composite shear stress fatigue limit, which resulted in a failure index significantly below the composite failure criteria threshold of 1.0. Assuming a mass of 74.5 kg for a single steel spring, the potential mass savings by using this optimization and hybrid fiber-layup approach was reached up to 90%. Considering the heavy load carried by the spring and the very low resulting mass; the final design shows the significant benefits of the specific strength of GFRP composites in both single and hybrid reinforcement designs. It is important to keep in mind that this is an ideal simulation; an increase in mass in a final prototype is likely due to manufacturing constraints and composite variability. Although there are potential benefits to using hybrid leaf springs in automotive applications, further research is needed to investigate the dynamic effects of implementing commodity materials within the middle of the spring. Finally, feasibility studies should be conducted to explore the possibility of manufacturing these hybrid designs using innovative manufacturing processes developed based on the integration of injection molding process with other conventional composites manufacturing processes.
References
Kueh, J.J., Faris, T.: Finite element analysis on the static and fatigue characteristics of composite multi-leaf spring. J. Zhejiang Univ. Sci. A 13(3), 159–164 (2012)
Wollschlager, J.A.: Introduction to the design and analysis of composite structures: an engineers practical guide using OptiStruct, 2nd edn. Wollschlager (2014)
Al-Qureshi, H.A.: Automobile leaf springs from composite materials. J. Mater. Process. Technol. 118(1–3), 58–61 (2001)
Kueh, J.J., Faris, T.: Finite element analysis on the static and fatigue characteristics of composite multi-leaf spring. J. Zhejiang Univ. Sci. A 13(3), 159–164 (2012)
Hou, J., Cherruault, J., Nairne, I., G.J.-C. Structures, and undefined 2007. In: Evolution of the eye-end design of a composite leaf spring for heavy axle loads. Elsevier (2007)
Cherruault, J.Y., Hou, J.P., Jeronimidis, G., Mayer, R., Chvojan, J.: Testing of fiber composite leaf spring for heavy axle loads. J. Thermoplast. Compos. Mater. 24(1), 111–132 (2011)
Sureshkumar, M., Tamilselvam, P., Kumaravelan, R., Dharmalingam, R.: Design, fabrication, and analysis of a hybrid FIBER composite monoleaf spring using carbon and E-glass fibers for automotive suspension applications. Mech. Compos. Mater. 50(1), 115–122 (2014)
Krall, S., Zemann, R.: Investigation of the dynamic behaviour of CFRP leaf springs. Procedia Eng. 100, 646–655 (2015)
Mihailidis, A.: Leaf springs-design, calculation and testing requirements design and fatigue assessment of engineering components focusing at automotive suspension systems view project (2014)
Sancaktar, E., Gratton, M.: Design, analysis, and optimization of composite leaf springs for light vehicle applications. Compos. Struct. 44(2–3), 195–204 (1999)
Shokrieh, M.M., Rezaei, D.: Analysis and optimization of a composite leaf spring. Compos. Struct. 60(3), 317–325 (2003)
Front and Rear 4-Wheel Anti-Lock Disc Brakes
AISI 5160 Alloy Steel (UNS G51600). [Online]. https://www.azom.com/article.aspx?ArticleID=6743. Accessed 11 July 2019
Properties: E-Glass Fibre. [Online]. https://www.azom.com/properties.aspx?ArticleID=764. Accessed 11 July 2019
Mandall, J.F., Samborsky, D.D., Cairns, D.S.: Fatigue of composite materials and substructures for wind turbine blades. Topical No. SAND–2002-0771. Sandia National Labs
Dirand, X., Hilaire, B., Soulief, J.P., Nardin, M.: Interfacial shear strength in glass-iber/vinylester-resin composites. Compos. Sci. Technol. 56(5), 533–539 (1996)
Kurna, S., Sharma, S., Mathur, A.: Investigation of stresses and deflection in multi stage leaf spring of heavy duty vehicle by fem and its experimental verification. In: SAE Technical Paper Series, vol 1 (2017)
Natarajan, V., Gangarao, H.V.S., Shekar, V.: Fatigue response of fabric-reinforced polymeric composites. J. Compos. Mater. 39(17), 1541–1559 (2005)
Alhuthali, A., Low, I.M., Dong, C.: Characterisation of the water absorption, mechanical and thermal properties of recycled cellulose fibre reinforced vinyl-ester eco-nanocomposites. Compos. Part B Eng. 43(7), 2772–2781 (2012)
Guide to composites - Overview of composite materials, processes and applications – NetComposites [Online]. https ://netcomposites.com/guide/. Accessed 28 May 2019
Rasheed, H.A.: Strengthening Design of Reinforced Concrete with FRP, 1st edn. CRC Press, Boca Raton (2014)
Morton, N.: Design and Manufacture of an Advanced Composite Meng in Mechanical Engineering with Aeronautics. University of Glasgow (2010)
Savaidis, G., Malikoutsakis, M., Savaidis, A.: FE simulation of vehicle leaf spring behavior under driving manoeuvres. Int. J. Struct. Integr. 4(1), 23–32 (2013)
Matschinsky, W., Baker, A.: Road vehicle suspensions. Professional Engineering Publishing, London (2000)
Polyethylene Terephthalate Polyester (PET, PETP)—Properties and Applications. [Online]. https://www.azom.com/article.aspx?ArticleID=2047. Accessed 16 July 2019
Polypropylene—PP Homopolymer. [Online]. https://www.azom.com/article.aspx?ArticleID=834. Accessed 16 July 2019
High Density Polyethylene - HDPE. [Online]. https://www.azom.com/article.aspx?ArticleID=421. Accessed 16 July 2019
Kazan, H., Farahani, S., Pilla, S.: Feasibility study for manufacturing CF/epoxy—thermoplastic hybrid structures in a single operation. Procedia Manuf. 33, 232–239 (2019)
Kazan, H., Zheng, T., Farahani, S., Pilla, S.: Degree of cure, mechanical properties, and morphology of carbon fiber/epoxy- PP hybrids manufactured by a novel single shot method. Mater. Today Commun. 19, 441–449 (2019)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gaylo, R., Farahani, S., Schmueser, D. et al. Optimization of a mono-composite leaf spring using a hybrid fiber-layup approach. Int J Interact Des Manuf 14, 407–421 (2020). https://doi.org/10.1007/s12008-019-00636-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-019-00636-w