
Abstract
The replacement of plastic materials derived from petroleum derivatives by highly biodegradable materials has been pursued to counteract the global environmental damage caused by their accumulated landfilling. In this sense, the feasibility of a soy protein isolate (SPI) to obtain processed materials has been extensively documented. In the present study, the characterization of injection moulded soy protein-based materials with different SPI/glycerol ratios (50/50, 55/45 and 60/40) has been carried out for different processing conditions of pressure (250, 500, 1000 bar) and temperature (80, 100, 120 °C). This characterization was performed in terms of their viscoelastic and tensile properties, water uptake capacity and soluble mater loss. An increase on the mechanical and viscoelastic properties was denoted when the protein content was higher, which could be related to an enhancement of interactions due to a greater proximity between chains. Similar effects were observed when the injection pressure was increased, eventually achieving a remarkable elongation at break value of 2, 7500% when processed at 1000 bar. Moreover, mould temperature was detected to be the most influential parameter on their water uptake capacity, resulting in a hindering of these parameter as higher temperatures were used. The effect of pressure on water uptake of these materials was opposite and milder to that found for temperature.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Nowadays, the consumption habits of the population of developed countries are highly demanding with the existent natural resources and the environment. Actually, some studies predict an upcoming resource depletion for several elements [1,2,3], which indeed increases the interest on this topic. Thus, the optimization in the use of these non-renewable sources and the reduction of pollutant emissions is being investigated [3,4,5,6]. An interesting alternative profusely studied has been the search of environmentally-friendly materials with a low environmental footprint [7,8,9,10]. The possibility to obtain these materials from industrial bio-wastes or by-products of low economic value can still make more appealing this strategy. On these terms, food industry by-products, such as polysaccharides [6, 11, 12] or proteins [13,14,15,16,17,18,19,20], have been extensively used as inexpensive raw materials in the obtainment of different biodegradable products [21, 22]. Proteins are composed by 20 different amino acids linked by peptide bonds that may be arranged in four different levels of structuration. As a wide variety of amino acid combinations is possible, several proteins with different functional groups and properties are found in the nature. For instance, soy protein has been reported to be rich in polar aspartic and glutamic acid residues [23, 24], consequently resulting in a good interaction with water, which has been well used in the development of soy protein-based superabsorbent materials [25, 26]. Soy protein is a by-product of the soybean oil industry whose principal producers are China and the United States [27]. It is mainly composed by Glycinin-11S and β-conglicnin-7S proteins, and commonly requires the presence of a plasticizer to improve the processability of the material [16, 25]. These materials have been widely studied for different applications, such as packaging film [28,29,30], superabsorbent materials [16, 25, 31], or for the release of nutrients in horticulture [32].
Injection moulding is a processing technique extensively employed for the manufacture of biodegradable plastics [25, 33, 34]. It is a two-step strategy as firstly a mixing stage is required to mix the raw materials (e.g., polymer, additives) to subsequently, inject the homogeneous blend obtained into a mould through the nozzle [25, 35]. As it has been highlighted in previous studies, the control of the processing conditions in the manufacture is rather important to modulate the final properties of injected materials [8, 17, 23, 25]. Processing variables like pressure or temperature may also impact significantly on the morphologies formed along processing, affecting considerably the performance properties of the moulded material [36].
The present work aims to study the alterations experienced in the properties of soy protein-based materials when specific formulation (i.e., protein/glycerol ratio) and processing parameters, such as injection pressure and temperature, were modified. The viscoelastic and mechanical properties were evaluated through rheological, tensile and water uptake capacity tests.
Materials and Methods
Materials and Sample Preparation
Materials
Soy Protein Isolate (SPI) used (SUPRO 500E (Dupont, USA)) was provided by PROANDA S.A (Spain). This protein source contained 6% of moisture, 1.0% of lipid and 5.0% of ash. Its protein content was determined through a LECO CHNS-932 nitrogen microanalyzer (Leco Corporation, St. Joseph, MI, USA) and was approximately 91.8%. The procedure was carried out by quadruplicate and multiplying the detected Nitrogen content by a Kjeldahl factor of 6.25. To improve the processability of SPI, Pharma grade glycerol (Gly) was used as a plasticizer as provided by Panreac Química S.A. (Spain).
Sample Preparation
Mixing
This first step permitted to obtain homogeneous blends by intensively mixing the main raw materials (SPI and Gly) in a two-blade batch mixer rheometer Haake Polylab QC (ThermoHaake, Germany), during 10 min with a rotor speed of 50 rpm and at room temperature. Different ratios SPI/Gly were used in this stage: 50/50, 55/45 and 60/40.
Injection Moulding
The injection moulding process was performed in a miniJet Piston Injection Moulding System (ThermoHaake, Germany): the blend previously obtained was placed in a cylindrical barrel at 80 °C and then forced by a plunger to flow through a nozzle into the cavities of a mould at a certain mould temperature (Tm). Therefore, plastic samples were shaped using a specific injection pressure value (Pinj) for 20 s. Finally, a holding stage was carried out using a pressure of 200 bar during 300 s. Different pressure (Pinj: 250, 500, 1000 bar) and temperature values (Tm: 80, 100, 120 °C) were studied.
Methods
Linear Viscoelastic Properties
A RSA3 rheometer (TA Instruments, USA) was used to perform the viscoelastic characterization of both SPI/Gly blends and bioplastics. Strain sweep tests at 1 Hz were previously performed for both blends and bioplastics in order to identify the linear viscoelastic region (LVR).
Viscoelastic properties of blends obtained after mixing were studied through dynamic mechanical thermal analysis (DMTA) in compression mode, using an 8 mm cylindrical geometry. Temperature sweep tests were performed from 0 to 130 °C using a heating range of 3 °C/min, and using a constant frequency of 1 Hz and a strain within the linear viscoelastic range.
On the other hand, SPI-based rectangular plastic samples (60 × 10 × 10 mm3) were studied in bending mode, using a dual cantilever geometry (42 mm). The temperature sweep tests were carried out from − 25 to 125 °C at a heating ratio of 3 °C/min, and employing a frequency of 1 Hz and a strain within the LVR.
Tensile Properties
Uniaxial tensile tests were performed using dumbbell shaped probes in a 10 kN Electromechanical Testing System (MTS, USA) until material failure. The material was submitted to an extensional rate of 5 mm/min at room temperature. From the results of these tests, different mechanical properties were estimated, such as Young’s modulus (E), ultimate tensile strength (σmax) and elongation at fracture (εf).
Water Uptake Capacity
The Water Uptake Capacity (WUC) of samples were obtained according to a methodology previously used [26, 34]. This assay consisted in a three-step procedure: first, the plastic samples were dried in an oven at 50 °C until constant weight (w1); then, dehydrated samples were immersed in distilled water for 24 h (w2); and finally, the swollen samples were placed again in the oven (50 °C) until constant weight (w3). WUC and Soluble Matter loss (SML) may be determined as expressed in the following equations:
Statistical Analysis
Measurements were executed at least by triplicate. Uncertainty was represented as standard deviations being plotted as bars for every parameter. In the case of tensile tests, at least six replicates were made.
Results and Discussions
Injection moulding has been a common processing technique that permits the batch production of several identical plastic items from either thermoplastic or thermosets petrochemical polymers. Thermoplastic polymers, such as polyethylene (PE), require a cylinder temperature relatively high to soften the polymer and ease the flow onto the mould (PE, 160–280 °C) and then a lower mould temperature to harden the material once it has acquired the desired shape (PE, 20–70 °C). Thermosets, like phenolic resins (PF), on the other hand, require higher mould temperatures (PF, 145–175 °C) to set the synthetic resin in the mould by crosslinking, as opposed to the commented thermoplastic freezing (physical process). These thermoset materials need a lower cylinder temperature (PF, 45–90 °C) to avoid the chemical setting before the materials gets into the mould cavity [37]. The present manuscript is focused on the characterization of bioplastic probes developed from a natural source, which is a protein-rich waste from the soy oil industry. It should be highlighted that it has been necessary to modulate the processing conditions to produce adequate samples. In this case, soy protein-based bioplastics were injection moulded using a relatively low cylinder temperature (i.e., 80 °C) and higher mould temperatures (i.e., 80, 100, 120 °C). Some publications obtained protein-based bioplastics even using lower temperatures, which would result in a greater economic process efficiency [8, 23, 38].
Influence of the Formulation
Viscoelastic Characterization of the Blends
Dynamic temperature sweep tests were performed for the homogeneous blends obtained from the mixing stage for different SPI/Gly ratios (Fig. 1). Regarding these results, a predominantly elastic behaviour could be distinguished for all studied samples, as denoted by the noticeably higher values obtained for the storage modulus (E′) compared to those of the viscous modulus (E″). Therefore, a loss tangent (tan δ = E′/E″) below the unity could always be distinguished. This trend is observed along the whole temperature ramp test, not detecting any cross point between the viscoelastic moduli as in previous studies [7, 26]. Moreover, a thermoplastic behaviour defined by a continuous decrease in both viscoelastic moduli as the temperature increased could be observed. This should be associated to a greater mobility of protein chains due to the effect of the temperature on the intermolecular interactions [35]. The especially remarkable softening (around one order of magnitude) observed in the range of temperatures between temperatures of 60 and 75 °C is due to the glass transition between the glassy and the rubbery plateau typically found for amorphous polymers. A representative glass transition temperature, Tg, is frequently defined by the maximum tan δ value [26], and can help to select the temperature in the cylindrical barrel where blend is softened prior injection, as a temperature equal or higher than Tg is highly recommended due to the enhanced flow of the system [23]. In this certain case, the Tg values presented by samples were approximately located at 66.7, 69.8 and 70.2 °C for 50/50, 55/45 and 60/40 blends, respectively.

Evolution of the Storage modulus (E′) and loss modulus (E″) with the temperature (3 °C, 1 Hz) for the blends obtained with different SPI/Gly ratios (50/50, 55/45, 60/40)
It may also be observed in Fig. 1 that as the amount of plasticizer added in the formulation increased, both moduli values decreased due to the relaxation of the protein–protein interactions and the increase of the mobility of the polymeric chains [8]. Accordingly, the Tg was slightly higher when the quantity of glycerol decreased.
Viscoelastic Characterization of the Plastics
The response displayed by the bioplastic when they were submitted to DMTA tests (Fig. 2) showed a thermoplastic behavior, similar than the previously commented for the blends. However, the values detected for E′ and E″ are higher than those previously observed for the corresponding blends, which would confirm the strengthening achieved during the injection process. As expected, all injection moulded samples displayed higher values for E′ than for E′ in all the temperature range considered, due to the solid-like behavior of these materials that do not reach any melting point [7, 23], as may be detected for a synthetic polymer like low density PE (LDPE) [39]. From these DMTA results, a Tg value could be estimated (around 54 °C), being somehow lower than those detected for the corresponding blends, which might be explained by the greater plasticization achieved at the injection moulding processing conditions (Tm: 120 °C; Pinj: 200 bar). On the other hand, it is noteworthy the fact that samples with a higher SPI content (SPI/Gly 55/45 or 60/40) displayed quite similar E′ and E″ values and evolution, while the system with a greater content in plasticizer (SPI/Gly 50/50) presented much lower E′ and E″ values. This certainly clarifies the effect of glycerol as plasticizer as it hinders the formation of interactions between polymeric chains [8].

Evolution of the Storage modulus (E′) and loss modulus (E″) with the temperature (3 °C, 1 Hz) for the injected bioplastics (p: 200 bar, Tcyl: 80 °C, Tmol:120 °C) with different SPI/Gly ratios (50/50, 55/45, 60/40)
Tensile Properties of the Plastics
The effect of the plasticizer content on the tensile properties affects apparently the strain–stress curves of plastics, as may be observed for the different SPI/Gly ratios (Fig. 3a), as well as in the evolution of the typical mechanical properties (Fig. 3b).

Strain–Stress curves (1 mm/s) (a) and mechanical parameters (E, σmax, εf) (b) of the injected bioplastics (p: 200 bar, Tcyl: 80 ºC, Tm:120 °C) with different SPI/Gly ratios (50/50, 55/45, 60/40)
In general terms, the stress–strain curves were qualitatively similar, independently of the glycerol content, displaying a similar shape: an initial elastic deformation depicted by a linear dependence between the stress applied (σ) and the strain experienced by the material (ε). Young’s modulus (E) can be estimated from the slope of this first region, that at some point is followed by a decrease in the slope when the elastic limit has been overpassed and then plastic deformation starts. Eventually, the material suffers fracture at σmax and εf.
Figure 3b shows the evolution of E, σmax and εf as the SPI/Gly ratio increased. The lower the glycerol content in the SPI-based plastic, the higher stiffness and strength of the material, as denoted by the upward evolution of both E and σmax. However, the opposite trend can be found for εf when plastic samples contained higher quantities of protein, although not significantly. A similar evolution has been also reported for different proteins in previous studies, being related to the promotion of the mobility of the polypeptide chains by the greater presence of the plasticizer [8, 17, 40, 41]. It is worth mentioning that, as it was observed for the viscoelastic properties, significant differences only occurred when the SPI/Gly ratio increased from 50/50 a 55/45, while no significant differences were detected when increasing further. E values here obtained are lower than those typically found for LDPE, but with a greater a deformability [39].
Water Uptake Capacity
The evolution of the water uptake capacity (WUC) after 24 h in water immersion for SPI-based plastics with different ratios of SPI/Gly are observed in Fig. 4. In spite of the differences already observed for the viscoelastic and tensile properties when SPI/Gly increased from 50/50 to 55/45, the WUC values did not present initially any significant evolution with the plasticizer content. However, a decreasing trend of WUC values was observed when increased from 55/45 to 60/40. A similar evolution was observed for the soluble matter loss (SML) that was the lowest (~ 40%) when the amount of protein used for the formulation was the highest (60%). The fact that SML for this samples matched the amount of plasticizer infers that glycerol is lost during immersion, as has been reported previously for analogous systems [8, 42]. Nevertheless, the WUC results obtained in the present study for 50/50 and 55/45 systems are similar to each other (\(\sim\) 45%) and lower than the glycerol content in case of the 50/50 system. Generally, SML values obtained are much lower than those reported in previous studies on SPI-based [7, 25], which may be explained by the lower processing temperatures employed in those studies, that resulted in WUC higher than 1,000%. In the present study, the strengthening of the structure due to the higher injection moulding temperatures hindered the swelling during immersion and the protein solubilisation.

Water Uptake Capacity of the injected bioplastics (p: 200 bar, Tcyl: 80 °C, Tmol:120 °C) with different SPI/Gly ratios (50/50, 55/45, 60/40)
Influence of the Injection Pressure in Soy Protein-Based Plastics
Viscoelastic Characterization of the Plastics
Processing parameters have proven to be crucial for the final characteristic of the materials obtained through injection moulding, being most of the studies focused on the temperature [8, 17, 25]. In the present manuscript, the effect of modifying the pressure during the injection moulding process on the viscoelastic properties of the SPI-based plastics with a SPI/Gly ratio of 50/50 was studied (Fig. 5).

Evolution of the Storage modulus (E′) and loss modulus (E″) with the frequency through bending test for the injected SPI/Gly (50/50) bioplastics (Tcyl: 80 °C, Tmol:120 °C) at different pressures (250, 500 and 1000 bar)
All systems displayed a predominantly elastic behaviour for the whole frequency range, with a qualitatively similar viscoelastic response mostly independent of frequency. Moreover, an apparent rise in both E′ and E″ could be perceived when the injection pressure was increased from 250 to 1000 bar. Previously, a similar dependence on pressure in was observed for plastic materials based on pea protein [17].
Tensile Properties of the Plastics
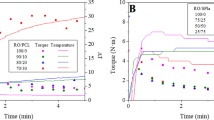
Tensile assays until break were carried out in order to observe the influence of the injection pressure on the mechanical properties of SPI-based plastics (Fig. 6). All samples displayed a stress–strain curve similar to that described before, independently of the pressure applied. As the pressure increased, the εf increased remarkably, reaching a value at 1000 bar almost three times that found at 250 bar. This could be related to the fact that when pressure was increased, the amount of material introduced in the mould cavity was higher, forcing the proximity between the protein chains and finally leading to more interactions between them. A certain number of interactions can promote an elastomeric behaviour, and samples can deform to a great extent before being torn apart. Regarding the σmax values obtained, it could be concluded that a slight increase was also observed at the highest injection pressure (1000 bar). Similarly, a tendency onto greater E is observed as pressure increased. However, no significant differences could be perceived when observing the data dispersion for E (Fig. 6b), as has been commented before for soy and pea protein-based systems [17, 26]. The study of injection pressure on protein based-plastic materials is scarce, but it might be compared to the effect exerted by pressure in compression moulded samples, which has been more extensively studied [43, 44]. Mo et al. [43] found an increase in all the mechanical parameters for compression moulded SPI-based materials when pressure increased up to 100 bar, remaining constant from then on, or even decreasing in the case of E. Thus, the processing technique plays an important role on the effect of the conditions employed (e.g., pressure).

Strain–Stress curves (1 mm/s) (a) and mechanical parameters (E, σmax, εf) (b) of the injected (Tcyl: 80 °C, Tmol:120 °C) SPI/Gly (50/50) bioplastics at different pressures (250, 500 and 1000 bar)
Water Uptake
A slight increase in WUC values could be observed with the rise of pressure (Fig. 7). Thus, WUC of the SPI-based materials increased from 230 to approximately 270% as injection pressure increased from 250 to 1000 bar [17]. On the other hand, SML remained practically constant for the different pressures used, being always around 50%, which corresponds to the quantity of glycerol employed in the formulation of plastics (SPI/Gly: 50/50) [26]. While the effect of the temperature on the WUC for protein-based plastics is clear and has been extensively reported, generally indicating a noticeable drop in the water absorption when samples are processed at higher temperatures [8, 25], the study of effect of pressure is scarce. Temperature effect has been explained on basis of thermal crosslinking which promote the formation of a reinforced structure, hindering the swelling during the water immersion, and consequently, reducing the WUC. However, pressure is not expected to directly result in crosslinking, although the greater proximity between chains produced may indirectly reinforce the material. Physical and chemical crosslinking affects differently to the materials, which would explain the different effect on WUC [19]. It might be plausible that the greater WUC at higher pressures could be due to a slightly greater amount of the hydrophilic protein packed in the cavity (Fig. 7).

Water Uptake Capacity of the injected (Tcyl: 80 °C, Tmol: 120 °C) SPI/Gly (50/50) bioplastics at different pressures (250, 500 and 1000 bar)
Concluding remarks
The properties of soy protein-based blends and injection moulded plastics has proven to be enormously affected by both the formulation and the processing conditions. All the blends showed similar viscoelastic performances, with a continuous softening along heating, and displaying a similar glass transition temperature (~ 67 °C), independently of the plasticizer content. However, when the protein content increased to 60% the viscoelastic moduli increased due to the lower volume between chains at lower glycerol contents. Likewise, thermoplastic bioplastic samples displayed higher mechanical properties as the protein content increased, as Young’s modulus and the maximum stress increased, maintaining the strain at break fairly constant. Otherwise, water uptake was increased when the protein content was 60%.
The higher the pressure employed to inject the plastics, the greater the enhancement of the viscoelastic and mechanical properties, even promoting a slight increase in the quantity of water that the material could retain after water immersion, which is the opposite effect to that commonly observed for temperature.
Data Availability
The processed data necessary to reproduce these results should be required to the corresponding author who could supply them.
References
Hussain J, Khan A, Zhou K (2020) The impact of natural resource depletion on energy use and CO2 emission in Belt & Road Initiative countries: a cross-country analysis. Energy 199:117409. https://doi.org/10.1016/j.energy.2020.117409
Kumar VV, Hoadley A, Shastri Y (2019) Dynamic impact assessment of resource depletion: a case study of natural gas in New Zealand. Sustain Prod Consum 18:165–178. https://doi.org/10.1016/j.spc.2019.01.002
Meys R, Frick F, Westhues S, Sternberg A, Klankermayer J, Bardow A (2020) Towards a circular economy for plastic packaging wastes—the environmental potential of chemical recycling. Resour Conserv Recycl 162:105010. https://doi.org/10.1016/j.resconrec.2020.105010
Mejame PPM, Jung D-Y, Lee H, Lee DS, Lim S-R (2020) Effect of technological developments for smartphone lithium battery on metal-derived resource depletion and toxicity potentials. Resour Conserv Recycl 158:104797. https://doi.org/10.1016/j.resconrec.2020.104797
Bhola V, Swalaha F, RanjithKumar R, Singh M, Bux F (2014) Overview of the potential of microalgae for CO2 sequestration. Int J Environ Sci Technol 11(7):2103–2118. https://doi.org/10.1007/s13762-013-0487-6
Tsang YF et al (2019) Production of bioplastic through food waste valorization. Environ Int 127:625–644. https://doi.org/10.1016/J.ENVINT.2019.03.076
Fernández-Espada L, Bengoechea C, Cordobés F, Guerrero A (2016) Protein/glycerol blends and injection-molded bioplastic matrices: soybean versus egg albumen. J Appl Polym Sci. https://doi.org/10.1002/app.42980
Álvarez-Castillo E, Bengoechea C, Rodríguez N, Guerrero A (2019) Development of green superabsorbent materials from a by-product of the meat industry. J Clean Prod 223:651–661. https://doi.org/10.1016/j.jclepro.2019.03.055
Félix M et al (2014) Development of albumen/soy biobased plastic materials processed by injection molding. J Food Eng 125:7–16. https://doi.org/10.1016/j.jfoodeng.2013.10.018
Thiruchelvi R, Das A, Sikdar E (2020) Bioplastics as better alternative to petro plastic. Mater Today Proc. https://doi.org/10.1016/j.matpr.2020.07.176
Gadhave RV, Das A, Mahanwar PA, Gadekar PT (2018) Starch based bio-plastics: the future of sustainable packaging. Open J Polym Chem 08(02):21–33. https://doi.org/10.4236/ojpchem.2018.82003
Garavand F, Rouhi M, Razavi SH, Cacciotti I, Mohammadi R (2017) Improving the integrity of natural biopolymer films used in food packaging by crosslinking approach: a review. Int J Biol Macromol 104:687–707. https://doi.org/10.1016/j.ijbiomac.2017.06.093
Capezza AJ, Newson WR, Olsson RT, Hedenqvist MS, Johansson E (2019) Advances in the use of protein-based materials: toward sustainable naturally sourced absorbent materials. ACS Sustain Chem Eng 7(5):4532–4547. https://doi.org/10.1021/acssuschemeng.8b05400
Das O et al (2019) An all-gluten biocomposite: comparisons with carbon black and pine char composites. Compos Part A Appl Sci Manuf. https://doi.org/10.1016/j.compositesa.2019.02.015
Capezza AJ et al (2019) Novel sustainable superabsorbents: a one-pot method for functionalization of side-stream potato proteins. ACS Sustain Chem Eng 7(21):17845–17854. https://doi.org/10.1021/acssuschemeng.9b04352
Cuadri AA, Bengoechea C, Romero A, Guerrero A (2016) A natural-based polymeric hydrogel based on functionalized soy protein. Eur Polym J 85:164–174. https://doi.org/10.1016/j.eurpolymj.2016.10.026
Perez-Puyana V, Felix M, Romero A, Guerrero A (2016) Effect of the injection moulding processing conditions on the development of pea protein-based bioplastics. J Appl Polym Sci. https://doi.org/10.1002/app.43306
Kwak HW, Lee H, Park S, Lee ME, Jin H-J (2020) Chemical and physical reinforcement of hydrophilic gelatin film with di-aldehyde nanocellulose. Int J Biol Macromol 146:332–342. https://doi.org/10.1016/j.ijbiomac.2019.12.254
Álvarez-Castillo E, Bengoechea C, Guerrero A (2020) Effect of pH on the properties of porcine plasma-based superabsorbent materials. Polym Test 85:106453. https://doi.org/10.1016/j.polymertesting.2020.106453
Félix M, Lucio-Villegas A, Romero A, Guerrero A (2016) Development of rice protein bio-based plastic materials processed by injection molding. Ind Crops Prod 79:152–159. https://doi.org/10.1016/j.indcrop.2015.11.028
Ali A, Ahmed S (2018) Recent advances in edible polymer based hydrogels as a sustainable alternative to conventional polymers. J Agric Food Chem. https://doi.org/10.1021/acs.jafc.8b01052
Bashari A, Rouhani Shirvan A, Shakeri M (2018) Cellulose-based hydrogels for personal care products. Polym Adv Technol. https://doi.org/10.1002/pat.4290
Fernández-Espada L, Bengoechea C, Sandía JAA, Cordobés F, Guerrero A (2019) Development of novel soy-protein-based superabsorbent matrixes through the addition of salts. J Appl Polym Sci 136(5):47012. https://doi.org/10.1002/app.47012
Cuadri AAA, Romero A, Bengoechea C, Guerrero A (2018) The effect of carboxyl group content on water uptake capacity and tensile properties of functionalized soy protein-based superabsorbent plastics. J Polym Environ 26(7):2934–2944. https://doi.org/10.1007/s10924-018-1183-x
Álvarez-Castillo E et al (2018) Optimization of a thermal process for the production of superabsorbent materials based on a soy protein isolate. Ind Crops Prod 125(May):573–581. https://doi.org/10.1016/j.indcrop.2018.09.051
Fernández-Espada L, Bengoechea C, Cordobés F, Guerrero A (2016) Thermomechanical properties and water uptake capacity of soy protein-based bioplastics processed by injection molding. J Appl Polym Sci 133(24):1–10. https://doi.org/10.1002/app.43524
Yamada M, Morimitsu S, Hosono E, Yamada T (2020) Preparation of bioplastic using soy protein. Int J Biol Macromol 149:1077–1083. https://doi.org/10.1016/j.ijbiomac.2020.02.025
Gennadios A, Brandenburg AH, Weller CL, Testin RF (1993) Effect of pH on properties of wheat gluten and soy protein isolate films. J Agric Food Chem 41(11):1835–1839. https://doi.org/10.1021/jf00035a006
Rhim JW, Gennadios A, Handa A, Weller CL, Hanna MA (2000) Solubility, tensile, and color properties of modified soy protein isolate films. J Agric Food Chem. https://doi.org/10.1021/jf0005418
Kumar P, Sandeep KP, Alavi S, Truong VD, Gorga RE (2010) Preparation and characterization of bio-nanocomposite films based on soy protein isolate and montmorillonite using melt extrusion. J Food Eng. https://doi.org/10.1016/j.jfoodeng.2010.04.035
Cuadri AA, Romero A, Bengoechea C, Guerrero A (2017) Natural superabsorbent plastic materials based on a functionalized soy protein. Polym Test 58:126–134. https://doi.org/10.1016/j.polymertesting.2016.12.024
Jiménez-Rosado M, Perez-Puyana V, Cordobés F, Romero A, Guerrero A (2019) Development of superabsorbent soy protein-based bioplastic matrices with incorporated zinc for horticulture. J Sci Food Agric. https://doi.org/10.1002/jsfa.9738
Felix M, Perez-Puyana V, Romero A, Guerrero A (2017) Development of protein-based bioplastics modified with different additives. J Appl Polym Sci. https://doi.org/10.1002/app.45430
Felix M, Perez-Puyana V, Romero A, Guerrero A (2017) Production and characterization of bioplastics obtained by injection moulding of various protein systems. J Polym Environ 25(1):91–100. https://doi.org/10.1007/s10924-016-0790-7
Álvarez-Castillo E, Bengoechea C, Guerrero A (2020) Composites from by-products of the food industry for the development of superabsorbent biomaterials. Food Bioprod Process 119:296–305. https://doi.org/10.1016/j.fbp.2019.11.009
Otaigbe JU, Jane J (1997) Pressure-volume-temperature relationships of soy protein isolate/starch plastic. J Environ Polym Degrad 5(2):75–80. https://doi.org/10.1007/BF02763590
Goodship V (2017) ARBURG practical guide to injection moulding, 2nd edn. Smithers Rapra, Shawbury
Álvarez-Castillo E, Del Toro AJ, Aguilar JM, Guerrero A, Bengoechea C (2019) Formation of soy protein-based superabsorbent materials through optimization o f a thermal processing. Afinidad 76(585):23–29
Peres AM, Pires RR, Oréfice RL (2016) Evaluation of the effect of reprocessing on the structure and properties of low density polyethylene/thermoplastic starch blends. Carbohydr Polym 136:210–215. https://doi.org/10.1016/j.carbpol.2015.09.047
Nuthong P, Benjakul S, Prodpran T (2009) Effect of some factors and pretreatment on the properties of porcine plasma protein-based films. LWT Food Sci Technol 42(9):1545–1552. https://doi.org/10.1016/j.lwt.2009.05.003
Bernard C, Christian A, Jean-Louis C, Stéphane G (2018) Edible packaging films based on fish myofibrillar proteins: formulation and functional properties. J Food Sci 60(6):1369–1374. https://doi.org/10.1111/j.1365-2621.1995.tb04593.x
Zárate-Ramírez L, Martínez I, Romero A, Partal P, Guerrero A (2010) Wheat gluten-based materials plasticised with glycerol and water by thermoplastic mixing and thermomoulding. J Sci Food Agric 91(4):625–633. https://doi.org/10.1002/jsfa.4224
Mo X, Sun XS, Wang Y (1999) Effects of molding temperature and pressure on properties of soy protein polymers. J Appl Polym Sci 73(13):2595–2602. https://doi.org/10.1002/(SICI)1097-4628(19990923)73:13%3c2595::AID-APP6%3e3.0.CO;2-I
Ciannamea EM, Stefani PM, Ruseckaite RA (2014) Physical and mechanical properties of compression molded and solution casting soybean protein concentrate based films. Food Hydrocoll 38:193–204. https://doi.org/10.1016/j.foodhyd.2013.12.013
Acknowledgements
The authors want to thank the financial support provided by the Spanish Ministerio de Ciencia e Innovación—Agencia Estatal de Investigación (MICINN) and FEDER programme through the project with reference: RTI2018-097100-B-C21. They also would thank to the Microanalysis and Microscopy Service (CITIUS-Universidad de Sevilla) for providing full access and assistance to the LECO-CHNS-932.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
Authors confirm that the manuscript is an original work. The authors also declare that they have no known competing financial interests which could have influenced the work reported in this manuscript.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Álvarez-Castillo, E., Caballero, G., Guerrero, A. et al. Effect of Formulation and Pressure on Injection Moulded Soy Protein-Based Plastics. J Polym Environ 29, 2789–2796 (2021). https://doi.org/10.1007/s10924-021-02082-w
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-021-02082-w