
The effect of composition, parameters of hot and cold rolling, and recrystallization annealing in continuous annealing units (CAU) on the microstructure and mechanical properties of cold-rolled and galvanized steel is studied for IF-steel rolled products from three laboratory melts. The possibility is established of changing the strength properties of cold-rolled and galvanized rolled products during annealing in a CAU, and treatment in a continuous hot galvanizing unit (CHGU) of IF-steels stabilized with Ti and Ti + Nb over a wide range, while obtaining good ductility properties. It is shown that in order to increase the level of steel strength properties it is advisable to obtain a ferrite grain size of 10–11 μm (preferably with a size of no more than No. 10 according to GOST 7639), C, P, Mn contents closer to the upper level, and S not more than 0.003%. Equally important is use of lower temperatures for the end of rolling at 860–890 °С and strip winding at 650–680 °С, increased degrees of deformation during hot rolling in the last stand of at least 12–15%, during cold rolling steel not less than 80%, low annealing temperatures of 740–780 °C and an increased strip speed of 120–160 m/min, and 1.0–1.4% elongation during tempering. It is shown for the first time that in order to resolve the extremely difficult problem of obtaining cold rolled and galvanized steel from IF-steels of strength class 180, it is necessary to use all or most of the methods indicated. For steels stabilized with titanium a significant excess of its concentration above the stoichiometric value is desirable.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
In view of rapid development and improvement of the design for objects of high-speed transport, instrument building, industrial and domestic engineering, there is more extensive use of ultralow carbon IF, IF-HS automobile sheet steels of different strength classes and drawing categories [1, 2]. The possibility of manufacturing stamped components of complex shape is provided by the maximum high indices for ductility and stamping capacity. However, a large number of grades of cold-rolled and galvanized IF- and IF-HS-steels require unification of their chemical composition in order to implement the possibility of producing various types of rolled product. There is considerable interest in studying the possibility of preparing cold-rolled and galvanized rolled product of strength class 180 from IF-steels including grades HC180Y (for EN10268) and HX180YD (for EN 10346). Normally this rolled product is manufactured from rephosphorized IF-HS-Steels with an increased content of Mn (0.3–0.4 wt.%) and Р (0.03–0.04 wt.%) [3, 4]. It is well known that property indices cold-rolled material, including coated rolled product, is contributed to a certain extent in the recrystallization annealing stage [3,4,5,6,7,8]. An undoubted advantage is exhibited by high productivity and highly efficient contemporary continuous annealing units (CAU) and continuous hot galvanizing units (CHGU).
The Aim of the Work is to establish features of structure formation and mechanical properties rolled product of IF-steels in relation to composition, annealing regimes in CAU and CHGU, and also other treatment parameters.
Research was conducted on cold-rolled product of IF-steels of laboratory melts that were accomplished in a vacuum induction furnace with a magnesite crucible with steel capacity of 7–8 kg with vacuum casting into a single ingot. The charge was iron grade 005ZhR with a carbon content of 0.003 wt.%. In order to adjust thesteel chemical composition primary aluminum grade A98, manganese metal Mn), and iodide titanium Ti were used. After cooling the bottom and head sections of ingots were removed. The quantitative composition of alloying elements was determined by spectral analysis according to GOST 18895–97 in an OBLF (model QSN750) emission spectrometer, and carbon concentration was determined according to GOST R ISO 15349– 2–2017 in a Leco CS unit. The results obtained are provided in Table 1.
The ingots obtained with a size of ≈ 155 × 70 × 70 mm were heated to 1200 °C, held for 60 min, and rolled in a DUO-300 reversing mill into sheet 3 mm thick (melt 1) and 3.7 mm (melts 2 and 3). After the end of rolling at the Ter temperature strip was cooled in an air stream at a rate of 12–15 °C/sec to a temperature simulating strip winding on a coil Twi. Then it was placed in a furnace heated to this temperature, held for 30 min with subsequent furnace cooling to room temperature, which simulated cooling of strip wound on a coil. The main hot rolling parameters, including degree of deformation for the last pass are provided in Table 2.
Hot-rolled strip after pickling was rolled in a DUO-KVARTO 320 cold rolling mill to strip 0.7 mm thick with reduction of 76.7% (Melt 1) and 81% (melts 2 and 3). Specimens with a size of 250 × 50 × h mm were prepared from cold-hardened rolled product by means which recrystallization annealing in CAU (melts 1, 3) and CHGU (melt 2) was modelled in a Gleeble-3500 universal test unit.
With the aim of establishing the possibility and conditions for preparing from IF-steel cold-rolled and galvanized rolled product with different strength levels, including class 180, proceeding from generally accepted assumptions [6,7,8,9] parameters were determined for treating rolled product modeling annealing by continuously operating unit regimes. For this the heating temperature range (annealing) and strip movement rates in CAU and CHGU were varied over the maximum range, and also the time interval was monitored for dwell at different temperatures. In the case of a CAU the heating temperature was controlled at 740, 760, 780, and 80 °C with strip movement rates of 80, 120, and 160 m/min. For a CGHU the annealing temperature as 750, 780, 810, and 840 °C and the strip movement rate was 100, 130, and 160 m/min. Numerical values of annealing regime parameters in CAU and CGHU are provided in Tables 3 and 4. Schemes simulating annealing regimes are shown in Fig. 1.

Diagram simulating annealing regimes in CAU (a) and CHGU (b).
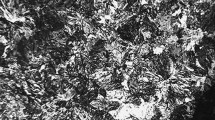
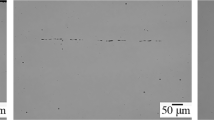
After annealing rolled product of steel melts 1 and 2 it was skim rolled with a relative elongation of 0.7%, and from steel of melt 3 with 1.2%. Then specimens were selected for studying the microstructure by optical microscopy and mechanical properties were determined in Instron-1185 and Heckertfp-100/1 equipment. Results of studying the structure and properties obtained for rolled product of steel melt 1 with different ACU and CHGU annealing regimes are provided in Table 5. A typical microstructure is shown in Fig. 2.

Microstructure of steel melt 1 cold-rolled product after simulating annealing by a CAU regime at 760 °C.
It is seen from Table 5 that an increase in annealing temperature leads to a reduction in strength properties. With a strip movement rate of 80 m/min a marked fall in the value of yield strength at 760 °C is noted in the dependences obtained, and disturbance of the uniform nature of the reduction in ultimate strength starting at the same temperature. It is also seen that at 760 °C the local σy maximum is observed for a ferrite grain size of 12.25 μm, which agrees with the nature of change in strength properties. With fast strip movement rates (reduction in exposure duration) at 760 °C the grain size is much finer. However, this is not reflected in values for yield strength and strength that vary almost uniformly. A possible reason for this phenomenon is parallel occurrence with different intensity of processes of dissolution and coalescence of nano-size carbide (carbonitride) precipitates having a different effect on rolled product structural state and mechanical properties. Rolled product relative elongation after annealing at different temperatures varies insignificantly and high values are maintained exceeding those for the specifications for cold-rolled product predominantly of strength class 180 [10] with all of the regimes studied. However, as data in Table 5 indicate, none of the test annealing regimes made it possible to obtain rolled product strength property indices entirely satisfying those laid down in specifications for cold rolled product of strength class 180 (σy ≥ 180 MPa, σf ≥ 330 MPa).
Results of studying the structure and properties obtained for rolled product of steel melt 2 with different annealing regimes in a CHGU are provided in Table 6.
It is seen that the best values of yield and ultimate strengths are achieved with the minimum annealing temperature of 750 °C, and maximum strip movement rate of 160 m/min controlling the range of metal exposure during annealing. With an annealing temperature of 750 °C outside the dependence on strip movement rate strength property indices are achieved satisfying those laid down for rolled product of strength class 180 (see Table 6). In the case of maximum strip movement rate this is also observed with an annealing temperature of 780 °C. However, specifications of σy ≥ 180 MPa, σf ≥ 330 MPa are provided in this case with a minimum excess.
With an increase in annealing temperature and a reduction in strip movement rate there is an increase in ferrite grain size, and the level of steel strength properties decreases, but ductility (relative elongation) increases, which by the way is observed with any strip movement rate. However a direct relationship between strip movement rate, grain size, and strength properties is lacking. Apparently values of these properties correlate with processes connected with recrystallization and transformation of phase precipitates. As a result of this there is a change in the carbon content in solid solution and conditions arise for forming precipitates of smaller sizes during subsequent treatment (levelling out stage and cooling after the galvanizing bath) in the region for occurrence of ageing processes.
The experimental data obtained (see Tables 5 and 6) show that in order to guarantee preparation of cold rolled and galvanized IF steel of strength class 180 it is necessary to employ low-temperature annealing in a CAU and CHGU with fast strip movement rates. Requirements for the steel microstructure consists of providing a ferrite grain size of 10–11 μm (preferably not more than number 10 according to GOST 7369). Comparison of data from tables 1, 5, and 6 shows that in order to obtain rolled product of strength class 180 a higher carbon content is preferable (0.005 wt.%) as in steel of melt 2 with a relatively low phosphorus (0.005 wt.%) and manganese (0.10 wt.%) contents.
An increase in C, P, and Mn contents up to the upper limits for the grade composition makes it possible to provide the specifications for rolled product of strength class 180 over a wide range of annealing temperature and strip movement rate. In addition, hot rolling of the steel in question (see Table 2) was provided using relatively high values of temperature for the end of rolling and strip winding on a coil that stimulated an increase in grain size and reduction in strength properties.
Therefore, with the aim of guaranteeing preparation from IF steel of rolled product of strength class 180 with a lower yield strength (140–170 MPa) and improved ductility indices and stamping capacity, according to the research results provided the following chemical composition is preferable, wt.%: 0.004–0.006 С, 0.009– 0.012 Р, 0.14–0.18 Mn (close to the upper grade limit). No less important for improving the rolled product strength properties is use of lower temperatures for the end of rolling at 860–890 °C, strip winding on a coil at 650–680 °C; an increase degree of reduction during hot rolling in the last stand of not less than 12–15%; during cold rolling not less than 80%; reduced annealing temperature (740–780 °C) and increased strip movement rate (120–160 m/min); increased degree of elongation during skin rolling (1.0–1.4%), etc. these parameters have a more significant effect on rolled product strength properties than an increase in carbon and other component content in steel.
With the aim of substantiating by experiment the adequacy of the assumptions formulated and also the possibility of using a more economic microalloying system (stabilization of IF steel with titanium), a study has been made of the microstructure and mechanical properties of cold rolled product of steel melt 3 (see Table 1) annealed by various CAU regimes (see Table 3). The results obtained are provided in Table 7.
It is seen from Table 7 that values of strength properties obtained for almost all of the annealing temperatures and strip movement rates satisfy the specifications for rolled product of strength class 180. However, with annealing at 800 °C strength properties are at a lower level, and with a strip movement rate of 80 m/min they are even lower than the specifications laid down, which indicates the expediency of conducting annealing at lower temperature. As also in other melts, a tendency is observed of an increase in strength rolled product properties with slower rates and in contrast a reduction in ferrite grain size with an increase in strip movement rate and a reduction in annealing temperature in a CAU. This points to a preference from both production and economic points of view for use of fast (120–160 m/min) strip movement rates. The values obtained for rolled product relative elongation for test steel of melt 3 are somewhat lower than for rolled product of steel melts 1 and 2, but nonetheless they considerably exceed the required value of ≈ 38% for rolled product strength class 180.
Comparison of Tables 5, 6, and 7 showed that cold-rolled product of steel melt 3 has the least ferrite grain size at 10–11 μm compared with melts 1 and 2. This may be due both to use of the lower temperature for the end of rolling and strip winding on a coil, a high degree of reduction in the last pass during hot and cold rolling, and also impurity retardation of recrystallization as a result of a lower concentration of manganese, phosphorus and titanium. The titanium content in steel should exceed significantly that required for total bonding of nitrogen, carbon, and sulfur present within the composition.
It should be noted that steel of melts 1 and 2 is microalloyed with Ti and Nb. It is well known that Nb is predominantly retained in solid solution, it retards recrystallization, and causes steel grain refinement during hot rolling. Nonetheless, grain refinement connected with this in rolled product of steel melts 1 and 2 is expressed to a lesser extent that than steel melt 3 rolled product, preferentially due to a high Ti concentration. In addition, the last steel (see Table 1) has a lower sulfur content that limits the possibility of stabilizing carbon in the form of titanium carbosulfide precipitate of sub-micron size and stimulates its binding into fine (nanosize) TiC precipitates causing an increase in strength properties with a reduction in rolled product ductility. Compositions of steels melts 1 and 2 (see Table 1) differ significantly with a higher S content that stimulates carbon stabilization to a greater extent in the form of Ti4C2S2, and prevents strengthening due to fine TiC precipitates [9, 11].
Conclusion
Research results point to the possibility of changing the strength properties of cold-rolled and galvanized rolled product in CAU and CHGU of IF-steels stabilized with Ti and Ti + Nb over wide limits with preparation of good ductility indices. In order to increase the level of strength properties it is expedient to obtain a ferrite grain size of 10–11 μm (preferably not more than 10 according to GOST 7639) with a chemical composition, wt.% 0.004–0.006 С, 0.009–0.012 Р, 0.14–0.18 Mn (close to the grade upper limit); S not more than 0.003. No less important factors are: use of lower temperatures for the end of rolling at 860–890 °C and winding strip on a coil at 650–680 °C; an increased degree of reduction during hot rolling in the last stand (pass) not less than 12–15%, during steel cold rolling not less than 80%; reduced annealing temperatures at 740–780 °C and an increase in strip movement rate at 120–160 m/min; degree of elongation during skin rolling 1.0–1.4%. It has been shown for the first time that in order to resolve the complex task of preparing from IF-steel cold-rolled and galvanized rolled of strength class 180 it is necessary fulfil all or the majority of the operations presented. In order to stabilize steel with titanium a significant increase in its concentration above the stoichiometric value is required.
Work was completed within the scope of an agreement for supply of a subsidy of 11.26.2018 No. 75-11-2018-170. Unique PNIÉR (project) identifier RFMEF162418X0050.
References
M. A. Benyakovskii and V. A. Maslenikov, Automobile Steel and Thin Sheet [in Russian], Izd. Dom Cherepovetz, Cherepovets (2007).
A. Abraham, “Metallic material trends for North American light vehicles,” in: Great Designs in Steel Seminar, 13 May 2015, Ducker Worldwide; https://www.sasft.org/-/media/files/autosteel/great-designs-in-steel/gdis-2015/track-2-abraham.ashx.
P. Ghosh, B. Bhattacharya, and R. K. Ray, “Comparative study of precipitation behavior and texture formation in cold rolled-batch annealed and cold rolled-continuous annealed interstitial free high strength steels,” Scripta Mater., 56, 657–660 (2007).
O. Hamart and S. Lanteri, “Influence of Mn and P on precipitation in high strength IF-Ti steels,” in: 38 MWSP Conf. Proc., 34, 431–441 (1997).
A. I. Zaitsev, “Prospective directions for development of metallurgy and materials science of steel,” Pure and Applied Chemistry, 89, No. 10, 1553–1565 (2017).
A. I. Zaitsev, I. G. Rodionova, S. V. Yashchuk, P. A. Mishnev, R. R. Adigamov, Yu. S. Bykova, and T. M. Efimova, “Development of scientific and production bases for manufacturing automobile sheet steels,” Chern. Met., No. 3(1359), 89–109 (2013).
P. Junntunen, D. Raabe, P. Kaarjalainen, T. Kopio, and G. Bolle, “Optimizing continuous annealing of interstitial-free steels for improving deep drawability,” Metall. Mater Trans., 32A, 1989–1995 (2001).
J. Shi and D. Cui, “On optimizing batch annealing for the production of IF steels,” Materials Manufacturing Processes, 18, No. 1, 51–66 (2003).
A. I. Zaitsev, I. G. Rodionova, A. V. Koldaev, and N. A. Arutyunyan, “Effect of hot rolling regimes on solid solution structure, state and properties of titanium-stabilized IF-steel hot-rolled and cold-rolled product,” Metallurgist, 64, 136–144 (2020).
A. I. Zaitsev, A. V. Koldaev, A. B. Stepanov, A. V. Grishin, and I. A. Krasnyanskaya, “Study of conditions for preparing from cold rolled product in bell annealing furnaces different strength classes of ultra-low carbon IF and IF-HS steels,” Metallurg., No. 3, 54–60 (2019).
F. Dong, F. Xue, L. Du, and X. Liu, “Promoting Ti4C2S2 strain induced precipitation during asymmetrical hot rolling to improve r value and advantaged texture in Ti stabilized IF steel,” J. Alloys Comp., 620, 240–248 (2015).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 64, No. 6, pp. 41–47, June, 2020.
Rights and permissions
About this article

Cite this article
Zaitsev, A.I., Rodionova, I.G., Koldaev, A.V. et al. Effect of Composition and Processing Parameters on Microstructure and Mechanical Properties of If-Steel Cold-Rolled and Galvanized Rolled Products. Metallurgist 64, 533–541 (2020). https://doi.org/10.1007/s11015-020-01024-6
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-020-01024-6