
Abstract
The present study seeks to investigate the use of husbandry waste and sawdust in the construction of degradable pots as a suitable alternative to plastic pots. Six mixture ratios of cattle manure and sawdust (85:15, 80:20, 75:25, 70:30, 65:35, and 60:40) were used along with three types of natural binders (sheep’s wool, cornstarch, and sheep’s wool:cornstarch) in phase I of the project. Phase I was replicated in triplicate to identify the best composition for each binding agent. International standards dictate that evaluations of biological pots include investigations into thickness swelling, internal bonding, and water absorption. Mean comparison of the resultant factorial data using the Tukey and TOPSIS methods indicated that production of bio-pots with a mixture of 80% manure and 20% sawdust may provide the best results for all three pot types. Phase II of the project involved using field experiments and cultivation of tomato plants in direct comparison to a commercial sample pot. The optimal pots for each binding agent in phase I were used in the evaluation. Field tests showed pots produced with 80% manure and 20% sawdust using cornstarch for binding adhesion performed best in terms of degradability and physical and mechanical properties.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Plastic plant pots are among the most popular petrochemical industry products widely used in agriculture. Plastic waste accumulation causes environmental issues as it takes more than 20 years to decompose in landfills. The presence of high levels of ash, impurities, and heavy metals make some plastic waste products nearly impossible to recycle (Ren et al. 2020). Once used for soil, organics, and chemical materials, plastic pots become contaminated. Collection and disposal of plastic pots is costly. Unauthorized landfilling and incineration, processes that release toxic substances into the atmosphere and soil, are not ecologically acceptable (Im et al. 2020). Plastic pots have additional disadvantages including hardness and impermeability. Plant roots wrap around the perimeter of the inside wall of these pots, thereby reducing plant growth, health, and survival when transferred to the ground.
An alternative to plastic pots is the production and use of biodegradable pots from agricultural and plant waste. Biodegradable pots allow roots to permeate the pot wall while the plant continues to grow normally after transfer to the ground (Gholami and Gholami 2019). Significant amounts of solid waste are generated in various agricultural industries, with landfilling and incineration among the primary methods for agricultural waste management. Therefore, production of environmentally friendly products from agricultural waste can provide employment and added value (Harris et al. 2020).
Bio-pots first appeared on the market in the mid-1950s and are an attractive and growing method for plant pot production. Made from 100% natural materials, biodegradable pots are well-suited for use in the production of organic products as no chemical fertilizers are used to aid plant growth. These pots can be produced in more than 30 different sizes and designs and their complete biodegradability and lack of toxicity make them a cost-effective alternative to plastic pots (Santos et al. 2017). Used for transplanting and propagating ornamental plant cuttings, many agricultural producers use biodegradable pots for the value-added benefits. Bio-pots are 100% organic, do not hinder root growth, allow for quick and easy transfers to soil, produce no waste, and help properly maintain plant water and moisture levels. Businesses and growers are able to minimize labor costs and produce strong, healthy plants while employing an eco-friendly option (ISOP 2019).
Various studies have been conducted on the myriad of materials and designs that can be used in biodegradable pot production. A recent study was performed to reduce weights of pots made from biological materials and banana waste. Differing composition ratios of lignocellulosic material (B) (30 and 50%) and banana peel (BP) (50 and 70%) were produced. Results showed that significant weight loss for this bio-pot combination was achieved using a ratio of 30% lignocellulosic material and 70% banana peel. In addition, the banana peel increased microbial activity allowing complete pot degradation after 60 days (Mohd Rafee et al. 2019). In a similar study using tomato and hemp waste, the physical, chemical, and field characteristics of biodegradable pots were studied. Analyses of the bio-pot surfaces confirmed calcium, which improves adhesion resistance, was present in all parts of the pot walls and the material density was the same on all pot surfaces. These pots degraded completely after 14 days with the plants grown within showing good root development and aerial growth (Schettini et al. 2013).
In another study, the physical–mechanical properties of biological pots produced using lignocellulosic waste (newspaper, paper, and cardboard pulp) and enhancers (pine sawdust, eucalyptus, sawdust, and bagasse) were reported. The aim was to investigate the combined effects of these materials and select an optimal mixture. The results indicated paper waste improved strength while cardboard pulp improved tear and wet tension. Newspaper waste also increased hardness and enhancers increased permeability. The mixture of 50% paper and 50% cardboard pulp had the best performance (Aguerre and Gavazzo 2016).
Raw materials such as cocopeat and peat moss are also used in biodegradable pot production; however, the final product is more expensive. The physical and mechanical properties of three bio-pot varieties were produced from peat, wood fibers, and cattle manure and were evaluated in a recent work where use of biodegradable pots led to the production of beans with longer roots. The results showed pots produced from cattle manure had the greatest amount of water absorption (476% of original weight) and pots produced from sphagnum peat moss had the least amount (316%). Manure pot tensile strength was highest at 1.82 MPa with peat and wood fibers showing no significant difference at 1.53 MPa. Samples strength decreased by roughly 83% after water absorption for all samples; however, cattle manure pots exhibited better degradation than peat or wood fibers and were the best option in terms of tensile strength and weight loss (Zhang et al. 2019).
Therefore, production of biodegradable pots from agricultural and natural waste reduces costs and provides an environmentally responsible option for waste management. Starch is a natural polymer found in plants. Starch-based and dextrin-based adhesives are some of the most important components of the adhesive industry. Historically, wools from domestic livestock were used as insulation for clay ovens, and they was also mixed in with clay for added strength to make traditional ovens stronger (Esmaeilzadeh Saieh et al. 2019). Efforts such as these can inform management policies regarding recycling and promote the sustainable conversion of waste into additional value-added products (Siwek et al. 2019). Organic pots are eco-friendly alternatives to traditional pot varieties (plastic and clay). Plastic and clay pots can pollute the environment and facilitate pests and diseases in cultivated plants. Organic pots are more cost-effective and reduce labor (planting, cleaning, and cultivation) efforts (Labayen 2020).
The aim of this article is to produce and evaluate biodegradable pots composed of cattle manure and wood fiber waste along with three types of natural binders (cornstarch, sheep’s wool, and sheep’s wool:cornstarch), compared to commercially available bio-pot samples. This 1-year study incorporated mold design and pot production, evaluation of pot mechanical strengths, physical properties, degradability, and overall plant growth characteristics. It was our goal to identify and produce a more effective bio-pot than those commercially available.
Materials and methods
Materials
The general production process for the pots generated in this study is provided (Fig. 1). Natural materials were used to make pots and to facilitate the decomposition process within the soil. Aged manure, the main material needed for pot production, was acquired from and prepared by local husbandries (Mallard Shir Agriculture and Animal Husbandry Company, https://www.malardshir.ir/) (35°50′00.6′′N 50°35′09.3′′E). The wood fiber (sawdust) was a mixture of forest species (alder, beech, maple, and spruce) and was collected from the workshop for Wood and Paper Industries Faculty, Campus of Agriculture and Natural Resources — University of Tehran (https://nr.ut.ac.ir/Wood/) (35°48′17.0′′N 51°00′04.4′′E). Natural cornstarch and sheep’s wool were also used as binders to strengthen pot walls. The average thickness of the fleece was between 1 and 1.5 mm with a length of 10 mm. The individual raw materials were granulated by sieving (12-mesh, 1680 microns) before being stored in plastic bags for 24 h to create moisture uniformity within the samples.

Pot production. Materials and equipment used in this study
Sample pot preparation
The independent variables for the study include adhesives (sheep’s wool, cornstarch, and a 50% sheep’s wool:50% cornstarch mixture) and six ratios of animal manure and sawdust (85:15, 80:20, 75:25, 70:30, 65:35, 60:40). The raw materials were combined according to their ratios and then sieved again (#12 mesh sieve, 1680 microns) before being thoroughly mixed for 2 min with the use of a meat grinder (1300 W, Nautiunl, PRC, Japan) following the protocols of Sun et al. (2019) to obtain uniformity of the raw materials. This final mixture was pressed into the pot mold.
Dependent variables include water absorption (WA), thickness swelling (TS), internal bonding (IB), plant root length (RL), plant stem length (SL), and biodegradation duration (BD) of pots in soil. A factorial design was implemented to evaluate each variable across three experimental replicates. Production conditions, assuming other variables being constant, were raw material grain size (#12 mesh sieve, 1680 microns), adhesive amount (5%), humidity (8.65%), press temperature (65 °C), press duration (3 min), and press pressure (2 MPa). These data were collected pre- and post-testing. The produced biological pots weighed between 27.5 and 30.1 g on average and the commercial pots (control) weighed from 23.8 to 26.3 g. In terms of size, both types of pots were on the same scale. (pot height 7 cm, diameter of the pot opening 7.5 cm).
The pot production mold was designed using SolidWorks© (https://www.solidworks.com/) computer-aided drawing (CAD) software and constructed from a CK60 heat-treatable steel alloy produced by BasedoSteel© (Germany 2021; https://www.basedosteel.com/en/materials/material/11221.html) (Fig. 2). CK60 has greater hardness and strength than other alloys and exhibits a higher resistance to pressure and impact. The forging temperature for this steel type was set between 850 and 1050 °C with an annealing temperature set between 650 and 700 °C (Niknamian 2019). The selected potting material was thoroughly mixed with an industrial meat grinder to obtain homogeneous dough. The dough was molded, pressed, and removed from the mold before being dried under direct sunlight for 48 h.

CK60 steel mold designed for the study. CAD design of the mold used to produce biodegradable pot samples
Experimental design
This research study was conducted in two phases. The physical and mechanical properties of our generated pots were evaluated in phase I. Six cattle manure:sawdust mixtures (85:15, 80:20, 75:25, 70:30, 65:35, and 60:40) were combined with natural adhesives (sheep’s wool, cornstarch, and a sheep’s wool:cornstarch mixture) to create biodegradable pots for testing (Fig. 3). The ratio of natural binders to raw materials (cow manure and sawdust) was considered to be 10–8% of dry matter. An optimal pot composition was selected from each experimental group after comparing performances to that of the control bio-pot (commercially available sample) during three replications of physical and mechanical testing. The optimal pots chosen from phase I along with a commercial sample pot control were also evaluated under farm simulation conditions in phase II (Fig. 3).

Experimental design. Generalized description of the setup for phase I and phase II experimentation
Evaluation of physical and mechanical properties of bio-pots
Physical and mechanical properties of the newly developed biodegradable pot including 60-min water absorption (WA), thickness swelling (TS), and internal bonding (IB) were measured to evaluate the effectiveness of pot production methods. These tests were performed according to existing standards (ASTM Standards, www.astm.org).
Measuring the moisture content of raw materials
Moisture contents of the raw material were obtained from three randomly selected 100-g samples. Samples were weighed on a digital laboratory scale (± 0.01 g). Weighed samples were then placed in the oven for 24 h and reweighed. Moisture content was calculated using Eq. 1 and adapted from the protocols of (Codling et al. 2019).
where Mh is the initial weight of the pot (g), M0 is the dry weight of the pot (g), and H is the moisture content of the pot.
Water absorption (WA) test
Pots were weighed using a digital laboratory scale (± 0.01 g) before being placed upright in 4-cm water at 21 °C for the water absorption (WA) test. To keep the pots vertical, 4 cm of water was also poured into them (Fig. 4). Samples were removed and weighed at 15-min intervals for 1 h. Water absorption was calculated using Eq. 2 (ASTME96–80, 2002).
where WA represents the water absorption rate (%), M0 is the initial pot weight (g), and Mh indicates the pot weight after water absorption over time (min).

Water absorption (WA) test assembly. An iron pot, a cell phone timer, and a laboratory scale were used to record WA at 15-min intervals for each sample pot
Thickness swelling (TS) test
Pot swelling was evaluated using measurements of the distances between two perpendicular lines overlaying each pot (Fig. 5). Four points (A, B, C, D) were assigned and measured in pairs (AB, CD) using 6′′ IP54 digital calipers (Baileigh Industrial©) with an accuracy ± 0.01 mm adapted from the protocols of Prithivirajan et al. (2015). Swelling thickness was calculated every 15 min for 1 h using Eq. 3.
where T0 is the initial thickness of the pot (mm), Th is the pot thickness over time (mm), and TS is the thickness swelling (%).

Thickness swelling (TS). Underside view of locations where calipers were placed to obtain TS measurements
Internal bonding (IB) test
The internal bonding of each sample pot was determined at a speed of 1 mm/min using an INSTRON© (MA, USA; www.instron.us/en-us/) standardized test frame equipped with a BONGSHIN© (Australia; http://www.loadcell.com.au/) DBBP S-type load cell. Each sample pot was placed on the platform below the load cell. The device applied a vertical pressure load to the bottom of the pot until the pot fractured (Fig. 6). The vertical pressure on the surface is indicative of the internal bonding strength of the pot. Maximum capacity of the load cell was 500 kg-force (kgf, http://www.santamco.com/Products/ShowProduct.aspx?pid=101&l=1065). Internal bonding was calculated using Eq. 4 (ASTMD790-10, 2010).
where P is the rupture load (N), IB the internal bonding (MPa), and A the sample surface (mm2).

Internal bonding. Sample placement within the test frame
Decomposition testing of generated bio-pots
The process of natural biodegradation was simulated within the laboratory using sand. Twelve pots were planted with growing tomato seedlings and placed in a large sand-bedded container. The plants were regularly irrigated to simulate outdoor conditions following previously established protocols for testing biodegradation (Fig. 7) (ASTMD5338-15, 2021). The soil in the pots was a mixture of cocopeat, leaf soil, and perlite. A total of 8 oz. was distributed to each pot. Root length, aerial organ length, and length of time until complete biodegradation were the dependent variables measured across three replications.

Biodegradation test. A sand-bedded container was used to simulate the outdoor environment for each of our test group replicates
Root measurements
Each pot was tipped onto its side and cut off (because roots had perforated the pot wall) to free the plants with their roots intact. The pots were then placed aside as the soil was gently removed when the plant was gently suspended (held by the bottom of the stem) in a 5-gallon bucket of water. Most soil was removed in this manner with the remaining soil being removed upon transfer to a clean bucket of water. After soil removal, plants were placed horizontally on a clean table with roots gently extended to measure length. Each root is measured with a ruler and the total root length is obtained by combining all measurements for a plant and dividing by number of roots.
Data analysis
To compare the average physical and mechanical properties of our biodegradable cattle manure and sawdust pots, six treatment ratios (85:15, 80:20, 75:25, 70:30, 65:35, and 60:40) were generated from a factorial design. Water absorption (WA), thickness swelling (TS), load failure (P), and internal bonding (IB) were dependent variables, and each factorial was evaluated in triplicate. Tukey’s test was performed at a significance level of 5%, and, since significance test results differ for each variable, Technique for Order Preference by Similarity to Ideal Solution (TOPSIS) was employed to establish a final ranking (Fig. 8).

Hierarchy. Hierarchical tree of criteria and sub-criteria for this study
Results and discussion
Evaluation of physical and mechanical properties
Evaluations of production samples in terms of natural binders and six mixtures of raw materials were performed in triplicate for all three groups in phase I. A total of 162 sample pots were produced and subjected to water absorption (WA), thickness swelling (TS), rupture (failure) load (P), and internal bonding (IB) tests. Differences in results obtained when natural binders (sheep’s wool, cornstarch, and 50% sheep’s wool:50% cornstarch) were compared are also noted.
Binder evaluation: sheep’s wool
The percentage of cattle manure and sawdust in biological pots can dramatically alter resultant data when combined with natural binders. Evaluation of varying percentages of cattle manure bound with sheep’s wool resulted in altered WA, ST, P, and IB (Fig. 9). Results indicated WA was highly affected by the percentage of cattle manure and sawdust in the sample pots (Fig. 9a). The 80% manure mixture significantly reduced WA while the 60% mixture showed an increase, likely due to the heightened ability of sawdust to absorb water. No improvement in WA was observed with 85% manure. Results of swelling tests showed the 80% manure mix significantly reduced TS though when increased to 85%, TS also increased (Fig. 9b). Hence, the optimal TS percentages for this study were achieved with 80% manure. Data accumulated from P and IB testing revealed, as the means sorted into four distinct groupings, these properties were more sensitive to variation in manure percentage (Fig. 9c, d). A nearly linear relationship can be observed between P and IB. These results, combined with those from WA and TS, indicated a mixture of 80% manure was optimal for each of the physical and mechanical properties evaluated in this study when sheep’s wool was used as a binder.

Manure:sawdust mix bound with sheep’s wool. Comparison of water absorption (WA, a), thickness swelling (TS, b), rupture load (P, c), and internal bonding (IB, d) at varying ratios of cattle manure bound with sheep’s wool. Means with the same letter were not significantly different at p < 0.05 (Tukey’s HSD). Error bars (± SEM)
Similar results were communicated in studies assessing the behavior of bio-pots generated from peat, recycled cellulose fibers, and residual organic material from grape processing using chemical binders to gauge mechanical strength and degradability (Nechita 2019; Nechita et al. 2010). The studies concluded that pots made from 100% peat and recycled cellulose fibers had lower WA and higher IB (mechanical strength) than pots constructed from 85% peat and recycled cellulose fibers and 15% residue from grape processing (Nechita 2019).
Binder evaluation: cornstarch
Incorporation of cornstarch as a binder in tests of WA, TS, P, and IB at different percentages of manure revealed trends similar to those noted with sheep’s wool (Fig. 10). Significant differences were observed at the 5% level of significance using the Tukey method. Results from WA tests showed the greatest absorption at 65% manure, while the least WA was observed with the 70% manure pots (Fig. 10a). It was apparent the percentage of sawdust within the pots significantly influenced TS as well (Fig. 10b). Similar to our evaluations of sheep’s wool, the best results were obtained when an 80% manure mixture was used, which significantly reduced pot wall thickness. Compared to 60% manure, which increased TS, utilization of 85% manure reduced TS but not to the extent reported for the 80% manure pot mixture. Therefore, the abundance of sawdust increased WA and subsequent TS to an extent; however, it is possible to minimize sample swelling by choosing the appropriate binder. Tests of P and IB showed a significant, nearly linear relationship according to manure percentage (Fig. 10c, d). An obvious and steady decline in P and IB was observed as the percentage of sawdust increased. Incorporation of the cornstarch binder produced the best result using 15% sawdust unlike sheep’s wool, where 20% sawdust was optimal for P and IB.

Manure:sawdust mix bound with cornstarch. Comparison of water absorption (WA, a), thickness swelling (TS, b), rupture load (P, c), and internal bonding (IB, d) at varying ratios of cattle manure bound with cornstarch. Means with the same letter were not significantly different at p < 0.05 (Tukey’s HSD). Error bars (± SEM)
In a comparison study, three pot types biodegradable polyester, with and without added plant fibers, and a traditional polypropylene (PP) sample were tested in a poinsettia (Euphorbia pulcherrima cv Premium red) cultivation study (Castronuovo et al. 2015). The authors noted degradable pots made of 100% polyester had high P (mechanical strength) and low TS. The pots were suitable for 18 h to 18 weeks of cultivation. Addition of plant fibers, especially in the 80% polyester:20% plant fiber ratio, rendered the biodegradable pots unusable. Low P and IB combined with a rapid degradation rate led to considerable fracture issues during service and marketing (Castronuovo et al. 2015).
Binder evaluation: sheep’s wool and cornstarch
We evaluated WA, TS, P, and IB with the addition of sheep’s wool and cornstarch to our cattle manure mixtures and noted significant variations in the resultant data (Fig. 11). The aggregation of sheep’s wool and cornstarch decreased the maximum WA to levels below those noted with the binders individually (Figs. 9a, 10a and 11a). The lowest WA was detected with the 80% manure mixture; however, an increase to 85% significantly increased WA. The lowest value for TS was achieved using this binding pair together at the 70% manure mixture rather than for either binder separately (Figs. 9b, 10b and 11b). The 70% manure sample displayed a lower WA but the highest TS. The lowest TS percentage was achieved with pots developed from the 80% manure mix. A significant difference was noted in P and IB as the manure percentage decreased (Fig. 11c, d). These data illustrated that increasing the percentage of sawdust from 25 to 40% significantly reduced P and IB. Optimal results were achieved for the combination of sheep’s wool and cornstarch with the 80% manure:20% sawdust ratio.

Sheep’s wool and cornstarch binding and cattle manure percentages. Comparison of water absorption (WA, a), thickness swelling (TS, b), rupture load (P, c), and internal bonding (IB, d) at varying ratios of cattle manure bound with a sheep’s wool:cornstarch blend. Means with the same letter were not significantly different at p < 0.05 (Tukey’s HSD). Error bars (± SEM)
A related study constructed biodegradable pots from tomato and hemp plant residues (Schettini et al. 2013). The work showed that natural and lignocellulosic materials have greater potential WA, thus leading to increased overall TS for studies utilizing bio-pots (Schettini et al. 2013).
Behera et al. (2021a, b) noted maximum tensile and flexural strength values were achieved with 7 wt.% of PEG loading, nearly 74% and 76% higher than that of alkali-treated jute-soy (AJS) composite pots. Testing of composites for firmness indicated hardness of the composite surface and overall persistence in the environment. Polymer elasticity (storage modulus) for the modified jute-based soy composite 7 (MJS7) was 4682 MPa, nearly quadruple than that of the AJS composite. Thus, the jute-reinforced sapling pots that were developed by Behera et al. (2021a, b) were 100% biodegradable and utilized to grow young plants (Behera et al., 2021a, b).
Results of manure percentage ranking using TOPSIS
Each natural binder exhibited a different response to variations in manure to sawdust with some outcomes being contradictory to another binder type. Increasing the percentage of cow manure to sawdust causes less water absorption (% WA) and consequently less swelling (% TS) in the pots. Sawdust has great potential for water uptake, and the use of more sawdust and less cow manure increases water uptake (% WA) and increases pot swelling (% TS). Thus, the most promising results were obtained when WA and TS were low and conversely, when P and IB were high. All resultant data analyses from this study were performed using TOPSIS. As such, TOPSIS was able to prioritize the percentage of manure and sawdust used for construction of bio-pots in accordance with resultant physical and mechanical property data (Table 1). With scores ranging from 0.82 to 0.99, the 80% manure mixture ranked highest among all three binder combinations. The 85% manure ranked a distant second with scores ranging from 0.6 to 0.76. The 60% manure mixture ranked sixth and last in the study overall. The rankings and scores provided by TOPSIS showed how binders can significantly alter biodegradable pot properties.
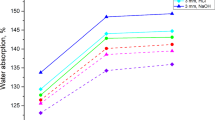
Production of pots with 80% manure and 20% sawdust displayed the best results for the three natural binders of wool, cornstarch, and their combinations. To illustrate the performance of these three binders, we plotted the changes in water absorption and swelling thickness over time (Fig. 12a). The resulting graphs show a steep increase in slope for water absorption and thickness swelling during the first 20 min. Water absorption in the starch binder remained nearly almost constant for the next 20 min, while these factors increased at a gentle slope in the wool and wool-starch compositions. Therefore, based on the changes in water absorption over the time, the performance of starch binder is preferred since it reaches saturation in a shorter time. Thickness swelling ascended continuously over time for all the three binders (Fig. 12b). The combination of starch and sheep’s wool exhibited the best overall performance. No additional changes in thickness swelling were observed after 50 min.

Measurements over time. a Water absorption (WA) and b thickness swelling (TS) measurements taken from each of our three binders (sheep’s wool, cornstarch, and sheep’s wool:cornstarch) at 15-min intervals for 1 h
A study by Labayen (2020) on degradable pots produced from textile and paper industry waste materials showed a bio-composite blend of 20% cotton, 40% newspaper, and 40% corrugated cardboard had higher tensile and compressive strengths than commercially available bio-pots. Further, a biodegradability assay showed cotton and polycotton pots can quickly degrade because of increased biogas and methane production potential from anaerobic processes. Therefore, the bio-composite blend evaluated by Labayen (2020) demonstrated greater compression strength and faster degradability than pots commercially available (Labayen 2020).
Field evaluation results for biological pots.
The phase I data indicated the 80% manure:20% sawdust mixture exhibited the best results. Thus, the 80:20 ratio was put forward to phase II field studies. A commercially available bio-pot was used as a control.
Phase I: physical and mechanical property analysis
We conducted a study of WA and TS in triplicate using five pots of each binder type. Increased pot weights resulted from WA and led to TS (Table 2). The greatest WA and TS were found in sheep’s wool, followed by the sheep’s wool:cornstarch mixture, and cornstarch. The control had the least WA and TS. Sheep’s wool has a high WA rate naturally, an observation also reported by Schettini et al. (2013) in a degradable pots study using peat, wood fibers, and cattle manure. Natural materials and lignocellulose have more WA potential resulting in increased TS (Schettini et al. 2013).
Mean WA, TS, P, and IB for the bio-pot production treatments were compared (Fig. 13). Each treatment was significantly different with respect to WA. Pots bound with sheep’s wool, sheep’s wool:cornstarch, cornstarch, and the control had the highest to lowest WA, respectively. This same pattern was noted with the TS feature although none of the data was statistically significant. No significant differences were observed between the engineered pots for P and IB although the control was statistically different having the lowest strength. The low WA demonstrated by the control may be related to the addition of binding adhesives during manufacturing. The product catalog for the control pots revealed peat moss, coconut bark, and cocopeat additives, all of which have less WA than cattle manure. Control pot walls were thin, became shiny under the heated press during production, and became brittle.

Physical and mechanical property tests (phase I). Comparison of water absorption (WA, a), thickness swelling (TS, b), rupture load (P, c), and internal bonding (IB, d) for sheep’s wool (T1), cornstarch (T2), sheep’s wool:cornstarch (T3), and a control (T4, witness) sample. Means with the same letter were not significantly different at p < 0.05 (Tukey’s HSD). Error bars (± SEM)
Aguerre and Gavazzo (2016) reported that use of lignocellulosic wastes (newspaper, paper, and cardboard) along with enhancers (pine sawdust, eucalyptus sawdust, and bagasse) as raw materials strengthened biological pots. A 50% combination of natural and lignocellulosic materials with natural binders was considered optimal (Aguerre and Gavazzo 2016). Behera et al. (2021a, b) performed a mechanical and biodegradation analysis of a fully biodegradable ecofriendly natural fiber reinforced sapling pot. The authors reported their developed composite with 60 wt.% of nonwoven jute showed the highest tensile strength (48.8 MPa), flexural strength (42.5 MPa), and impact strength (15.64 kJ/m2) among all composites (Behera et al., 2021a, b).
Phase II: field experiment evaluation
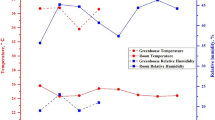
Tomato plants were cultivated for 3 months in the field. All sample test pots demonstrated held up well throughout the process. The outer plant wall did not degrade from irrigation or air humidity for 31 days. Despite storage in a greenhouse at 32 °C with a constant 51.3% humidity, roots did not rupture the walls. The inner pot walls had partially merged with the culture medium but remained intact. The maximum and minimum decomposition times were attributed to control (51 days) and pots with sheep’s wool (33 days), respectively (Fig. 14). The best example of well-timed degradation was attributed to pots bound with cornstarch. These pots decomposed in response to root pressure, thus allowing roots to perforate the wall, spread, and capture nutrients for continued growth. Average tomato plant stem and root lengths were compared for each engineered bio-pot plus a commercially available control (Fig. 14). Control plant root lengths were significantly shorter than those for the three engineered pots. Average stem lengths for pots bound with cornstarch were greater than those of the other experimental binders; however, all three binders had greater stem lengths than the control. All four pot types displayed full root and air organs growth but cornstarch exhibited the highest values (root, 110 mm; aerial parts, 436 mm) (Fig. 15).

Field tests (phase II). Biodegradation test for the optimal engineered pot and the sheep’s wool (T1), cornstarch (T2), and sheep’s wool:cornstarch (T3) binder along with a control (T4, witness) sample. Means with the same letter were not significantly different at p < 0.05 (Tukey’s HSD). Error bars (± SEM)

Overall growth and development. Growth of tomato seedlings in the optimal pot chosen in this study compared to the control (witness) sample
Mohd Rafee et al. (2019) disclosed that biodegradable pots made from an 80% banana peel and 20% biomaterials (tapioca starch, water, vinegar, and glycerol) mixture decomposed faster in soil, at 60 days, than those from other banana peel concentrations. Also, the high sugar content for banana peels led to increased microbial decomposition of the pot (Mohd Rafee et al. 2019).
Conclusion
Production of plant pots from agricultural waste is an environmental, economic, and agricultural solution for the plastic pot challenge. In this study, six different ratios of manure and sawdust and three types of natural binders (cornstarch, sheep wool, and cornstarch/wool) were tested for bio-pot production potential. The results indicated that natural wool increases water absorption and swelling thickness, while cornstarch had more water absorption and less swelling thickness. In contrast, the cornstarch/wool binder had increased water absorption and less swelling thickness than wool but more than cornstarch. TOPSIS results determined use of 80% cow manure and 20% sawdust for all binders yielded the best results in terms of thickness swelling, internal bonding, and water absorption. Overall, this work sought to develop a biological pot suitable for cultivation that displayed sufficient and balanced water absorption (WA) to prevent root rot or dry out once planted outside, minimal swelling (TS) to prevent warping or collapse (P), and higher biodegradability (IB) so as not to persist in the environment after the plant has outgrown the pot. Our best results for water absorption, thickness swelling, and internal bonding were 37.85%, 3.33%, and 501 N, respectively, in natural cornstarch binders. Field experiments indicated biological pots using a cornstarch binder displayed better degradability and led to greater root development and overall stem and leaf growth of tomato plants than the other two binders. These data determined the developed bio-pots performed well compared to the commercial sample. With an average production cost ranging between $0.018 and $0.036 per pot, these new pots are about ten times cheaper to produce than comparable commercial offerings ($0.252), have no foul odors during or after processing, and are predicted to have a shelf life of 6–8 months. These results suggest future research efforts evaluate various types of domestic and poultry waste along with other lignocellulosic materials for biological pot production to potentially improve upon the results presented here.
Data Availability
Not applicable.
References
Aguerre YS, Gavazzo GB (2016) Lignocellulosic recycled materials to design molded products: optimization of physical and mechanical properties
ASTMD790–10 (2010) Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials, PA: ASTM International; https://doi.org/10.1520/D0790-10
ASTM International (2015) ASTM D5338-15: standard test method for determining aerobic biodegradation of plastic materials under controlled composting con- ditions, conditions, incorporating thermophilic temperatures. ASTM Stand 1–7. https://doi.org/10.1520/D5338-15.2
ASTM Standard E96/E96M (2012) Standard test methods for water vapor transmission of material. ASTM International, West Conshohocken. https://doi.org/10.1520/E0096M-12; http://www.astm.org
Behera AK, Avancha S, Das N, Adhikari B (2021a) Mechanical and biodegradation analysis of fully biodegradable ecofriendly natural fiber reinforced sapling pot. Polym Compos 42(6):2910–2919
Behera AK, Mohanty C, Mohanty A (2021) Development and characterization of biodegradable jute reinforced sapling pot. Journal of Natural Fibers, 1-12, https://doi.org/10.1080/15440478.2021.1958409
Castronuovo D, Picuno P, Manera C, Scopa A, Sofo A, Candido V (2015) Biodegradable pots for poinsettia cultivation: agronomic and technical traits. Sci Hortic 197:150–156
Codling EE, Schmidt ME, Schmidt WF, Huda MS (2019) Keratin Nursery Pots as Potential Medium for Controlled Release of Copper Ions in Root Growth Control in Theobroma cacao L. J Hortic 6(256):2376–0354
Esmaeilzadeh Saeih S, Khademi Eslam H, Ghasemi E, Baziyar B (2019) Effects of nano cellulose and nano clay on properties of biodegradable composites made of recycled polymers and industrial saw dust. IJWPR 34(3):337–348
Gholami R, Gholami H (2019) The effect of drought stress on some vegetative and physiological characteristics of superior local olive genotypes (Olea europaea L.) in pot conditions. Plant Productions 41(4):15–29
Harris BA, Florkowski WJ, Pennisi SV (2020) Horticulture industry adoption of biodegradable containers. HortTechnology 30(3):372–384
Im J, Jang EK, Yim D, Kim J-H, Cho KY (2020) One-pot fabrication of uniform half-moon-shaped biodegradable microparticles via microfluidic approach. J Ind Eng Chem 90:152–158
ISOP (2019) Iranian society for ornamental plants. http://isop.ir/Pages/Article.aspx?cid=&aid=114. Accessed 1 Feb 2020
Labayen JPJ (2020) Evaluation of discarded textile and paper waste for use in biodegradable seedling pots. University of Manitoba
Rafee SNAM, Lee YL, Jamalludin MR, Razak NA, Makhtar NL, Ismail RI (2019) Effect of different ratios of biomaterials to banana peels on the weight loss of biodegradable pots. Acta Technologica Agriculturae 22(1):1–4
Nechita P (2019) Use of recycled cellulose fibers to obtain sustainable products for bioeconomy applications, generation, development and modifications of natural fibers. IntechOpen
Nechita P, Dobrin E, Ciolacu F, Bobu E (2010) The biodegradability and mechanical strength of nutritive pots for vegetable planting based on lignocellulose composite materials. BioResources 5(2):1102–1113
Niknamian S (2019) Investigation on the effect of cold drawing process on mechanical properties and structure of seamless steel (Ck60) tube. https://doi.org/10.2139/ssrn.3353593
Prithivirajan R, Jayabal S, Bharathiraja G (2015) Bio-based composites from waste agricultural residues: mechanical and morphological properties. Cellul Chem Technol 49(1):65–68
Ren Y, Shi L, Bardow A, Geyer R, Suh S (2020) Life-cycle environmental implications of China’s ban on post-consumer plastics import. Resources, Conservation and Recycling 156:104699
Santos C, Mateus A, Mendes A, Malça C (2017) Processing and characterization of thin wall and biodegradable injected pots. Procedia Manufacturing 12:96–105
Schettini E, Santagata G, Malinconico M, Immirzi B, Mugnozza GS, Vox G (2013) Recycled wastes of tomato and hemp fibres for biodegradable pots: physico-chemical characterization and field performance. Resour Conserv Recycl 70:9–19
Siwek P, Domagała-Świątkiewicz I, Bucki P, Puchalski M (2019) Biodegradable agroplastics in 21st century horticulture. Polimery 64(7–8):480–486
Sun E, Liao G, Zhang Q, Qu P, Wu G, Huang H (2019) Biodegradable copolymer-based composites made from straw fiber for biocomposite flowerpots application. Compos B Eng 165:193–198
Zhang X, Wang C, Chen Y (2019) Properties of selected biodegradable seedling plug-trays. Sci Hortic 249:177–184
Acknowledgements
We thank our contributors for their dedication and compliance through the many stages of this research as well as the editors and anonymous reviewers whose comments helped to greatly improve this paper.
Author information
Authors and Affiliations
Contributions
Mohammad Manafi Dastjerdi: Data curation, methodology, investigation.
Mohammadali Ebrahimi Nik: Conceptualization, supervision.
Abbas Rohani: Validation, formal analysis, writing—review and editing.
Shaneka Lawson: Investigation, visualization, writing—review and editing.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Communicated by Philippe Garrigues.
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Manafi-Dastjerdi, M., Ebrahimi-Nik, M., Rohani, A. et al. Production of biodegradable pots from cattle manure and wood waste: effects of natural binders on mechanical performances and biodegradability. Environ Sci Pollut Res 29, 20265–20278 (2022). https://doi.org/10.1007/s11356-021-17235-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-021-17235-6