
Abstract
Agricultural wastes, cow manure and straw, are utilized in this study to produce biodegradable pots. Cow manure and 4 types of straw are employed for pots production. The effect of type and ratio of straw and drying method on characteristics of biodegradable pots was investigated. Two different drying methods were used to dry the pots (natural, electric oven); In natural drying, two types were used, drying at room temperature and plastic greenhouse, and drying at 50 °C, 80 °C, and 100 °C in electric convection-air oven. Among the four types of straw, rice straw-derived pots yielded highest values of 3020.67 N and 451.67 N for dry compression strength and dry penetration strength, respectively., while rape straw-based pots exhibited higher water absorption (137.38%) than pots contained any other type of straw. Additionally, the values of pots strength decrease when ratio of straw increase from 0 to 10%. Therefore, cow manure-derived pots exhibited higher dry and wet compression strength (6935.67 N and 2042.33 N, respectively) and higher dry and wet penetration strength (627.33 N, 225.33 N, respectively) than pots contained straw. The use of natural conditions in the drying process had a beneficial effect on quality and properties of biodegradable pots, where natural drying resulted in smooth bonded pots characterized by high strength and low water absorption, as compared to oven drying. Based on the results, drying in room condition could be an appropriate temperature to achieve final high quality product aspects with low cost.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Agricultural wastes, manure and straw, are one of the outputs of the agricultural sector that is not desirable due to having many environmental and health impacts (Hanifzadeh et al. 2017). Open field burning and burying are common methods of agricultural waste disposal for years. However, these methods have several drawbacks including the release of toxic gases, pathogens and heavy metals as well as loss of significant soil nutrients (Migo-Sumagang et al. 2020; Wang et al. 2016). Accordingly in recent years, researchers have found several methods for the management of agricultural wastes, and animal manure, e.g. anaerobic digestion (Li et al. 2020; Mazurkiewicz et al. 2019), biochar (Liu et al. 2015), composites (Wei et al. 2015; Zhang and Hu 2014), composting (Kulcu and Yaldiz 2014), straw fibre film (Ming et al. 2019a, b; Ming et al. 2019a, b), and biodegradable pots (Postemsky et al. 2016; Schettini et al. 2013). The present work focuses on the production of biodegradable pots from agricultural waste as turning agricultural wastes into biodegradable pots creates new market as well as solves disposal problem. Raw material of container, shape, size and mould process change the properties of biodegradable pots (Zhang et al. 2019). Therefore, biodegradable pots are divided into two categories on based of the raw material including; plantable and compostable (Evans et al. 2010).
Plantable pots buried in the soil with the plant because it allows for plant root to grow through their walls and thus it can biodegrade directly in the field. On the other hand, compostable pots should be removed before planting, because they prevent plant roots from growing through their walls (Castronuovo et al. 2015). Different agricultural wastes, e.g. oil palm mesocarp fibre waste (Saepoo et al. 2023), sugarcane bagasse (Jamshidi et al. 2014), tomatoes seeds and peels, hemp fibres (Schettini et al. 2013), paddy straw (Pratibha et al. 2022), pineapple waste from the cannery industry (Jirapornvaree et al. 2017), residual substrate from Ganoderma lucidum mushroom cultivation (Postemsky et al. 2016), wood fibre (Costa et al. 2000), cow manure (Cucarella et al. 2004). Chicken feathers (Cardozo et al. 2014) were reportedly processed to mould biodegradable pots for studying the effects of raw materials on the properties of biodegradable pots. Many biomaterials named gelatine, corn- and wheat-waste flour, sunflower seed husks and rice husks, yerba mate waste and used paper were employed to manufacture a biodegradable pots (Fuentes et al. 2021). Compared to the plastics pots, the Biodegradable pots as a new market has several advantages. The most fascinating advantage of using biodegradable pots is reducing sources of pollution, where these pots are made from wastes as well as fighting plastic trash caused by plant nurseries (Schettini et al. 2013; Zhang et al. 2019).
Despite all these studies, there is still little information on pot drying conditions as a major factor during the mould process for biodegradable pots production. Drying process is a final step in the stages of biodegradable pots production. The main aim of drying is to remove existing water and decrease the moisture content of produced pots to a suitable level for handling and storage. Researchers mentioned that drying temperature is the main parameter affecting the mechanical properties of materials (Aguirre-Loredo et al. 2018). The composition of biomass, wheat straw and corn stover, is not significantly different when it is dried at temperatures up to 100 °C (Houghton et al. 2009). However, the internal structure of the composite is changed during drying because of water removal, a moisture gradient builds up, creating shrinkage stresses, which result in breakage, cracking, and discontinuity in its structure (Abasi and Minaei 2014). Hence, drying conditions affect the quality of final product (Piwińska et al. 2016), with the selection of the appropriate drying method leading to a final product with high quality (Vega-Galvez et al. 2015).
There are no studies showing the effect of drying methods and conditions on the characteristics of biodegradable pots, in addition to the energy consumption and economic values for these processes. Therefore, in this paper, cow manure, rice, wheat, corn, and rape straws were employed as raw materials for production biodegradable pots that can be used for seeding, nursery, and transplanting. Characterizations such mechanical (compression and penetration strength) and physical (density and water absorption) properties of produced biodegradable pots as affected by the straw usage as well as drying conditions were investigated. Finally, the energy consumption for pot drying and cost analysis were calculated.
Materials and methods
Materials
Five agricultural wastes were used in this study which are rape straw (PS), rice straw (RS), wheat straw (WS), corn straw (CS), and cow manure (CM). All these wastes were obtained from the farm of Huazhong Agricultural University, Wuhan, China (latitude 30.6° N, longitude 114.1° E and altitude is 23.1 m). The characteristics of these wastes are listed in Table 1. The collected straw was grounded using electrical milling machine through 3 mm mesh as shown in Fig. S1 (Supplementary Data).
Deign of experiment
In this study, single factor tests were carried out to study the effect of type of straw, straw ratio, and drying method on the properties of biodegradable pots. The available wastes used for pots are cow manure and rape straw. Therefore, the rape straw among 4 types of straw named; rape, rice, wheat, and corn straws, is selected to study the effect of straw ratio and drying methods. To make the experiment results more obvious and more accurate, the maximum ratio of straw (10%) in the mixture is selected as a base case study for studying the effect of drying method and straw type from 6 ratios named: 0, 2, 4, 6, 8, and 10%. Finally, the drying temperature 50 °C in electric oven is selected as a base case study among 3 values of temperature named; 50 °C, 80 °C, and 100 °C, to study the effect of type and ratio of straw (when the temperature of drying was high, the properties of biodegradable pots was too low). Table 2 illustrates the design of experiment and the base cases.
Preparation of pots
At room temperature and natural working conditions, different mixtures of cow manure and straw were prepared manually. The cow manure acts as a natural binding therefore, there were no wax or any other adhesive substances used for production of pots. To prepare the cow manure and straw derived biodegradable pots (CM-S), a manual rotating machine was manufactured and used to form the pot using the rotary extrusion method as seen in Fig. S2 (Supplementary Data).
Drying methods
After pots formation process, the produced pots were subjected to dry under different conditions until weight constant. Several drying methods including electric drying oven at 50 °C, 80 °C and 100 °C, inside greenhouse, and inside living room conditions were used in this study as shown in Fig. S3 (Supplementary Data). An electrical drying oven (Shanghai CIMO, DHG-9243BS) was used for the conventional drying. For natural drying, pots were placed inside room and plastic greenhouse and were left to dry for 4 and 8 days, respectively. The average air temperature of greenhouse and room were 36 °C and 25 °C, respectively, and the average relative humidity were 20.2% and 41.54%, respectively, as shown in Fig. 1.

Air temperature and relative humidity inside greenhouse and room during drying process
The pots samples were weighed immediately after moulding process and before drying (mi) and then dried under different conditions until weight constant (md). After starting to dry for a period of time, each sample was taken out and weighed (mt), and then put back into drying process to dry again for another period. The measurement of drying process was repeated for several time based on drying method. The moisture content percentage (MC) calculate using the equation:
where MC is the moisture content, %, mt is the pot weight at any drying time t, g, and md is the pot weight after drying process, g.
While the percentage of weight loss was calculated according to the following formula:
where WL is the percentage of weight loss, %, and Mi is the pot weight after moulding process and before drying, g.
Finally, the drying rate can be calculated as follows:
where DR is the drying rate, %, MC1 and MC2 are moisture content of samples, kg/kg (d.b) at different drying times, and t1 and t2 are different drying times, h, during drying processs.
Measurement of density
The apparent density of pots is identified as the ratio of the mass of pot to the pots volume at 25 ± 2 °C and 50 ± 2% RH. Three samples of each treatment were taken, and the apparent density were calculated from the following equation:
where V is the volume of incomplete cone, m3, h is the height of incomplete cone, m, S1 and S2 are the surface areas of lower cone base and upper cone base, m2, respectively.
Mechanical tests
Compression (CS) and penetration strength (PS) tests were determined using REGER RGM-3005 universal material test machine at a crosshead speed of 100 mm/min according to Nechita et al. (2010). The produced pots were measured for dry strength, while they were immersed in water for 10 min at room temperature and then wet strength was measured. The penetration test was carried out with a 5 mm rounded end probe for pot wall and bottom according to Evans and Karcher (2004) (Fig. S4, Supplementary Data). For each test, four samples were taken from each treatment (24 samples in total) and the results were averaged with standard deviations.
Water absorption test
For this test, three replicates from each sample were used for each treatment. The pots samples were weighed to the nearest 0.01 g before immersion process. After 10 min of soaking, each sample was taken out from water and genteelly wiped with a piece of cloth to remove excess surface water. The wet sample was weighed, and then put back into water to soak again for another 10 min. The water absorption of the pots was measured over a time period of one hour. The measurement was repeated for six iterations, taking a total of 60 min. The water absorption (WA) was calculated as follows:
where WA is the water absorption, %, mw is the wet pot weight after immersion process, g, and md is the dry pot weight before immersion process, g.
Fourier-transform infrared spectroscopy (FTIR)
Fourier transform infrared spectroscopy (FTIR) was carried out to compare any differences in chemical structure of straw (rape, rice, wheat, and corn) and produced pots from different straw types and mixtures with cow manure. FTIR measurements were performed using a Thermo Nicolet IS50 FTIR spectrometer, SMART iTX, UK. FTIR spectra were recorded in a range of 4000–400 cm−1 at a resolution of 4 cm−1 with 200 cumulative scans.
Scanning electron microscopy (SEM) analysis
Morphological analysis of produced pot surfaces was performed by means of scanning electron microscopy (JSM-6390LV, NTC, Japan). The oven-dried samples were placed on a sample board and examined after applied a light gold coating using an acceleration voltage of 10.0 kV.
Results and discussion
Density of CM-S biodegradable pots
Density of pots was affected by the composition of the formulation, where it ranged from 634.2 kg/m3 to 800.6 kg/m3 for all straw types and ratios. At 10% straw ratio, the maximum density of pots was 730.7 kg/m3 for pots produced from rice straw, while pots contained rape straw had the lowest density which was 634.2 kg/m3. The addition of straw to the cow manure-derived pots showed a significant impact on density of pots, where the density decreased with the increasing of ratio of rape straw, where the ratio of rape straw increased from 0 to 10%, the density of pots decreased from 800.6 to 634.2 kg/m3 (Table 3). According to density values, the cow manure derived pots have a more compact structure resulting in a reduction of spaces between particles in the composite compared to cow manure and straw derived pots.
SEM analysis of biodegradable pots
The SEM analysis of the produced pots are reported in Fig. 2. The surfaces of the pots produced from rice and corn straw were more compact than those contain wheat and rape straw which contain some cavities on the surface. On the other hand, the surface of the cow manure-based pots was smoother and homogeneous than those contain straw. Adding the straw to the mixture showed a rough surface with the presence of pores which were dispersed throughout the biodegradable pot surface, probably due to the irregular distribution of fibres among components of matrix. The size of these pores increased with straw amount in the matrix. Furthermore, the morphological characteristics of the biodegradable pots were altered by drying conditions. Where, oven drying induced cracks of the outer surface specially at high temperature (100 °C). This result clearly showed that biodegradable pots characteristics not only depended on raw materials but also on production procedure including drying method.

Scanning electron micrograph of different biodegradable pots
FTIR analysis
Figure 3a, b and c, illustrates the FTIR spectra results which explain the differences in chemical structure of the straw (Fig. 3a) and produced pots from different straw types (Fig. 3b) and ratios of straw (Fig. 3c). From left to right, the two peaks observed at 3447 cm−1 and 3289 cm−1 are both attributed to O–H stretching in alcohols. On one hand, the peak at 2925 cm−1 is due to C–H stretching in asymmetric and symmetric stretching in methyl and methylene group (Bledzki et al. 2010). On the other hand, the band at 1646 cm−1 and 1629 cm−1 are attributed to C=O stretching. As, the band at 1512 cm−1 is assigned to N–O stretching and the band observed at 1456 cm−1 is assigned from the C–H bending. Additionally, the vibrational band observed at 1159 cm−1 corresponds to C–O stretching in ester and the absorption band at 1034 cm−1 is characteristic for C–O stretching of an alcohol both in cellulose and hemicellulose. Finally, the band observed at 572 cm−1 corresponds to C–I stretching in halo compound.

FTIR spectra analysis; a straw types, b pots based-cow manure and different straw types, and c pots that were based on cow manure and different rape straw ratio
It can be noted that those fibres content are more similar in chemical components. However, there are some differences in the peak area and sharpness, which is associated with different amounts for constituents (Xu et al. 2021). Furthermore, the peaks for the same component are shifted in some cases, which is associated with the nature of hydrogen bonding and coupling effects. Compared to pure straw, the peak at 1034 cm−1 increased with the addition of cow manure to straw because of the contribution of C–O stretching from the cellulosic component. With increasing rape straw content, there is also a sharpening of the rape straw characteristic peaks at 1629 cm−1, 1512 cm−1, and 1409 cm−1, reflecting the adding of hemicellulose and lignin as the rape straw ccontribution became principal in the matrix (Fuentes et al. 2021). Overall, the type and ratio of straw have noticeable effect on the infrared spectra of the biodegradable pots.
Effect of straw type on the properties CM-S biodegradable pots
Figure 4 shows the effect of straw type on the properties of cow manure and straw-derived biodegradable pots. Among the four types of straw, pots that were based on rice straw and cow manure had a higher dry and wet compression and penetration strengths than others, where the dry specimens achieved compression and penetration strengths of 3020.67 N and 451.67 N, respectively, and the wet specimens yielded compression and penetration strength of 562 N and 70 N, respectively. In contrast, the addition of rape straw to cow manure causes lower dry and wet compression and penetration strengths than the addition of any other type of straw. Where, the compression and penetration strengths for the dry specimens were 2082.33 N and 302.33 N, respectively, and the compression and penetration strength of wet specimens were only 417.67 N and 55.67 N, respectively. While, using corn straw resulting in changes of the dry and wet compression strengths which increased from 2329.67 to 2614.67 N and from 455.33 to 482.67 N, respectively, and the dry and wet penetration strengths which increased from 332.33 to 355 N and from 31 to 34 N for pot wall, respectively, when compared with wheat straw (Fig. 4a, b). This may be due to those pots that were based on rice straw which had the highest density compared to pots that were based on other straw types as listed in Table 3.

Effect of type of straw on the properties of CM-S biodegradable pots; a compression strength, b penetration strength, and c water absorption
Density values suggest that the pots that were based on rice straw have a more compact structure resulting in a reduction of interstitial spaces between particles in the composites compared to pots that were based on other straw types. Accordingly, pots that were based on rice straw had the highest rigidity and the lowest pore surface and thus, it led to high strength compared to pots that were based on other straw types. This is consistent with the results obtained by Evans et al. (2010), who found that the dry compression strength is primarily a function of pot wall rigidity as well as the openings in the pot walls affects negatively on the dry penetration strength.
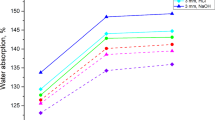
In the water absorption test, adding rape straw to cow manure indeed improved the pots uptake during immersion time, causing an increase in water absorption (137.38%). In contrast, wheat straw-based pots exhibited lower water absorption than pots contained rice or corn straw, which reached 110.94%. For pots that were based on rice and corn straw, the water absorption values reached 115.62% and 127.86%, respectively. Accordingly, the water absorption of rice straw-based pots was lower than that observed from corn straw-based pots as seen in Fig. 4c. This finding indicated the negative effect of density of pots on water absorption except for wheat straw-based pots, where material compositions play an important role in water uptake (Zhang et al. 2019). Furthermore, values obtained from this study were much lower than the tomato and hemp fibres based-biodegradable pots, which had water absorption from 128 to 186% (Schettini et al. 2013).
Effect of straw ratio on the properties of CM-S biodegradable pots
Figure 5 demonstrates the effect of straw ratio on the properties of CM-S biodegradable pots. The addition of straw to the cow manure-derived pots illustrated a significant effect on the mechanical and physical properties of the pots. It caused a decreasing of the dry and wet compression and penetration strength and increasing the water absorption. For pots that were based on cow manure, the dry and wet compression and penetration strengths were 6935.67 N, 2042.33 N and 627.33 N, 225.33 N, respectively, which were lower than that the pots that were based on cow manure and straw. As expected, increasing of ratio of straw to cow manure from 2 to 10% lead to decrease the pots strength, where the dry compression and penetration strengths decreased from 6156.67 to 3167 N and from 585.33 to 243.67 N, respectively, and for wet samples, they decreased from 1387 to 737 N and from 124.33 to 43.33 N, respectively. This is due to the following two reasons; the first reason is the density which decreased with increasing straw ratio as explained before (Table 3); the second reason is the amount of adhesive, where the quantity of cow manure which acted as adhesive decreased with increasing straw ratio. Accordingly, the rigidity of the pots decreased resulting in reduction of strengths. The SEM results supported these results, where more pores were observed with higher straw amount, and therefore, low rigidity of cow manure and straw-based pots.

Effect of ratio of straw on the properties of CM-S biodegradable pots; a compression strength, b penetration strength, and c water absorption
From Fig. 5c, at the high ratio of straw, more water was absorbed during immersion process. Produced pots showed water absorption of 99.70% when using cow manure to produce the biodegradable pots. This value was lower than 110.92% which was achieved by the pots obtained by adding 2% of straw to cow manure. Moreover, the water absorption value increased to 160.75% when the ratio of straw to cow manure increased from 2 to 10%. Therefore, straw ratio has a positive relation with water absorption. This may be due to that pots density decreases with increasing the straw ratio and thus increasing the pores of pots resulting in more water uptake (Pratibha et al. 2022).
Drying of biodegradable pots
Effect of drying conditions on the CM-S biodegradable pots
Table 4 presents drying times, the moisture content after drying, and average drying rate for produced pots using different drying methods. Decreasing drying temperature increases the moisture content after drying in the pots at constant drying time, whereas the value of average drying rate of the drying process decreases. Moreover, the drying time of natural conditions continued increasing as a result of low drying temperature (36 °C and 25 °C for greenhouse and room, respectively) and fluctuated air moisture content. Hence, drying time of samples dried under oven conditions was less than of samples dried under natural conditions. This reduction in drying time at oven conditions may be due to the increased temperature as well as controlled relative humidity inside the oven. Furthermore, High temperature increased molecular vibrations between material molecules, which allows the oven-dried materials to desiccated more rapidly compared to materials dried at room conditions (Suderman et al. 2016). We found that the drying times of oven-dried pots were only 36 and 24 h at 50 °C and 100 °C, respectively, while the drying times of natural-dried pots were 4 and 8 days in greenhouse and room, respectively. Accordingly, the 100 °C oven drying had the highest drying rate (0.086 gwater/gdry matter/h), while drying in room condition had the lowest drying rate (0.01 gwater/gdry matter/h). Overall, the drying time depends on drying conditions and this result was consistent with the results obtained by Li et al. (2019).
To compare the effect of different drying conditions on the CM-S biodegradable pots, the curves of MC and weight loss versus drying times under different drying processes were shown in Fig. 6. The moisture content curves dropped rapidly during the initial stage, but it slightly decreased at the last period during the drying process. The weight loss was significantly influenced by drying conditions. The weight loss of samples dried in natural conditions was lower than samples dried in oven conditions. Hence, higher moisture content in pots samples dried in natural conditions than in pots dried in oven conditions. The minimum moisture content of CM-S biodegradable pots was 0% for pots dried in oven at 100 °C drying temperature, while maximum value was 11.4% for those dried under room condition.

Effect of drying conditions on a moisture content, b weight loss, and c drying rate for CM-S biodegradable pots
Effect of drying methods on the properties of CM-S biodegradable pots
Figure 7 illustrates the effect of drying methods on the properties of CM-S biodegradable pots. There were obvious differences in the strength and wettability properties of biodegradable pots obtained at different drying conditions. The results indicate that high drying temperature resulted in lower dry and wet compression and penetration strength value, except the wet compression strength. As seen on the figure of 100 °C drying temperature have value lower than the drying temperature of 50 °C. When the drying temperature decreased from 100 to 50 °C, the dry compression and penetration strength values increased from 1619 to 2082.33 N and from 231 to 293.67 N, respectively and for wet penetration strength value was from 40 to 55.67 N, while wet compression strength value decreased from 482.67 to 417.67 N.

Effect of drying methods on the properties of CM-S biodegradable pots; a compression strength, b penetration strength, and c water absorption
In natural conditions, dry and wet compression and penetration strength values of pots were dried in room condition give higher result than pots dried in greenhouse condition. The dry compression and penetration strength were 2893.67 N and 348 N, respectively and for wet samples were 576.33 N and 42.33 N, respectively of samples dried in room condition, while the results in greenhouse condition were 2600.67 N and 325.33 N for dry samples and were 526.67 N and 26.67 N for wet samples, respectively. Strength reduction in oven conditions may be due that to the temperature and moisture gradients between the internal and external layers of the material increased with increasing temperature of drying as show in Fig. 6a. This led to create internal stresses, resulting in cracks, which lead to damage in the structure of products (Abasi and Minaei 2014). Therefore, the pots dried in natural conditions had a smooth bonded surface compared to those dried in oven conditions. Similar results were obtained by (Harahap et al. 2018; Juanicó et al. 2017) who noticed high drying temperature resulted in lower strength of composites.
On the hand other, the water absorption of pot drying in natural conditions was lower than that observed in the pot drying in oven conditions as demonstrated in Fig. 7c. Compared to the pot drying in the 100 °C oven condition, the water absorption of pot drying in the 50 °C oven condition was higher. Produced pots showed water absorption of 137.38% when pot drying in the 50 °C oven condition. These values were higher than 132.56% the pots obtained by drying in the 100 °C oven condition.
In natural drying, the pots dried under greenhouse condition were more water uptake than those dried under room condition. The drying in room condition decreased the water absorption values from 126.56% to 117.82% compared to that drying in greenhouse condition. Overall, the water absorption increases as drying temperature increases, except the drying at 100 °C, whereas drying in the 50 °C oven condition exhibited the highest water absorption, followed by drying in the 100 °C oven condition, and then drying in greenhouse condition and finally drying in room condition. This maybe refers to that dried samples at lower temperature have higher moisture content than those dried at high temperature, which affects negatively on water absorption property. Drying at 100 °C cracks and breaks surface bonds of samples which leads to decrease the water absorption property.
Energy consumption and cost analysis
For each drying conditions, the drying capacity, energy consumption, and costs were different as shown in Table 5. The oven drying conditions had the highest drying capacity and highest cost, where the drying capacity was 144 pot/day at 100, 80 °C drying temperature with highest total cost at 50 °C drying temperature (0.4538 yuan/pot). Drying under greenhouse and room conditions had lower drying capacities and lower total costs compared with oven drying conditions, it was 25 and 12.5 pot/day and 0.0013 and 0.0146 yuan/pot, respectively. Drying under greenhouse condition yielded higher drying capacity and lower total cost than drying under room condition. These results could be attributed to the longer drying time of natural drying. Moreover, the capacity of oven drying was 144 pot per oven, which is more than the capacity of natural drying that was 100 pot per square meter of ground (no shelfs used).
As show in previous results, natural drying conditions exhibited the better performance based on properties of pots as well as low cost compared to oven drying conditions. However, they have some drawbacks, including the effect of weather conditions and low drying capacity as illustrated in Table 6.
Conclusions
The effect of straw type and ratio to cow manure and drying methods on physical and mechanical properties of biodegradable pots were investigated in this work. Among 4 straw types, rice straw over performed in mechanical properties, whereas rape straw had the lowest strength properties. Increased straw ratio from 0 to 10% caused a decrease in pots strength and higher straw ratio maximized the water absorption. Decreasing drying temperature caused high compression and penetration strength. Furthermore, natural drying allowed the pots to have high strength and low water absorption, but the drying time is very long with low total cost.
Data availability
The data in this article are reliable and are available from the corresponding author.
References
Abasi S, Minaei S (2014) Effect of drying temperature on mechanical properties of dried corn. Drying Technol 32(7):774–780. https://doi.org/10.1080/07373937.2013.845203
Aguirre-Loredo RY, Velazquez G, Gutierrez MC, Castro-Rosas J, Rangel-Vargas E, Gómez-Aldapa CA (2018) Effect of airflow presence during the manufacturing of biodegradable films from polymers with different structural conformation. Food Packag Shelf Life 17:162–170. https://doi.org/10.1016/j.fpsl.2018.06.007
Bledzki AK, Mamun AA, Volk J (2010) Barley husk and coconut shell reinforced polypropylene composites: The effect of fibre physical, chemical and surface properties. Compos Sci Technol 70(5):840–846. https://doi.org/10.1016/j.compscitech.2010.01.022
Cardozo VF, Lancheros CA, Narciso AM, Valereto EC, Kobayashi RK, Seabra AB, Nakazato G (2014) Evaluation of antibacterial activity of nitric oxide-releasing polymeric particles against Staphylococcus aureus and Escherichia coli from bovine mastitis. Int J Pharm 473(1–2):20–29. https://doi.org/10.1016/j.ijpharm.2014.06.051
Castronuovo D, Picuno P, Manera C, Scopa A, Sofo A, Candido V (2015) Biodegradable pots for Poinsettia cultivation: agronomic and technical traits. Sci Hortic 197:150–156. https://doi.org/10.1016/j.scienta.2015.09.025
Costa E, Benites N, Guerra J, Melville P (2000) Antimicrobial susceptibility of Staphylococcus spp. isolated from mammary parenchymas of slaughtered dairy cows. J of Vet Med Series B 47(2):99–103
Cucarella C, Tormo MÁ, Úbeda C, Trotonda MP, Monzón M, Peris C, Amorena B, Lasa Í, Penadés JR (2004) Role of biofilm-associated protein bap in the pathogenesis of bovine Staphylococcus aureus. J Infection Immun 72(4):2177–2185
Evans M, Taylor M, Kuehny J (2010) Physical properties of biocontainers for greenhouse crops production. HortTechnology 20:549–555. https://doi.org/10.21273/HORTTECH.20.3.549
Evans MR, Karcher D (2004) Properties of plastic, peat, and processed poultry feather fiber growing containers. HortScience 39(5):1008–1011
Fuentes RA, Berthe JA, Barbosa SE, Castillo LA (2021) Development of biodegradable pots from different agroindustrial wastes and byproducts. Sust Mater Technol 30:e00338. https://doi.org/10.1016/j.susmat.2021.e00338
Hanifzadeh M, Nabati Z, Longka P, Malakul P, Apul D, Kim D-S (2017) Life cycle assessment of superheated steam drying technology as a novel cow manure management method. J Environ Manage 199:83–90. https://doi.org/10.1016/j.jenvman.2017.05.018
Harahap H, Agustini HE, Taslim I, Halimatuddahliana LYA (2018) The effect of drying temperature on natural rubber latex (NRL) films with modification of nanocrystal cellulose (NCC) filler. J Phys Conf Ser 1028:012061. https://doi.org/10.1088/1742-6596/1028/1/012061
Houghton TP, Stevens DM, Pryfogle PA, Wright CT, Radtke CW (2009) The effect of drying temperature on the composition of biomass. Appl Biochem Biotechnol 153(1–3):4–10. https://doi.org/10.1007/s12010-008-8406-x
Jamshidi AR, Tayari E, Neisy A, Boneobeydi MS, NeisyMorad H (2014) Production of biological pots: a strategy for useful utilization of sugar cane bagasse in Khuzestan Province. Bull Environ Pharmacol Life Sci 3(5):96–99
Jirapornvaree I, Suppadit T, Popan A (2017) Use of pineapple waste for production of decomposable pots. Int J Recyl Org Waste Agric 6(4):345–350. https://doi.org/10.1007/s40093-017-0183-5
Juanicó LE, Di Lalla N, González AD (2017) Full thermal-hydraulic and solar modeling to study low-cost solar collectors based on a single long LDPE hose. Renew Sust Energy Rev 73:187–195. https://doi.org/10.1016/j.rser.2017.01.126
Kulcu R, Yaldiz O (2014) The composting of agricultural wastes and the new parameter for the assessment of the process. Ecol Eng 69:220–225. https://doi.org/10.1016/j.ecoleng.2014.03.097
Li H, Xie L, Ma Y, Zhang M, Zhao Y, Zhao X (2019) Effects of drying methods on drying characteristics, physicochemical properties and antioxidant capacity of okra. Lwt 101:630–638. https://doi.org/10.1016/j.lwt.2018.11.076
Li P, He C, Li G, Ding P, Lan M, Gao Z, Jiao Y (2020) Biological pretreatment of corn straw for enhancing degradation efficiency and biogas production. Bioengineered 11(1):251–260. https://doi.org/10.1080/21655979.2020.1733733
Liu N, Charrua AB, Weng C-H, Yuan X, Ding F (2015) Characterization of biochars derived from agriculture wastes and their adsorptive removal of atrazine from aqueous solution: a comparative study. Bioresour Technol 198:55–62. https://doi.org/10.1016/j.biortech.2015.08.129
Mazurkiewicz J, Marczuk A, Pochwatka P, Kujawa S (2019) Maize straw as a valuable energetic material for biogas plant feeding. Materials 12(23):3848. https://doi.org/10.3390/ma12233848
Migo-Sumagang MVP, Van Hung N, Detras MCM, Alfafara CG, Borines MG, Capunitan JA, Gummert M (2020) Optimization of a downdraft furnace for rice straw-based heat generation. Renew Energy 148:953–963. https://doi.org/10.1016/j.renene.2019.11.001
Ming X, Chen H, Wang D (2019a) Optimization of processing parameters to increase thermal conductivity of rice straw fiber film. Appl Sci 9(21):4645. https://doi.org/10.3390/app9214645
Ming X, Chen H, Han Y, Wang D (2019b) Optimization of technical parameters for making temperature-increasing film from titanium dioxide and rice straw fiber. AIP Adv. https://doi.org/10.1063/1.5085031
Nechita P, Dobrin E, Ciolacu F, Bobu E (2010) The biodegradability and mechanical strength of nutritive pots for vegetable planting based on lignocellulose composite materials. BioResources 5(2):1102–1113
Piwińska M, Wyrwisz J, Kurek MA, Wierzbicka A (2016) Effect of drying methods on the physical properties of durum wheat pasta. CyTA - J Food 14(4):523–528. https://doi.org/10.1080/19476337.2016.1149226
Postemsky PD, Marinangeli PA, Curvetto NR (2016) Recycling of residual substrate from Ganoderma lucidum mushroom cultivation as biodegradable containers for horticultural seedlings. Sci Hortic 201:329–337. https://doi.org/10.1016/j.scienta.2016.02.021
Pratibha, Saha S, Hariprasad P (2022) Paddy straw-based biodegradable horticultural pots: an integrated greener approach to reduce plastic waste, valorize paddy straw and improve plant health. J Cleaner Prod 337:130588. https://doi.org/10.1016/j.jclepro.2022.130588
Saepoo T, Sarak S, Mayakun J, Eksomtramage T, Kaewtatip K (2023) Thermoplastic starch composite with oil palm mesocarp fiber waste and its application as biodegradable seeding pot. Carbohydr Polym 299:120221. https://doi.org/10.1016/j.carbpol.2022.120221
Schettini E, Santagata G, Malinconico M, Immirzi B, Scarascia Mugnozza G, Vox G (2013) Recycled wastes of tomato and hemp fibres for biodegradable pots: physico-chemical characterization and field performance. Resour Conserv Recycl 70:9–19. https://doi.org/10.1016/j.resconrec.2012.11.002
Suderman N, Sarbon N, Mohamad Isa MIN (2016) Effect of drying temperature on the functional properties of biodegradable CMC-based film for potential food packaging. Int Food Res J 23:1075–1084
Vega-Galvez A, Zura-Bravo L, Lemus-Mondaca R, Martinez-Monzo J, Quispe-Fuentes I, Puente L, Di Scala K (2015) Influence of drying temperature on dietary fibre, rehydration properties, texture and microstructure of Cape gooseberry (Physalis peruviana L.). J Food Sci Technol 52(4):2304–2311. https://doi.org/10.1007/s13197-013-1235-0
Wang B, Dong F, Chen M, Zhu J, Tan J, Fu X, Wang Y, Chen S (2016) Advances in recycling and utilization of agricultural wastes in China: based on environmental risk, crucial pathways, influencing factors, policy mechanism. Procedia Environ Sci 31:12–17. https://doi.org/10.1016/j.proenv.2016.02.002
Wei K, Lv C, Chen M, Zhou X, Dai Z, Shen D (2015) Development and performance evaluation of a new thermal insulation material from rice straw using high frequency hot-pressing. Energy Build 87:116–122. https://doi.org/10.1016/j.enbuild.2014.11.026
Xu C, Zhang X, Hussein Z, Wang P, Chen R, Yuan Q, Gao Y, Song N, Gouda SG (2021) Influence of the structure and properties of lignocellulose on the physicochemical characteristics of lignocellulose-based residues used as an environmentally friendly substrate. Sci Total Environ 790:148089. https://doi.org/10.1016/j.scitotenv.2021.148089
Zhang L, Hu Y (2014) Novel lignocellulosic hybrid particleboard composites made from rice straws and coir fibers. Mater Des 55:19–26. https://doi.org/10.1016/j.matdes.2013.09.066
Zhang X, Wang C, Chen Y (2019) Properties of selected biodegradable seedling plug-trays. Sci Hortic 249:177–184. https://doi.org/10.1016/j.scienta.2019.01.055
Acknowledgments
The authors acknowledge The Major Science and Technology Innovation Plan of Hubei Province, China for financially supporting this work and the Chinese Scholarships Council Foundation.
Funding
This work is supported by The Major Science and Technology Innovation Plan of Hubei Province (No. 2019ACA153) and the Chinese Scholarships Council Foundation (No. 2017SLJ023756).
Author information
Authors and Affiliations
Contributions
ZH: conceptualization, data curation, investigation, methodology, visualization, writing—original draft, review & editing. QY: funding acquisition, supervision, data curation, methodology, writing—review & editing. CX: writing original draft, resources, Investigation. XZ: writing original draft, resources, investigation. SG: conceptualization, formal analysis, investigation, methodology, software, writing—review & editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Hussein, Z., Yuan, Q., Xu, C. et al. Effect of drying methods and conditions and straw type and ratio in the mixture on physical and mechanical properties of biodegradable pots-based sustainable biomaterials. Cellulose 30, 11071–11086 (2023). https://doi.org/10.1007/s10570-023-05562-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-023-05562-5