
The study on the metallurgical quality of steel, structural state, and mechanical properties of hot-rolled steel was performed on the metal of eight industrial melts. This steel is used for the production of cold-rolled steel of the 340 MPa strength class or grade HC340LA annealed in bell-type furnaces. The results demonstrate the possibility of economical alloying and microalloying of steel and directions for optimizing the smelting, ladle processing, continuous casting, and steel hot rolling technologies.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Increasing the strength of cold-rolled low-alloy automotive sheet steels solves several key tasks, such as reducing energy and material costs, metal consumption of structures, mass of vehicles, and fuel consumption; increasing operational safety; and improving the environment. Currently, the consumption of cold-rolled steels with yield strengths of 340–420 MPa and higher has a rapid increase [1]. Their use is most effective for the manufacture of power units, parts of motor vehicles, building constructions, machine-building structures, and other critical products through progressive energy- and resource-saving methods, such as deep drawing, stamping, and bending. This process requires the simultaneous acquisition of hard-to-combine high strength and ductility of rolled products. The reduction cost of cold-rolled steel production is an equally important task. Although many works (e.g., [1,2,3,4,5,6,7,8,9,10,11,12,13]) have focused on the study of the formation patterns of the structure and properties of cold-rolled high-strength low-alloy automotive sheet steels and the technology of their production, universal optimal production parameters have not yet been established. This limitation is attributed to the wide ranges of the content of alloying and microalloying elements, limited by the requirements of existing European and world standards. As a rule, only upper values, complexity, interrelationships of phenomena, transformations at different stages of metal processing, and specificity of conditions for each rolled product manufacturer are considered. In the present work, the formulated problems are solved by studying the production technology of hot-rolled products used for the manufacture of cold-rolled products of the 340 MPa strength class or grade HC340LA at the Novolipetsk Iron and Steel Plant.
Materials and Methods
The objects of the study were metal samples taken from batches of hot-rolled steel for manufacturing cold-rolled steel grade HC340LA annealed in bell-type furnaces, from steels of eight different melts of the current production. The samples were taken from the beginning and end of the bands. The range of changes in the elements of the chemical composition of the samples was C 0.01 wt.%, Mn 0.03 wt.%, Si 0.034 wt.%, P 0.006 wt.%, S 0.004 wt.%, Cr 0.02 wt.%, Ni 0 wt.%, Cu 0.01 wt.%, Al 0.012 wt.%, Ti 0 wt.%, V 0.004 wt.%, N 0.001 wt.%, Nb 0.004 wt.%, B 0.0001 wt.%, and Ca 0.0018 wt.%.
The interval of the temperature change during the production of hot-rolled steel was 10°C for Terr (the temperature of the end of rough rolling as the average temperature behind the stand 5), 15°C for Ter (temperature of the end of rolling as an average temperature behind the stand 12), and 2°C for Тс (average coiling temperature).
The parameters of the chemical composition and hot rolling and the dimensional characteristics of the hot-rolled (thickness 2.7–3.0 mm, width 1064–1204 mm) products under study are quite similar. Nonetheless, there is a difference in the mechanical properties of the obtained cold-rolled products (Table 1).
Table 1 reveals that the rolled products of all batches are characterized by satisfactory strength characteristics for 340 MPa strength class and rather high values of the relative elongation. However, in most cases, the values of the yield strength and ultimate strength refer to the middle or even the upper half of the range of values required for the 340 MPa strength class. The best values of the relative elongation were obtained for rolled products of batch 1 with close to the minimum requirements for yield strength and ultimate strength. For rolled products of batch 5, the lowest value of the relative elongation was obtained, with strength characteristics close to the upper limit of requirements for the rolled products of the 340 MPa strength class. The steel used to manufacture the rolled products of batch 5 is characterized by the maximum level of niobium and vanadium with Nb 0.034 wt.% and V 0.070 wt.%. Taking into account the indicated circumstances and the low efficiency of microalloying the steel with vanadium [14, 15], adjusting the composition parameters of the investigated
cold-rolled steel HC340LA toward an economical alloying system is advisable. To determine the optimization of the composition and analyze the possibility of implementing other methods to reduce the costs of steel production, the structural state and properties of the hot-rolled and cold-rolled steels of the HC340LA grade were studied in detail. The study was performed using contemporary methods. To assess the metal quality, the content of non-metallic inclusions in steel was determined using a Neophot 21 optical microscope according to the GOST 1778 standard by comparison with reference scales using the Sh4 method.
Because the classification of non-metallic inclusions in accordance with the GOST 1778-70 standard is outdated and does not correspond to modern metallurgical practices [16], the characteristics of the present non-metallic inclusions and phase precipitates were examined via electron microscopy and local X-ray spectral analysis (XSA) on a scanning JSM-6610LV electron microscope (JEOL) equipped with INCA Energy Feature XT energy-dispersive microanalysis system and INCA Wave 500 wavelength-dispersive spectrometer.
The microstructure of hot-rolled products was studied via light microscopy using a Neophot 21 microscope, including determining the grain size by comparing with standard scales (according to an additional scale 1 for determining the small grain size at ×400 and ×800 magnifications) in accordance with GOST 5639. The tests of its mechanical properties were performed on a Heckert FP-100/1 tensile testing machine according to GOST 11701-84.
Results and Discussion
The results of determining the content of non-metallic inclusions according to the GOST 1778 standard are presented in Table 2.
Table 2 demonstrates that the metal of the investigated batches of rolled products is characterized by a rather high content of non-metallic inclusions, reaching a score of 3.5–4.0 for brittle silicates. A characteristic view of non-metallic inclusions based on the study results via light microscopy using the example of batch 1 rolled products is presented in Fig. 1.

Non-metallic inclusions in the rolled product batch 1.
The electron microscopy and local XSA established that non-metallic inclusions present in all batches of hot-rolled and cold-rolled steel, as a rule, have a complex composition, which corresponds to modern trends in the development of metallurgical technology [17]. Non-metallic inclusions are mainly of the following types:
– with an oxide core based on aluminum-magnesium spinel with or without calcium and a sulfide component based on manganese and/or calcium sulfides (in addition, there may be a cementite shell on the inclusion surface);
– with an oxide core based on calcium aluminates and the same sulfide component in the presence or absence of cementite;
– with an oxide core based on calcium and magnesium oxides with the presence or absence of the same sulfide component in the presence or absence of cementite;
– corundum (other oxide inclusions) with the same sulfide component in the presence or absence of cementite;
– inclusions based on calcium and manganese sulfides.
The case of the presence of all components can be illustrated by an example of a non-metallic inclusion recorded in the rolled products of batch 4 (Fig. 2).

Appearance and composition of the non-metallic inclusion of type 1 in the rolled products of batch 4.
As shown in Fig. 2, the inclusion represents an oxide core based on an aluminum-magnesium spinel with successive deposition of sulfides of calcium, manganese, and cementite on its surface. Another interesting case of rolled sulfide inclusions (segregations) of large sizes is presented in Fig. 3 on the example of rolled product of batch 5.

Appearance and composition of sulfide inclusions in the rolled products of batch 5.
The results of a detailed study of non-metallic inclusions and analysis of their characteristics and the metallurgical quality of steel can draw several important conclusions. The steels of the studied series of eight melts have a high content of non-metallic inclusions of the types of large sizes described above. Despite the relatively low sulfur content of 0.003%–0.007%, mainly in the axial zone of the rolled products, sulfide inclusions rolled
into lines and oxide–sulfide inclusions are recorded. This finding indicates the intensive development of segregation processes during the crystallization of steel and the occurrence of a significant concentration inhomogeneity of the metal, which is not eliminated during the subsequent heating of continuously cast billets for rolling. The presence of non-metallic inclusions of these types can lead to a significant decrease in fatigue and corrosion resistance and the cold resistance of rolled products [18]. Based on the results of many studies [13, 19], to improve the mechanical properties of cold-rolled products using an economical steel alloying system, the sulfur content should be maintained at the level of 0.010%–0.015%.
In accordance with the above circumstances, optimizing the steelmaking production technology in the direction of increasing the sulfur content and homogeneity of the metal composition and reducing the content and size of non-metallic inclusions seem expedient [20]. These methods are quite feasible using modern methods and techniques of ladle processing and continuous casting of steel [20]. Increasing the sulfur content, i.e., reducing the metal desulfurization level can reduce the steel production cost. However, by reasonably setting the manganese content, the parameters of heating and hot rolling of billets, even at a high sulfur content, and precipitates of manganese sulfide of a globular shape and submicron sizes can be obtained. Moreover, a significant additional increase in strength properties can be achieved due to the formation of a hardening phase during the deposition of cementite on the surface of precipitated particles [13, 17, 19]. The legitimacy of the conclusion is confirmed by the fact that the rolled metal of batches 3 and 6 is characterized by the presence of non-metallic inclusions of no more than a score of 1.5 according to the GOST 1778 standard.
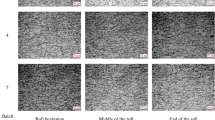
The results of the microstructure of the metal of hot-rolled products, shown on the example of batch 5 in Fig. 4, indicate that the metal is characterized by a very fine grain and uneven structure over the cross section. Near the hot-rolled steel surface, a finer grain than that in the axial zone was revealed. Moreover, for most of the studied batches of rolled products, the structural banding is characteristic at the surface and in the axial zone of the rolled products.

Microstructure of the rolled products of batch 5 (×400 magnification): (a) ― at the surface; (b) ― in the axial zone of rolling.
For the rolled products of batches 1 and 5, the estimation results of the grain size and banding of the ferrite–pearlite structure are presented in Table 3.
It follows from Table 3 that rolled stock of batch 5 is characterized by a finer grain compared to the metal of batch 1 and a pronounced banding of the ferrite–pearlite structure. A more uniform coarse-grained structure of the hot-rolled steel of batch 1 obtained a cold-rolled steel with a higher set of properties as compared to the steel of batch 5 (Table 1).
In general, all batches of rolled products are characterized by a small grain size, which indicates the predominant contribution of the grain-boundary hardening mechanism to the strength characteristics of steel and an insignificant degree of dispersion hardening.
Scanning electron microscopy and local XSA studies did not reveal the submicron carbide (carbonitride) precipitates of niobium and vanadium in the rolled stock. In the rolled batches 4 and 5, only the precipitates
of a much larger size, which mainly includes niobium, was recorded (Fig. 5). Apparently, at low temperatures of winding the strip into a roll (≈550°C), the formation of nanosized carbonitride precipitates of vanadium and niobium, which control the degree of precipitation hardening, cannot occur mainly due to the low diffusion mobility of the phase-forming elements.

Appearance and composition of carbonitride precipitates in batch 4.
Submicron segregations of manganese sulfide were recorded only in the rolled products of batch 6 (Fig. 6). Hence, the effective mechanism of hardening as a result of the deposition of cementite on the surface of such precipitates [13, 19] is not implemented.

Appearance and composition of manganese sulfide precipitates in the rolled products of batch 6.
The testing results of the mechanical properties of batches of hot-rolled steel are presented in Table 4.
Processing Parameters: All Elements Analyzed (Normalized)
Table 4 shows that the values of the yield strength and ultimate strength of the hot-rolled steel significantly exceed the required indicators for the cold-rolled steel of the 340 MPa strength class (Table 1), which makes it difficult and expensive to manufacture it. The highest values of the strength properties are typical for the rolled products of batches 5 and 6, and the lowest are typical for the rolled products of batches 1, 7, and 8. Essentially, the strength characteristics are higher, and the relative elongation is lower for the rolled products at the beginning
of the strip as compared to those at the end. The testing results of the mechanical properties of the rolled products on the longitudinal samples are presented in Table 5.
Based on the data comparison in Tables 4 and 5, the strength characteristics obtained on the longitudinal samples are naturally somewhat lower than those on the transverse ones, and the relative elongation, on the contrary, is somewhat higher. Meanwhile, based on the testing results of the transverse samples, the yield strength and ultimate strength of the rolled products at the beginning of the strip are somewhat higher than those at its end. This is due to a decrease in the rolling temperature along the length of the strip and is consistent with the statistical regularity established during the data array processing on the current production of the cold-rolled steel grade HC340LA (Fig. 7).

Dependence of the mechanical properties of the hot-rolled product on the temperature of the end of rolling (T12 is the temperature behind the stand 12): (a) ― yield strength; (b) ― ultimate strength; (c) ― relative elongation.
Based on the analysis results of the characteristics of non-metallic inclusions in the studied batches of hot-rolled products, for their production, continuous cast billets were used. During their production, segregation processes were intensively performed, which led to the enrichment of the axial zone with the components present in the steel composition. However, during hot rolling, an inhomogeneous finely dispersed structure was formed with a much smaller grain size near the surface of the rolled product. To clarify this circumstance, we used the results of recent studies [21, 22]. They show that by controlling the processes of the carbide formation and carbonitride precipitates of microalloying elements during hot rolling, the microstructure can not only be effectively dispersed. Moreover, the properties of steel can be increased, and the uniformity of the composition, structure, and properties can be significantly increased according to the metal volume. Due to the cooling of the rolled products from the surface during hot rolling, in this area, conditions for the formation of new phase precipitates are formed. This condition stimulates the reverse redistribution of phase-forming elements from the axial zone to the surface of the rolled product and a change in the composition, structure, and properties of the metal along the cross section of the rolled product.
The results of previous studies [8, 21, 22] showed that the main precipitation phase in the commonly used hot-rolling temperature range of 800°C–1200°C is niobium carbide (carbonitride), and the key technological parameter that controls the phenomenon course is the beginning temperature of the rolling in the finishing group of stands Tnchk. At an optimally chosen concentration of niobium, the release of Nb (CN) starts at temperatures of 1130°C–1250°C, and that by the beginning of rolling in the finishing group of stands Tnchk is 950°C–1050°C. In the case of reaching a thermodynamic equilibrium, the predominant share of the considered phases should be noticeable. Therefore, at high values of Tnchk of 1010°C–1050°C, a sufficiently high thermodynamic stimulus for the formation of Nb(CN) precipitates exists, while maintaining a high diffusion mobility of phase-forming atoms, primarily carbon and nitrogen. Based on the redistribution result, the surface layers of rolled products are enriched in carbon, N, Nb, and, possibly, other elements with the formation of a much finer structure. The resulting inhomogeneous structure along the cross section of rolled products decreases its plasticity (relative elongation).
With low values of Tnchk, i.e., 950°C–980°C, the accelerated cooling of the metal leads to a decrease in the amount of Nb(CN) precipitates formed and, accordingly, the thermodynamic stimulus for the redistribution of carbon and other elements. In addition, a low diffusive mobility of atoms corresponds to a low temperature. Accordingly, a decrease in Tnchk leads to a decrease in the intensity of carbon redistribution to the rolled surface. Hence, its concentration registered near the surface corresponds to or even somewhat lower than in the axial zone of the rolled product. In this case, the formation of a uniform fine-grained structure along the cross section and, accordingly, an improvement in the mechanical properties of rolled products are noted.
During the production of all the investigated batches of rolled products, Tnchk was too high. Accordingly, this condition led to a significantly finer-grained structure near the surface as compared to that produced in the axial zone of the rolled product. This result is most pronounced in the case of batches of rolled products 1 and 7, the production of which is associated with the highest temperature for the end of rolling and, accordingly, Tnchk. As a result, the lowest values of relative elongation (less than 21%) were obtained. For the other batches of rolled products with low Tnchk values, high relative elongation values were obtained. A further decrease in Tnchk during rolling should lead to an improvement in the structure uniformity over the cross section and an improvement in mechanical properties. This can serve as an additional reserve for reducing costs, mainly as a result of a decrease in temperature and duration of recrystallization annealing of rolled products in bell furnaces.
CONCLUSIONS
In this study, the metallurgical quality of steel was examined. The results show that the structural state and mechanical properties of hot-rolled steel used for the production of cold-rolled steel of the 340 MPa strength class, annealed in bell furnaces, expediency of optimizing the steelmaking production technology in the direction of increasing the level of sulfur content, uniformity of the composition of steel, and reduction of the content and size of non-metallic inclusions were established. This can be implemented using modern methods for controlling the formation and evolution processes of non-metallic inclusions. An increase in the sulfur content will result in the formation of complex submicron MnS precipitates with the deposition of cementite on the surface, stimulating the steel hardening, and in a decrease in the required level of metal desulfurization, associated with a decrease in the cost of cold-rolled steel production.
For all the studied batches of rolled products, a very small grain size is typical. This condition indicates the predominance of the contribution of the grain-boundary hardening mechanism and an insignificant degree of precipitation hardening in the formation of the strength properties of steel. To obtain a harmonious combination of different hardening mechanisms, the composition of steels investigated toward an economical alloying system should be adjusted to exclude microalloying with vanadium.
The obtained values of the strength properties of all batches of hot-rolled steel are significantly higher than the required values for the cold-rolled steel of the 340 MPa strength class, which makes its production difficult and expensive.
Based on the physical and chemical research results and process modeling during the hot rolling of steel, the formation of an inhomogeneous structure of the studied batches of hot-rolled products from complex Nb–V microalloyed steels is attributed to the use of very high temperatures at the beginning of rolling in the finishing group of stands Tnchk. A decrease in Tnchk during rolling will improve the homogeny of the metal structure over the cross section and the mechanical properties of hot-rolled steel. This condition is a reserve for reducing the production cost of cold-rolled steel, particularly due to a decrease in the temperature and duration of the recrystallization annealing of rolled products in bell-type furnaces.
References
E. Kh. Shakhpazov, A. I. Zaitsev, I. G. Rodionova, and G. V. Semernin, “Key directions of development of metallurgical technology to meet the growing requirements for steel quality,” Elektrometallurgiya, No. 2, 2–12 (2011).
C. I. Garcia, M. Hua, K. Cho, and A. J. DeArdo, “On the strength of microalloyed steels. An interpretive review,” La Metallurgia Italiana, No. 11-12, 35–42 (2009).
A. J. DeArdo, Microalloyed Steels: Past, Present and Future, in book HSLA Steels 2015, Microalloying 2015 & Offshore Engineering Steels 2015, Conf. Proc. 17–32; DOI: https://doi.org/10.1002/9781119223399.ch2.
F. Liu, J. Wang, Y. Liu, R. D. K. Misra, and C. Liu, “Effects of Nb and V on microstructural evolution precipitation behavior and tensile properties in hot-rolled Mo-bearing Steel,” J. Iron Steel Res. Int., 23, No. 6, 559–565 (2016).
H. Mohrbacher, “Reverse metallurgical engineering towards sustainable manufacturing of vehicles using Nb and Mo alloyed high performance steels,” Adv. Manuf., 1, 28–41 (2013).
C. Ledermueller, H. Li, and S. Priming, “Engineering hierarchical microstructures via advanced thermo-mechanical processing of a modern HSLA steel,” Metall. Mater. Trans. A, 49, No. 12, 6337–6350 (2018).
F. Z. Bu, X. M. Wang, S. W. Yang, C. J. Shang, and R. D. K. Misra, “Contribution of interphase precipitation on yield strength in thermomechanically simulated Ti–Nb and Ti–Nb–Mo microalloyed steels,” Mater. Sci. Eng. A, 620, 22–29 (2014).
A. J. DeArdo, “Niobium in modern steels,” Int. Mater. Rev, 48, No. 6, 371–402 (2003).
J. J. Jonas and I. Weiss, “Effect of precipitation on recrystallization in microalloyed steels,” Metal Sci., 13, No. 3-4, 238–245 (2013).
A. J. DeArdo, M. Hua, and C. I. Garcia, Basic Metallurgy of Modern Niobium Steels: Int. Symp. of Niobium Microalloyed Sheet Steel for Automotive Applications, ed. by S. Hashimoto, S. Jansto, H. Mohrbacher, and F. Sicilioano, TMS, 499–549 (2006).
Y. Shao, C. Liu, Z. Yan, H. Li, and Y. Liu, “Formation mechanism and control methods of acicular ferrite in HSLA steels: A rev.,” J. Mater. Sci. Technol., 34, 737–744 (2018).
L. Sanz, B. Pereda, and B. Lopez, “Effect of thermomechanical treatment and coiling temperature on the strengthening mechanisms of low carbon steels microalloyed with Nb,” Mater. Sci. Eng. A, 685, 377–390 (2017).
I. G. Rodionova, A. I. Zaitsev, N. G. Shaposhnikov, I. N. Chirkina, A. M. Pokrovsky, A. A. Nemtinov, P. A. Mishnev, and V. V. Kuznetsov, “Influence of the chemical composition and production parameters on the formation of a nanostructured component and a complex of properties of high-strength low-alloy structural steels,” Metallurg, No. 6, 33–39 (2010).
Z. Liu, R. O. Olivares, Y. Lei, C. I. Garcia, and G. Wang, “Microstructural characterization and recrystallization kinetics modeling of annealing cold-rolled vanadium microalloyed HSLA steels,” J. Alloys Compd., 679, 293–301 (2016).
I. Kapoor, Y. Lan, A. Rijkenberg, G. West, Z. Li, and V. Janik, “Correlative analysis of interaction between recrystallization and precipitation during sub-critical annealing of cold-rolled low-carbon V and Ti–V bearing microalloyed steels,” Mater. Sci. Eng. A, 785 (2020), 139381; DOI https://doi.org/10.1016/j.msea.2020.139381.
E. Kh. Shakhpazov, A. I. Zaitsev, A. A. Nemtinov, S. D. Zinchenko, I. G. Rodionova, and S. V. Efimov, “Modern trends in the development of ladle metallurgy and the problem of non-metallic inclusions in steel,” Metally, No. 1, 3–13 (2007).
A. I. Zaitsev, A. V. Koldaev, N. A. Arutyunyan, N. G. Shaposhnikov, and S. F. Dunaev, “Complex nonmetallic inclusions formed in billets heated for rolling and characteristics of structural steels,” Met. Sci. Heat Treat., 58, No. 11, 697–703 (2017).
A. I. Zaitsev, V. S. Kraposhin, I. G. Rodionova, G. V. Semernin, and A. S. Talis, Complex Non-Metallic Inclusions and Properties of Steel [in Russian], Metallurgizdat, Moscow (2015).
I. N. Chirkina, Improvement of Properties of Cold-Rolled High-Strength Low-Alloy Steels by Controlling Structure Formation During Recrystallization Annealing in Bell-Type Furnaces: Thesis Research of PhD in Technical Sciences, TsNIIchermet im. I. P. Bardina, Moscow (2014).
A. I. Zaitsev, “Prospective directions for development of metallurgy and materials science of steel,” Pure Appl. Chem., 89, No. 10, 1553–1565 (2017).
A. I. Zaitsev, A. V. Koldaev, N. A. Karamysheva, and I. G. Rodionova, “Mechanisms for improving the chemical and structural homogeneity of hot-rolled products for products obtained by hot stamping,” Metallurg, No. 11, 83–92 (2015).
A. I. Zaitsev, I. G. Rodionova, A. V. Koldaev, N. A. Arutyunyan, and S. F. Dunaev, “Investigation of the conditions for improving the chemical and structural homogeneity of hot-rolled ferritic steels,” Metallurg, No. 10, 19–27 (2020).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 66, No. 3, pp. 13–21, March, 2022. Russian DOI: https://doi.org/10.52351/00260827_2022_03_13.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zaytsev, A.I., Dagman, A.I., Stepanov, A.B. et al. Creation of an Effective Technology for the Production of Cold-Rolled High-Strength Low-Alloy Steels with High and Stable Properties. Part 1. Hot-rolled Products. Metallurgist 66, 243–254 (2022). https://doi.org/10.1007/s11015-022-01323-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-022-01323-0