
Abstract
Biomass is one of the renewable energy sources which can play an important role in reducing dependency on crude oil specifically transportation fuels while maintaining the current infrastructure. This study investigates the potential that biomass could offer in supporting the production of ultra-clean liquid transportation fuels via biomass gasification and Fischer–Tropsch synthesis. Various biomass-to-liquid (BTL) processes may be developed; however, prior to the detailed analysis, it is important to understand the overarching insights of the system and to determine performance benchmarks. The major focus of this study is to develop a process-integration approach to determine the “big-picture” targets and to evaluate the role of certain variables (e.g., biomass source, composition, and processing) on potential liquid fuel yield. This assessment takes into consideration the major challenges facing BTL technology, and identifies areas for potential improvement. Several routes are synthesized and compared.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Increase in the world population and recent progress in the economic development in nations such as China and India are expected to lead to a dramatic escalation in energy consumption and greenhouse gas (GHG) emissions. It is estimated that the transportation sector uses approximately 20 % of the world’s total delivered energy and that petroleum-derived liquid fuels are the predominant source for the transportation sector, accounting for 94 % of the energy consumption (EIA 2010). Dwindling crude oil reserves and greater concerns about climate change increase the need to develop alternative sources for transportation fuels capable of reducing the dependency on fossil fuels while lowering the negative impact on environment.
The major focus of this study is to develop top-level benchmarks and insights for thermochemical biomass-to-liquid (BTL) routes involving gasification and Fischer–Tropsch (F–T) (Tijmensen et al. 2002; Hamelinck et al. 2004). Thermochemical conversion allows the use of a variety of feedstocks with different compositions while producing a consistent intermediate [synthesis gas or syngas (a mixture of CO and H2)] (Hamelinck and Faaij 2006). The paper covers the class of routes where the gasification process generates a syngas that is later converted to ultra-clean liquid fuels and value-added chemicals via the F–T technology. Gasification is a complex process whereby many reactions take place to convert the biomass into a combustible gas mixture (McKendry 2002; Bridgwater 2003). The reactions below summarize the key steps in the gasifier. Depending on the syngas requirements, different gasification agents may be used for the partial oxidation of the biomass feed including air, pure oxygen, and steam (Higman and van der Burgt 2003; Gil et al. 1999; Albertazzi et al. 2005; Hanaoka et al. 2005; Johansson et al. 2012).
Primary reactions
Secondary reactions
The syngas composition varies depending on gasification agent, feedstock composition, biomass drying, type of gasifier, and the gasifier operating conditions (Gil et al. 1999; Schuster et al. 2001). For example, the use of oxygen as the oxidation agent produces a syngas more tailored for hydrogen production. The different syngas compositions (i.e., H2/CO ratios) may result in different F–T product distributions. The combustion of a portion of biomass produces the heat needed for the secondary reactions to take place (Higman and van der Burgt 2003). Syngas generation can account for 65–75 % of the total capital investment for a BTL project (Liu 2010), and therefore it is important to maximize the effectiveness of syngas generation to maximize the process yield to improve the economic potential of BTL processes.
Fischer–Tropsch synthesis is a mature process for the conversion of syngas to produce hydrocarbons of varying carbon structures that start from C1 and may reach C100+ (Elbashir et al. 2010). Elbashir et al. 2009 conducted a comparison between the various F–T commercial reactor technologies. F–T fuels have been known as ultra-clean fuels because of the lack of aromatics and sulfur compounds as well as for lower emissions post combustion i.e., lower carbon monoxide, hydrocarbons, nitrogen oxides, and particulates emissions compared to crude oil derived fuels (Bao et al. 2010; Elbashir and Eljack 2010). The choice of F–T catalyst (either cobalt-based or iron-based catalyst) influences the overall product distribution. Each catalyst has its own operating temperature, target product, and specific product distribution. This technology is classified as either low temperature F–T (LTFT) or high temperature F–T (HTFT) by selecting the appropriate reactor and catalytic system. For the production of liquid fuels such as diesel or base oil, LTFT and cobalt-based catalyst are preferred (Gregor 1990; van Steen and Claeys 2008).
In this assessment, the aim is to establish benchmarks for the BTL technology that can help to understand how certain variables (e.g., biomass composition) affect potential liquid fuel yield and the techno-economic feasibility of the process. The study then highlights the potential of the BTL pathways with a base case to illustrate the major challenges that hinder the economic success of the technology relative to the other known similar technologies (gas-to-liquid (GTL) and coal-to-liquid (CTL) collectively referred to as the XTL technologies). Finally, areas for potential improvement have been identified to include identification of innovative routes to overcome the aforementioned challenges and the technologies that need to be developed.
Biomass feedstock
Biomass is the one renewable energy source which can directly replace crude oil use in the transportation sector while maintaining the current infrastructure for liquid fuels (Huber et al. 2006; Nigam and Singh 2011). The development of biomass feedstock for the production of transportation fuels must be economically, environmentally, and socially sustainable to avoid the dilemma between food and fuel (Fuels et al. 2009). First generation biofuels such as corn-grain ethanol and soybean diesel do not avoid what is termed 4-F (food, feed, fiber, and fuel) competition while only slightly reducing GHG emissions compared to petroleum-based fuels (Tilman et al. 2009). Lignocellulosic biomass, on the other hand, offers the opportunity to utilize biomass residues not competing with food resources while achieving significant reductions in GHG emissions (Chum and Overend 2001). By 2020, an estimated 550 million tons of lignocellulosic biomass could be utilized annually as biofuels feedstock without interfering with land use, water use, or food supplies in the United States (Fuels et al. 2009; Naik et al. 2010).
It is important to identify the potential yield for different biomass feedstock independent of the process technology chosen. Overall targeting is important in determining the performance benchmarks before specific technologies are selected. This also allows for current process performance to be gauged against the established targets. Synthetic fuel (synfuel) produced from biomass may take numerous and complex chemical forms. For simplicity, we take the basic form (–CH2–)n as the building block of synfuel.
As with previous studies, the molecular formula C6H10O5 was taken as representative of cellulose (Holtzapple and Granda 2009). The following stoichiometric equation may be written to represent the complete conversion of cellulose to synfuel, carbon dioxide, and water.
This theoretical case shows that the maximum yield of synfuel is 0.35 kg from 1 kg of cellulosic biomass. Biomass is not homogenous and thus the composition depends on harvesting location and type of biomass. In this study, the overall targeting for different biomass components was carried out to quantify the potential yield and the effect of oxygen and hydrogen content on yield. Our calculations show that the potential synfuel yield can vary ±25 % for the different biomass components (Table 1), which can dramatically change the economic feasibility of a potential BTL process. It is important to note that municipal solid waste (MSW) which has a composition approximated as C6H10O4 (Young 2010) has a yield potential comparable to other biomass feedstock. The processing of MSW may be more challenging compared to other feedstock; however, the potential for a low cost alternative with comparable yield makes it worth further investigation.
First generation of biomass feedstocks such as corn-grain ethanol, are made up primarily of starch which has one of the highest potential yields to produce synfuel. On the other hand, lignocellulosic biomass is composed of cellulose, hemicelluloses, and lignin. Of these constituents, lignin is the most promising from a yield perspective; however, currently it is very difficult to breakdown biochemically and hence it is underutilized. Our analysis illustrates that the utilization of lignin is important for second generation biofuels to maximize the yield potential.
The theoretical targeting also shows that increasing the hydrogen and decreasing the oxygen content of the biomass results in increased synfuel yield and reduced CO2 production. The oxygen content of the biomass has a greater negative impact on the potential product yield than the positive impact of hydrogen. Thus for two identical processes, different feedstocks can result in different yields. The various biomass feedstocks available can lead the same process to having a significant yield change depending on which constituents make up the particular feedstock.
A similar analysis for gasoline (modeled as C8H18) was conducted; including a first law analysis to consider the energy input that would be required for such a reaction to take place.
To determine the heat of reaction for the different biomass components, the heat of formation of the biomass must be calculated from the following stoichiometric equation:
Using Hess’s law of heat summation, the heat of formation of biomass can be calculated indirectly using the following reactions (10–12): CO2 formation, H2O formation and biomass combustion.
Thus the heat of formation of biomass can be approximated as follows:
where a and b are the stoichiometric coefficients for CO2 and H2O, respectively, for complete combustion of the biomass.
According to De Kam et al. (2009), the high-heating value (HHV) of biomass corresponds to the enthalpy of combustion (Reaction 7). Sheng and Azevedo (2005) proposed that the HHV of biomass can be estimated from the following correlation:
where C,H, and O represent the weight percentage of carbon, hydrogen, and oxygen (along with remaining elements), respectively, in the biomass.
The findings summarized in Table 2 show that while lignin has the highest gasoline yield per mol of biomass, it does also have the highest heat input requirement (53 kJ/g). When considering the gasoline yield per unit of energy in kJ, lignin has by far the highest yield potential. This again illustrates the importance of lignin utilization with respect to the success of BTL. The results also show that regardless of the process chosen, energy input to convert biomass into gasoline is required; for example, in gasification, this energy is provided by the partial combustion of the biomass to release the energy required.
BTL Process Design
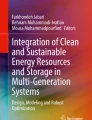
Figure 1 shows the base case thermochemical process setup for BTL. The pretreatment consists of screening, size reduction, and drying. The biomass moisture content is reduced to 10–15 % (Spath and National Renewable Energy 2005). Thermochemical conversion of biomass involves the partial oxidation in a gasifier at high temperatures to produce syngas which is further cleaned and the H2/CO adjusted before being fed to the FT reactor. The gasification requires a supply of oxygen insufficient for complete combustion to maximize the syngas yield and reduce CO2 production.

BTL process flow diagram
Following gasification, the syngas is cleaned and the H2/CO ratio adjusted before feeding into the F-T reactor (Abu El-Rub et al. 2004). A tar cracker is used to breakdown tar and large hydrocarbons to increase the yield of H2 and CO (Table 3) (Milne 1998; Spath and National Renewable Energy 2005). The syngas is sent from the tar cracker to a scrubber to remove impurities and any remaining tar followed by a condenser which removes most of the water (Abu El-Rub, Bramer et al. 2004). The final part of the gas cleaning section is the acid gas removal which separates out CO2 and sulfur.
Different F–T synthesis catalysts require different H2/CO ratios. Cobalt-based catalysts require a ratio of 2:1; thus the H2/CO ratio of the syngas must be adjusted before being fed to the F–T reactor (Demirbas 2009). The biomass gasification produces a hydrogen-deficient syngas which means that prior to the F–T synthesis, hydrogen addition is required (Spath and National Renewable Energy 2005). The needed hydrogen is generated from steam methane, reforming while the syngas ratio is adjusted in a water–gas shift reactor (reactions below):
The main reaction which takes place in the F–T reactor is the reaction of carbon monoxide with 2 mol of hydrogen to produce a building block compound of 1 mol of straight chain hydrocarbon that, upon propagation, produces the synfuel along with 1 mol of water.
Assessment of the BTL base case
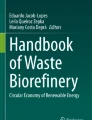
A base case for BTL process has been established; enriched air (80 % O2 and 20 % air) and steam are used as the gasification agents based on the study conducted by NREL(Hamelinck et al. 2004; Bao et al. 2010) (Fig. 2). The base case is used to develop insights into factors which reduce the production rate of synfuel and hinder the economic success of the BTL process.

BTL process flow diagram (basis for 100,000 bbl/day)
The mass and energy balances were established for the base-case to develop a general understanding of the BTL process. The overall base case product yield was determined to be ~0.16 kg of synfuel and 0.6 kg of CO2 for each kg of biomass fed to the gasifier. Around 5.5 kg of wastewater is generated for each kg of synfuel produced. The low feedstock utilization (~16 %), high CO2 production rate, and amount of wastewater produced hinder the economic viability of the BTL process. It is argued that BTL is an environmentally favorable alternative to petroleum-derived liquid fuels due to biomass uptake of CO2 for growth which can offset the CO2 emissions from the process; nevertheless, the CO2 emissions for BTL still constitute around 60 % of the mass of biomass fed to the gasifier and large amounts of wastewater are also generated.
It is important to note the main source of product yield loss, wastewater generation, and CO2 production in the BTL is the gasification step, and in particular, the use of oxygen as the gasification agent. Since oxygen is not part of the final product, the oxygen that enters the system must exit the system usually as carbon dioxide or water.
Approximately 150,000 tonnes of biomass are required per day to produce 100,000 bbl/day of synfuel. From Eq. 14, the HHV of biomass is ~14.4 kJ/g. Converting the mass of biomass to an energy basis ~20 MMBTU/bbl of synfuel. On the other hand, GTL processes typically require 10 MMBTU/bbl which is half of that required for BTL processes (Dry 2002; Sudiro and Bertucco 2009). Assuming a barrel of synfuel is equivalent to a barrel of crude oil with the energy content ~5.5 MMBTU/bbl, the thermal efficiency of BTL would be 28 %. This is similar to the thermal efficiencies reported in literature for BTL(Hamelinck et al. 2004).
In general, 1 mol of biomass requires 6 mol of oxygen for complete combustion according to the following equation:-
However, partial oxidation of the biomass for syngas generation requires a supply of oxygen insufficient for complete combustion. The equivalence ratio is defined as the ratio between the amount of oxygen supplied and that required for complete combustion. Below are two cases for different equivalence ratios:-
The increase in the amount of oxygen supplied reduces the potential synfuel yield and increases CO2 production.
Proposed approaches to overcome current BTL challenges
There are several challenges facing the FT-based BTL base case; the following are arguably the key challenges:
-
Improvement of feedstock utilization (to maximize utilization of carbon and hydrogen)
-
Reduction of oxygen introduction: methods must be identified to eliminate, reduce, or utilize the introduction of oxygen in the process
-
Identification of cost-effective sources for hydrogen input into the process
-
Impact of wastewater generation on process yield loss and environmental impact
-
Use of advanced mass and energy integration techniques to reduce wastewater generation and utility requirements
These major challenges significantly hinder the economic potential of BTL technologies. As previously mentioned, the input of energy is necessary to breakdown the biomass making it difficult to avoid the use of oxygen for combustion. To maximize biomass conversion, it would be best to completely eliminate oxygen from the gasification step and identify an alternative heat source. Some have proposed indirect gasification where steam in an adjacent section of the gasifier provides the heat required for the reactions to proceed (Phillips 2007). The generation of steam through waste heat or through integration with another process would be beneficial. However, generation of the steam through fuel combustion in the presence of oxygen would not avoid the CO2 emissions but only move it to another section of the overall system. Once CO2 is produced, ways to utilize it as a carbon source should be developed instead of being considered an emissions problem. Once CO2 is produced, ways to utilize it as a carbon source should be developed instead of being considered an emissions problem. The use of pyrolysis rather than gasification can also avoid the direct addition of oxygen and the generation of CO2.
The low hydrogen content of biomass is another obstacle in the production of transportation fuels. To produce synfuel with hydrogen to carbon ratio of 2:1, a hydrogen input is required. The stoichiometric targeting shows that hydrogen addition using a hydrogen to biomass molar ratio of 3:1 leads to a synfuel yield increase from 0.35 to 0.42 kg synfuel/kg of feedstock (biomass and hydrogen). Thus the addition of 1 kg of hydrogen results in a synfuel yield increase of 2.33 kg. It will also lead to a 50 % reduction in the amount of CO2 produced.
The addition of hydrogen increases operating cost and capital investment for a water–gas-shift (WGS) reactor and steam reformer. However, hydrogen doesn’t have to enter the system directly but instead from another hydrogen source such as water or natural gas. Water addition into the process would be through the use of indirect gasification. It would avoid oxygen addition and provide a hydrogen source to the system. However, from an overall system analysis, the addition of water would not improve the synfuel yield potential. The water that enters the process will leave the process. It is also important to note the considerable quantity of energy to produce steam capable of raising the gasifier temperature sufficiently for biomass conversion. Thus effectively there is no increase in hydrogen input as shown in Eqs. 23 and 24:
Direct methane addition to the process provides a hydrogen rich feedstock and a source of carbon for synfuel production. Theoretically, the hydrogen content of methane should counter the hydrogen deficiency of biomass in the process. Our assessment shows that methane addition using a molar ratio 3:1 (methane to biomass) would lead to a synfuel yield increase from 0.35 to 0.53 kg for 1 kg of feedstock (biomass and methane) and a 50 % reduction in the amount of CO2 produced. The methane provides an excess of hydrogen which allows oxygen to exit as water. This frees carbon to form product instead of producing CO2 as shown in Eq. 26 below.
When conducting a comparison between methane and hydrogen addition, our findings show that the addition of 1 kg of hydrogen produces slightly more synfuel (0.1 kg per kg) and less CO2 than methane addition. Since hydrogen is commercially produced using steam reforming of methane and the cost of hydrogen is approximately tenfold the price of natural gas, the addition of methane to the system would be the most economical option. Natural gas (a hydrogen rich source) can substitute the need for hydrogen addition in BTL.
The conversion of biomass into FT-liquids is a net generator of water. The large amount of wastewater produced represents a process yield loss along with an environmental challenge. Mass integration and recycle techniques can be used to clean and reuse the wastewater generated in units which require water. This can reduce the amount of freshwater required along with wastewater treatment and disposal. A simple cleaning and recycle of wastewater can displace the fresh water used in the form of steam during gasification. This would reduce the amount of wastewater requiring disposal to approximately 2 kg per kg of synfuel. Another possibility is the cleaning and utilization of this water in processes which are water-deficient.
Current research efforts are focusing on synergetic systems that can benefit from biomass and natural gas in a combined system. These systems would not only combine natural gas and biomass but also find ways to take full advantage of their inclusion for mass and energy purposes. These systems would aim to utilize biomass as a renewable carbon rich source, a way to offset CO2 emissions, and natural gas as a cheap hydrogen rich source. This combined system centered on syngas generation and conversion would also offer process flexibility resulting in a system with a better economic potential than stand-alone BTL processes.
The oxygen dilemma
Oxygen is the primary oxidizer in a wide variety of industries. If oxygen is not part of the final product, it strips CO2 or H2O away from generating product while leading to emissions and wastewater problems. Looking at the water–gas shift reaction which is part of many systems involving syngas, there is always a tradeoff between CO and H2 generation. The WGS reaction raises questions about which is more valuable, hydrogen or carbon.
Various syngas conversion options rely on reactions involving H2 and CO. From the WGS reaction, it is apparent that since the two species are on opposite sides of the equation, pushing the equilibrium one of the two ways results in higher CO or H2 yield but not both. Thus there is a process decision to be made and due to economic considerations, process engineers have mostly concluded that hydrogen is more valuable than carbon. Thus the goal has been to shift the equilibrium when needed to produce more hydrogen. This decision directly contributes to CO2 generation and emission.
Fossil fuels have represented the major source of energy in the past few centuries; however, the growing focus on their environmental impact and the recent stricter regulations open the door for alternative sources such as renewable hydrogen. This is an obvious choice because of the relative availability of hydrogen as the world is covered by 70 % water. These dynamics may yield a new balance where carbon has a higher value than hydrogen. As a result of this shift, more CO would be produced leading to higher product yields, lower CO2 emissions, and the production of water which may not be of drinking water quality but may be utilized for agricultural or industrial purposes thus reducing the use of clean water otherwise needed. A new balance between yield improvement, greenhouse gas emissions, water management, and economics can lead to unique solutions which not only make economic sense but also make a social difference.
Conclusions
Lignocellulosic biomass including municipal solid wastes can be used to produce liquid transportation fuels avoiding the 4-F dilemma. Our study shows that based on the feedstock used and its composition, the potential synfuel yield can vary ±25 % for the different biomass components while using the same BTL process. The utilization of lignin is important to maximize the yield potential for second generation biofuels.
The target for product yield for a BTL base case was determined to be ~0.16 kg of synfuel and 0.6 kg of CO2 for each kg of biomass fed to the gasifier. The analysis also shows that up to 4 kg of wastewater may be generated for each kg of synfuel produced. Low feedstock utilization, high CO2 production, and wastewater generation hinder economic viability of current BTL processes. The main source of product-yield loss, wastewater generation, and CO2 increased production is the gasification step, particularly, the use of oxygen as the gasification agent. Since oxygen is not part of the final fuel product, the oxygen that enters the system exits the system as carbon dioxide or water.
A system to utilize biomass and natural gas would take advantage of the synergy between the biomass and the fossil feedstocks while minimizing oxygen input through heat integration, process intensification, and indirectly through proper mass integration. The exit of oxygen from the system as CO2 or H2O requires a new approach which takes into account yield improvement, greenhouse gas emissions, and water management while passing the challenge of techno-economic feasibility.
References
Abu El-Rub Z, Bramer EA et al (2004) Review of catalysts for tar elimination in biomass gasification processes. Ind Eng Chem Res 43(22):6911–6919
Albertazzi S, Basile F et al (2005) The technical feasibility of biomass gasification for hydrogen production. Catal Today 106(1–4):297–300
Bao B, El-Halwagi MM et al (2010) Simulation, integration, and economic analysis of gas-to-liquid processes. Fuel Process Technol 91(7):703–713
Bridgwater AV (2003) Renewable fuels and chemicals by thermal processing of biomass. Chem Eng J 91(2–3):87–102
Chum HL, Overend RP (2001) Biomass and renewable fuels. Fuel Process Technol 71(1–3):187–195
De Kam MJ, Vance Morey R et al (2009) Biomass integrated gasification combined cycle for heat and power at ethanol plants. Energy Convers Manage 50(7):1682–1690
Demirbas A (2009) Progress and recent trends in biodiesel fuels. Energy Convers Manage 50(1):14–34
Dry ME (2002) High quality diesel via the Fischer–Tropsch process—a review. J Chem Technol Biotechnol 77(1):43–50
EIA (2010) International energy outlook. Department of Energy (DOE), Washington, DC
Elbashir NO, Eljack FT (2010). A method to design an advanced gas-to-liquid technology reactor for Fischer–Tropsch synthesis. In: Farid B and Fadwa E (eds) Proceedings of the 2nd annual gas processing symposium, Elsevier, Amsterdam, 369–377
Elbashir NO, Bao B, et al. (2009) An approach to the design of advanced Fischer–Tropsch reactor for operation in near-critical and supercritical phase media. In: Hassan EA, Reklaitis GVR, Mahmoud ME-H (eds) Proceedings of the 1st annual gas processing symposium, Elsevier, Amsterdam, 423–433
Elbashir NO, Bukur DB et al (2010) Advancement of Fischer–Tropsch synthesis via utilization of supercritical fluid reaction media. AIChE J 56(4):997–1015
Fuels A. s. E. F. P. o. A. L. T., N. A. o. Sciences, et al. (2009). Liquid transportation fuels from coal and biomass: technological status, costs, and environmental impacts, The National Academies Press, Washington, DC
Gil J, Corella J et al (1999) Biomass gasification in atmospheric and bubbling fluidized bed: effect of the type of gasifying agent on the product distribution. Biomass and Bioenergy 17(5):389–403
Gregor JH (1990) Fischer–Tropsch products as liquid fuels or chemicals. Catal Lett 7(1):317–331
Hamelinck CN, Faaij APC (2006) Outlook for advanced biofuels. Energy Policy 34(17):3268–3283
Hamelinck CN, Faaij APC et al (2004) Production of FT transportation fuels from biomass; technical options, process analysis and optimisation, and development potential. Energy 29(11):1743–1771
Hanaoka T, Inoue S et al (2005) Effect of woody biomass components on air-steam gasification. Biomass and Bioenergy 28(1):69–76
Higman C, van der Burgt M (2003) Gasification, 2nd edn. Elsevier, Amsterdam
Holtzapple M, Granda C (2009) Carboxylate platform: the MixAlco process part 1: comparison of three biomass conversion platforms. Appl Biochem Biotechnol 156(1):95–106
Huber GW, Iborra S et al (2006) Synthesis of transportation fuels from biomass: chemistry, catalysts, and engineering. Chem Rev 106(9):4044–4098
Johansson D, Franck P-Å et al (2012) Hydrogen production from biomass gasification in the oil refining industry—A system analysis. Energy 38(1):212–227
Liu K (2010) Hydrogen and syngas production and purification technologies : hydrocarbon processing for H2 production. Wiley, Hoboken
McKendry P (2002) Energy production from biomass (part 2): conversion technologies. Bioresour Technol 83(1):47–54
Milne TA (1998) Biomass gasifier tars: their nature, formation, and conversion. National Renewable Energy Laboratory Report, Golden
Naik SN, Goud VV et al (2010) Production of first and second generation biofuels: a comprehensive review. Renew Sustain Energy Rev 14(2):578–597
Nigam PS, Singh A (2011) Production of liquid biofuels from renewable resources. Prog Energy Combust Sci 37(1):52–68
Phillips SD (2007) Technoeconomic analysis of a lignocellulosic biomass indirect gasification process to make ethanol via mixed alcohols synthesis. Ind Eng Chem Res 46(26):8887–8897
Schuster G, Löffler G et al (2001) Biomass steam gasification—an extensive parametric modeling study. Bioresour Technol 77(1):71–79
Sheng C, Azevedo JLT (2005) Estimating the higher heating value of biomass fuels from basic analysis data. Biomass Bioenergy 28(5):499–507
Spath PL, L. National Renewable Energy (2005) Biomass to hydrogen production detailed design and economics utilizing the Battelle Columbus Laboratory indirectly-heated gasifier. http://purl.access.gpo.gov/GPO/LPS65041. Accessed 6 May 2012
Sudiro M, Bertucco A (2009) Production of synthetic gasoline and diesel fuel by alternative processes using natural gas and coal: process simulation and optimization. Energy 34(12):2206–2214
Tijmensen MJA, Faaij APC et al (2002) Exploration of the possibilities for production of Fischer–Tropsch liquids and power via biomass gasification. Biomass and Bioenergy 23(2):129–152
Tilman D, Socolow R et al (2009) Beneficial Biofuels—the food, energy, and environment trilemma. Science 325(5938):270–271
van Steen E, Claeys M (2008) Fischer–Tropsch catalysts for the biomass-to-liquid (BTL)-process. Chem Eng Technol 31(5):655–666
Young GC (2010) Municipal solid waste to energy conversion processes: economic, technical, and renewable comparisons. Wiley, Hoboken
Acknowledgments
The authors would like to acknowledge the valuable input provided by Mr. Kerron Gabriel. This publication was made possible by NPRP grant # 08-261-2-082 from the Qatar National Research Fund (a member of Qatar Foundation). The statements made herein are solely the responsibility of the authors.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Noureldin, M.M.B., Bao, B., Elbashir, N.O. et al. Benchmarking, insights, and potential for improvement of Fischer–Tropsch-based biomass-to-liquid technology. Clean Techn Environ Policy 16, 37–44 (2014). https://doi.org/10.1007/s10098-013-0589-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-013-0589-3