
Abstract
Biomass-based synthetic natural gas (Bio-SNG) has attracted extensive attention in recent years. In order to analyze the energy efficiency of Bio-SNG production system, a simulation model of this system via interconnected fluidized beds and fluidized bed methanation reactor is built and validated. Then, the influences of operating conditions and biomass categories on the energy efficiency are studied. The results show that the Bio-SNG production process can achieve energy efficiency higher than 64 %. There exists an appropriate gasification temperature (around 750 °C), gasification pressure (about 0.3 MPa), ratio of steam to biomass (ranging from 0.4 to 0.8), methanation temperature (around 350 °C), and pressure (around 0.3 MPa) to maximize the energy efficiency. With respect to the typical biomass, the highest energy efficiency is found in sawdust, while the lowest is in rice straw. After comparing with the hydrogen production and diesel oil production from biomass, the Bio-SNG production is more competitive in the energy efficiency.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Natural gas is one of the primary clean energy sources and high-quality raw materials. The consumption of natural gas is significantly increasing with the rapid growth of economy and population, making the supply of natural gas more inadequate. As a result, biomass-based synthetic natural gas (Bio-SNG) produced by thermo-chemical biomass conversion (i.e., Biomass-to-SNG technology) has attracted extensive attention in recent years. Through biomass gasification process, the biomass is converted to bio-syngas (CO and H2). Then, the bio-syngas enters the methanation unit after proper cleaning and conditioning. Through methanation process, the bio-syngas is synthesized into crude methane (Heyne et al. 2010; Dagle et al. 2007). Bio-SNG is finally obtained through gas separating and upgrading.
Researchers all over the world have done a great deal of work around the Biomass-to-SNG technology (Kopyscinski et al. 2010; Wu et al. 2013). For instance, the Energy Research Center of the Netherlands developed the MILENA technology combined with OLGA technology to produce Bio-SNG and the gas yield reached 0.8 Nm3/kgbiomass (Meijden 2010; Ahrenfeldt et al. 2010). In Switzerland, Paul-Scherrer Institute (PSI) combined the Fast Internally Circulating Fluidized Bed with the isothermal fluidized bed methanation technology and the gas yield was reported as high as 1 Nm3/kgbiomass (Meijden 2010). In the meanwhile, researchers also carried out technical and economic analysis of the Biomass-to-SNG system to assess the feasibility of this technology (Gassner and Maréchal 2009; Vitasari et al. 2011; Felder and Dones 2007). For example, Jurašcík et al. (2010) conducted exergy analysis of the conversion from biomass to synthetic natural gas. The results showed that the gasifier, the CH4 synthesis unit, and the CO2 capture unit have larger exergy losses than other equipments of the system. The overall exergetic efficiency of the whole process was estimated to be 62.8–63.9 %. However in China, the relevant research work on numerical analysis just started (Guo et al. 2012), while experimental work has not been carried out yet (Wu et al. 2013).
Method and objectives
In this paper, an energy efficiency analysis of Biomass-to-SNG process using the interconnected fluidized beds (IFB) and fluidized bed methanation reactor (FBMR) was carried out to assess the whole system from the perspective of energy costs and benefits. The whole process was set up with Aspen Plus. Based on the minimization of Gibbs free energy and the balance of energy and mass, the methane yield was obtained. In the meanwhile, the energy inputs from mechanical equipments such as pumps and fans were also calculated. Finally, the energy efficiency under various operating conditions was calculated.
The results of energy efficiency analysis will provide theoretical reference for experimental study or investigation on Biomass-to-SNG technology.
Simulation model of Bio-SNG production system
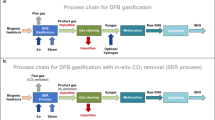
The simulation model of Bio-SNG production system was built by using Aspen Plus software. The whole model is composed of four units, as shown in Fig. 1.

Flow chart of Bio-SNG production process using IFB and FBMR technologies
The biomass is first fed to the gasification unit, where biomass is transformed into bio-syngas through thermo-chemical conversion. The interconnected fluidized beds (IFB) technology is adopted in this unit, which is composed of a bubbling fluidized bed as a gasifier and a circulating fluidized bed as a combustor. IFB can produce high quality of bio-syngas and the bio-syngas from its gasifier is free of N2. This is favorable to the later chemical reaction (Basavaraj and Jayanti 2015). The modeling of the gasification units uses the Gibbs free energy minimization approach and chemical equilibrium model. In this case, the product gas of biomass gasification includes H2, CO, CO2, CH4, H2O, N2, H2S, NH3, COS, and SO2, and the solid products are ash and unburnt carbon. Tar is not taken into account at this moment. In unit (2), the bio-syngas cleaning and conditioning model is used to remove SO2, NH3, particles, and coke from the syngas (Johan Isaksson et al. 2014). Then, in unit (3), a methanation model is built to synthesize the purified bio-syngas into methane in a fluidized bed methanation reactor (FBMR). The modeling of the methanation unit via FBMR also uses the Gibbs free energy minimization approach and chemical equilibrium model, combined with the temperature correction methodology. Finally, the crude methane enters the gas separating and upgrading unit (4), where CO2 is separated from the crude SNG by Selexol technology and the SNG is compressed to the required pressure. Among these units, units (2) and (4) are relatively mature and have some successful applications in the industry. As a result, their efficiencies are relatively unchangeable, and thus, the highest efficiencies are chosen in this study and remain constant in the discussion.
The main energy output of the system is the product of methane, while its energy consumption is mainly from biomass burning in the combustor and the power consumption of the pumps and compressors.
Compared to the previous work, this simulation model shows improvements in the following aspects:
-
1)
Most of previous work paid more attention on the gasification process under atmospheric pressure; the present study focuses on pressurized gasifier and analyzes the influence of gasification pressure on energy efficiency.
-
2)
A modified design program was used to calculate the energy balance of the IFB, which can automatically determine the exact mass flow rate of biomass and its allocation to the gasifier and combustor of the IFB.
-
3)
Since the biomass utilization scale has a certain limit in terms of efficiency, the methanation pressure in FBMR is set to be atmospheric pressure or slightly higher. This is quite different from the coal gasification pressure in conventional SNG production.
The gasification unit and methanation unit have been validated in the previous research work (Feng et al. 2013; Song 2013). The simulation model of whole Bio-SNG production process is validated by the comparison between the simulation results and the reference data in Vitasari et al. (2011). Under the condition that the gasification temperature is 737 °C, the gasification pressure ranges from 0.1 to 1.0 MPa, and the methanation pressure is 2 MPa, the composition of crude SNG is illustrated in Table 1.
As shown in Table 1, the simulation results are nearly in the same range as the reference data, which means that the model in this study is correct and capable of energy efficiency analysis.
Simulation inputs of Bio-SNG production process using IFB and FBMR technologies
The biomass feedstock in the Biomass-to-SNG system via IFB and FBMR is rice straw from Jiangsu province, China. The proximate analysis of the straw and the ultimate analysis of its biomass are listed in Table 2.
Besides rice straw, some typical kinds of biomass are also listed in Table 2 for the later comparison.
The operating parameters of the Biomass-to-SNG system using IFB and FBMR technologies are listed in Table 3.
Results and discussion
Energy efficiency η is an important performance indicator to assess the Biomass-to-SNG process from the perspective of energetic cost-benefit, which is the ratio of the heat released from Bio-SNG burning to the input energy. η is defined in the following formula:
where m M (kg s−1, db) is the mass flow rate of the produced methane, q M (kJ kg−1) is the higher heating value (HHV) of methane, m g and m c are the mass flow rates (kg s−1, db) of biomass feedstock fed to the gasifier and combustor, q bio (kJ kg−1) is the HHV of biomass, and W (kW) is the total work consumption of the whole Biomass-to-SNG process.
Higher energy efficiency means more energy benefit is gained out of the same energy cost. The operation conditions and biomass categories may have significant influences on energy efficiency.
For the convenience of discussion, the following reactions need to be considered in the IFB system. The reactions in the gasifier include the following (Lasa et al. 2011; Kumar et al. 2009):
The reactions in the combustor include the following:
The methanation reactions taking place in the FBMR include the following (Kopyscinski et al. 2011):
Influence of operating conditions on energy efficiency
The energy efficiency may be affected by the operating conditions of the four units shown in Fig. 1. However, in this paper, efforts will be focused on the influences of the operating conditions of IFB biomass gasification system and the FBMR unit, since the other two units are technically mature and the energy consumption is relatively constant. Figures 2, 3, and 4 illustrate the effects of operating conditions on the energy efficiency of the whole Biomass-to-SNG process.

Influence of S/B on the energy efficiency at different gasification temperatures (p g = 0.1 MPa, p m = 0.3 MPa, T m = 350 °C)

Influence of S/B on the energy efficiency under different gasification pressures (T g = 750 °C, p m = 0.3 MPa, T m = 350 °C)

Influence of methanation pressure on the energy efficiency at different methanation temperatures (T g = 750 °C, p g = 0.1 MPa, S/B = 0.4)
As shown in Fig. 2, in the case of p g = 0.1 MPa, p m = 0.3 MPa, and T m = 350 °C, the Bio-SNG production system using IFB and FBMR technologies can reach high energy efficiencies (η) and the maximum η is larger than 64 %. In the meanwhile, the ratio of steam to biomass (S/B) and gasification temperature (T g) have great influences on the energy efficiency. At relatively lower gasification temperature (T g < 900 °C), with the rise of S/B, the energy efficiency increases firstly and then decreases slowly, which means there exists an optimal S/B with respect to the highest energy efficiency. This is because larger S/B means more steam is involved in the gasification process and the reactions R1, R2, and R5 are more thorough. Therefore, more bio-syngas is produced in the gasifier, which further promotes the methane production in the later FBMR and thus leads to higher energy efficiency. However, excessive amount of steam means more biomass needs to be supplied to the combustor to meet the heat requirement of the steam vaporization. This may cause negative impact on the energy efficiency, and finally η decreases accordingly. In the meantime, at relatively high gasification temperature (T g > 900 °C), it can be seen that the energy efficiency decreases with the increase of S/B. This is because higher T g means more biomass should be supplied to the combustor and the energy benefits from larger S/B are less than the energy cost from biomass burning. This also explains why lower gasification temperature improves the energy efficiency, as can be seen in Fig. 2.
Figure 2 also shows the effects of the gasification temperature T g on the energy efficiency. At relatively lower S/B, higher gasification temperature enhances the energy efficiency, while at larger S/B, the situation is reverse. This is because higher gasification temperature leads to more thorough gasification reactions of R1, R3, and R5, and thus the following yields of the methane increase. However, too high gasification temperature means more biomass needs to be burnt in the combustor to maintain the reaction temperature, and therefore, the energy efficiency declines with the influence of larger S/B.
Figure 3 shows the influence of S/B on the energy efficiency η under different gasification pressures p g. With the rise of S/B, the energy efficiency increases firstly and then decreases. The reason is the same as the explanation stated in last paragraph. What is more, the gasification pressure p g also has significant influence on the energy efficiency as shown in Fig. 3. Higher gasification pressure is beneficial to the energy efficiency at the same S/B, especially when S/B is larger than 0.4. This is because higher gasification pressure promotes the bio-syngas production and the heating value of methane (Zyryanova et al. 2011), which exceeds the energy input from power consumption of pumps and compressors caused by gasification pressure rise. However, the differences between the values of energy efficiency under different gasification pressures are reduced with the rise of S/B due to more biomass consumption at larger S/B as stated above.
Figure 4 shows the influence of the operating conditions of methanation reactor (methanation pressure p m and methanation temperature T m) on the energy efficiency. In the case that the gasification temperature (T g), gasification pressure (p g), and S/B are 750 °C, 0.1 MPa and 0.4, respectively, the energy efficiency (η) decreases with the rise of methanation pressure p m at different methanation temperatures T m. In the meanwhile, under the same methanation pressure, the energy efficiency increases with the rise of methanation temperature. Since the methanation reactions R8 and R9 are exothermic and volumetric, lower reaction temperature and higher pressure favor the methane yields. However, by taking the light-off temperature of the catalysts into account, the methanation temperature must retain certain value for better catalytic activity. In this sense, suitable reaction temperature within the limits of catalysts deactivation temperature can guarantee the yield of methane and thus increase the energy efficiency of the whole system. Similarly, higher methanation pressure may cause the methane yield to increase. However, this also means more power is consumed in the system, which exceeds the energy output from methane yield increase and thus results in the decline of energy efficiency.
Influence of biomass categories
Figure 5 shows the influence of different kinds of biomass on the energy efficiency of the Bio-SNG production system. Under the specified operating condition, the energy efficiency (η) varies significantly among different biomass. The energy efficiency from sawdust is the highest at 72.52 %, while the rice straw has the lowest energy efficiency of 61.34 %. This is because at the same biomass input of gasifier, more bio-syngas from sawdust gasification process is produced since the volatile matter in the sawdust is more than that of other biomass. Therefore, more methane is generated in the FBMR unit.

Influence of biomass categories on the energy efficiency (T g = 750 °C, p g = 0.1 MPa, S/B = 0.4, T m = 350 °C, p m = 0.3 MPa)
Comparison of energy efficiency between Bio-SNG production and some biomass-based fuels
Besides Bio-SNG, some fuels can be produced from biomass, such as hydrogen production based on the biomass gasification. A high-quality liquid transportation fuel also can be acquired through the biomass-to-liquid technology via biomass gasification and Fischer–Tropsch synthesis (Mohamed et al. 2014). The energy efficiency of Bio-SNG production is compared to that of hydrogen production and liquid fuel and the result is shown in Table 4.
As indicated in Table 4, the Bio-SNG production from IFB and FBMR technologies can achieve the highest energy efficiency than the other two typical fuels, i.e., hydrogen and diesel oil, which are both considered promising way to utilize the biomass residuals. As a result, the Bio-SNG production shows greater advantage than the other biomass-based fuels from the perspective of energy efficiency.
Conclusions
A simulation model of the Bio-SNG production process using IFB and FBMR technologies is proposed and built. Then, an energy efficiency analysis of the whole process is conducted and the influences of operating conditions and biomass categories are analyzed. Finally, three typical biomass-based fuels are compared from the point of energy efficiency.
The results show that Bio-SNG production process using IFB and FBMR technologies can achieve energy efficiency higher than 64 %, which is higher than that of the hydrogen production and diesel oil production from biomass.
In regard to the highest energy efficiency, there exists an optimal gasification temperature, pressure, and S/B. Higher methanation temperature favors the energy efficiency, but higher methanation pressure causes the efficiency to decline. With respect to the typical types of biomass, sawdust has the highest energy efficiency, while rice straw has the lowest.
In summary, Bio-SNG production has more advantages in energy efficiency. The recommended operating conditions are as follows: gasification temperature is around 750 °C, gasification pressure is about 0.3 MPa, S/B is in the range of 0.4–0.8, the methanation temperature is about 350 °C, and the methanation pressure is around 0.3 MPa.
Abbreviations
- ad:
-
Air dried basis
- db:
-
Dry basis
- HHV :
-
Higher heating value (kJ kg−1)
- m M :
-
Mass flow rate of the produced methane (kg s−1)
- m g :
-
Mass flow rate of biomass feedstock fed to the gasifier (kg s−1)
- m c :
-
Mass flow rate of biomass feedstock fed to the combustor (kg s−1)
- p g :
-
Gasification pressure
- p m :
-
Methanation pressure
- q M :
-
HHV of methane (kJ kg−1)
- q bio :
-
HHV of biomass (kJ kg−1)
- S/B :
-
Ratio of the mass flow rate of steam to biomass
- T g :
-
Gasification temperature
- T m :
-
Methanation temperature
- W:
-
Total work consumption of the whole Biomass-to-SNG system (kW)
- η :
-
Energy efficiency
References
Ahrenfeldt J, Jørgensen B, Thomsen T (2010) Bio-SNG potential assessment, Denmark 2020
Basavaraj RJ, Jayanti S (2015) Syngas-fueled, chemical-looping combustion-based power plant lay-out for clean energy generation. Clean Technol Environ 17:237–247
Cohce MK, Dincer I, Rosen MA (2011) Energy and exergy analyses of a biomass-based hydrogen production system. Bioresour Technol 102:8466–8474
Dagle RA, Wang Y, Xia GG (2007) Selective CO methanation catalysts for fuel processing applications. Appl Catal A 32:213–218
Felder R, Dones R (2007) Evaluation of ecological impacts of synthetic natural gas from wood used in current heating and car systems. Biomass Bioenergy 31:403–415
Feng F, Song GH, Shen LH, Xiao J (2013) Simulation of bio-syngas production from biomass gasification via pressurized interconnected fluidized beds. Trans Chin Soc Agric Mach 44:129–136 (in Chinese)
Gassner M, Maréchal F (2009) Thermo-economic process model for thermochemical production of synthetic natural gas (SNG) from lignocellulosic biomass. Biomass Bioenergy 33:1587–1604
Guo WJ, Feng F, Song GH, Xiao J, Shen LH (2012) Simulation and energy performance assessment of CO2 removal from crude synthetic natural gas via physical absorption process. J Nat Gas Chem 21:633–638
Heyne S, Seemann MC, Harvey S (2010) Integration study for alternative methanation technologies for the production of synthetic natural gas from gasified biomass. Chem Eng Trans 21:409–414
Isaksson J, Àsblad A, Berntsson T (2014) Pretreatment methods for gasification of biomass and Fischer-Tropsch crude production integrated with a pulp and paper mill. Clean Technol Environ Policy 16:1393–1402
Juraščík M, Sues A, Ptasinski KJ (2010) Exergy analysis of synthetic natural gas production method from biomass. Energy 35:880–888
Kopyscinski J, Schildhauer TJ, Biollaz S (2010) Production of synthetic natural gas (SNG) from coal and dry biomass—A technology review from 1950 to 2009. Fuel 89:1763–1783
Kopyscinski J, Schildhauer TJ, Biollaz SMA (2011) Methanation in a fluidized bed reactor with high initial CO partial pressure: part I-experimental investigation of hydrodynamics, mass transfer effects, and carbon deposition. Chem Eng Sci 66:924–934
Kumar A, Jones DD, Hanna MA (2009) Thermochemical biomass gasification: a review of the current status of the technology. Energies 2:556–581
Lasa HD, Salaices E, Mazumder J, Lucky R (2011) Catalytic steam gasification of biomass: catalysts, thermodynamics and kinetics. Chem Rev 111:5404–5433
Manganaro J, Chen B, Adeosun J, Lakhapatri S, Favetta D, Lawal A (2011) Conversion of residual biomass into liquid transportation fuel: an energy analysis. Energy Fuel 25:2711–2720
Meijden CMVD (2010) Development of the MILENA gasification technology for the production of Bio-SNG. Eindhoven University of Technology, Eindhoven
Mohamed MBN, Bao BP, Nimir OE, Mahmoud MEH (2014) Benchmarking, insights, and potential for improvement of Fischer-Tropsch-based biomass-to-liquid technology. Clean Technol Environ Policy 16:37–44
Song GH (2013) Exergy analysis and life cycle assessment of synthetic natural gas production from biomass via thermochemical process. Ph.D. Dissertation, Southeast University, Nanjing, China (in Chinese)
Vitasari CR, Jurascik M, Ptasinski KJ (2011) Exergy analysis of biomass-to-synthetic natural gas (SNG) process via indirect gasification of various biomass feedstock. Energy 36:3825–3837
Wu HX, Zhao ZL, Wang XB, Zheng AQ, Li HB, He F (2013) Technical development on synthetic natural gas production from biomass (Bio-SNG). Chem Ind Eng Prog 32(83–90):113 (in Chinese)
Zyryanova MM, Snytnikov PV, Amosov YI, Kuzmin VA, Kirillov VA, Sobyanin VA (2011) Design, scale-out, and operation of a preferential CO methanation reactor with a nickel-ceria catalyst. Chem Eng J 176–177:106–113
Acknowledgments
This work was financially supported by the Special Fund for Major State Basic Research Projects of China (2013CB228106).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Feng, F., Song, G.H., Shen, L.H. et al. Energy efficiency analysis of biomass-based synthetic natural gas production process using interconnected fluidized beds and fluidized bed methanation reactor. Clean Techn Environ Policy 18, 965–971 (2016). https://doi.org/10.1007/s10098-015-1069-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-015-1069-8