
Abstract
Ultrasonic welding is a special joining process with high joining speed and good joint strength. Compared with conventional mechanical and adhesive bonding, ultrasonic welding has many advantages for joining thermoplastic composite. In this paper, the latest advances in ultrasonic welding technology for fiber-reinforced thermoplastic composites were reviewed. This paper not only compares the advantages and disadvantages of the ultrasonic welding process with other welding methods but also discusses the influence of ultrasonic welding parameters on the welding quality. The ultrasonic welding of dissimilar materials was summarized. In addition, the quality inspection and repair of ultrasonic composite welding were also discussed. Finally, the research status and development prospect of ultrasonic welding for thermoplastic composites were analyzed.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Currently, polymer composites are developed fast as some industries focus on reducing weight and cost [1,2,3,4]. Compared with conventional metals, fiber-reinforced thermoplastic composites have the characteristics of light weight, recyclability, and good mechanical properties. Trunzo et al. [5] proposed that carbon fiber-reinforced composites were widely used in aviation, aerospace, shipbuilding, automotive, electronics, sports, and other fields. The joining technology of composite materials has important research significance [4, 6].
Atmakuri et al. [7, 8] pointed out that resin matrix composites were materials with resin as matrix and fiber as reinforcement, which are called polymer composites. The resin matrix was generally divided into thermoset and thermoplastic. Thermoset matrixes included unsaturated polyester, epoxy, phenolics, vinyl acetate, bismaleimide (BMI), polyimide, etc. Thermoset composites are formed by a cure reaction, which is irreversible. Therefore, thermoset composites are difficult to weld together. Thermoplastic matrixes included polyethylene (PE), polypropylene (PP), polyamides, polyetheretherketone (PEEK), methylmethacrylate (MMA), polyethersulfone (PES), polysulfone (PUS), etc. Polymer molecules are held together by chemical bonds. When thermoplastic is heated, these bonds may weaken or break. Then, the thermoplastic can slide and diffuse freely. Thermoplastic composites can be repeatedly heated to melt and cooled to fix. In comparison, thermoplastic composites have better welding performance than thermoset composites. Hence, the thermoplastic composites can better weld with other materials, such as thermoset composites, metals, glass, ceramics, and rubber. High-performance thermoplastics have the feature of high vitrification transition temperature (Tg), making composites have better mechanical properties than conventional thermoplastics at higher temperatures. Thermoplastic composites have even higher mechanical properties than polyester and thermoset resins under certain conditions.
The composite reinforcement consisted of short fiber, long fiber, and continuous fiber. The latter had better mechanical properties than the former, but the manufacturing process was relatively troublesome. Common reinforced long fibers were carbon fiber (CF) and glass fiber (GF) [9]. Carbon fiber and glass fiber are more attractive because the fibers have excellent mechanical properties [10].
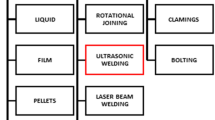
Due to the diversity and complexity of part shapes, the joining of materials is often applied. Theoretically, an ideal part should not have any joint, because the joint would affect the mechanical strength [11]. Besides, the application of hybrid structures is increasing, often requiring joints between components. Therefore, the development of joining technology is of vital importance in industrial applications. At present, the joining technology of composite mainly includes mechanical joining, bonding, and welding [12]. The classification of joining methods for composite materials is shown in Fig. 1.

Different joining techniques for composite materials
Mechanical joining and adhesive bonding are two mature joining processes, which have been widely used to join composite. Mechanical joining and adhesive bonding can be used to join polymer material, composite material, and metal material. Bolting and riveting are two mechanical joining processes for composite materials. For the parts that often need to be disassembled and assembled, the bolting process is a better choice, because it has the advantages of simple structure, reliable joint, and convenient disassembly. However, mechanical joining processes often require drilling in parts. Holes cause stress concentration which is one of the biggest obstacles in mechanical joint applications. Rao et al. [13] and Wang et al. [14] used self-piercing riveting (SPR) to join carbon fiber reinforced plastic (CFRP) and aluminum alloy. When the composite plate is too thick, SPR cannot effectively join the two plates together. In the forming process, self-piercing rivets will puncture the fiber and destroy the integrity of composite materials to reduce the strength of composite materials. Bonding technology is also commonly used in industry to join composite materials. The adhesives commonly used in industry are mostly polymers, which can form stable chemical bonds with the matrix materials in the composite materials [15,16,17]. Mandolfino et al. [18] showed that higher joint strength could be achieved after surface treatment of composite plates. Plate surface treatment is a long process before bonding, bonding also needs to take a long time to hold the pressure curing. At the same time, the adhesive is greatly affected by environmental factors [19]. These shortcomings limit the application of bonding in the industry.
Because thermoplastic composites have good welding properties [20]. Welding technology joins thermoplastic materials by heating to melting and solidifying under pressure. Common welding techniques of thermoplastic composites include hot gas welding, resistance welding, induction welding, friction welding, ultrasonic welding, and so on [21]. The heat source of ultrasonic welding process is different from other welding methods. Ultrasonic vibration is the main energy source of ultrasonic welding. High temperatures will only be generated locally at the welding zone. The whole welding process is completed in a very short time. Ultrasonic welding does not destroy the reinforcing fibers in the composite and does not require pretreatment of part surfaces. Ultrasonic welding just perfectly makes up for the mechanical joining and bonding shortcomings. The welding technology can fuse the thermoplastic composites to ensure the surface integrity and tightness of parts [22]. Ultrasonic welding can join only the same thermoplastic composites, but also thermoplastic composites and metals. At the same time, forming of complex laminates and additive manufacturing of composites can be performed by ultrasonic welding. Therefore, ultrasonic welding has great research value and development prospects for joining composite material [23].
Ultrasonic plastic welding is fusing welding. There is no need to add extra heat in the process of fusion welding. Ultrasonic welding has the advantages of simple operation, short time, low temperature, small deformation, little energy consumption, and green and environmental protection. Many researchers have studied ultrasonic welding [24]. The research shows that ultrasonic welding has the following advantages:
-
Ultrasonic welding can realize the welding between the same and different kinds of composite material, composite material, metal, and inorganic material.
-
Ultrasonic welding is the fastest method of joining and is suitable for mass production and automation [25].
-
The ultrasonic welding process does not produce smoke or spark, so this technology is considered non-polluting [24].
-
Ultrasonic welding does not require the treatment of welding parts before or after welding.
-
Ultrasonic wave eliminates the subjective factors in the welding technology and ensures the consistency of welding quality.
-
Welding conditions are set quickly and easily. The versatility of the ultrasonic welder can be switched from one setting to another in a matter of minutes.
-
Tools have a long life and require little or no maintenance [26].
An increasing number of industries are looking for a faster and more efficient way to weld thermoplastic composite structures. In the next section, the literature review will detail the ultrasonic welding and welding process of composite materials. The properties of different matrix composites were compared. Simultaneously, the advantages and applications of ultrasonic welding compared with conventional welding and other welding methods are discussed. The paper talks about the composition, working principle, and important process parameters of ultrasonic welding machines. Ultrasonic welding processes of thermoplastic composites to thermoplastic composites, thermoset composites, metals, and other materials are introduced, respectively. The ultrasonic welding online inspection and secondary welding technology of thermoplastic composites are introduced. Finally, based on the current situation and deficiency of ultrasonic welding, the development trend of ultrasonic welding in the future is discussed in this paper.
With the wide application of composite materials, the structural joining technology of composite materials has been developed rapidly. Comparing with the conventional joining process of composite materials, ultrasonic welding is a very fast and short period of joining process. Therefore, ultrasonic composite welding is of great significance to promote industrial development, industrial transformation, and upgrading. The review can make the researchers who want to enter the field understand the characteristics, difficulties, research value, and the focus of the future development of this field. Researchers can understand: applicable occasions of ultrasonic welding; the suitable process parameters in the ultrasonic composite welding; test and analysis means of connecting parts; which composite materials can be combined well by ultrasonic welding; the characteristics of ultrasonic composite welding compared with other joining technologies; what level can be achieved by ultrasonic composite welding at present.
For the researchers who have studied in this field, this review can provide the latest development of ultrasonic welding of thermoplastic composite and the latest research results. Readers can spend less time to understand the latest research status of ultrasonic composite welding and the problems that need to be solved in the current research. This review can be used as a retrieval tool, and researchers can obtain the clues of the original literature with less time and effort through the writing ideas of this review. Researchers can understand the future development direction of the field, adjust the strategy of research team, and tackle the key points and difficulties of the technology field.
2 Ultrasonic welding technology and principle
Ultrasonic wave is a sound wave with a frequency higher than 20,000 Hz, which lowest frequency is higher than the range of human hearing [27]. The ultrasonic wave has the characteristics of good directivity and easy access [28]. At present, ultrasonic wave has been widely used in military, medical, agricultural, and industrial fields. Ultrasonic wave began to be used in manufacturing in the early twentieth century [29]. Because ultrasonic wave has excellent physical properties, the ultrasonic wave is favored by researchers. After more than 100 years of development, ultrasonic has been used in casting, forming, cutting, riveting, welding, and many other processes [26]. Ultrasonic welding is an ideal joining process, which can join not only thermoplastic composites but also metal and composite materials.
Ultrasonic welding was invented in 1956, which was first applied to the joining of metal materials. By applying transverse ultrasonic vibration to the metal parts, friction heat is gradually generated on the weld zone to achieve the welded joint between the parts. In the late 1960s, the USA, the UK, Switzerland, Japan, and other countries conduct in-depth research on ultrasonic welding to application in the joining of polymer. Ultrasonic welding uses a high-frequency vibration wave (20 ~ 40 kHz) to transfer to two surfaces to be welded. Under pressure, the two surfaces will rub against each other to generate heat and thus form the fusion between molecular layers.
2.1 Types of ultrasonic welding
Ultrasonic welding is a good choice for joining thin-walled metal structures. Compared with other welding processes, ultrasonic welding can significantly reduce energy consumption and process costs when connecting metals. Both ultrasonic and thermal energy can soften or melt metals [30]. However, experimental results show that the ultrasonic energy required to soften the same mass of metal is 107 times less than the thermal energy required. Some researchers have used ultrasonic vibration for metalworking in their research and have concluded that it can significantly reduce the amount of force required. Ni et al. [31] connected copper plates with ultrasonic welding. In this experiment, the copper plates were welded together in just 0.6 s. The process of ultrasonic vibration will first clean the oxide and impurities of the copper surface. The material is then rubbed at high speed under pressure to produce heat that melts the material. The plates are welded together after pressure-holding cooling. Yang et al. [32] simulated the ultrasonic welding process of aluminum and copper. During the ultrasonic welding, a large amount of molecular diffusion occurred in both materials, despite the low interfacial temperature (375 K). The diffusion coefficient in the welding process is much larger than that in the steady-state diffusion process. Under the action of ultrasonic waves, the high-speed shear strain occurs at the Cu/Al interface, which accelerates the molecular diffusion between the two plates. Ultrasonic welding has an excellent performance in joining metals together. Ultrasonic welding can weld metals together in less than 1 s, unmatched by other welding techniques.
Similarly, ultrasonic welding is also applicable to the joining between thermoplastic composites and the joining between thermoplastic composite to other materials. However, there are some differences between the ultrasonic composite welding principle and the ultrasonic metal welding principle. In the ultrasonic composite welding process, the horn is vibrating longitudinally. A comparison of the two ultrasonic welding processes is shown in Fig. 2. In the late 1960s, researchers in the USA made in-depth studies of ultrasonic welding and began to apply it to the joining of polymer materials [33]. Ultrasonic welding near field welding (distance of welding zone and horn is less than 6 mm) and far field welding (distance of welding zone and horn is greater than 6 mm). All thermoplastic materials can be welded in the near field, while in the far field welding the material needs to transmit ultrasonic wave without significant ultrasonic attenuation [34]. Ultrasonic welding of semicrystalline polymer materials (such as polyethylene) is difficult, because a large amount of energy is needed to destroy the crystal shape and overcome the diffusion between molecules. The welding time of semi-crystalline materials is generally longer than that of amorphous polymer materials.

Ultrasonic welding methods of plastic and metal [35]
Ultrasonic welding techniques can be divided into ultrasonic spot welding, seam welding, ring welding, wire welding, etc. The shapes of welded joint obtained by different types of ultrasonic welding are different. The shapes of the welded joint include point weld, straight line continuous weld, annular continuous weld, etc. Ultrasonic spot welding can be divided into single-sided welding and double-sided welding according to welding methods. At present, the most widely used ultrasonic spot welding is one-sided imported ultrasonic welding. Ultrasonic wave can be applied laterally or longitudinally [36,37,38,39]. A longitudinal ultrasonic vibration welding method was studied by Kim et al. [40]. The ultrasonic wave could affect the joining strength and microstructure of welded joint. The research found that ultrasonic welding seems to be suitable for high-density electronic packaging. Ultrasonic continuous seam welding transfers the energy to the welding position through the rotary horn to form a continuous weld with sealing performance. The vibration mode of the horn includes bending vibration, longitudinal vibration, and torsion vibration. In the actual production process, the bending vibration ultrasonic welding has better process performance and is most widely used [41,42,43]. Jongbloed et al. [44] studied continuous ultrasonic welding of thermoplastic composites. Braided polymer mesh is energy director on the research of continuous ultrasonic welding of CF-PPS. The experimental results show that the welding quality is improved significantly. This network energy director can wet the surface of materials well.
2.2 Ultrasonic welding system
When the ultrasonic wave is applied to the thermoplastic contact surface, tens of thousands of high-frequency vibrations will be generated in the horn per second. The sound resistance at the interface of the weld zone is large, which will produce high temperatures [45]. Due to the poor thermal conductivity of plastics, the heat will not be transferred out quickly. The heat concentration in the weld zone will lead to the rapid melting of the two plastic contact surfaces. After pressure holding cooling, the two thermoplastic plates will fuse. When the ultrasonic wave stops, the pressure is applied to persist for a few seconds before it solidifies, forming a strong molecular chain. Ultrasonic welding machine mainly consists of five parts [46,47,48,49], including an ultrasonic generator, transducer, booster, ultrasonic vibrating head (horn), and fixture. The mechanism of the ultrasonic welding machine is shown in Fig. 3.

Ultrasonic welding machine structure
The acoustic system of ultrasonic welding composes an ultrasonic generator, transducer, energy director, coupling rod, horn, etc. [50]. The main function of an acoustic system is to convert AC electrical energy into ultrasonic waves. The transducer converts the high-frequency current of the ultrasonic generator into mechanical oscillations of the same frequency. The commonly used transducer principles are magnetostrictive and piezoelectric [51]. The magnetostrictive transducer works based on the magnetostrictive effect. When the ferromagnetic material is placed in an alternating magnetic field, obvious synchronous stretching deformation will occur along the length direction of the material [52, 53]. The magnetostrictive transducer which works stably and reliably is generally used in high-power ultrasonic welding machines. The piezoelectric transducer works by using the inverse piezoelectric effect of some non-metallic piezoelectric crystals. The piezoelectric effect refers to the appearance of an electric charge when a piezoelectric crystal material is subjected to pressure or tension on a certain crystal surface. The inverse piezoelectric effect is the opposite of the piezoelectric effect. In the inverse piezoelectric effect, when an alternating voltage is applied in the direction of the piezoelectric axis of the crystal, which will contract synchronously in a certain direction. The piezoelectric type has the characteristic of high energy exchange efficiency [54, 55].
The booster amplifies the amplitude of the transducer output [56]. The exponentially shaped booster has a high magnification coefficient, stable operation, and high structural strength. The booster bears the fatigue load in working, which is generally made of materials with high fatigue strength and low cost. Such as 45 steel, 30CrMnSi low alloy steel, T8 tool steel, and titanium alloy are commonly used to make boosters.
Horn is used to transfer mechanical vibration to the specimen [57]. The vibration state of the horn can be changed by changing the geometry of the horn [58]. Horn material should have better acoustic performance and higher fatigue bearing capacity. Besides, horn material is characterized by corrosion-resistant, wear-resistant, heat-resistant, better elasticity, toughness, and hardness. Such as stainless steel, titanium alloy, and polycrystalline diamond are often used to make horn. Horn is attached to the machine by welding, brazing, screw/taper fitting, etc. The screw thread is a fast and simple method to connect the horn, but this method has some defects, such as self-loosening, fatigue failure and acoustic force loss. A newfangled single-drive ultrasonic elliptical vibrator was presented by Zhen et al. [59]. The single-drive elliptical ultrasonic vibrator was composed of a transducer sandwiched longitudinal piezoelectric and a composite horn. Because of its particular structure, an elliptical vibration track is produced at the export end of the composite beam horn. It can be used in ultrasonic welding, turning, milling, drilling, motor, and many other power ultrasonic applications.
A period of static pressure should be applied to the parts before ultrasonic welding to avoid parts sliding in the welding process. Applying static pressure in advance can improve the dimensional precision of the joint and avoid fatigue damage to the welded joint. The main mechanism of applying static pressure to welding parts is hydraulic pressure, air pressure, electromagnetic pressure, and spring lever pressure. High power ultrasonic welding machine adopts hydraulic pressure because there is no impact. Low power ultrasonic welding machine uses electromagnetic pressure and spring lever pressure. During welding, the welding parts will be fixed with a holding device to promote good adhesion. Figure 4 introduces a clamping device that can clamp composite plates together. Kuratani et al. [60] researched the influence of the contact area between the composite material and the clamp on the welding quality. The conclusion shows that the dynamic load-bearing capacity of the interface depends on the fatigue strength of the two parts. The displacement and elastic strain of laminates are larger when the natural frequency of laminates is close to or equal to the horn vibration frequency.

The clamping device for locating and clamping laminate panels in ultrasonic welding [61]
2.3 The principle of ultrasonic welding
Compared with other welding technologies, ultrasonic welding has low energy input, low welding temperature, and short welding time [62]. Ultrasonic welding is a kind of friction welding [63]. The welding principle is that the ultrasonic mechanical vibration causes the polymer of weld zone to heat and melt. The 50/60 Hz current is converted by the ultrasonic generator to a high-frequency current of 15, 20, 30, or 40 kHz [64]. The sensor then converts the high-frequency electrical signal to the mechanical vibration of the same frequency. The horn transmits the ultrasonic vibration to the joining part. Due to the large acoustic resistance at the workpiece interface, weld zone temperature will be very high. At this time, ultrasonic vibration energy will drive the workpiece to rub against each other and generate friction heat. After the plastic is melted, the weld zone will be cooled to form a welded joint after a period of pressure action. In the process of ultrasonic composite welding, the combined effect of interfacial friction and intermolecular forces result in material heating. Friction heat at the interface is the starting heat source of the process. Without friction at the interface, the welding process cannot begin. Once the thermoplastic material begins to melt, the viscoelastic heat will become the main heat source in the welding process.
Zhang et al. [65] made a detailed study on the heating mechanism of composite materials in the ultrasonic welding process. In general, it consists of two phases. The heat source in the process of ultrasonic welding mainly comes from friction heat generation and viscoelastic dissipation. At the initial stage of welding, the stiffness of thermoplastic composites is relatively large. The surface of the plates will generally be provided with some small convex (or energy directors) [66]. Under the action of ultrasonic vibration and welding pressure, the ultrasonic relative displacement of small bulge leads to relative friction and friction heat. As the welding goes on, the small bulges are gradually melted and a layer of the flowing polymer film is formed. However, with the extension of ultrasonic action time, the plate softening, stiffness reduction, the heat generated by friction is getting smaller and smaller. When a viscoelastic material is subjected to periodic sinusoidal alternating forces, the strain of the material does not occur immediately as the stress is applied. Some of the energy is converted into heat through the friction between the molecules in the material, which is called viscoelastic dissipation.
Tutunjian et al. [67] researched the heating mechanism of ultrasonic composite welding. Simulation and experimental consequences show that the whole welding process is caused by interface friction and viscoelastic heat. When the temperature gets \({T}_{g}\) (glass transition temperature), the material is mainly heated by viscoelastic. Viscoelastic heat provides the heat most needed in the welding process. When the temperature is lower than \({T}_{g}\), thermoplastic composites gain heat energy through interfacial friction, which increases the temperature of welding zone. When the temperature rises to \({T}_{g}\) at certain sites, viscoelastic heat becomes dominant. The heat conduction effect causes the temperature of the material surrounding the interface to rise to \({T}_{g}\), then activates the strong viscoelastic heat above \({T}_{g}\). When the temperature reaches \({T}_{g}\), the viscoelastic heat is diffused in the material at a faster rate.
2.4 Factors affecting the strength of ultrasonic welding
Ultrasonic welding can weld thermoplastic composites well [68, 69]. Good weldability was shown between the same thermoplastic composites. However, the welding performance of heterogeneous thermoplastic composite materials is related to the degree of material performance acquaintance. Different materials with similar properties have better welding performance. Scholars all over the world have done a lot of researches about the ultrasonic welding of various thermoplastic composites. A large number of experiments were conducted to research the effect of welding process parameters. Such as welding time, precompression, ED geometry, welding energy, amplitude, holding time, and holding pressure on the welding quality. It is found that welding time, vibration amplitude, and ED geometry have a significant influence on welding quality [70,71,72,73,74].
2.4.1 Effect of welding power on the weld strength
For each particular ultrasonic welding machine, the vibration frequency has a fixed value. Thus, in ultrasonic welding, the vibration frequency is a fixed technological parameter [75, 76]. The welding power depends on the thickness and hardness of the welding parts. Welding power can be determined by the following formula:
In the formula, \(P\) is welding power, (W);\(k\) is the welding coefficient; \(H\) is the hardness of the material, \((HV)\); \(\delta\) is the thickness of the composite plates, \((\mathrm{mm})\). In the process of ultrasonic welding, the power is often varied. The beginning and end stages of ultrasonic welding often have high power. At the beginning of ultrasonic composite welding, the higher power can make the polymer melt quickly and speed up the welding process. However, in the latter half stage of welding, high power will make excessive temperature of the weld zone, the polymer thermal decomposition at high temperature will appear, resulting in the weld zone cavity. Tutunjian et al. [77] studied a control method of ultrasonic welding power. In the ultrasonic welding process of CF-PA66, this control method was mainly to control the power in the later stage of welding. Through the judgment of the power variation trend, the output of the amplitude was adjusted by the controller to adjust the power. In this way, the heat of weld zone generated was actively reduced and controlled within an optimal range. The polymer of weld zone would not be thermally decomposed due to high temperature. Figure 5 compares the ultrasonic welding power curve with or without control. Under controlled conditions, the welding power in the latter stage of the welding process was well controlled. The reduction of power made the weld zone of CF-PA66 uniformly diffuse. During the whole welding process, the polymer in the welding zone did not occur overheating oxidation, and the strength of the welding joint was also improved.
2.4.2 Effect of amplitude on the weld strength
The amplitude determines the degree of friction [78]. The amplitude size will affect the cleanliness, the plastic flow state, and the heating temperature of the composite surface, because different materials have different physical properties. Under the action of the ultrasonic wave with different amplitudes, the heat rate and temperature rise rate of the material are also different. If the amplitude is too small, it is difficult to make the material reach its melting temperature on the weld zone. Therefore, for each polymer material, there should be an optimal range of welding amplitude. An appropriate increase of amplitude is beneficial to improve welding quality. During welding, the power of supersonic sound waves is difficult to measure. However, the ultrasonic power can be calculated with amplitude and static pressure. Ultrasonic power and amplitude are as follows:
where \(P\) is the ultrasonic power (W); \(F\) static pressure (N); \(S\) the solder joint area, \({(\mathrm{mm}}^{2})\);\(A\) the amplitude, \((\mathrm{\mu m})\); \(\mu\) friction coefficient;\(f\) the vibration frequency (kHz). The amplitude of the ultrasonic wave should be selected according to the thickness and material of welding parts. The lower amplitude is suitable for welding with low hardness [69]. Palardy et al. [79] studied the amplitude transfer during ultrasonic welding of thermoplastic composites. When the vibration begins, the weld zone temperature begins to rise and the ED stiffness begins to decrease. The fitting between the upper plate and the horn is closer, which helps to transfer the amplitude to the plates better. The vibration time increased, the amplitude gradually increases and tends to be stable. The horn gradually displaces downward for a certain distance and then remains stable. Alrubaie [80] studied the influence of welding parameters on glass fiber-reinforced polypropylene (GF-PP) ultrasonic welding. The influence of eight variables, such as power, amplitude, and welding pressure, on the welding strength of GF-PP was investigated. When the fiber content in GF-PP is higher, the use of high amplitude and high power will make GF-PP get a lower welding strength. In fiber-rich regions, polymers do not stick together well at high amplitudes.
2.4.3 Effect of welding time on the weld strength
Welding time refers to the time applied by ultrasonic waves during welding [66]. Welding time is too short to produce enough energy. Composites do not produce reliable joints. With the increase of welding time, the welding part will absorb more energy, the joint temperature will increase, and the welded area will also increase. The strength of the welded joint also increases. However, long welding time will make the thermoplastic material overflow. The flow of the melt in the weld zone is directional so that much melt flow will cause a decrease in strength. In addition, higher welding temperatures cause ablation and degradation of weldments. At the same time, the horn will also produce indentation on the welding surface. The overflow of thermoplastic material will cause the joint to become thinner and reduce its strength. Welding time is long, more energy will cause the melting layer temperature is too high. Thermoplastic materials will discolor, carbonize, and embrittle after welding. Stress concentration occurs at the welded joint edge and indentation occurs on the welding surface. Therefore, to obtain high welding strength, it is necessary to select the appropriate welding time. The prolongation of welding time will lead to the overheat and thermal decomposition of the weld center matrix [81]. Wang et al. [82] studied the real-time temperature of weld zone of CF-PEEK in ultrasonic welding. In the absence of ED, it takes 0.23 s for the PEEK melting point to reach 343 ℃. Because of the viscoelastic strain, the use of ED can increase the healing rate. Under the same welding condition, it can reach 343 ℃ with only 0.17 s. However, because the melting of ED absorbs some quantity of heat, it can decrease the imperfections in the heat-affected zone, so its peak temperature is lower. Kumar and Omkumar [83] studied the state change of polyamide composites in ultrasonic plastic welding. When the welding time of 600 ms is adopted to conduct ultrasonic welding on the specimen, the welded joint can withstand the maximum shear load of 3.1 kN. The results show that the joint strength is proportional to the sheer depth. Under high amplitude ultrasonic vibration, high pressure and high temperature of horn, the fluidity of polymer chain increases and the molecular structure changes. With the increase of welding time, the pore formation of plate becomes smaller.
Chen et al. [84] researched the single side CF-nylon 6 composites ultrasonic welding. In this study, unilateral ultrasonic welding and conventional ultrasonic welding of 2.5 mm thick carbon fiber-reinforced nylon 6 (30% quality fiber) were evaluated. The experimental and modeling results show that the heat generation rate, welded area, and weld strength of 2.5 mm carbon fiber-reinforced nylon 6 composites are higher than those of conventional ultrasonic welded joint under the given process parameters. Zhi et al. [85] carried out overlapped ultrasonic welding of 4 mm thick carbon fiber/polyamide 66 (CF-PA66). The main purpose of this experiment was to study the effect of ultrasonic welding energy on the welding strength of CF-PA66. It is found that the welding strength increases with the increase of welding energy. However, the higher welding energy resulted in the thermal decomposition of CF-PA66 composites and the reduction of the tensile strength of the welding components. When the decomposition of welding energy to the material is small, the welding strength increases with the increase of welded area. When using 6000 J ultrasonic energy to weld CF-PA66, the tensile strength of CF-PA66 joint can reach 5500 N. The welding quality of the welded joint less than 5000 J mainly depends on the weld zone. When the welding energy is greater than 5000 J, the welding quality mainly depends on the thermal decomposition of PA66. Since both materials are thermoplastic composites, which have better plasticity and are more susceptible to ultrasonic attenuation. Near field configuration ultrasonic welding can reduce the attenuation of ultrasonic energy by thermoplastic composites. Both composites were welded under ultrasonic vibration with frequency of 20 kHz and amplitude of 25 μm. Through these experiments, it is found that these composite materials can achieve high welding strength in a very short welding time. When the welding time is too long, the polymer at the weld zone will overheat and decompose, which will reduce the ultrasonic welding strength of composites.
2.4.4 Effect of welding pressure on the weld strength
Ensuring sufficient pressure is an important factor in ensuring that the welds bond tightly. When the welding pressure is small, the welding zone is prone to weld permeability. Too large is easy to produce splashes, the joint surface is crushed, the molten film is extruded and other problems. As the welding time changes, the welding pressure will generally be adjusted within a certain range. There is no established optimal welding pressure for each material. The determination of welding pressure is related to amplitude, welding time, joint type, etc.
Ultrasonic welding of thermoplastic composites is mainly the fusion of matrix materials. In the process of fusion, the appropriate pressure can help the polymer to diffuse in the weld zone, too much pressure will lead to the polymer overflow, but also lead to the material collapse damage part structure. Table 1 mainly compares the best strength that can be reached under the optimal welding parameters of some composites. Through comparison, it is found that the better the mechanical properties of the matrix material, the more suitable the welding pressure will increase. However, the welding pressure must be combined with many factors such as welding time, amplitude, fiber, and so on to make the welding strength of composite material reach the highest.
2.4.5 Effect of energy director on the weld strength
Similarly, the size of the piece to be welded and the form of the joint affect the quality of the weld. Increasing the surface roughness of the material can reduce the acoustic impedance, which is conducive to the strain of the material, to improve the utilization rate of ultrasonic waves and improve the welding quality. The welding quality can also be improved by setting some raised energy directors at the welding zone. At the beginning of welding, a large strain concentration will occur at the top of the energy director, causing local material to be heated rapidly (tip effect). With the duration of ultrasonic action, the energy director will transfer the energy to the plate, so that the plate softens. Under the combined action of ultrasonic wave and pressure, the energy director gradually melts and fills the entire welding zone, which effectively reduces the porosity defect in the welding zone. However, machining the energy director on the material will increase the workpiece pretreatment process before welding. It is also difficult to process energy director on some large and complex parts. Simple and small parts of the joining of ultrasonic welding, there are great advantages, but with the joining of large parts, there is a certain space for research and development. When the plate is too thick, the plate will have energy loss in the transmission process of ultrasonic waves. If there is not enough ultrasonic energy to melt the material at the interface, the welding quality of the plate will be affected.
Energy director (ED) is a significant structure in ultrasonic composite welding [90]. The surface of the welded joint of ultrasonic polymer materials will have an ED to guide spread of the melting layer. ED is composed of resin embossment or generated bulges on the composite material surface, which plays a significant effect in ensuring the welding technology and welding quality. The common ED structures shown in Fig. 6 include a triangular ED, semi-cylindrical ED, rectangular/flat ED, and trapezoidal ED.

Ultrasonic welding power and temperature curves of CF-PA66. (a) Power and temperature curves without control. (b) Power curves with controlled conditions [77]
Wang et al. [91] conducted a finite element analysis of ultrasonic welding of CF-PEEK. This experiment investigated the effect of the geometric dimension and top angle of the ED on the ultrasonic welding heat generation process. It can be seen from the finite element simulation results, which compared with the geometry size of the energy director, the top angle of the energy director has a more significant influence on the heating rate of the material. The cross-sectional area of the energy director also has a great influence on the temperature field distribution. The melting zone of ED plates with sharp angles of 30° and 60° were butterfly-shaped. When the top angle of the energy director is equal to 90°, the two sides of the fusion zone are almost joined. When the top angle of the energy director is equal to 120°, the fusion zone becomes a closed ellipse. When the cross-sectional area of the energy director exceeds 0.25 mm2, the friction area between the energy director and the lower welding part will not change. The energy director with a 90° angle and a cross-section area of about 0.25 mm2 are best suited to the ultrasonic welding parameters of CF-PEEK lamination.
Villegas and Palardy [71] studied the melting, flow, and welding strength of CF-PPS composite panels with triangular ED during ultrasonic welding. As shown in Fig. 7, the height of triangle ED is about 0.5 mm, and the ED structure contains no fibers. ED is a little PPS bump on the CF-PPS. The main purpose of this experiment is to verify whether triangular ED can significantly reduce the welding time to reach the maximum welding strength. Compared with the ultrasonic welding using flat ED, ultrasonic welding with triangular ED does indeed heat up, melt, and collapse about twice as fast as flat ED melt and flow significantly. However, there was no significant difference in the heating time required to obtain the maximum welding strength between integrated triangular ED and flat ED. Finally, there will be a resin rich layer at the weld zone with triangular ED. The CF-PPS welded joint strength (34.2 MPa) with triangular ED is slightly lower than the 37.1 MPa welded joint with flat ED. Secondary welding of CF-PPS welded joints with triangular ED is sufficient to achieve the same strength of joint with flat ED. Although using triangular ED can shorten ultrasonic welding time of CF-PPS, using flat ED can achieve better welding strength of CF-PPS.

Energy director types: (a) triangular ED, (b) semi-cylindrical ED, (c) rectangular/flat ED, (d) trapezoidal ED
Bhudolia et al. [92] studied the welding properties of a novel methyl methacrylate Elium® thermoplastic resin. The results show that the overlapped shear strength of ultrasonic welded Elium® composite joints is 23% higher than that of bonded composite joints. Fracture analysis shows that the surface of the fracture has obvious plastic deformation and shear cusp, which are typical characteristics of strong interfacial joining. The optimized welding time of the ultrasonic welded joint is 1.5 s, while that of the adhesive joint is 10 min. Figure 8 shows ultrasonic welding of ED composite laminate (ELC) with different ED arrangements. When joint structure of semi-circular ED composite laminate to double semi-circular ED composite laminate (SC-ELC_2SC-ELC) is used, the lap shear strength (LSS) value of welded joint can reach 18.68 MPa. When the structure just uses flat ED, the shear stress of welded joint only can reach 11.26 MPa. Compare with the flat structure of ED, the semi-circular ED can further improve LSS value of composite laminate welded joint. Semi-circular ED can be melted better in ultrasonic welding process. The welded joint can get larger welded area.

Scanning electron microscopy shows the ED cross-section of the triangle [71]
In the initial stage of ultrasonic vibration, there is a large strain concentration on ED, which leads to local heat dissipation to heat the top of the energy director [93,94,95]. As the welding proceeds, the heat of the energy director begins to transfer to the plate, and the plate softens. Under the action of a highly concentrated tip effect, the ED gradually melts so that the upper and lower plates are fused. Wang et al. [82] studied the influence of ED structure on ultrasonic welding of CF-PEEK. Figure 9 shows the function curve of the temperature of each part of the welded joint changing with time during the five-stage process of ultrasonic welding. According to the comparison in the figure below, the welding zone temperature is higher when there is no ED. Polymers are more readily oxidized by heat. Moreover, the welding time of the second stage is longer, and the time of the third stage is shorter. This is not conducive to the melting flow of the polymer and will affect the welding strength of the specimen. When flat ED welding is used, the temperature curve looks more reasonable. It is conducive to the formation of a larger area of the weld, improving the welding intensity. The welding shear strength with flat ED (28 MPa) is 1.9 times that without ED (14.4 MPa). ED is very effective in improving the ultrasonic welding strength of CF-PEEK.

LSS of laminates welded joint with different ED structures [72]
In the absence of ED, excessive heat accumulation in the heat-affected zone (HAZ) will occur in a short time. Unfused defects, cracks, and voids at the interface between carbon fiber to polyether resin appear. When the welding time is set to 0.9 s, the flat ED of composite panels joining is adopted to achieve good joining. The shear strength of composites joint lap is up to 28 MPa. Figure 10a, b show the fracture section of the joining without ED. The surface roughness of the welded joint section is small, indicating that the joints break at the interface and the fracture mechanism is interface failure. Figure 10c, d show the fracture of the joint with rectangular ED. The surface is rough, and a lot of broken carbon fibers can be seen, indicating good interface joining. The fracture mechanism is a cohesive failure.

Temperature curves against the time of ultrasonic welding in five stages. (a) Temperature curves without ED. (b) Temperature curves with flat ED [82]
The effect of different ED on ultrasonic welding of thermoplastic composites was investigated by Villages and Bersee [70]. In the experiment, the influence of single ED and multiple ED on the welding zone strength was set. It has been found that when multiple ED is used, the welding strength can be enhanced. However, when the ED is set too much, the amount of resin at the interface will increase, and too much resin will hinder the interaction between the fibers. Even large amounts of resin will not achieve ideal joining strength. The flat ED has the characteristics of simple manufacture and convenient addition. The use of flat ED can greatly reduce the process of material preparation. Palardy and Villegas [86] adopted flat ED for ultrasonic welding of CF-PEI. The ultrasonic welding process using flat ED is shown in Fig. 11. The effects of 0.5, 0.25, and 0.06 mm thickness ED on welding quality were compared in the experiment, respectively. When the ED is thicker (0.5 mm, 0.25 mm), the welding of the composite material has an obvious stage process. The ED is heated and then slowly melted, because the thickness of ED is larger, the cyclic strain in the interface is smaller and the heating rate is lower. However, in the case of welding with thin ED (0.06 mm), the resin melted at the beginning of heating. The welded area will appear the phenomenon of overheating and degradation. Despite obvious defects in the weld zone, the shear strength of the joint can reach 30 MPa. Villegas [76] researched the relationship of ED of many different structures on ultrasonic welding of carbon fiber/polyetherimide glycol. When the resin melts, the structure of multiple lateral structures ED is more effective in covering. The fiber damage to the welding zone is very small in the overlapping area. The use of multiple ED can enhance the coverage of overlapping areas without impeding the flow of thermoplastic. Multiple ED observably reduces interference from the outermost fiber of the solder joint. Transverse ED provides less scattering in the weld zone than parallel ED structures. When the resin content of the joint is too high, ultrasonic welding cannot achieve better strength [70, 96].

SEM images of the joint fracture. (a) Fracture area without ED. (b) Local fracture area without ED. (c) Fracture area with rectangular ED. (d) Local fracture area with rectangular ED [82]
The welding technique studied by Tutunjian et al. [81] can focus ultrasonic energy on the set position between two laminates of thermoplastic composite materials without the need for an energy director. This technology can make the ultrasonic spot welding process more flexible and efficient. It is found that the mechanical vibration can be transmitted to the composites through the ultrasonic horn. The local friction effect between the composites is better when the horn has a larger contact surface with the composites. When these diameters of the horn and anvil were 18 mm and 10 mm, respectively, the composite differential ultrasonic welding strength is better. In order to simplify the ultrasonic welding process, many researchers have begun to explore ultrasonic composite welding without ED. Removing the ED structure can greatly reduce the preparation process of the material before welding [97, 98]. At the same time, the influence of the ED factor on welding quality can be eliminated. Gao et al. [99] studied ultrasonic welding of CF-nylon 66 without ED. Experiments show that 4-mm-thick CF-nylon 66 sheet can be welded, but appropriate welding parameters must be selected (welding time 2.1 s, welding pressure 0.18 MPa). Because there is no ED, the heat in the weld zone cannot be transferred in time, making the temperature of the weld zone as high as 379 ℃. Excessive temperature causes thermal oxidation of nylon 66 at the welding zone. Chen et al. [84] carried out single-sided ultrasonic welding (SSUW) experiment on CF-nylon 6. This process is different from conventional ultrasonic welding. The process principle and weld region of the joint are shown in Fig. 12. There is no clamp to support the welding material directly below the horn. Compared with conventional ultrasonic welding, CF-nylon 6 sheets with 2.5 mm thickness welded by SSUW have larger weld zone and welding strength. During ultrasonic welding, the plates sag under pressure so that only the edge of the horn touches the plates. The contact area between plate and horn is decreased. Under the same welding pressure, the pressure of the plate increases, which is conducive to polymer melting. Therefore, during the welding process, the weld zone starts to form on both sides of the horn and expands outwards.

The ultrasonic welding process of flat ED is adopted [86]
Senders et al. [87] studied a new zero flow consecutive ultrasonic welding technique for CF-PPS. Zero-flow continuous ultrasonic welding can obtain sufficient welding strength by using very thin flat ED (0.08 mm). The zero-flow ultrasonic welding is appropriate for consecutive ultrasonic welding of rigid thermoplastic composite boards. The moving speed of horn has a great influence on the welding quality of the welded joint. Horn moves too slowly, causing the weld zone to overheat, breaking down the PPS and reducing the strength of the weld joint. However, the horn moves fast and the PPS of the weld zone cannot be melted enough to achieve good joining strength. The experimental results show that a better welding quality (31.9 MPa) can be obtained by placing 0.08 mm ED on the weld zone and moving the vibrating horn at speed of 60 mm/s. Results, zero-flow consecutive ultrasonic welding technique proves its feasibility and shows its capacity to provide high mechanical strength welds at quicker welding speeds. Jongbloed et al. [44] researched the effect of braided polymer mesh energy directors on the continuous ultrasonic welding quality of CE/PPS. It is found that the compressed mesh fibers are evenly distributed on the welded joints at the beginning of welding. The fusion materials between the welding parts can be well fused. Compared with thin film ED, the mechanical strength of continuous ultrasonic welded joint with mesh is improved obviously. The mechanical strength (33.7 MPa) of continuous ultrasonic welded joint is improved observably. This technique is a good choice for structures that require sealing. Braided polymer mesh ED will play a significant role in the development of thermoplastic composite ultrasonic welding. Therefore, zero flow continuous ultrasonic welding has a high research value for the joining of thermoplastic composites. Figure 13 shows that the rapid increase in power during the initial phase of the welding process, but the displacement does not change. At this stage, the composite is still solid and generates heat mainly through friction. When the vibration duration is 50 ms, the increase of power slows down, the temperature of the welding zone rises and the PPS begins to melt, the displacement starts to increase. Then, a displacement plateau occurs and lasts for about 300 ms. During this period, the heat of the weld zone is constantly transferred to the surrounding areas and the PPS is constantly melted. When there is too much liquid PPS at the interface, it will be squeezed around. The power starts to drop and the displacement starts to increase slowly.

The placement of plates in SSUW and the weld region of weld zone by SSUW [84]
Li et al. [100] used the blank holder force (BHF) to fix composite plates during ultrasonic welding without ED. The welding process is shown in Fig. 14. There are four main steps in this process. The first step is to apply the initial BHF before welding. Second, the BHF is maintained and the ultrasonic welding is initiated until the polymer melts. The third step is to remove the blank holder force and continue the ultrasonic welding. Finally, the horn stops vibrating, but continues to press the sheet until the polymer cools and solidifies. Too early or too late removal of BHF will affect the formation of the weld zone. The better welded joint can only be achieved when the BHF is removed at the right time point (0.8 s). Although this process does not have the preparation process for ED, the timing of the blank holder force removal is difficult to control.

The power and displacement curves of ultrasonic welding [44]
2.4.6 Effect of moisture on the weld strength
Thermoplastic composites with high elastic modulus are easier to be welded, because materials with high stiffness have a poor ability to weaken ultrasonic wave. However, the stiffness of material will be affected by the ambient temperature and moisture. Zhi et al. [101] studied the effect of material moisture content on welding strength. When the moisture content in CF-PA6 exceeds 1.0 wt.%, the welding strength is significantly weakened. On the one hand, the water molecules in the material reduce the rigidity of the material and greatly weaken the strength of the ultrasonic wave. At the same time, water has a large specific heat capacity (K), which can absorb a large amount of heat energy to prevent the temperature rise of the weld zone. After the water molecules are heated to gasification, making some bubbles appear at the interface, reducing the weld zone. Moreover, the water molecules prevent the formation of hydrogen bonds in the polymer. Liu et al. [102] studied the influence of moisture on ultrasonic welding of CF-nylon composites. The moisture of the composite is proportional to the square root of immersion time. The shear strength of welded joint decreases exponentially with the increase of moisture. The moisture of nylon matrix results in the decrease of glass transition temperature. Nylon matrix expands due to moisture, resulting in uneven stress between fiber and matrix, which makes some defects appear in the composite material. The decrease of the properties of composites will directly affect the ultrasonic welded joint quality. Both of these composites use crystalline polymers as the matrix. Moisture will decrease the glass transition temperature of the crystalline polymer and increase its plasticity. The ultrasonic welding strength of the composite will decrease with the increase of moisture. But drying the composite before welding allows the moisture in the composite to evaporate. The influence of moisture on joining quality can be avoided completely. However, moisture has little effect on the properties of semicrystalline polymers. Wang and Springer [103] studied the effect of water content on CF-PEEK. PEEK is a semi-crystalline polymer, and moisture does not affect the fracture of CF-PEEK. Meanwhile, the crystallinity of PEEK is little affected by water content. Although moisture content does not affect the mechanical properties of CF-PEEK, it has a certain effect on the ultrasonic welding process of CF-PEEK. Moisture has a large specific heat capacity and will absorb a certain amount of heat in the welding process. But it is necessary to adjust the ultrasonic welding parameters so that CF-PEEK can be jointed well. In order to ensure the welding quality of thermoplastic composites, it is very necessary to dry the materials before ultrasonic welding.
3 Ultrasonic welding of thermoplastic to thermoset composites
For the joining of two materials with large performance differences, ultrasonic welding also appears to be a bit inadequate. When two polymers do not have similar melting points, the melt flow velocity of the material after melting is not consistent. Inconsistent melt flow velocity will result in the two materials cannot melt each other well, so that good welding quality cannot be achieved. For the joining of thermoset composite, because thermoset resin does not have the characteristic of melting under heat, during the ultrasonic welding, the joining interface must be added with a thermoplastic material (third phase).
A large number of researchers have developed rich research on ultrasonic welding of thermoplastic composites to thermoset composites, metals, and other kinds of material. When the two materials have good compatibility, the ultrasonic welded joint strength of heterogeneous composites is higher [104, 105]. Since thermoset composites cannot be melted by heat, parts can only be welded by melting the thermoplastic composites or by adding thermoplastic coupling layer between parts. Gohel et al. [73] researched the feasibility of ultrasonic welding between new carbon/matrix composites and CF-epoxy. The failure mode of welded joint is spalling; this confirms the need to create a coupling layer at the surface of carbon/epoxy. The maximum LSS of carbon/epoxy laminates without coupling layer is 5.02 MPa under the ultrasonic welding process parameters of welding time (3 s) and welding pressure (0.5 MPa). Improved lap shear strength of the bonded layer was 95% enhanced when concentration of the particles (ELP) in the coupled layer reached 0.31 mg/mm2. Also, failure modes obtained under ELP structure were found to be partially cohesive, rather than the pure adhesive failure of epoxy laminates without coupling layers.
Villegas and Vizcaino Rubio [106] researched ultrasonic welding of CF-PEEK (Tm = 340 °C) to CF-epoxy (Tg = 157 °C) composites. During ultrasonic welding of thermoset composites, the heat of the welding zone must be strictly controlled. The rise of interface temperature will decompose the thermoset composites. As long as the welding time is short enough, the thermal decomposition of epoxy will not occur. However, if the welding time is too short, the PEEK welding zone will not melt well, which will make PEEK not fit well with CF-epoxy interface and will not be able to form a large enough weld zone. Prolonged welding time (kept within 1 s) can effectively improve the welding strength. Figure 15a shows two groups of CF-PEEK to CF-epoxy ultrasonic welded lap structures and welded cross-sections after shear failure. A thin layer of PEEK embedded on the CF-epoxy surface provides an effective insulation layer during welding. This is shown in Fig. 15b; the welded joints are peeled off from the CF-PEEK side. CF-epoxy has a good bond with PEEK. At the same time, it also reflects that no thermal decomposition of Epoxy occurs. It is proved that the ultrasonic welding process can be used to connect the combination of thermoset/thermoplastic composites.

Ultrasonic welding process with blank holder force
Ultrasonic welding of CF-epoxy to CF-PEEK was studied by Tsiangou et al. [107]. The PEI coupling layer is installed on the CF-epoxy surface. During the welding process, combined flow occurs between PEEK ED and PEI coupling layer with the increase of temperature in the weld zone. After pressure holding and cooling, PEEK and PEI are glued together. Too thin PEI coupling layer on the CF-epoxy surface can cause thermal decomposition during CF-epoxy soldering. When the PEI coupling layer is larger than 150 µm, the sensitivity of welding process to displacement and heating time is not affected by the thickness of the coupling layer. When the thickness of the PEI coupling layer is 175 µm and the horn displacement is 0.24 mm, the ultrasonic welding strength of CF-epoxy/CF-PEEK joint can reach 39.1 MPa. As shown in Fig. 16, under the action of ultrasonic vibration, part of epoxy balls dissociated in the PEI coupling layer. PEI also flows into the CF-epoxy gap, where the two are tightly integrated. On the CF-PEEK side, PEEK and PEI diffuse to each other, and the two materials fuse well.

Ultrasonic welded joint of CF-epoxy/CF-PEEK. (a) Configuration schematic. (b) Physical diagram of welded joint fracture [106]
Villegas and Van Moorleghem [108] investigated the effect of the coupling layer on CF-epoxy/CF-PEEK ultrasonic welding. PEI and PEEK were used as coupling layer variables in the experiment. The experimental results show that the strength of the welded joint can be achieved by using the two coupling layers. The weld zone also diffuses well. However, the PEEK coupling welds automatically detached from the CF-epoxy side after 3 months of storage. Further research is needed on the long-term maintenance of the welded joint properties of different composite materials. PEI, as the coupling layer, plays an important role in the ultrasonic joining of CF-epoxy to CF-PEEK. Tsiangou et al. [61] found that CF-PEI and CF-epoxy could also be well connected by ultrasonic welding, and the shear strength of the welded joint could reach 37.7 MPa. However, the process of ultrasonic welding also needs the help of coupling layer. Excessive temperature in the weld zone will cause epoxy thermal decomposition and damage the mechanical properties of weld zone material. The PEI coupling layer on CF-epoxy surface isolates heat and prevents epoxy thermal decomposition while also fusing well with the PEI in CF-PEI. As shown in Fig. 17, there are a large number of Epoxy balls floating in the transition zone, and many carbon fibers are well embedded in the PEI coupling zone. Through lap shear test, it was found that the welded joint was mainly disconnected from CF-PEI side. The fracture is mainly due to the failure of bonding, and the carbon fibers of part are destroyed.

SEM of CF-PEEK/CF-epoxy welded joint [107]
Weibel et al. [109] studied fatigue behavior during ultrasonic welding of carbon fiber 4/H satin fabric-reinforced epoxy (CF-EP) and carbon fiber twill 2/2 fabric-reinforced polyphenylene sulfide (CF-PPS) using a new cyclic three-point bending ultrasonic fatigue testing device (UTF). To avert severe internal fever because of viscoelastic damping and contact surfaces friction, a fatigue performance test is performed under resonance and pulse intermittent control. The effective test frequency is 1 kHz. Able to complete 109 load cycles in 12 days. So as to study the fatigue damage of carbon fiber polyphenylene sulfide under ultrahigh cyclic fatigue state in detail, the fatigue mechanism and damage development process of carbon fiber polyphenylene sulfide were researched by using optical and scanning electron microscopy (SEM) when CAT was interrupted. The study based on the life cycle shows that the allowable stress amplitude of CF-PPS and CF-EP are significantly reduced within 106 ~ 109 loading cycles. The ultrahigh cyclic fatigue performance of the ultrasonic fatigue thermoset composites is significantly different from that of the thermoplastic composites studied: there is no fiber split or transverse crack on the edge of the sample [110]. Under 109 cycles, the fatigue shear strength of CF-PPS and CF-EP can reach 4.2 MPa and 15.8 MPa, respectively. Although the static strength of CF-PPS welded joints is high, the welded joint does not perform well under fatigue loading. Therefore, the ultrasonic welding cannot well meet the using requirements of moving parts that are made of fiber-reinforced composite; further research on ultrasonic welding of moving part will continue.
4 Ultrasonic welding of polymer to metal
The possibility of a high mechanical strength joining between dissimilar metal plates and carbon fiber composites has expanded the application field of ultrasonic welding. Ultrasonic welding has high efficiency, automation, ecological compatibility, and other technical properties [111]. Ultrasonic welding is a kind of polymer welding technology that has great potential to replace the existing joint technology. The ultrasonic welding of metal to thermoplastic composite is realized by the melting of thermoplastic [112,113,114]. Compared with ultrasonic composite welding, ultrasonic welding of metal to CFRP is performed by ultrasonic metal welding machine, the horn produces reciprocating vibration parallel to anvil. Ultrasonic metal welding to CFRP requires more heat, and the welding process usually lasts 3 ~ 4 s. The polymer of composites used for ultrasonic welding of aluminum alloys must have a high melting point to avoid overheating and decomposition. When welding composite and metal materials, the metal surface must be pretreated. Because the melting points of polymers and metals differ so much, and because the two materials have different chemical bonds, it is difficult to form stable compounds. Also, polymers do not have good wettability to metals. In the ultrasonic welding of composite material and metal, the mechanical interlocking is formed mainly by the polymer melting and flowing into the microholes on the metal surface to achieve the purpose of joining. But the metal surface treatment will add a lot of material preparation processes.
Table 2 mainly displays the ultrasonic welding of aluminum alloy to thermoplastic composite. Researchers mostly choose aluminum alloy such as AA5 × × × and AA2 × × × as welding objects. Aluminum alloy is widely used in industry. It has the advantages of low density, good plasticity, high tensile strength, good fatigue strength, and so on. Table 2 shows that the welding quality of thermoplastic composite to aluminum alloy is relatively good. Ultrasonic welding also provides more options for the joining of automobile body parts that are made into different materials. However, the research of joining thermoplastic composites to other metals by ultrasonic welding is not comprehensive enough. The research field will have a lot of space for development.
Kida et al. [118] investigated the effect of surface roughening on the ultrasonic welding strength of AA5052 and acrylonitrile butadiene styrene (ABS). The experiment increased the deposition of ABS and carbonized rice hull powder in the aluminum alloy hole to improve the joining strength. When carbonized rice husk powder was used to fill arrays of microholes on aluminum plate, the ultrasonic welding strength of AA5052 to ABS can achieve a better value. Figure 18 shows the welded joint cross-section of AA5052 to ABS. When the welding time is 3 s, the shear strength of the welded joint can reach the maximum value (4.2 kN). However, when the welding time exceeds 4 s, the temperature of the weld zone will be too high, resulting in the thermal oxidation of ABS. The shear strength began to decrease substantially.

Local SEM image of CF-epoxy/CF-PEEK connector section [61]
Balle et al. [35, 115] studied the ultrasonic welding of aluminum alloy to carbon fiber-reinforced PA66 (CF-PA66). When the welding parameters were amplitude \(\mu\) = 32 \(\mathrm{\mu m}\), static force FUS = 60 N, and welding power WUS = 1725 W. Ultrasonic welded joint of AA1050/CF-PA66 mechanical strength can reach 24.2 MPa. When the amplitude \(\mu\) = 40 \(\mathrm{\mu m}\), welding power WUS = 2160 W and static force FUS = 140 N, the ultrasonic welding strength of AA5754/CF-PA66 can be reached 32.5 MPa. The surface of AA5754 and AA1050 has a large plastic deformation, and the carbon fiber can be well chimeric to form mechanical interlock. However, AA5754 has better mechanical properties than AA1050; the joining strength of AA5754/CF-PA66 is relatively high. Wagner et al. [116] successfully applied ultrasonic metal welding to the welding of CFRP to metal. The matrix in the weld zone was removed by ultrasonic wave, and the carbon fiber was destroyed in the process. Pretreatment of aluminum before welding would greatly improve the strength of ultrasonic welded joint. The tensile shear strength of AA5754/CF-PA66 joint by ultrasonic welding could achieve 50 MPa. When AA5754 was replaced by AA2024, the tensile strength of welded joint could even be increased to 58 MPa. The performance of aluminum alloy has a great influence on the strength of aluminum alloy/CFRP welded joint.
Konchakova et al. [123] researched ultrasonic welding of AA5754/CF-PA66. When appropriate process parameters are selected, the tensile shear strength of AA5754/CF-PA66 welded joint is greater than 30 MPa. The application of the non-peak sectional welding force profile makes the tensile shear strength up to 45 MPa. The strength of welded joint can reach 54 MPa after additional metal pretreatment by sandblasting with corundum or pickling with concentrated nitric acid. Balle and Eifler [124] studied ultrasonic welding of AA5754/CF-PA66 with three different interface shapes: square, long rectangle, and horizontal rectangle. The elastic–plastic model with Flat-type damage was used to model the interface material. The calculation of the global force–displacement curve was completed successfully by using the model. The experimental results show that the welded joint s behave in three types: elastic zone, plastic zone, and damage zone. The numerical value of the mechanical behavior of ultrasonic welded joint is directly related to the interface geometry [125]. The damage strength of the square interface specimen is the smallest, while the interface area of the cross rectangular interface specimen is the largest.
Staab et al. [126] proposed a way to avoid electro corrosion of Al/CFRP welded joints. Because the carbon fiber in the composite has good electrical conductivity, it is easy to make the potential difference between Al and CFRP sides occur when the PH value is not 7, resulting in the oxidation of the aluminum alloy. Adding an insulating layer between Al and CFRP can alleviate the electrochemical corrosion problem. A thin layer of glass fiber (GF) is added to the ultrasonic welding zone to avoid direct contact between Al and CFRP. This method enables the resistance of the AA5024/GF-CF-PEEK joint to reach 405 MΩ and the shear load to reach 8300 N. Similarly, adding a piece of Ti with more stable chemical properties between Al and CFRP can also solve the problem of electro corrosion. The method of adding intermediate metal layer also provides a reference for ultrasonic welding between CFRP and other metals. Staab and Balle [120] studied ultrasonic torsion welding of single lap aluminum/carbon fiber reinforced thermoplastic composites (AA5024 or AA2198/CF-PEEK or CF-PPS). The local distribution of binder shear strength in the joint zone was found through experiments. The microscopic evaluation of welding performance and fracture failure shows that the strength distribution in the ultrasonic weld zone is not uniform. Adding a thin layer of GF to the weld zone can greatly improve the ultrasonic welding strength. The maximum shear strength of ultrasonic welded AA2198/GF-CF-PEEK joint is only 64.9 MPa. The tensile shear strength of the welded AA5024/GF-CF-PEEK joint can reach 83 MPa. The sections of the welded joint are shown in Fig. 19. The joint quality of the welded joint can be explained by comparing the microstructure of weld zone (Fig. 19a), outside areas (Fig. 19b), and middle area (Fig. 19c). In the process of ultrasonic welding, the glass fiber in the composite material is not damaged, but only has a small range of displacement. At the same time, the interface of the aluminum alloy also changes. Under the action of ultrasonic vibration, the aluminum alloy flows into the gap of GF with plastic deformation.

The solidification of the mixture of ABS and carbonized rice husk in the hole [118]
Titanium alloy and magnesium alloy are lightweight materials with excellent performance [127]. The technology is also well applied to some industries. It is necessary to study the joining between composites and metals. Although some achievements have been made in the research of ultrasonic welding of thermoplastic composites to aluminum alloys, the research of other metals to thermoplastic composites is still relatively few. Tamura and Yasuda [128, 129] studied the ultrasonic welding of CFRP to magnesium alloy, titanium alloy, respectively. Before ultrasonic welding process, spark technology causes a large number of tiny pores to form on the surface of the magnesium alloy or titanium alloy. An appropriate increase of voltage value is helpful to the formation of pores. During welding, the resin melts and flows into the micropores to form a mechanical interlocking. However, the shear strength of the welded joint can only reach 5.7 MPa, which is far less than the strength of the parent metal. James and Dang [130] used ultrasonic welding to fabricate 3D structure of CFRP/Ti. Although the thickness of the specimens was only a few hundred microns, in the shear test, the welded joints were all broken at the welding zone. Roughening the Ti surface with silicon carbide can greatly improve the ultrasonic welding strength. The shear force of the welded joint increased from 0.63 N to 5.83 N. At the same time, the energy used in ultrasonic welding is as high as 60,000 J. Compared with the strength of the base metal, the joint of ultrasonic welding strength is far from enough. This can easily lead to laminate tearing during the use of CFRP/Ti 3D structures. In a sense, the technology is not yet ready for industrial use. With the wide application of composite materials, the demand for joining technology between composite materials and metals is more and more urgent.
Researchers have done a lot of research on the ultrasonic welding of aluminum alloy and CFRP, and formed a relatively mature research system. AA5 × × × has shown great advantages and can obtain better welding quality in ultrasonic welding with various CFRP. AA5 × × × has good plasticity and can be well embedded in the composite plate during the welding process. AA5 × × × is a kind of commonly used light alloy material for automobile bodies. The maturity of ultrasonic welding of AA5 × × × and CFRP will promote the process of automobile lightweight. At the same time, AA2 × × × can also be well connected with CFRP through ultrasonic welding. The shear strength of AA2 × × × /CFRP welded joint is similar to that of AA5 × × × /CFRP welded joint. AA2 × × × has higher hardness and does not have good fluidity. However, the pretreatment of AA2 × × × surface makes it form many microporous structures, which is conducive to the formation of good mechanical interlocking between polymer and AA2 × × × × . At present, there are relatively little researches on ultrasonic welding of CFRP with other metals. The results are a little less than satisfactory.
5 Quality inspection and repair of ultrasonic composite welding
5.1 Weld quality inspection
For welded joint quality inspection, the commonly used methods include section observation, mechanical property testing and online system testing, etc. [131,132,133,134]. However, both profile observation and mechanical property testing belong to damage testing [135]. In the manufacturing industry, only sampling testing can be done, which cannot truly reflect the joining quality of each welding piece. At present, the commonly used methods of online nondestructive testing of welded joint quality include ultrasonic testing and radiographic testing [136]. Ultrasonic testing is a nondestructive testing method that uses the difference of acoustic properties of the material and its defects to examine the internal defects of the material by the energy change of the reflection of the ultrasonic wave and the penetration time. Radiographic inspection is a non-destructive method to inspect defects according to the different intensities of transmitted rays.
Winger et al. [137] used a sensor built into the composite membrane to detect welding strength. In the experiment, the quality of the joint can be judged by measuring the strain of the strain gauge in the composite membrane. When the composite film is manufactured, the strain wire is added to the joint area of the composite film through the technique of embroidery. This method can not only evaluate the quality of the welded joint in ultrasonic welding process, but also monitor the load of the joint in real-time during its use. But this technology will greatly increase the cost of materials. Similarly, when the composite film is manufactured, it is necessary to accurately forecast the future of weld zone. This also poses some challenges to the manufacture of materials. Although this technology can detect joint quality very well, the process cost performance is too low. Li et al. [136] proposed a prediction method for ultrasonic welding of CFRP, which mainly uses acoustic propagation theory to assess the energy absorbed by the weld zone of workpiece, and to determine the weld quality through the corresponding algorithm. The experimental results show that percentage of errors is only 2% between the predicted results and the actual shear measurement results under the condition of centralized contact. The method can also online observe the energy absorption of workpiece, which helps the operator to understand the welding process more clearly and make timely adjustments to the process. Ochoa et al. [138] used ultrasonic-guided waves to detect the defects of CFRP ultrasonic-welded joints. Early detection of defects is important to prevent accidents. The arrangement of detection device is shown in Fig. 20. Piezo-ceramic discs were arranged on two plates, one as ultrasonic drive and the other as signal receiver. This detection method is mainly used to judge the welding quality by analyzing the influence of weld zone on the transmission of ultrasonic guided waves. The method can only detect the welded area, not the unwelded area. Similarly, the distortion and fracture of the fiber in the welded area will affect the transmission of ultrasonic guided waves. This method has better sensitivity when the excitation frequency is 619 kHz.

The cross sections of different area on the welded joint. (a) Weld zone. (b) Outside areas. (c) Middle area of the ring weld zone [120]
Li et al. [132] designed an integrated process performance model to predict the quality of composite welded joint. The model structure of welded result prediction is shown in Fig. 21. The model is mainly composed of the model based on finite element calculation of weld zone and the model based on artificial neural network prediction of welding performance. The model takes welding pressure, horn moving speed, welding time, and other parameters as input variables. Through the comparison of experiments, it is found that the prediction results of this model are in good agreement with the experimental results. However, this model does not consider the influence of parameters such as amplitude and ED structure on the quality of composite welded joint. If the prediction system is further perfected, the mode will greatly improve the accuracy and reliability of prediction about welded joint quality.

CFRP ultrasonic welding inspection device layout [138]
Li et al. [135] successfully applied artificial intelligence technology to online inspection of ultrasonic CFRP welding. The detection method mainly uses artificial neural networks and random forest technology. The structure of the random forest model is shown in Fig. 22. The artificial neural network model divides the ultrasonic welding process of CFRP into four stages. The required time and energy of the four stages are taken as the model input. Through the self-learning of the algorithm and model, the welding results are predicted. But there is an error of nearly 7% between the artificial neural network model and the experimental data. The random forest model classifies input by combining multiple decision trees to predict welding quality. The overall accuracy of the model is 0.99. Combining the two models can further improve the accuracy of prediction. Through the prediction of random forest model, the time and ultrasonic energy of the second and third stages of ultrasonic welding have a great influence on the quality of CFRP welded joint.

Structure diagram of ultrasonic welding result prediction model for composite materials [132]
5.2 Ultrasonic welding used for composite material repair
In the ultrasonic composite welding process, the unqualified welded joint will appear due to the influence of many factors [139]. If these substandard welded joints are directly discarded, a large amount of material will be wasted. For parts with complex manufacturing processes, the cost of welding failure is unacceptable. To reduce material waste, secondary ultrasonic weld can be performed on these nonconforming welded joints. Multiple welding refers to repeatedly ultrasonic weld of the same weld zone [140]. However, the repeated application of ultrasonic wave will lead to welded joint surface material damage, decomposition and other problems. When repairing unqualified welded joints, the process parameters of ultrasonic welding should be changed according to the process requirements. The optimal welding parameters of material are different in the first and second ultrasonic welding.
Hoskins and Palardy [141] repaired CF-epoxy using ultrasonic welding. The properties of CF-epoxy welded joints repaired by ultrasound are similar to vacuum bag specimens. The optimal welding parameters were obtained through experiments: amplitude 41.3 µm, welding force less than 100 N, and welding time less than 1 s. The strength of CF-epoxy welded joint can be restored to 50% (58.8 MPa) by ultrasonic welding. Ultrasonic welding is an effective method to repair thermoset prepreg. Hargou et al. [142] also used ultrasonic welding to repair CF-epoxy. The working principle of repairing CF-epoxy by ultrasonic welding is shown in Fig. 23. In this experiment, poly [ethylene-co-(methacrylic acid)] (EMAA) was used as a remediation agent. When the concentration of EMAA reaches 20%, the fracture toughness of the composites repaired by ultrasonic welding can reach 130% of the original value. This technique can be used for multiple repairs of CF-epoxy, but the repair efficiency is gradually reduced.

The structure of the random forest model [135]

Ultrasonic welding process for repairing CF-epoxy [142]
6 Conclusions and future directions
At present, the bonding and mechanical fastening techniques of thermoplastic resin matrix composites have been quite mature. Through a detailed literature review, this paper points out that welding has great potential in the joining of composite parts, and has an irresistible advantage over the conventional method. These researches show that ultrasonic welding requires a very short time and little energy while ensuring high joining strength. Therefore, ultrasonic welding is one of the most suitable welding methods for joining thermoplastic composites. The ultrasonic welding of different CFRP has also been studied extensively. The strength of welded joint is largely determined by the properties of composite materials. PEEK and PA66 have excellent performance in ultrasonic welding. With appropriate welding parameters, the maximum shear strength of CF-PA66 and CF-PEEK ultrasonic welded joints can reach 37.3 MPa and 52 MPa, respectively. The content, length, and arrangement of reinforcement fibers affect the properties of composite welded joint. At the same time, the reinforcement fiber also affects the selection of welding parameters. For example, smaller fiber content can be ultrasonically welded with larger amplitude, and larger fiber content can only be ultrasonically welded with smaller amplitude. Otherwise, the polymer in the welded area cannot be well bonded. Inappropriate ultrasonic vibration time cannot make CFRP have good ultrasonic welding strength. Ultrasonic polymer welding gains heat through friction between materials. The ultrasonic vibration time is shorter, and the weld zone cannot get enough heat to melt the polymer, resulting in a small welded area. If ultrasonic vibration time is longer, the welding zone temperature will be higher and the polymer will be oxidized and decomposed to destroy the welded joint. The ED also plays a very significant effect on the mechanical strength of CFRP welded joint. The ED structure helps the weld zone gain heat more quickly, and the full diffusion of the polymer enables better welding of CFRP. But the ED structure will make the parts more difficult to manufacture. Using intermediate thermoplastic layer, surface coating or coupling thermoplastic layer instead of ED structure can further improve the efficiency of ultrasonic welding. The use of an intermediate thermoplastic layer also contributes to the realization of continuous ultrasonic welding. At present, few studies can make the ultrasonic composite welding form a complete system. And there is very little empirical formula derivation. These works can greatly simplify the design of ultrasonic composite welding process. In order to determine the best ultrasonic welding parameters, a lot of experiments are often needed. However, the experiment has some defects such as high cost, long cycle, and large contingency. Through computer simulation of ultrasonic welding process, the details of material changes under the action of ultrasonic vibration can be well observed [123]. The influence of weld structure on heat generation rate and heat distribution was determined by the simulation of material stress and friction heat generation process through finite element analysis [121]. The method can better avoid unreasonable ED structure design. Chinnadurai et al. [143] used finite elements to simulate the heat transfer process of ultrasonic welding of PC/ABS. The welding results can be predicted well according to the finite element simulation. The melting and solidification process of the material cannot be simulated. Therefore, the correct displacement relation cannot be obtained, the welding quality cannot be intuitively judged. If the relationship between material properties and temperature is solved, computer simulation of the ultrasonic welding process will also be realized. Of course, there are a lot of problems to be solved, but it also makes it easier to design ultrasonic welding processes.
In addition, many researchers have studied the ultrasonic welding of thermoset prepreg composites to thermoplastic composites, thermoplastic composites to metals. Further research into ultrasonic welding of new thermoplastic materials, such as a recently developed acrylic Elium® that can be liquid-injected, will be more promising. Ultrasonic welding of thermoplastic composites such as polyurethane (PU) and butylene terephthalate (CBT) can be further studied. For the welding of thermoset composites and thermoplastic composites, more novel joint structures can be explored for further study. For example, a thermoplastic coating on the surface of an epoxy to achieve the desired interfusion to improve the shear strength of the lap welded joint. Besides, it is necessary to do a lot of exploratory experiments to improve the quality of ultrasonic welded joint of metal-thermoplastic composite. Since thermoplastics do not have good wettability to metals, some new strategies need to be devised for welding metal materials. Ultrasonic welding strength of metal/thermoplastic composite can be improved by changing the metal surface conditions, such as chemical etching of the metal surface to create a porous structure. Researchers have done a lot of research on the ultrasonic welding of Al/CFRP, which makes the technology gradually mature. But research on CERP and other metals is scarce, and these studies are very necessary. At present, the ultrasonic welding of complex parts is still in the exploratory stage. The application of ultrasonic welding can greatly improve the production efficiency of various industries.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations.
References
Bhudolia SK, Gohel G, Leong KF, Islam A (2020) Advances in ultrasonic welding of thermoplastic composites: a review. Materials 13(6):1284. https://doi.org/10.3390/ma13061284
Yang IY, Yang YJ, Park JW, Lee KS, Cho YT, Park JW, Hsu DK, Im KH (2008) Application of air-coupled ultrasonic techniques using carbon/carbon composites. Mater Sci Forum 580–582:121–124. https://doi.org/10.4028/www.scientific.net/MSF.580-582.121
Stavrov D, Bersee HEN (2005) Resistance welding of thermoplastic composites—an overview. Compos A Appl Sci Manuf 36(1):39–54. https://doi.org/10.1016/j.compositesa.2004.06.030
Benatar A, Gutowski TG (1989) Ultrasonic welding of thermoplastic composites, in: Annual Technical Conference - Society of Plastics Engineers 507–510
Trunzo MSJ, Graham SM, Caton P (2012) Integration of carbon fiber composite materials into air-cooled reciorocating piston engines for UAV application. ASME International Mechanical Engineering Congress and Exposition. Proceedings (IMECE) 3:943–956. https://doi.org/10.1115/IMECE2012-87607
Das B, Masters W (2019) Comparison of tab-to-busbar ultrasonic joints for electric vehicle li-ion battery applications. World Electric Vehicle Journal 10(3):55. https://doi.org/10.3390/wevj10030055
Atmakuri A, Palevicius A, Vilkauskas A, Janusas G (2020) Review of hybrid fiber based composites with nano particles-material properties and applications. Polymers (Basel) 12(9). https://doi.org/10.3390/polym12092088
Yassin K, Hojjati M (2018) Processing of thermoplastic matrix composites through automated fiber placement and tape laying methods: a review. J Thermoplast Compos Mater 31(12):1676–1725. https://doi.org/10.1177/0892705717738305
Dobrota D, Lazar SV (2021) Ultrasonic welding of PBT-GF30 (70% polybutylene terephthalate + 30% fiber glass) and expanded polytetrafluoroethylene (e-PTFE). Polymers (Basel) 13(2):298. https://doi.org/10.3390/polym13020298
Bhudolia SK, Perrotey P, Joshi SC (2017) Enhanced vibration damping and dynamic mechanical characteristics of composites with novel pseudo-thermoset matrix system. Compos Struct 179:502–513. https://doi.org/10.1016/j.compstruct.2017.07.093
Yousefpour A, Hojjati M, Immarigeon J-P (2016) Fusion bonding/welding of thermoplastic composites. J Thermoplast Compos Mater 17(4):303–341. https://doi.org/10.1177/0892705704045187
Gouin O’Shaughnessey P, Dubé M, Fernandez Villegas I (2016) Modeling and experimental investigation of induction welding of thermoplastic composites and comparison with other welding processes. J Compos Mater 50(21):2895–2910. https://doi.org/10.1177/0021998315614991
Rao Z, Ou L, Wang Y, Wang P-C (2020) A self-piercing-through riveting method for joining of discontinuous carbon fiber reinforced nylon 6 composite. Compos Struct 237:111841. https://doi.org/10.1016/j.compstruct.2019.111841
Wang J, Zhang G, Zheng X, Li J, Li X, Zhu W, Yanagimoto J (2021) A self-piercing riveting method for joining of continuous carbon fiber reinforced composite and aluminum alloy sheets. Compos Struct 259:113219. https://doi.org/10.1016/j.compstruct.2020.113219
Pizzorni M, Parmiggiani A, Prato M (2021) Adhesive bonding of a mixed short and continuous carbon-fiber-reinforced nylon-6 composite made via fused filament fabrication. Int J Adhes Adhes 107:102856. https://doi.org/10.1016/j.ijadhadh.2021.102856
Sun H, Kosukegawa H, Hashimoto M, Uchimoto T, Takagi T (2020) Electromagnetic-pulse-induced acoustic testing for nondestructive testing of plastic composite/metal adhesive bonding. Int J Hydrogen Energy 45(55):31303–31314. https://doi.org/10.1016/j.ijhydene.2020.08.079
Ecault R, Touchard F, Berthe L, Boustie M (2020) Laser shock adhesion test numerical optimization for composite bonding assessment. Compos Struct 247:112441. https://doi.org/10.1016/j.compstruct.2020.112441
Mandolfino C, Lertora E, Gambaro C (2017) Influence of cold plasma treatment parameters on the mechanical properties of polyamide homogeneous bonded joints. Surf Coat Technol 313:222–229. https://doi.org/10.1016/j.surfcoat.2017.01.071
Gouveia D, Razzoog ME, Sierraalta M, Alfaro MF (2021) Effect of surface treatment and manufacturing process on the shear bond strength of veneering composite resin to polyetherketoneketone (PEKK) and polyetheretherketone (PEEK). J Prosthet Dent 3:10–16. https://doi.org/10.1016/j.prosdent.2021.02.003
Staab F, Liesegang M, Balle F (2020) Local shear strength distribution of ultrasonically welded hybrid aluminium to CFRP joints. Compos Struct 248:112481. https://doi.org/10.1016/j.compstruct.2020.112481
Qiu J, Zhang G, Sakai E, Liu W, Zang L (2020) Thermal welding by the third phase between polymers: a review for ultrasonic weld technology developments. Polymers (Basel) 12(4):759. https://doi.org/10.3390/polym12040759
Greitmann MJ, Adam T, Holzweißig MHG, Stroh D, Wagner G, Wiesner P, Zust R (2003) Present status and future prospects of special welding processes—ultrasonic welding. Weld Cut 55(5):268–274
Palardy G, Villegas IF (2016) Smart ultrasonic welding of thermoplastic composites, in: Proceedings of the American Society for Composites - 31st Technical Conference, ASC
Wagner G, Balle F, Eifler D (2012) Ultrasonic welding of hybrid joints Jom 64(3):401–406. https://doi.org/10.1007/s11837-012-0269-5
Villegas IF, Moser L, Yousefpour A, Mitschang P, Bersee HEN (2012) Process and performance evaluation of ultrasonic, induction and resistance welding of advanced thermoplastic composites. J Thermoplast Compos Mater 26(8):1007–1024. https://doi.org/10.1177/0892705712456031
Kumar S, Wu CS, Padhy GK, Ding W (2017) Application of ultrasonic vibrations in welding and metal processing: A status review. J Manuf Process 26:295–322. https://doi.org/10.1016/j.jmapro.2017.02.027
Levy A, Le Corre S, Poitou A (2012) Ultrasonic welding of thermoplastic composites: a numerical analysis at the mesoscopic scale relating processing parameters, flow of polymer and quality of adhesion. IntJ Mater Form 7(1):39–51. https://doi.org/10.1007/s12289-012-1107-6
Cui X, Tian L, Wang DS, Dong JP (2021) Summary of thermosetting composite material welding. J Phys: Conf Ser 1765:012021. https://doi.org/10.1088/1742-6596/1765/1/012021
Dold C, Henerichs M, Bochmann L, Wegener K (2012) Comparison of ground and laser machined polycrystalline diamond (PCD) tools in cutting carbon fiber reinforced plastics (CFRP) for aircraft structures. Procedia CIRP 1:178–183. https://doi.org/10.1016/j.procir.2012.04.031
Matteucci M, Heiskanen A, Zor K, Emneus J, Taboryski R (2016) Comparison of ultrasonic welding and thermal bonding for the Integration of thin film metal electrodes in injection molded polymeric lab-on-chip systems for electrochemistry. Sensors (Basel) 16(11):1795. https://doi.org/10.3390/s16111795
Ni ZL, Wang XX, Li S, Ye FX (2019) Mechanical strength enhancement of ultrasonic metal welded Cu/Cu joint by Cu nanoparticles interlayer. J Manuf Process 38:88–92. https://doi.org/10.1016/j.jmapro.2019.01.014
Yang J, Zhang J, Qiao J (2019) Molecular dynamics simulations of atomic diffusion during the Al-Cu ultrasonic welding process. Materials (Basel) 12(14):2306. https://doi.org/10.3390/ma12142306
Wirth E, Sabantina L, Weber MO, Finsterbusch K, Ehrmann A (2018) Preliminary study of ultrasonic welding as a joining process for electrospun nanofiber mats. Nanomaterials (Basel) 8(10):746. https://doi.org/10.3390/nano8100746
Benatar A, Eswaran RV, Nayar SK (1989) Ultrasonic welding of thermoplastics in the near-field. Polym Eng Sci 29(23):1689–1698. https://doi.org/10.1002/pen.760292311
Balle F, Wagner G, Eifler D (2009) Ultrasonic metal welding of aluminium sheets to carbon fibre reinforced thermoplastic composites. Adv Eng Mater 11(1–2):35–39. https://doi.org/10.1002/adem.200800271
Ni ZL, Yang JJ, Li S, Wang XX, Ye FX (2019) A review on ultrasonic spot welding of copper alloys. Mater Sci Technol 36(3):264–283. https://doi.org/10.1080/02670836.2019.1705590
Kim J, Kim J, Kim I-j, Kang S, Chun K (2019) An analysis of mechanical properties for ultrasonically welded multiple C1220-Al1050 layers. Appl Sci 9(19):4188. https://doi.org/10.3390/app9194188
Li H, Cao B (2019) Microstructure and mechanical properties of resistance heat-assisted high-power ultrasonic dissimilar welded Cu/Al joint. Metals 9(8). https://doi.org/10.3390/met9080873
Zhang W, Ao S, Oliveira JP, Zeng Z, Huang Y, Luo Z (2018) Microstructural characterization and mechanical behavior of NiTi shape memory alloys ultrasonic joints using Cu interlayer. Materials 11(10). https://doi.org/10.3390/ma11101830
Kim JH, Jihye L, Yoo CD (2005) Soldering method using longitudinal ultrasonic. IEEE Trans Compon Packag Technol 28(3):493–498. https://doi.org/10.1109/tcapt.2005.848576
Kumar P, Prakasan K (2018) Acoustic horn design for joining metallic wire with flat metallic sheet by ultrasonic vibrations. Journal of Vibroengineering 20(7):2758–2770. https://doi.org/10.21595/jve.2018.19648
Yusuf L, Symes MD, Prentice P (2021) Characterising the cavitation activity generated by an ultrasonic horn at varying tip-vibration amplitudes. Ultrason Sonochem 70. https://doi.org/10.1016/j.ultsonch.2020.105273
Xiping H, Xiaojuan C, Yanjun W, Jingfeng N (2019) A high displacement ultrasonic horn with a cuboid hole in the front end, in: Proceedings of 2019 16th International Bhurban Conference on Applied Sciences and Technology IBCAST 873–879
Jongbloed B, Teuwen J, Palardy G, Fernandez Villegas I, Benedictus R (2019) Continuous ultrasonic welding of thermoplastic composites: Enhancing the weld uniformity by changing the energy director. J Compos Mater 54(15):2023–2035. https://doi.org/10.1177/0021998319890405
Shimada STH, Hasebe K, Hayashi N, Ochi Y, Matsui T, Nishizaki I, Matsumoto Y, Tanaka Y, Nakamura H, Mizuno Y, Nakamura K (2016) Ultrasonic welding of polymer optical fibres onto composite materials. Electron Lett 52(17):1472–1474. https://doi.org/10.1049/el.2016.0905
Peng H, Jiang X, Bai X, Li D, Chen D (2018) Microstructure and mechanical properties of ultrasonic spot welded Mg/Al alloy dissimilar joints. Metals 8(4):229. https://doi.org/10.3390/met8040229
Shah U, Liu X (2020) Effect of ultrasonic energy on the spot weldability of aluminum alloy AA6061. Mater Des 192:108690. https://doi.org/10.1016/j.matdes.2020.108690
Gu X, Liu D, Liu J (2018) Effect of post-weld heat treatment on the dissimilar Cu/Al joints pro-duced by high power ultrasonic spot welding. ISIJ Int 58(9):1721–1726. https://doi.org/10.2355/isijinternational.ISIJINT-2017-694
Yao Y, Pan Y, Liu S (2020) Power ultrasound and its applications: A state-of-the-art review. Ultrason Sonochem 62:104722. https://doi.org/10.1016/j.ultsonch.2019.104722
Zhao T, Zhao Q, Wu W, Xi L, Li Y, Wan Z, Villegas IF, Benedictus R (2021) Enhancing weld attributes in ultrasonic spot welding of carbon fibre-reinforced thermoplastic composites: Effect of sonotrode configurations and process control. Compos B Eng 211:108648. https://doi.org/10.1016/j.compositesb.2021.108648
Wang DJ, Jiang JJ, Duan FJ, Zhang, Liu W, FM, Qu XH (2020) A novel fast resonance frequency tracking method based on the admittance circle for ultrasonic transducers. IEEE Trans Industr Electron 67(8):6864–6873. https://doi.org/10.1109/tie.2019.2938476
Gandomzadeh D, Abbaspour-Fard MH (2020) Numerical study of the effect of core geometry on the performance of a magnetostrictive transducer. J Magn Magn Mater 513:166823. https://doi.org/10.1016/j.jmmm.2020.166823
Wang P, Zhang Y, Yao E, Mi Y, Zheng Y, Tang C (2021) Method of measuring the mechanical properties of ferromagnetic materials based on magnetostrictive EMAT characteristic parameters. Measurement: Journal of the International Measurement Confederation 168. https://doi.org/10.1016/j.measurement.2020.108187
Hajati A, Latev D, Gardner D, Hajati A, Imai D, Torrey M, Schoeppler M (2012) Three-dimensional micro electromechanical system piezoelectric ultrasound transducer. Appl Phys Lett 101(25):253101. https://doi.org/10.1063/1.4772469
Jamshidi R, Jafari AA (2021) Conical shell vibration control with distributed piezoelectric sensor and actuator layer. Compos Struct 256. https://doi.org/10.1016/j.compstruct.2020.113107
Nedeloni MD, Hatiegan C, Vasile O, Hamat CO, Fanica C, Gillich N (2015) Numerical study regarding the influence of material components for a booster—ultrasonic horn assembly on the natural frequency. Romanian Journal of Acoustics and Vibration 12(2):155–160
Harras B, Benamar R, White RG (2002) Investigation of non-linear free vibrations of fully clamped symmetrically laminated carbon-fibre-reinforced PEEK (AS4/APC2) rectangular composite panels. Compos Sci Technol 62:719–727
Ageorges C, Ye L (2002) Fusion bonding of polymer composites. Engineering materials and processes 978–1087. https://doi.org/10.1007/978-1-4471-0171-0
Zhen Y, Fu Y, Li H, Cao Z, Chen Y (2004) Mathematical modeling and experimental verification of a novel single-actuated ultrasonic elliptical vibrator. J Thermoplast Compos Mater 17(1):51. https://doi.org/10.1177/1687814017745413
Kuratani F, Miyano S, Yoshida T, Washio S (2019) Effect of contact area with fixture on dynamic behaviour of joint interface in ultrasonic welding of thermoplastics, in: J Phys Conf Ser 012047
Tsiangou E, de Freitas ST, Villegas IF, Benedictus R (2019) Investigation on energy director-less ultrasonic welding of polyetherimide (PEI)- to epoxy-based composites. Compos B Eng 173:107014. https://doi.org/10.1016/j.compositesb.2019.107014
Xu XF, Bates PJ, Zak G (2015) Effect of glass fiber and crystallinity on light transmission during laser transmission welding of thermoplastics. Opt Laser Technol 69:133–139. https://doi.org/10.1016/j.optlastec.2014.12.025
Samanta A, Xiao S, Shen N, Li J, Ding H (2019) Atomistic simulation of diffusion bonding of dissimilar materials undergoing ultrasonic welding. Int J Adv Manuf Technol 103(1–4):879–890. https://doi.org/10.1007/s00170-019-03582-9
Pokhrel N, Vabbina PK, Pala N (2016) Sonochemistry: science and engineering. Ultrason Sonochem 29:2957. https://doi.org/10.1016/j.ultsonch.2015.07.023
Zhang Z, Xiaodong W, Yi L, Zhenqiang Z, Liding W (2009) Study on heating process of ultrasonic welding for thermoplastics. J Thermoplast Compos Mater 23(5):647–664. https://doi.org/10.1177/0892705709356493
Kohler F, Villegas IF, Dransfeld C, Herrmann A (2021) Static ultrasonic welding of carbon fibre unidirectional thermoplastic materials and the influence of heat generation and heat transfer. J Compos Mater 1:16. https://doi.org/10.1177/0021998320976818
Tutunjian S, Dannemann M, Modler N, Kucher M, Fellermayer A (2020) A numerical analysis of the temporal and spatial temperature development during the ultrasonic spot welding of fibre-reinforced thermoplastics. J Manuf Mater Processing 4(2):30. https://doi.org/10.3390/jmmp4020030
Bai Y, Chen Y (2020) Research on ultrasonic plastic flexible welding equipment for automobile steering wheel. In: 2020 3rd International Conference on Electron Device and Mechanical Engineering (ICEDME). pp 264–269. https://doi.org/10.1109/ICEDME50972.2020.00067
Wang K, Shriver D, Li Y, Banu M, Hu SJ, Xiao G, Arinez J, Fan H-T (2017) Characterization of weld attributes in ultrasonic welding of short carbon fiber reinforced thermoplastic composites. J Manuf Process 29:124–132. https://doi.org/10.1016/j.jmapro.2017.07.024
Villegas IF, Bersee HEN (2010) Ultrasonic welding of advanced thermoplastic composites: An investigation on energy-directing surfaces. Adv Polym Technol 29(2):112–121. https://doi.org/10.1002/adv.20178
Villegas IF, Palardy G (2017) Ultrasonic welding of CF/PPS composites with integrated triangular energy directors: melting, flow and weld strength development. Compos Interfaces 24(5):515–528. https://doi.org/10.1080/09276440.2017.1236626
Bhudolia SK, Gohel G, Kantipudi J, Leong KF, Barsotti Jr RJ (2020) Ultrasonic welding of novel carbon/ elium® thermoplastic composites with flat and integrated energy directors: lap shear characterisation and fractographic investigation. Materials (Basel) 13(7):1634. https://doi.org/10.3390/ma13071634
Gohel G, Bhudolia SK, Kantipudi J, Leong KF, Barsotti RJ (2020) Ultrasonic welding of novel carbon/elium® with carbon/epoxy composites. Composites Communications 22:100463. https://doi.org/10.1016/j.coco.2020.100463
Kiss Z, Temesi T, Bitay E, Bárány T, Czigány T (2019) Ultrasonic welding of all‐polypropylene composites. J Appl Polym Sci 137(24). https://doi.org/10.1002/app.48799
Villegas IF (2019) Ultrasonic welding of thermoplastic composites. Frontiers in Materials 6:291. https://doi.org/10.3389/fmats.2019.00291
Villegas IF (2014) Strength development versus process data in ultrasonic welding of thermoplastic composites with flat energy directors and its application to the definition of optimum processing parameters. Compos A Appl Sci Manuf 65:27–37. https://doi.org/10.1016/j.compositesa.2014.05.019
Tutunjian S, Dannemann M, Fischer F, Eroğlu O, Modler N (2018) A control method for the ultrasonic spot welding of fiber-reinforced thermoplastic laminates through the weld-power time derivative. Journal of Manufacturing and Materials Processing 3(1):1. https://doi.org/10.3390/jmmp3010001
Li X, Liang X, Zhang Z, Ma J, Shen J (2020) Cold joining to fabricate large size metallic glasses by the ultrasonic vibrations. Scripta Mater 185:100–104. https://doi.org/10.1016/j.scriptamat.2020.03.059
Palardy G, Shi H, Levy A, Le Corre S, Villegas IF (2018) A study on amplitude transmission in ultrasonic welding of thermoplastic composites. Compos A Appl Sci Manuf 113:339–349. https://doi.org/10.1016/j.compositesa.2018.07.033
Alrubaie MAA (2020) Ultrasonic welding of glass fiber reinforced PP thermoplastic composites: an investigation of the outer layer orientation and the fiber volume fraction. Key Eng Mater 858:3–13. https://doi.org/10.4028/www.scientific.net/KEM.858.3
Tutunjian S, Eroglu O, Dannemann M, Modler N, Fischer F (2019) A numerical analysis of an energy directing method through friction heating during the ultrasonic welding of thermoplastic composites. J Thermoplast Compos Mater 33(11):1569–1587. https://doi.org/10.1177/0892705719833108
Wang T, Su X, Wang HH, Zhang ZH, Li H, Chen J (2019) Influence mechanism of welding time and energy director to the thermoplastic composite joints by ultrasonic welding. J Manuf Process 37:196–202. https://doi.org/10.1016/j.jmapro.2018.11.002
Kumar KR, Omkumar M (2020) Investigation and characterization of ultrasonically welded GF/PA6T composites. Materials Today: Proceedings 26:282–286. https://doi.org/10.1016/j.matpr.2019.11.261
Chen LY, Zhi Q, Li JC, Liu ZX, Wang PC (2018) Single-sided ultrasonic welding of CF/nylon 6 composite without energy directors. Weld J 97(1):17–25. https://doi.org/10.29391/2018.97.002
Zhi Q, Tan X-R, Lu L, Chen L-Y, Li J-C, Liu Z-X (2017) Decomposition of ultrasonically welded carbon fiber/polyamide 66 and its effect on weld quality. Welding in the World 61(5):1017–1028. https://doi.org/10.1007/s40194-017-0482-5
Palardy G, Villegas IF (2016) On the effect of flat energy directors thickness on heat generation during ultrasonic welding of thermoplastic composites. Compos Interfaces 24(2):203–214. https://doi.org/10.1080/09276440.2016.1199149
Senders F, van Beurden M, Palardy G, Villegas IF (2016) Zero-flow: a novel approach to continuous ultrasonic welding of CF/PPS thermoplastic composite plates. Advanced Manufacturing: Polymer & Composites Science 2(3–4):83–92. https://doi.org/10.1080/20550340.2016.1253968
Dell’Anna R, Lionetto F, Montagna F, Maffezzoli A (2018) Lay-up and consolidation of a composite pipe by in situ ultrasonic welding of a thermoplastic matrix composite tape. Materials (Basel) 11(5):786. https://doi.org/10.3390/ma11050786
Zhang G-P, Li J-C, Liu Z-X, Wang P-C (2020) Application of ultrasonic welding to repair adhesively bonded short carbon fiber reinforced Nylon 6 composites. Int J Adhes Adhes 100:102603. https://doi.org/10.1016/j.ijadhadh.2020.102603
Benatar A, Gutowski TG (1989) Ultrasonic welding of PEEK graphite APC-2 composites. Polym Eng Sci 29:1705–1721
Wang X, Yan J, Li R, Yang S (2016) FEM investigation of the temperature field of energy director during ultrasonic welding of PEEK composites. J Thermoplast Compos Mater 19(5):593–607. https://doi.org/10.1177/0892705706067479
Bhudolia SK, Gohel G, Fai LK, Barsotti RJ Jr (2020) Investigation on ultrasonic welding attributes of novel carbon/elium® composites. Materials (Basel) 13(5):1117. https://doi.org/10.3390/ma13051117
Levy A, Le Corre S, Fernandez Villegas I (2014) Modeling of the heating phenomena in ultrasonic welding of thermoplastic composites with flat energy directors. J Mater Process Technol 214(7):1361–1371. https://doi.org/10.1016/j.jmatprotec.2014.02.009
Zhang G, Qiu J, Sakai E, Zhou Z (2021) Interface investigation between dissimilar materials by ultrasonic thermal welding by the third phase. Int J Adhes Adhes 104:102722. https://doi.org/10.1016/j.ijadhadh.2020.102722
Savitski A, Klinstein L, Holt K (2016) Novel round energy director for use with servo-driven ultrasonic welder. Phys Procedia 87:105–117. https://doi.org/10.1016/j.phpro.2016.12.017
Takeda S-I, Tanks JD, Sugimoto S, Iwahori Y (2020) Application of sheet-like energy directors to ultrasonic welding of carbon fibre-reinforced thermoplastics. Adv Compos Mater 30(2):192–204. https://doi.org/10.1080/09243046.2020.1811464
Schug A, Rinker D, Hinterhoelzl R, Drechsler K (2018) Evaluating the potential of forming spot-welded layups out of fibre reinforced thermoplastic tape without previous consolidation. IntJ Mater Form 12(2):279–293. https://doi.org/10.1007/s12289-018-1416-5
Luo Y, Zhang Z, Wang X, Zheng Y (2010) Ultrasonic bonding for thermoplastic microfluidic devices without energy director. Microelectron Eng 87(11):2429–2436. https://doi.org/10.1016/j.mee.2010.04.020
Gao Y-H, Zhi Q, Lu L, Liu Z-X, Wang P-C (2018) Ultrasonic welding of carbon fiber reinforced nylon 66 composite without energy director. J Manuf Sci Eng 140(5):051009–151001. https://doi.org/10.1115/1.4039113
Li Y, Arinez J, Liu Z, Hwa Lee T, Fan H-T, Xiao G, Banu M, Jack Hu S (2018) Ultrasonic welding of carbon fiber reinforced composite with variable blank holding force. J Manuf Sci Eng 140(9):091011–091011. https://doi.org/10.1115/1.4040427
Zhi Q, Tan XR, Liu ZX (2017) Effect of moisture on the ultrasonic welding of carbon-fiber-reinforced polyamide 66 composite. Weld J 96(6):185s–192s
Liu HK, Dai WL, Lee YC (2000) Moisture effects and acoustic emission characterization on lap shear strength in ultrasonic welded carbon/nylon composites. J Mater Sci 35(13):3389–3396. https://doi.org/10.1023/A:1004837119725
Wang Q, Springer GS (2016) Moisture absorption and fracture toughness of PEEK polymer and graphite fiber reinforced PEEK. J Compos Mater 23(5):434–447. https://doi.org/10.1177/002199838902300501
Tsiangou E, Teixeira de Freitas S, Villegas IF, Benedictus R (2020) Ultrasonic welding of epoxy- to polyetheretherketone-based composites: Investigation on the material of the energy director and the thickness of the coupling layer. J Compos Mater 54(22):3081–3098. https://doi.org/10.1177/0021998320910207
Bhudolia SK, Gohel G, Fai LK, Barsotti Rj Jr (2020) Fatigue response of ultrasonically welded carbon/Elium® thermoplastic composites. Mater Lett 264. https://doi.org/10.1016/j.matlet.2020.127362
Villegas FI, Vizcaino Rubio P (2015) On avoiding thermal degradation during welding of high-performance thermoplastic composites to thermoset composites. Compos A Appl Sci Manuf 77:172–180. https://doi.org/10.1016/j.compositesa.2015.07.002
Tsiangou E, Kupski J, Teixeira de Freitas S, Benedictus R, Villegas IF (2021) On the sensitivity of ultrasonic welding of epoxy- to polyetheretherketone (PEEK)-based composites to the heating time during the welding process. Compos A Appl Sci Manuf 144:106334. https://doi.org/10.1016/j.compositesa.2021.106334
Villegas IF, Van Moorleghem R (2018) Ultrasonic welding of carbon/epoxy and carbon/PEEK composites through a PEI thermoplastic coupling layer. Compos A Appl Sci Manuf 109:75–83. https://doi.org/10.1016/j.compositesa.2018.02.022
Weibel D, Balle F, Backe D (2017) Ultrasonic fatigue of CFRP - experimental principle, damage analysis and very high cycle fatigue properties, in: Key Engineering Materials 621–628
Sebastian B, Hannemann B, Balle F, Schmeer S, Breuer UP (2017) Fatigue behavior of multifunctional CFRP laminates and intrinsic capabilities for damage monitoring, in: ICCM International Conferences on Composite Materials
Guo H, Gingerich MB, Headings LM, Hahnlen R, Dapino MJ (2019) Joining of carbon fiber and aluminum using ultrasonic additive manufacturing (UAM). Compos Struct 208:180–188. https://doi.org/10.1016/j.compstruct.2018.10.004
Ageorges C, Ye L, Hou M (2000) Advances in fusion bonding techniques for joining thermoplastic matrix composites: a review. Composites: Part A:839–857. https://doi.org/10.1016/S1359-835X(00)00166-4
Dhara S, Das A (2020) Impact of ultrasonic welding on multi-layered Al–Cu joint for electric vehicle battery applications: a layer-wise microstructural analysis. Mater Sci Eng A 791:139795. https://doi.org/10.1016/j.msea.2020.139795
Balle F, Staab F, Born J (2016) Joining of light metals to fiber reinforced polymer composites by power ultrasonics, in: ECCM 2016 - Proceeding of the 17th European Conference on Composite Materials
Balle F, Eifler D (2012) Statistical test planning for ultrasonic welding of dissimilar materials using the example of aluminum-carbon fiber reinforced polymers (CFRP) joints. Materialwiss Werkstofftech 43(4):286–292. https://doi.org/10.1002/mawe.201200943
Wagner G, Balle F, Eifler D (2013) Ultrasonic welding of aluminum alloys to fiber reinforced polymers. Adv Eng Mater 15(9):792–803. https://doi.org/10.1002/adem.201300043
Lionetto F, Balle F, Maffezzoli A (2017) Hybrid ultrasonic spot welding of aluminum to carbon fiber reinforced epoxy composites. J Mater Process Technol 247:289–295. https://doi.org/10.1016/j.jmatprotec.2017.05.002
Kida K, Cheng C-P, Cheng C-H, Chen Y-C, l-W W, You Y-S, (2017) Ultrasonic dissimilar joining of aluminum alloy and polymer with the composite material of ABS polymer doping carbonized rice husk. MATEC Web of Conferences 130:06001. https://doi.org/10.1051/matecconf/201713006001
Lionetto F, Mele C, Leo P, D’Ostuni S, Balle F, Maffezzoli A (2018) Ultrasonic spot welding of carbon fiber reinforced epoxy composites to aluminum: mechanical and electrochemical characterization. Compos B Eng 144:134–142. https://doi.org/10.1016/j.compositesb.2018.02.026
Staab F, Balle F (2019) Ultrasonic torsion welding of ageing-resistant Al/CFRP joints: Properties, microstructure and joint formation. Ultrasonics 93:139–144. https://doi.org/10.1016/j.ultras.2018.11.006
James S, De La Luz L (2019) Finite element analysis and simulation study of CFRP/Ti stacks using ultrasonic additive manufacturing. Int J Adv Manuf Technol 104(9–12):4421–4431. https://doi.org/10.1007/s00170-019-04228-6
Backe S, Balle F, Hannemann B, Schmeer S, Breuer UP (2019) Fatigue properties of multifunctional metal- and carbon-fibre-reinforced polymers and intrinsic capabilities for damage monitoring. Fatigue Fract Eng Mater Struct 42(1):143–151. https://doi.org/10.1111/ffe.12878
Konchakova N, Balle F, Barth FJ, Mueller R, Eifler D, Steinmann P (2010) Finite element analysis of an inelastic interface in ultrasonic welded metal/fibre-reinforced polymer joints. Comput Mater Sci 50(1):184–190. https://doi.org/10.1016/j.commatsci.2010.07.024
Balle F, Eifler D (2013) Special topic: welded metal/cfrp-structures. Adv Eng Mater 15(9):791. https://doi.org/10.1002/adem.201300168
Konchakova NA, Mueller R, Barth FJ (2010) Modelling and numeric analysis of metal/fibre-reinforced polymer joints, in: 18th European Conference on Fracture: Fracture of Materials and Structures from Micro to Macro Scale
Staab F, Balle F, Born J (2017) Ultrasonic torsion welding of aging resistant Al/CFRP joints—concepts, mechanical and microstructural properties, in: Key Engineering Materials 395–400
Rubino F, Parmar H, Esperto V, Carlone P (2020) Ultrasonic welding of magnesium alloys: a review. Mater Manuf Processes 35(10):1051–1068. https://doi.org/10.1080/10426914.2020.1758330
Tamura R, Yasuda K (2018) Ultrasonic joining of carbon fiber reinforced thermoplastic and Ti alloy. 2018 Ieee Cpmt Symposium Japan (Icsj):135–138. https://doi.org/10.1109/ICSJ.2018.8602615
Kawakami K, Yasuda K (2019) Utrasonic joining of carbon fiber reinforced thermoplastic and magnesium alloy, in: 2019 IEEE CPMT Symposium Japan, ICSJ 135–137
James S, Dang C (2020) Investigation of shear failure load in ultrasonic additive manufacturing of 3D CFRP/Ti structures. J Manuf Process 56:1317–1321. https://doi.org/10.1016/j.jmapro.2020.04.026
Guo W, Jin J, Jack Hu S (2019) Profile monitoring and fault diagnosis via sensor fusion for ultrasonic welding. J Manuf Sci Eng 141(8):081001–081001. https://doi.org/10.1115/1.4043731
Li Y, Lee TH, Banu M, Hu SJ (2020) An integrated process-performance model of ultrasonic composite welding based on finite element and artificial neural network. J Manuf Process 56:1374–1380. https://doi.org/10.1016/j.jmapro.2020.04.033
Rodríguez-Martín M, Lagüela S, González-Aguilera D, Rodríguez-Gonzálvez P (2015) Procedure for quality inspection of welds based on macro-photogrammetric three-dimensional reconstruction. Opt Laser Technol 73:54–62. https://doi.org/10.1016/j.optlastec.2015.04.011
Ma Z, Zhang Y (2020) Characterization of multilayer ultrasonic welding based on the online monitoring of sonotrode displacement. J Manuf Process 54:138–147. https://doi.org/10.1016/j.jmapro.2020.03.007
Li Y, Yu B, Wang B, Lee TH, Banu M (2020) Online quality inspection of ultrasonic composite welding by combining artificial intelligence technologies with welding process signatures. Mater Des 194:108912. https://doi.org/10.1016/j.matdes.2020.108912
Li Y, Liu Z, Shen J, Lee TH, Banu M, Hu SJ (2019) Weld quality prediction in ultrasonic welding of carbon fiber composite based on an ultrasonic wave transmission model. J Manuf Sci Eng 141(8):081010–081011. https://doi.org/10.1115/1.4043900
Winger H, Döbrich O, Saeed H, Gereke T, Nocke A, Cherif C (2019) Monitoring the joint area of composite membrane materials. Appl Sci 9(10):2068. https://doi.org/10.3390/app9102068
Ochôa P, Villegas IF, Groves RM, Benedictus R (2019) Diagnostic of manufacturing defects in ultrasonically welded thermoplastic composite joints using ultrasonic guided waves. NDT and E Int 107:102126. https://doi.org/10.1016/j.ndteint.2019.102126
Reis JP, de Moura M, Samborski S (2020) Thermoplastic composites and their promising applications in joining and repair composites structures: a review. Materials (Basel) 13(24):5832. https://doi.org/10.3390/ma13245832
Dobrota D, Petrescu V (2018) Use of ultrasound in reconditioning by welding of tools used in the process of regenerating rubber. Materials (Basel) 11(2):276. https://doi.org/10.3390/ma11020276
Hoskins D, Palardy G (2020) High-speed consolidation and repair of carbon fiber/epoxy laminates through ultrasonic vibrations: A feasibility study. J Compos Mater 54(20):2707–2721. https://doi.org/10.1177/0021998320903097
Hargou K, Pingkarawat K, Mouritz AP, Wang CH (2013) Ultrasonic activation of mendable polymer for self-healing carbon–epoxy laminates. Compos B Eng 45(1):1031–1039. https://doi.org/10.1016/j.compositesb.2012.07.016
Chinnadurai T, Prabaharan N, Saravanan S, Pandean MK, Pandiyan P, Alhelou HH (2021) Prediction of process parameters of ultrasonically welded PC/ABS material using soft-computing techniques. IEEE Access 9:33849–33859. https://doi.org/10.1109/access.2021.3061657
Funding
This research work is supported by the National Natural Science Foundation of China (Grant No. 51805416), Young Elite Scientists Sponsorship Program by CAST (Grant No. 2019QNRC001), Natural Science Foundation of Hunan Province (Grant No. 2020JJ5716), Hunan Provincial Natural Science Foundation for Excellent Young Scholars (Grant No. 2021JJ20059), and Huxiang High-Level Talent Gathering Project of Hunan Province (Grant No. 2019RS1002).
Author information
Authors and Affiliations
Contributions
Haijun Li and Jinliang Wu analyzed the data; Chao Chen, Haijun Li, and Ruixiang Yi contributed reagents/materials/analysis tools; Haijun Li, Chao Chen, and Yuxiang Li wrote the paper.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare no competing interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Li, H., Chen, C., Yi, R. et al. Ultrasonic welding of fiber-reinforced thermoplastic composites: a review. Int J Adv Manuf Technol 120, 29–57 (2022). https://doi.org/10.1007/s00170-022-08753-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-08753-9