
Abstract
Polyhydroxybutyrate (PHB) is a biodegradable polymer, and preparation of a blend with another biodegradable polymer, polybutylene adipate terephthalate or Ecoflex® (ECO) is described. Some works in the previous literature show the possibility of preparing blends involving both. The techniques normally used previously described normally an extrusion process or even mixers that require high investment such as HAAKE Rheomix, for example. The main contribution is use of an original and simple technique, especially with low cost in relation to the earlier works described elsewhere. Obtaining solutions of both polymers and studies of miscible mixtures is the basis of the blending preparation process. The mass percentage ratios used to prepare the blends were 5, 10 and 20% ECO in PHB. Fourier transform infrared spectroscopy, scanning electron microscopy (SEM) and dynamic-mechanical thermal analysis (DMA) were used for characterization of blends. It was observed an increase in the flexibility of blends when compared to PHB as pointed out in the recent literature. By using SEM, it was concluded that there is interaction between the phases present in the blend and this interaction benefits miscibility. The results obtained by the DMA analyses in flexion modulus and by the differential scanning calorimetry (DSC) curves showed miscibility is dependent on ECO concentration as expected.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The use of polymers in society has increased more and more due to the wide variety of these materials on the current market linked to ease large-scale production that these materials present. The production of polymers has increased over the years driven mainly by the automotive, packaging, food and civil construction industries [1]. Currently, there is a demand for new engineering materials presenting a combination of strength, low density, processing easiness and reduced costs [2].
With the increase in the production and consumption of plastic materials in society, there is also a growing concern and awareness related to pollution and environmental problems that the disposal of these materials generates [3, 4]. Thus, is very important searching for materials that are from renewable sources and preferably biodegradable, for example. PHB is an alternative because of its biodegradability [5,6,7,8,9,10], but it is usually expensive and brittle, but these aspects can be improved through the formation of blends, such as with polypropylene [6, 8, 11]. In the same way, it could be observed an increase in publications of scientific content related to the research of degradation of polymeric materials [1, 12,13,14,15,16,17].
Parallel to the growing development in the area of new polymers, preparation of new blends has shown an increasing interest nowadays [7, 8, 18,19,20,21,22]. By mixing and matching polymers with different or even similar properties, a new material is obtained, often combining the best properties of both materials involved in the mixture in a more practical and quick way in relation to synthesizing new polymers [23,24,25,26,27,28]. In the case of polymer blends, one of the extremely important issues and requirements is the question of the miscibility of the polymers involved in the blend. Even if the miscibility of the blend components is not exceptional, the material formed may have new properties and satisfy some specific application [29,30,31,32].
Among the biodegradable polymers currently produced, two stand out: Polyhydroxybutyrate, which is a polymer of the family of polyhydroxyalkanoates (PHA) synthesized within bacteria of the Gram-positive and Gram-negative genera and which has great rigidity and mechanical resistance [33,34,35]. The second polymer is the aromatic–aliphatic copolyester of the trade name Ecoflex®, produced by BASF, and based on butane-1, 4-diol, terephthalic acid, 27.8 mol% of adipic acid and 50 mol% of butanediol, [36] has good flexibility and is used in the manufacture of biodegradable plastic packaging and films. Some works found in the literature report the mixture of PHB/Ecoflex® in blends. The literature describes important properties of the two polymers used in this work for the formation of blends [37,38,39].
Moraes [24] and collaborators report that the mixtures between the two polymers lead to miscible blends and improved mechanical properties in relation to unmixed polymers, in their original composition. In the work done by Moraes [24] and collaborators, the mixtures were obtained through a process using a thermoelectric mixer. Blends of PHB and PLA were obtained by Armentano [40]. Based films with thicknesses between 20 and 60 mm were obtained by extrusion with the adequate filming die. Screw speed at 100 rpm was used to optimize the material final properties, while the temperature profile was set up at 180, 190 and 200 °C. Arrieta [41] describes some difficulties in processing PHB. According to the authors, PHB processing temperature should be at least 180–190 °C, but its thermal degradation takes place very quickly at these temperatures. Nevertheless, melting temperature of PHB can be lowered far below the thermal decomposition temperature to make this material much easier to process [42].
The general objective of this work was to obtain PHB/ECO blends via casting process at room temperature and later thermoforming. Blend mixing technique was developed, crushing the materials, solubilizing both in a common solvent under constant agitation for better mixing and solvent evaporation. An alternative that in part makes it is more viable and does not require specific equipment for the process and can be carried out in laboratories using relatively simple and low-cost instruments. The main compositions used in percentage of PHB/ECO by mass were: 95/5, 90/10 and 80/20. Polymers blends were characterized by FTIR, SEM, DSC and DMA techniques.
Materials and methods
Materials
Eco was kindly provided by the company BASF. Table 1 shows main data provided by the manufacturer of the polymer copolyester aliphatic–aromatic polymer named Ecoflex®.
The PHB used in this work is a biodegradable polymer belonging to the family of polyhydroxyalkanoates and their melting temperature (Tm) and glass transition (Tg) 170 and 5 °C, respectively, according to furnisher. Main solvents were of high purity: acetone, dimethylformamide and chloroform.
Blend preparation
For the preparation of blends, ECO and PHB were used. The samples were prepared with the solubilization of PHB and ECO in chloroform and then thermoforming. Volumes of both solutions were mixed, and Table 2 lists the contents of the components of the blends and the acronyms used in the identification of the samples.
Thermoforming
ECO and PHB solutions were mixed as described, and solvent was evaporated by casting method. After evaporation of the solvent, blends round plates were ground to prepare small pieces of solid mixture for further thermoforming. An aluminum mold was used, whose rectangular cavity is 80 mm in length, 60 mm in width and 3.15 mm in thickness. To prepare the samples, 20 g of the blend was used in the mold for thermoforming. The press used was the Marconi (model MA098 A/E) at 185 °C and force of 3 tons. Plates with final dimensions of 80 mm × 60 mm × 3 mm were obtained for the DMA tests in the flexion module. Films with the same width and length were obtained with 0.6 mm thickness for tests on the traction module.
Characterizations
Fourier transform infrared spectroscopy (FTIR)
Analyses were done on a Nicolet IR 200 equipment from ThermoScientific, USA, which has a resolution of 4 cm−1 with a 32-fold scan and a wave number from 400 to 4000 cm−1.
Dynamic-mechanical thermal analysis (DMA)
Traction module
For the evaluation of the mechanical properties, DMA tests were carried out on the traction module—DMA model Q800, TA Instruments, USA with a tension film claw. The films prepared by thermoforming were cut into rectangular shapes, approximately 60 mm long, 7 mm wide and 0.6 mm thickness. A pre-load of 0.5 Newtons was applied with a force ramp of 1 N min−1 up to a maximum of 18 N. The established temperature was 30 °C. The tests were performed in triplicate.
Flexion module
For the DMA tests on the flexion module, the dual cantilever gripper was used and curves of the storage, loss and tan delta modules were obtained [43]. Just some experimental data: Initial test temperature 40 °C, Heating ramp from 5 °C min−1 up to 200 °C, Fixed frequency of 1 Hz and Maximum amplitude of 16 µm. The specimens were all standardized so that the geometry of the samples did not influence the results and the standardized dimensions were 35 mm long, 13.2 mm wide and 3.20 mm thickness. The analyses were performed in triplicate.
Differential scanning calorimetry (DSC)
DSC analyses were performed using the heat flow system, to examine the thermal properties of the blended samples, in a temperature range of – 50–250 °C with 1 g of sample.
Scanning electron microscopy (SEM)
In order to observe the morphology of the blends, ECO and PBH, the samples were analyzed through scanning electron microscopy using magnifications that varied from 150 to 10,000 times. Metallization with gold was performed on the samples, and images of the fractures of the tensile test were performed.
Results and discussion
Fourier transform infrared spectroscopy (FTIR)
Polymers used in the preparation of the blends were analyzed in FTIR equipment. The obtained spectra are represented in Fig. 1 and show the main characteristic bands of the polymers used in the blend. It is possible to identify the presence of functional groups and bands associated with typical angular strains and deformations according to the prediction taking into account the chemical structure of each polymer.

FTIR spectra of AAC-Ecoflex® and PHB
Typical values were obtained for ECO as expected according to its structure, especially the bands in 1730 cm−1 and 740 cm−1. These values are related, respectively, to the stretching movement of the carbonyls present in the ECO structure and angular deformation outside the plane at the connections =C–H. The stretching movement of the carbonyls, according to Silverstein [44], can be found in the wavelength ranges that can vary from 1870 to 1540 cm−1, this variation in the position that the band can be found is due to some factors, they are: physical state of the material, electronic and mass effects of substituents, conjugation, hydrogen bonds (intermolecular and intramolecular) and ring deformation [40] describes a sharp peak centered at 1723 cm−1 and attributed to the stretching vibrations of the crystalline carbonyl group was observed for neat PHB. In another work Moraes [24], the values found for the same materials with FTIR analyses were very close to those found in this work, despite the different preparation processes. An analysis of the PHB spectrum shows mainly bands at 1740 cm−1, 1170 cm−1 and 1080 cm−1, which correspond to the stretching movements of the carbonyls, axial strain of CC(=O) –O and asymmetric axial strain of OCC, respectively.
Dynamic-mechanical thermal analysis in traction module
The analyses were performed in triplicate for the blends (BL05ECO, BL10ECO and BL20ECO), PHB and ECO. Figure 2 shows the typical DMA curves in tensile modulus obtained for the PHB and ECO where it was possible to observe the values found through the TA Universal Analysis software of rupture stresses, modulus of elasticity and deformation.

DMA analysis in PHB and Ecoflex traction module
According to the averages presented, it is evident that ECO has a higher elasticity than PHB, as expected. The maximum deformation of PHB was 1.61%, while ECO reached 16.48% deformation (Table 3). The choice of ECO to blend with PHB is centered, among others, on this fact. Another determining factor for choosing ECO is that its chemical structure is similar to PHB, facilitating the miscibility of the polymers in the blends. Some works in the literature report the miscibility of ECO and PHB [24]. Table 3 lists the results of maximum stress, maximum deformation and modulus of elasticity for the blends and polymers obtained by DMA on tensile modulus.
Data in Table 3 show that increase in the concentration of ECO in the blends leads to a decrease in the maximum stress values at break. Regarding deformations, the use of 20% ECO led to a more deformable blend, as expected. In addition, all blends showed deformation values higher than PHB, indicating the possibility of preparing materials that can maintain maximum tensile strengths comparable to PHB, but with greater deformability.
Figure 3 shows the typical DMA curves in traction module obtained for blends.

DMA analysis for blends in traction module
For the elasticity modules, a significant increase can be noted for the value obtained for the sample containing 10% ECO in relation to 5% of the polymer. Similar results were obtained by Moraes [24] and collaborators who mention that the addition of ECO in the PHB matrix can generate residual tensions, due to the increase in the concentration of tension in the interfacial region, causing the blend to have an increase in stiffness in some cases.
Dynamic-mechanical thermal analysis in flexion module
DMA is one of the most interesting tools for determining the glass transition temperature values of polymers. Due to the need to compare the thermodynamic properties of blends prepared according to the ECO and PHB contents, thermal-dynamic analyses were performed. The main purpose, among others, was to obtain maximum temperature values at tan delta peaks in order to analyze and define, according to the values obtained, the miscibility of the blend [43] determined the miscibility of polymeric blends by observing tan delta peaks presented during the glass transition phase of the materials. In this work, tan delta peaks in the transition from the rubbery state to the melt were analyzed and thus the melting temperature was determined. Table 4 shows the melting temperatures of the samples analyzed in DMA.
PHB and ECO presented melting temperatures of 183.7 °C and 136.8 °C, respectively, temperatures that are in accordance with the literature and the manufacturer’s data provided: 185 °C for PHB and approximately 120 °C for the fusion of ECO. The blends presented melting values of 170.9 °C for the composition of 5%, 173.74 °C for the composition of 10% and 170.81 °C for the composition of 20% of ECO in the PHB matrix.
A very close result to 171.7 °C for Tm was obtained by Casarin [45] 220% for a blend formed by a mixture of 25% ECO and 75% PHB obtained by extrusion process. This Tm result obtained by Casarin [45] is extremely important in comparison with the result obtained in this work for the BL20ECO blend. The new methodology described in our work that uses solubilization led to a blend with a melting temperature very close to the value obtained by the blend formed by extrusion. This result shows that a simple blending preparation process like the one used can lead to interesting results when compared to more expensive and complex techniques.
According to the values obtained (Table 4), the composition of 10% was the one that showed the highest melting temperature, which may be associated with a good interaction between the polymer components of the blend so that the composition ended up influencing the results of the melting temperature of material. This result can be added to the result obtained in the mechanical analyses carried out in DMA in the traction module, which showed a slight superiority in the mechanical properties of the blend with this composition.
The storage, loss (at approximately 70 °C) and tan delta modules obtained from the materials through DMA analysis are shown in Table 5.
Polymer storage module is related to the ability to withstand a suitable tension and the materials response to that applied load. The loss module of polymeric materials is also related to the crystallinity of the materials, and lower loss modules (Eʺ) indicate more flexible materials, where the lag in response to mechanical stress is less. Comparing the values present in Table 5 of both loss module and storage module, it is possible to notice that the ECO has an Eʹ of approximately 39.4 MPa and this value if compared to the PHB, which is approximately 623 MPa, shows the difference in the properties of both polymers. In addition, the differences also show that the largest PHB module is in accordance with its high mechanical strength and high rigidity, whereas in ECO, the low values show the greater flexibility of the material. For blends, it is noted that the storage module remains high due to the greater composition of PHB in the blend; however, it differs from PHB in that it is slightly smaller than in PHB. In another way, it is still possible to observe a reduction in the loss module of blends material. This reduction indicates an increase in the flexibility of the blends in relation to the PHB justified by the presence of ECO in the blends, and these results indicate that there is interaction between the polymers constituting the blend, so that the slight change in the modules indicates a miscibility in the more accentuated blend due the sensitivity in its properties analyzed in DMA.
The preparation of blends by the solubilization method can have advantages in the preparation of these mixtures. Once in solution, the polymeric chains have greater mobility when compared to the possible melting phase that are widely used in the preparation of blends as described. The presence of aromatic structure in the main chain of the ECO is directly related to an increase in its rigidity. Thus, when in the solution phase, the interpenetration and interdiffusion of the PHB and ECO chains must be improved in relation to the preparations that are made by melting.
Scanning electron microscopy
During the analyses made through the scanning electron microscopy (SEM), it was possible to visualize the superficial physical aspects in the fracture region of the samples. Of all the images obtained, the ones with an increase of 150, 200 and 600 times of the samples were selected for comment.
Figure 4 shows SEM images of the pure thermoformed polymers in the fracture region; in these images, it is possible to observe the surface of the materials. It is possible to verify their differentiated characteristics, since ECO presents in its surface structure a homogeneous and characteristic aspect of crushing at break, this aspect which is related to its flexibility. PHB, on the other hand, has a rough surface and is full of erosions and cracks in its structure, characteristic of fragile materials that suffer from crumbling and detachment of particles, giving this aspect to the material. These characteristics were observed in several studies [11, 46, 47]. It is possible to observe in Fig. 4a, c characteristics of ECO rupture, which has streaks along surface caused by the stretching of the material during its breaking process. In Fig. 4b, d images, the PHB structure is observed, which presents particles and roughness as well as small holes and cracks due to its rupture because it is a material with greater rigidity [23, 48].

Micrograph of the samples and Ecoflex 200x (a), PHB 200x (b), Ecoflex 400x (c), PHB 400x (d), Ecoflex 600x (e), PHB 600x (f)
Figure 5 shows SEM images from blends BL05ECO, BL10ECO and BL20ECO. The main aspect of BL05ECO (Fig. 5a, d) when compared to PHB is a visible increase in homogeneous regions characterized by the addition of ECO to PHB. In addition, it can be also observed a reduction in the porous regions of the material, this result was expected according to the DMA analyses that showed lower melting temperature of the blend compared to pure PHB, because with the increase in the homogeneous regions of the material, it is estimated that there was a greater heat transfer that eventually facilitated the fusion of the blend.

Micrograph of the samples and 05% 200x (a), 10% 200x (b), 20% 150x (c), 05% 600x (d), 10% 600x (e), 20% 600x (f)
In the images of BL10ECO (Fig. 5b, e), it is possible observe greater homogenization in the material and a higher reduction in irregular regions when compared to BL05ECO, there is also the formation of large regions united by the interaction between PHB and ECO, because ECO chains penetrate PHB regions and fills in the gaps and roughness of the PHB, thus improving the mechanical properties of the blend.
For the BL20ECO blend (Fig. 5c, f), aggregation phenomena can be seen. Specifically in this case, the percentage of ECO is the highest among all and the agglomeration of ECO chains leads to regions with great heterogeneity, as evidenced by the circle in Fig. 5c. Obviously, in the preparation of polymer blends the limit for adding one polymer in relation to the other is an extremely known fact. For this BL20ECO blend, this limit for chain diffusion has become evident and has been reached. The results obtained for mechanical properties reinforce this visual observation obtained in SEM analysis. According to Hutníkova [49], blending of two polymers gives rise to intermediate layers at the phase border. The character of these layers depends on compatibility of both polymers and has significant influence on the physical properties of blend. It was also observed that the blend in the 10% composition showed a more homogeneous structure compared to the other compositions, because in the blend of 5% the composition was too low to cause any effective interaction between ECO and PHB. Thus, there were minimal interactions and partial filling of the PHB irregular regions, but the material’s mechanical behavior was lower than the 10% blend, which showed greater homogeneity and interaction between the two polymers and consequently improved chemical and mechanical properties. As for the blend in the composition of 20% it was observed that there was saturation of ECO in the material, which caused a greater accumulation and separation of the two polymers in the blend, a result that explains the fragility of the material observed in the DMA tests.
The PHB and ECO blends were also studied by [49]. The difference in relation to other studies is that the percentage concentrations of ECO were always higher than the PHB. The samples of pure PHB, pure Ecoflex®, their blends (PHB/ECO) containing 10, 30 and 50 wt% of PHB, blend of 30 wt% of PHB and 70 wt% of Ecoflex® with small content (3 wt%) of additive (chain extender) Joncryl® were studied. It is interesting to note that particularly in this case pointed out by [49], higher proportions of ecoflex in the blends revealed poor miscibility of these polymers according to analysis of proton spin–lattice relaxation process. The realized NMR by authors experiments show formation of PHB and Ecoflex® domains in the blends with some boundary regions in which the blend components affect each other.
Differential scanning calorimetry by heat flow
In the analyses carried out using DSC equipment, samples of the PHB, ECO polymers and the composites were analyzed in order to obtain values of melting temperatures, glass transition (Tg) and to compare the DSC curves of the materials.
Analyzing the DSC curves presented in Fig. 6, it was possible to notice the values of the endothermic peaks of the materials that are related to the melting temperature, the values found are consistent with the analyses made in DMA and also with the literature of previous works [24, 50] who found the same values of endothermic peaks and melting temperature. The values found for PHB were 166.9 °C for melting temperature and approximately 130 °C for ECO.

DSC curve of PHB and Ecoflex
In this work, it was not possible to identify endothermic peaks and temperatures in order to determine the glass transition temperature value in both pure polymers and blends, as according to Moraes and Pellicano [24, 50] the identification of glass transition temperature in semi-crystalline polymers, in this case the PHB, which is the major constituent of the blend, is extremely difficult and requires several repetitions of tests and parameters that may vary.
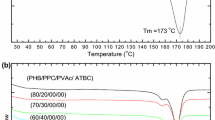
Figure 7 shows the curves for the blends in the composition of 5, 10 and 20 wt% ECO in the PHB matrix. It is possible to observe that the melting temperatures obtained by the endothermic peaks of the materials varied in relation to the pure materials, the melting temperature values of 164.3 °C, 167.4 °C and 179.5 °C were found for the blends of BL5ECO, BL10ECO and BL20ECO, respectively.

DSC curves of blends
This change in the temperature values of the endothermic peaks is associated with the degree of miscibility of the blend components and indicates an increase in the miscibility of the polymers justified by this difference in melting temperature, and this justification can be found in other works in the literature, such as by [24, 43, 50].
Conclusion
It is possible to report that physical mixtures between PHB and ECO produced interesting blends with unique mechanical properties when compared to the original polymers. The variation of ECO mass in the blend directly influenced the mechanical thermodynamic properties. There was increased elasticity in the blends without significant loss of mechanical strength. It was possible to confirm that an increase of more than 20% of the composition of ECO in the blend generates phase separation in the blend causing a saturation in the main phase. In general, the misciblity between the polymers was verified in the preparation of the blends. However, the use of an amount of 20% of ECO in relation to PHB led to a blend with mechanical properties inferior to the others, which may indicate that the miscibility limit between the polymers may have been reached for this blend partially. The methodology used to prepare blends in our work is simpler and more accessible than other published earlier. In other works, use of thermoplastic polymer processing equipment with high market value could be observed. In addition, the solubilization of polymer chains promotes a greater miscibility between them, since the interdiffusion and mobility of them occur more efficiently than in a melted phase mixture between two different polymers.
References
Coutinho BC, Miranda GB, Sampaio GR, et al (2007) Importance and advantages of polyhydroxybutyrate (biodegradable plastic). HOLOS 3:76. https://doi.org/10.15628/holos.2004.49
Botaro VR, Novack KM, Siqueira ÉJ (2012) Dynamic mechanical behavior of vinylester matrix composites reinforced by Luffa cylindrica modified fibers. J Appl Polym Sci 124:1967–1975. https://doi.org/10.1002/app.35019
Landim APM, Bernardo CO, Martins IBA et al (2016) Sustainability concerning food packaging in Brazil. Polimeros 26:82–92. https://doi.org/10.1590/0104-1428.1897
Carmo KP, Paiva JMF (2015) Biodegradable films and starch compositions with other materials. Rev Virtual Quim 7:2377–2386. https://doi.org/10.5935/1984-6835.20150141
Baran A, Vrábel P, Olčák D, Chodák I (2018) Solid state 13 C-NMR study of a plasticized PLA/PHB polymer blend. J Appl Polym Sci 135:46296. https://doi.org/10.1002/app.46296
Sadi RK, Fechine GJM, Demarquette NR (2013) Effect of prior photodegradation on the biodegradation of polypropylene/poly(3-hydroxybutyrate) blends. Polym Eng Sci. https://doi.org/10.1002/pen.23471
Lai S-M, Sun W-W, Don T-M (2015) Preparation and characterization of biodegradable polymer blends from poly(3-hydroxybutyrate)/poly(vinyl acetate)-modified corn starch. Polym Eng Sci 55:1321–1329. https://doi.org/10.1002/pen.24071
de Mesquita PJP, Araújo RdeJ, de Carvalho LH et al (2016) Thermal evaluation of PHB/PP- g -MA blends and PHB/PP-g-MA/vermiculite bionanocomposites after biodegradation test. Polym Eng Sci 56:555–560. https://doi.org/10.1002/pen.24279
El-Taweel SH, Al-Ahmadi AO (2020) Thermal behavior and soil biodegradation for blends of poly(hydroxybutyrate)/ethylene vinyl acetate copolymer (EVA 60) with 1 mass% NH4Cl. Polym Bull. https://doi.org/10.1007/s00289-020-03129-z
Seoane IT, Cerrutti P, Vazquez A et al (2019) Ternary nanocomposites based on plasticized poly(3-hydroxybutyrate) and nanocellulose. Polym Bull 76:967–988. https://doi.org/10.1007/s00289-018-2421-z
Fonseca FMC, Oréfice RL, De Oliveira Patricio PS (2014) Effect of the incorporation of TiO2 nanoparticles on the behavior of polypropylene-poly(hydroxybutyrate) blends submitted to accelerated aging tests. Polimeros 24:395–401. https://doi.org/10.4322/polimeros.2014.022
De Freitas RRM, Botaro VR (2018) Biodegradation behavior of cellulose acetate with ds 2. 5 in simulated soil. Int J Chem Mol Eng 12:347–351
Casarin SA, Agnelli JAM, Malmonge SM, Rosário F (2013) Biodegradable PHB/copolyester blends—biodegradation in soil. Polimeros 23:115–122. https://doi.org/10.1590/S0104-14282013005000003
Rosa DS, Franco BLM, Calil MR (2001) Biodegradability and mechanical properties of polymeric mixtures. Polímeros 11:82–88. https://doi.org/10.1590/s0104-14282001000200010
Roy N, Saha N, Kitano T, Saha P (2012) Biodegradation of PVP-CMC hydrogel film: a useful food packaging material. Carbohydr Polym 89:346–353. https://doi.org/10.1016/j.carbpol.2012.03.008
Milošević M, Krkobabić A, Radoičić M et al (2017) Biodegradation of cotton and cotton/polyester fabrics impregnated with Ag/TiO2 nanoparticles in soil. Carbohydr Polym 158:77–84. https://doi.org/10.1016/j.carbpol.2016.12.006
Ikejima T, Inoue Y (2000) Crystallization behavior and environmental biodegradability of the blend films of poly(3-hydroxybutyric acid) with chitin and chitosan. Carbohydr Polym 41:351–356. https://doi.org/10.1016/S0144-8617(99)00105-8
Marlina D, Sato H, Hoshina H, Ozaki Y (2018) Intermolecular interactions of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (P(HB-co-HV)) with PHB-type crystal structure and PHV-type crystal structure studied by low-frequency Raman and terahertz spectroscopy. Polymer (Guildf) 135:331–337. https://doi.org/10.1016/j.polymer.2017.12.030
Gonzalez A, Irusta L, Fernández-Berridi MJ et al (2004) Miscibility behaviour of amorphous poly(3-hydroxybutyrate) (a-PHB)/styrene-vinyl phenol copolymer (STY-co-VPH) blends applying an association model. Polymer (Guildf) 45:1477–1483. https://doi.org/10.1016/j.polymer.2003.12.053
El-Hadi AM (2011) Effect of processing conditions on the development of morphological features of banded or nonbanded spherulites of poly(3-hydroxybutyrate) (PHB) and polylactic acid (PLLA) blends. Polym Eng Sci 51:2191–2202. https://doi.org/10.1002/pen.21991
Souza D, Sánchez Rodríguez RJ, Gomes da Silva M et al (2016) Compatibilization of cellulose acetate/poly(3-hydroxybutyrate) blends by grafting copolymer. Polym Eng Sci 56:689–696. https://doi.org/10.1002/pen.24295
Don T-M, Chung C-Y, Lai S-M, Chiu H-J (2010) Preparation and properties of blends from poly(3-hydroxybutyrate) with poly(vinyl acetate)-modified starch. Polym Eng Sci 50:709–718. https://doi.org/10.1002/pen.21575
De Faria AU, Martins-Franchetti SM (2010) Biodegradation of polypropylene (PP), Poly(3-hydroxybutyrate) (PHB) films and PP/PHB blend by microorganisms from Atibaia river. Polimeros 20:141–147. https://doi.org/10.1590/S0104-14282010005000024
Moraes MFV de (2005) Produção e caracterização da blenda polimérica biodegrável poli(hidroxibutirato)[PHB]/Co-poliéster alifático aromático [ecoflex] para aplicações em embalagens. Dissertation, Universidade Federal de Ouro Preto
Morro A, Catalina F, Corrales T et al (2016) New blends of ethylene-butyl acrylate copolymers with thermoplastic starch. Characterization and bacterial biodegradation. Carbohydr Polym 149:68–76. https://doi.org/10.1016/j.carbpol.2016.04.075
Garcia-Garcia D, Ferri JM, Boronat T et al (2016) Processing and characterization of binary poly(hydroxybutyrate) (PHB) and poly(caprolactone) (PCL) blends with improved impact properties. Polym Bull 73:3333–3350. https://doi.org/10.1007/s00289-016-1659-6
Garcia-Campo MJ, Quiles-Carrillo L, Sanchez-Nacher L et al (2019) High toughness poly(lactic acid) (PLA) formulations obtained by ternary blends with poly(3-hydroxybutyrate) (PHB) and flexible polyesters from succinic acid. Polym Bull 76:1839–1859. https://doi.org/10.1007/s00289-018-2475-y
Hazer B, Akyol E, Şanal T et al (2019) Synthesis of novel biodegradable elastomers based on poly[3-hydroxy butyrate] and poly[3-hydroxy octanoate] via transamidation reaction. Polym Bull 76:919–932. https://doi.org/10.1007/s00289-018-2410-2
Werlang MM, de Araújo MA, Nunes SP, Yoshida IVP (1998) Miscibilidade de Blendas de Poliestireno com Polímeros de Silício. Polímeros 8:77–81. https://doi.org/10.1590/s0104-14281998000400011
Arrieta MP, Fortunati E, Dominici F et al (2015) Bionanocomposite films based on plasticized PLA-PHB/cellulose nanocrystal blends. Carbohydr Polym 121:265–275. https://doi.org/10.1016/j.carbpol.2014.12.056
Ma P, Xu P, Chen M et al (2014) Structure-property relationships of reactively compatibilized PHB/EVA/starch blends. Carbohydr Polym 108:299–306. https://doi.org/10.1016/j.carbpol.2014.02.058
Sousa FM, Costa ARM, Reul LTA et al (2019) Rheological and thermal characterization of PCL/PBAT blends. Polym Bull 76:1573–1593. https://doi.org/10.1007/s00289-018-2428-5
Pachekoski WM, Dalmolin C, Agnelli JAM (2014) Biodegradable polymeric blends of PHB and PLA for film production. Polimeros 24:501–507. https://doi.org/10.1590/0104-1428.1489
Chen J, Wang Y, Yin Z et al (2017) Morphology and mechanical properties of poly(β-hydroxybutyrate)/poly(ε-caprolactone) blends controlled with cellulosic particles. Carbohydr Polym 174:217–225. https://doi.org/10.1016/j.carbpol.2017.06.053
Barud HS, Souza JL, Santos DB et al (2011) Bacterial cellulose/poly(3-hydroxybutyrate) composite membranes. Carbohydr Polym 83:1279–1284. https://doi.org/10.1016/j.carbpol.2010.09.049
Witt U, Einig T, Yamamoto M et al (2001) Biodegradation of aliphatic-aromatic copolyesters: evaluation of the final biodegradability and ecotoxicological impact of degradation intermediates. Chemosphere 44:289–299. https://doi.org/10.1016/S0045-6535(00)00162-4
Nozirov F, Fojud Z, Klinowski J, Jurga S (2002) High-resolution solid-state 13C NMR studies of poly[(R)-3-hydroxybutyric] acid. Solid State Nucl Magn Reson 21:197–203. https://doi.org/10.1006/snmr.2002.0060
Nozirov F, Fojud Z, Szcześniak E, Jurga S (2000) Molecular dynamics in poly[(R)-3-hydroxybutyric acid] biopolymer as studied by NMR. Appl Magn Reson 18:37–45. https://doi.org/10.1007/BF03162097
Yamamoto M, Witt U, Skupin G et al (2005) Biodegradable aliphatic-aromatic polyesters: “Ecoflex ®”. In: Steinbüchel A, Doi Y (eds) Biopolymers online. Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim
Armentano I, Fortunati E, Burgos N et al (2015) Bio-based PLA_PHB plasticized blend films. Part I: processing and structural characterization. LWT: Food Sci Technol 64:980–988. https://doi.org/10.1016/j.lwt.2015.06.032
Arrieta MP, Fortunati E, Dominici F et al (2014) Multifunctional PLA—PHB/cellulose nanocrystal films : processing, structural and thermal properties. Carbohydr Polym 107:16–24. https://doi.org/10.1016/j.carbpol.2014.02.044
Weinmann S, Bonten C (2019) Thermal and rheological properties of modified polyhydroxybutyrate (PHB). Polym Eng Sci 59:1057–1064. https://doi.org/10.1002/pen.25075
Canevarolo SVJ (2007) Técnicas de caracterização de polímeros, 1st edn. Artliber Editora Ltda, São Paulo
Silverstein RM, Robert M, Webster FX, Kiemle DJ (2005) Spectrometric identification of organic compounds. Wiley, New York
Casarin SA, Malmonge SM, Agnelli JAM (2005) Characterization of Blend PHB / ECOFLEXTM modified with powder-of-wood. In: 8o Congresso Brasileiro de Polímeros. pp 1053–1055
Coelho NS, Ferreira FGD, Almeida YMB, Vinhas GM (2007) Investigation of the proprieties of the PHB, PHB-HV and their blends with anphoteric starch. In: 9o Congresso Brasileiro de Polímeros
Esposito AR, Duek EAR, Lucchesi C et al (2010) Citocompatibilidade de blendas de poli(p-dioxanona)/poli(hidroxi butirato) (PPD/PHB) para aplicações em engenharia de tecido cartilaginoso. Polimeros 20:383–388. https://doi.org/10.1590/S0104-14282010005000062
Corradini E, Marconcini JM, Agnelli JAM, Mattoso LHC (2011) Thermoplastic blends of corn gluten meal/starch (CGM/Starch) and corn gluten meal/polyvinyl alcohol and corn gluten meal/poly (hydroxybutyrate-co- hydroxyvalerate) (CGM/PHB-V). Carbohydr Polym 83:959–965. https://doi.org/10.1016/j.carbpol.2010.09.004
Hutníkova M, Fricova O (2016) Solid-State NMR study of poly(3-Hydroxybutyrate) and ecoflex® blends. Acta Phys Pol A 129:388–393. https://doi.org/10.12693/APhysPolA.129.388
Pellicano M (2008) Desenvolvimento e Caracterização de Blendas PHBV/ECOFLEX ® e suas Modificações com Amidos. Universidade Federal de São Carlos
Acknowledgements
JP Project 2008-00835 FAPESP, CNPq and Capes.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Botaro, V.R., de Freitas, R.R.M., do Carmo, K.P. et al. A simple and efficient technique to prepare aromatic polyhydroxibutirate/polybutylene adipate terephthalate blends. Polym. Bull. 78, 6029–6045 (2021). https://doi.org/10.1007/s00289-020-03378-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-020-03378-y