
Abstract
The chapter focuses on the welding of thermoplastic polymers. The use of thermoplastics has increased tremendously in the manufacturing industries due to their light-weight characteristic. A detailed study regarding the polymers has been presented and the importance of thermoplastics has also been outlined. The joining technique which has been used in the present work is Friction Stir Welding (FSW). FSW has been one of the major achievements in the field of current welding technologies. Since its invention, the process has been under tremendous research and has been employed to join different metallic alloys of aluminium, magnesium, copper, titanium, etc. The process has also been used to join materials in different joint configurations. Recently, it has been used to weld the thermoplastic materials. An introduction to the FSW technique, the working elements of the process and its constituents have been presented in the chapter. Before the discussion of application of FSW to thermoplastic joining, the other available methods to join thermoplastics such as adhesive bonding and mechanical fastening have been discussed. The literature available with respect to the joining of thermoplastics using FSW has been discussed followed by an experimental study on high density polyethylene (HDPE) sheets. The results of the study have been presented and the relevant conclusions have been drawn.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
6.1 Introduction
Nowadays, the manufacturers are focusing on developing products which would deliver high performance. One of the attributes for gaining high performance is the light-weighting of the product. With the passage of time, there has been a substantial change in the availability of natural resources worldwide. Various environmental challenges like carbon emission, global warming, etc. have become the topics of concern that needs to be addressed. At present, welding and other fabrication processes are active and highly explored in the manufacturing sectors such as automobile, railways, aerospace, ship building, etc. In order to aid the on-going manufacturing operations, the industries need huge amount of fuel that is being utilised by the equipment in use. Thus, the fuel consumption is increasing day by day owing to the rapid industrialisation, but at the same time, the rate of depletion of these scarce resources is raising the stakes. With the intention to optimise the fuel consumption and to trigger innovation, light-weight and alternative materials and advanced processing techniques that can enhance the efficiency require focused research.
Earlier, steel was the most popular material and was very widely used in different industrial applications. Steel has got high strength and is tough, but is quite heavy. Another material is ceramics, which is strong but brittle. The weight issue emphasises on developing advanced materials which would not only deliver characteristics similar to steel and ceramics but would also enhance the efficiency. The 1910 era led to the development of the very first polymer along with the first light-weight alloys of aluminium [1].
The weight of the products is being reduced by the use of various light-weight materials such as aluminium, magnesium, etc. Thermoplastics, having light-weight have also attracted the manufacturers to employ and explore them in various sectors. The Boeing aircraft, 777 Dreamliner had 50% components manufactured from aluminium while the composite accounted for only 12% [2]. The recent aircraft, 787 Dreamliner contains 50% components manufactured from the composites, which proves that the thermoplastic materials are replacing metallic alloys wherever possible due to their low weight and other unique features [2]. The plastic material can be employed as a single structure and hence can reduce the number of sub-components required in the manufacturing of a particular part. The aerospace industries can be very much driven by the weight factor and these advanced materials help them to reduce the fuel consumption by minimising the net weight of the structure.
Over the years, thermoplastics have proven themselves to be one of the strongest contemporaries, which can not only compete solely but also can combine with other materials to form hybrid structures. The polymeric materials have found their way into daily life and their demand at the present has increased significantly. According to an analysis done by the European Plastic Association, the manufacturing of plastics in the year 2005 was 230 million tonnes and has increased to 322 million tonnes by the end of 2015 [3].
The present chapter aims to present the concept of joining of thermoplastic materials by Friction Stir Welding (FSW). The next section of the chapter is an introduction to the polymeric materials. The importance of the polymers with respect to the metallic alloys and their present applications has been described. The continuing sections explain the traditional techniques of joining polymers namely, the adhesive bonding technique and the mechanical fastening. The merits and the drawbacks of both the techniques have been discussed. Since the main focus of the chapter is to highlight the welding of polymer through FSW, a detailed introduction to the FSW technique has been provided. A case study regarding the experimental analysis of FSW of a thermoplastic has been presented.
6.2 Introduction to Polymers
Polymers are large molecules found in various plastic materials and are formed from small molecular fragments called as monomers. The word poly implies ‘many’ and mer implies ‘segment’; mono implies ‘one’. Thus, monomers are the small molecules that are joined together to form a large polymer. The schematic diagram of a polymer is shown in Fig. 6.1. The monomer units are connected through chains.

Schematic diagram of a polymer
These monomers are joined together to form a long chain. The process through which the monomers are joined together to form a polymer is termed as polymerisation. The polymers are also termed as ‘macromolecules’ a scientific term which is translated from Greek meaning ‘many units’. The polymers possess unique properties because of their vast molecular size and average molecular weight spreading from thousands to several million atomic mass units [4]. These macromolecules are composed of atoms bonded together by means of covalent bonds formed by the sharing of electrons. The electrostatic force keeps the individual molecules attracted to one another, but is even weaker than that of the covalent bonds. The properties of anything made from these polymers reflect what is going on at molecular level.
6.2.1 Structure of Polymer
The polymers are composed of hydrocarbons; compounds of hydrogen and carbon. These carbon atoms are bonded together in large chains. Polyethylene, polypropylene, polystyrene, etc. are the polymers which are composed only of carbon and hydrogen. Polyvinyl chloride has a chlorine atom attached to all the carbon atoms and similarly, Teflon which has a fluorine atom attached to the carbon backbone. The molecular arrangement of a polymer looks like a plate of cooked spaghetti noodles. When the spaghetti has just been cooked and is warm, it takes the shape of the plate and the long strands can slither over one another. As soon as the spaghetti cools down, the strands no longer slither over; instead they stick to each other and become intact. Similarly, the polymer’s long chains at moderate temperature can slither over one another and are in a rubbery state. The material is flexible and it does not crack. As the temperature goes down, the long chains stiffen up and they go through a stage known as the glass transition temperature where they become hard and brittle [4].
6.2.2 Characteristics of Polymers
Most of the polymers are lighter in weight. The various characteristics features of polymeric materials which have made them attractive among the manufacturing industries are as follows:
-
Low density—The polymers are very light in weight and hence are used to manufacture a variety of products ranging from toys to aircraft structures. Some of the polymers can also float in water while others sink.
-
Good corrosion resistance—Polymers are widely used as packaging bottles which are the storage containers of many acids and other toxic liquids. This shows that how some of them are very highly resistant to chemicals.
-
Good moulding ability—As compared to the earlier manufacturing ideas where the components were solely made of metals with high strength and weight, the engineering plastics are the current demand and have replaced the metals in many areas. One of the reasons being the moulding ability. The flexibility they offer reduces the components required for a particular part, and hence the maintenance is reduced.
-
Excellent surface finish—The plastics can be moulded and hence form a neat one component, the surface finish obtained is good. Thus, the dimensional tolerance of the polymers is also high.
-
Economical—The polymers can be manufactured from different processes. Extrusion process produces pipes, thin fibres, etc. The large body parts of automobiles can be produced from injection moulding process. Some of the polymers may be moulded into different shapes by applying heat directly.
-
Can be produced transparent or in different colours—The polymer material properties can be enhanced by the addition of different materials and hence their application areas can be broadened.
-
Low surface energy—The polymers molecules are connected through weak Van der Waal bonds, and hence the intermolecular force of attraction is weak.
-
Low coefficient of friction—This property is due to the low surface energy of the polymers. This leads to low wettability of the polymers and hence low adhesion property.
-
Poor mechanical properties—Unlike metals, the polymers lack in tensile strength and also are brittle in nature. Beyond the yield point, the polymers deforms plastically.
-
Poor temperature resistance—The polymer materials are very sensitive to both high and low temperatures.
-
Thermal and electrical insulators—The electrical appliances cords and wiring are all covered with polymeric materials, and this idea reinforces the statement that they are electrical insulators. Furthermore, the kitchen utensils like coffee pot, pan handle, etc. are made of polymers which support that the fact that they are thermal insulators too.
6.2.3 Classification of Polymers
The classification of polymers has been depicted in Table 6.1.
6.2.3.1 Natural, Semi-synthetic and Synthetic Polymers
The naturally occurring polymers such as rubber, starch, proteins, etc. are called as the natural polymers. The semi-synthetic polymers such as methyl cellulose, cellulose nitrate, etc. are chemically modified natural polymers. The polymers synthesised in the laboratory are termed as the synthetic polymers. The examples of manmade polymers are polystyrene, polyethylene, polyvinyl alcohol, etc.
6.2.3.2 Thermoplastics and Thermosetting Polymers
The polymers that can be softened by the application of heat and pressure are termed as thermoplastics. They also can be refabricated. Thermosets on the other hand contain chains that are chemically linked by covalent bonds during the process of polymerization. The thermosets resist deformation, heat softening and hence cannot be processed.
6.2.3.3 Addition and Condensation Polymers
The addition polymers are a result of addition of monomers while the condensation polymers are the results of the reaction between the bi-functional and poly-functional monomer molecules having reactive functional groups. The addition of the monomers occurs in a chain mechanism where they are added with each other in succession to form the addition polymers.
6.2.3.4 Linear, Branched and Cross-linked Polymers
Linear polymers are those in which the monomer units are joined together in a linear fashion. The monomer units when joined together in a branched manner are termed as the branch polymers while if the monomer units are joined in a chain fashion, it is called as cross linked polymers.
6.2.3.5 Rubber, Plastics and Fibres
Rubber is a polymer having a high molecular weight along with long flexible chain and weak intermolecular forces. Plastics are the ones which can be moulded and have high molecular weight. Fibres are long chain polymers with high crystalline regions and possess elasticity lower than that of rubber and plastics.
6.2.3.6 Isotactic, Syndiotactic and Atactic Polymers
The polymers having the characteristic groups in the same side of the main chain are termed as the isotactic polymers. When the groups are arranged in alternative fashion across the main chain, it is called as syndiotactic polymers. The characteristic groups when arranged in irregular fashion across the main chain, the polymer is termed as atactic polymers.
Since, the focus of the present study is the welding of polymers; the chapter concentrates on the thermal response of the polymer. The upcoming section would describe the details of thermoplastic, the difference between thermoplastic and thermosetting polymers, present applications of thermoplastics in manufacturing industries and their future scope.
6.2.4 Introduction to Thermoplastics
The thermoplastic materials when heated above the glass transition temperature become soft while hard when cooled. The thermoplastics can be heated reversibly and solidified in a number of cycles. The structure of thermoplastics is such that it does not undergo any chemical change during the process of heating and forming. However, the recycling process can degrade the colour of the thermoplastic and may bring changes in its properties. The influential properties of thermoplastics which have made it popular are its resistance to chemicals, self-lubrication, high strength, durability, high toughness, etc. Thermosets on the other hand become permanently rigid and hard when heated above the melting temperature. The thermosets have cross-linking chains which makes their structure complex and also prevents the slippage of individual chains. Due to this, when heated, they only result in chemical decomposition. The welding methods cannot be employed to join the thermosets; instead adhesive bonding and mechanical fastening can be used to join them.
The thermoplastics have low weight, high impact resistance, high fracture toughness, excellent anti-corrosion properties, high damage tolerance, design flexibility, low manufacturing and storage cost, etc. Thermoplastics can be described as the three R’s namely reprocessable, repairable and reformable; which makes them easy to fabricate and ensures cost effectiveness. The thermoplastics are also being combined with metals to form hybrid structures. This metallic part can be explored in sections where strength and stiffness is required while the plastic can be explored where design flexibility is needed. The major advantage of this hybrid structure would be optimal weight thereby improving the overall performance of the equipment [5].
6.2.5 Classification of Thermoplastics
The thermoplastic materials have been broadly classified into two categories which are as follows [1, 4]:
-
(1)
Crystalline
-
(2)
Amorphous
6.2.5.1 Crystalline
This category of thermoplastic polymers is tough, soft and translucent to opaque. They have crystalline regions. The polymers are popular for wear-resistance, bearing and structural applications. The crystalline polymers have better electrical properties, high chemical resistance and low coefficient of friction as compared to the amorphous polymers. The flaws of this category of thermoplastics are the sharp melting point and low impact resistance. The examples include polyethylene, polypropylene, nylon, etc.
6.2.5.2 Amorphous
This polymer is hard, rigid and clear, and has high-dimensional stability. They soften over a range of temperature and hence are easy to thermoform. They have a good impact resistance as compared to that of the crystalline polymers. The molecules are randomly oriented and are tangled with each other. The examples include acrylonitrile butadiene styrene, polycarbonate, polymethyl methacrylate, polyvinyl chloride, etc.
6.2.6 Application of Thermoplastics
Currently, thermoplastics are being widely used in various industries such as automobile, aerospace, construction, etc. The significant applications of thermoplastics is due to the benefits they offer such as reduction in weight, high specific strength, flexibility in designing, low manufacturing cost, aesthetic properties, etc. The rudder of aircraft A310 has been made out of fibre reinforced plastic. This improvement has led to reduction of weight by 25 and 95% reduction in components by combining parts and forming simple moulded components [6]. The clutch pedal and centre console of Bavarian Motor Works (BMW) has been manufactured from polyamide 66 (PA 66) [7]. The fuselage section and wings of aircraft A380 are manufactured from composites which led to savings in fuel of 17% per passenger [8]. The Boeing Dreamliner aircraft 787 contains 50% components manufactured from composites [2]. Various structures, bolts, window frames for the purpose of construction are manufactured out of thermoplastics.
6.2.7 Additives in Thermoplastics
The engineering thermoplastics are intended to impart high performance and their desirable characteristics such as the mechanical, chemical and physical properties can be modified through the addition of some foreign materials. The additives employed are fillers, plasticizers, flame retardants, colorants, stabilisers, etc. The filler materials may be the fibres, carbon particles, sand, clay, etc. and are intended to improve the tensile and compressive strength of the plastic. With the addition, the plastic becomes more resistant to abrasion and the toughness increases. It also makes the plastic thermally stable so as to withstand high temperatures. The plasticizers are small molecules which occupy the positions between the plastic chains and thus, increase the distance between two units of the plastic. This in turn results in the increase of the flexibility, ductility and the toughness of the plastic. The increment also results in decreasing the hardness and stiffness of the plastic. As discussed earlier, many plastics are damaged when subjected to the ultraviolet rays. The addition of stabilisers helps the plastics to withstand this condition. The colorants impart colour to the plastic for which they are available in a variety of colours giving the product an attractive aesthetic property in which the plastic has been utilised [9].
6.2.8 Classification of Polymer Joining Techniques
The joining of thermoplastics can be broadly divided into three categories, as shown in Fig. 6.2 [10].

Classification of polymer joining methods
6.3 Mechanical Fastening
The polymeric materials are manufactured to the near net shape. The assembly purpose makes use of drilling operation. The mechanical fastening method employs fasteners such as nut, bolts, screws, rivets, etc. to assemble the components. Both similar and dissimilar type materials can be joined by this process [7, 11].
In order to modify the physical, chemical and mechanical properties of the polymers, various types of materials are filled into them. The fibres are one of the crucial components which are very popular and a special class of plastic materials called the fibre reinforced plastics or commonly known as the FRPs are manufactured when the plastics are filled with fibre. The drilling operations when carried out on the plastic material cuts off these fibres aligned in a particular fashion and thus results in decreasing the strength of the component. The holes also lead to stress concentration. The fastener head has to be chosen carefully since they produce undesirable effects in the assembled component. Flat washers are always recommended to be in use because they help to distribute the force uniformly in the mating components. Thread lockers are used sometimes to secure the fasteners. The locker has to be again selected with care because they can be chemically aggressive to the plastic components.
The total component design is very important. Plastics expand more and are highly sensitive to change in temperature. The plastic when exposed to high temperature, their stiffness decreases. With further increase in temperature, the part buckles. The opposite effect is equally dangerous; with decrease in the temperature, the plastic becomes stiffer. This whole phenomenon is crucial for the mating components as it would ultimately result in failure of the component. While designing the dissimilar polymer joining, the properties of both the plastics have to be taken into account.
6.3.1 Advantages of Mechanical Fastening
The following are the merits of mechanical fastening method:
-
The operation requires only drilling operation followed by fastening the substrates with the fastener and thus, the total operation is very simple and less time consuming.
-
No surface preparation is required except cleaning the hole and the substrates.
-
Dissimilar plastics can also be joined.
-
The joint can be easily reopened and maintenance activities as required can be carried out.
-
The integrity of the joint can be predicted.
6.3.2 Drawbacks of Mechanical Fastening
The following are the drawbacks of the mechanical fastening method [11]:
-
The inclusion of fasteners into the parts to achieve the joint increases the weight.
-
The holes drilled in the substrate leads to concentration of stress.
-
The fasteners also develop stress with the passage of time which makes the bond weak.
-
The mating part when used in rotating equipment may lead to loosening of the fastener and thus may result in failure. The loosening may also happen due to relaxation in the stress and environmental factor such as moisture.
-
The mechanical fastening method may not completely produce a leak proof joint.
-
Plastic surface may disrupt due to improper fastening of the screw or rivet.
6.4 Adhesive Bonding
Adhesives are materials that are used to hold two surfaces together. The adhesive must be able to wet the surface on which it is applied and adhere to it [12, 13]. The preparation of an adhesively bonded joint can be carried out through two main operations; one is the design and the second is the manufacturing. The events which come under design and manufacturing have been shown in the Fig. 6.3 [14].

Events in the making of an adhesive bonded joint
The major characteristics of an adhesive are as follows:
-
Make the surface wet—It must flow all over the surface on which they are being applied in order to remove all the air and other contaminants present there.
-
Adhere to it—The adhesive should start to adhere after flowing over the whole area, must stay in the same area and become tacky.
-
Develop strength—Adhesive must change its structure to become non-tacky and strong.
-
Remain stable—The bond must not be prone to environmental changes and age.
6.4.1 Adhesion and Cohesion
The adhesion is an interfacial phenomenon. It is the bonding between two materials namely an adhesive and a substrate. The cohesion is the internal strength of the adhesive which is a result of the various interactions between the molecules of the adhesive. There are three main theories of adhesive namely the adsorption theory, electrical theory and the diffusion theory. The adsorption is an effect of the surface energy. The process of adsorption is either physiosorption which is a characteristic of the Van der Waal forces or it is chemisorption, a characteristic of covalent bonds. The atoms in the adsorbent are not totally surrounded by the other atoms in the adsorbent and hence there would be attraction force from the atoms in the adsorbate. The electrical theory explains the electrostatic force at the interface of the bond. The adhesion bonding is a result of the columbic attraction between the two surfaces. The diffusion theory explains adhesion as a result of the interdiffusion of molecules between the surface and the adhesive.
6.4.2 Bonding Zones
The three bonding zones are namely; adhesive, transition and the cohesion zone. The adhesion is caused due to the molecular interactions between the substrate and the adhesive. This interaction can be a strong chemical bond or just a weak intermolecular attraction. But the chemical bonds are not formed everywhere. Some typical combinations like polyurethane and glass, silicone and glass, etc. have the chemical bonds in between them. These joints are strong and its durability depends upon the resistance of the bond to moisture. In apropos to this chemical bond, the micro-mechanical bonding also plays an important role. The irregularities in the surface of the substrate act as areas which allow the adhesive to flow in and in turn it increases the bond strength. The adhesive clings mechanically to the roughened surface. The transition zone refers to the area where the various properties of the adhesive such as mechanical, chemical, etc. are altered. It is particularly important for the thin bonds, where the joint characteristics are evaluated by the properties of the transition zone. The cohesion zone involves the solidification of the adhesive through the bonds formed between the adhesive molecules.
6.4.3 Bonding Fundamentals
As discussed in the previous sections, the bonding takes place in three different modes namely; the Van der Waal bonding which are weak, the polar group interactions which are comparatively stronger than that of the Van der Waal bonds and lastly the chemical bonds which are the strongest bonds. We already have discussed that the adhesive must wet the surface in order to adhere properly. If the polarity of any surface is low, then the adhesive cannot wet the surface easily. Most of the plastics have low polarity and hence it is necessary to apply primer in order to extract the most out of the adhesive [15].
6.4.4 Surface Preparation
The thermoplastics with low energy mostly contain carbon–hydrogen or carbon–fluorine bonds because of which they have low polarity. The higher energy thermoplastics have other constituents like nitrogen or oxygen in abundance which increases their polarity. Thus, the plastics require surface preparation. The various methods that are employed are corona treatment, flame treatment, plasma treatment, etc. These methods make use of gases which are impinged on the surface under oxidising conditions to create surface polarity [16].
6.4.5 Types of Adhesives
The adhesives in the market are available in wide range and they can be classified on the basis of physical change they undergo, chemical reactions involved, typical application areas, etc. The major categories of adhesive have been explained below
-
Anaerobics—This adhesive has the anaerobic curing property. Once they are away from the air, they will form solid polymer immediately. It consists of a monomer and a catalyst for bonding. The name is anaerobic since the adhesive does not require oxygen during its process of curing. The typical advantages of this type of adhesive is that they cure at room temperature, offer good strength, have mild odour, etc. But the adhesive cannot be used for joining plastics as it is driven by air during the curing process that can result in increasing the process time, requirements for storing and handling the adhesive, etc. [17].
-
Cynoacrylates—This adhesive is known for its extreme low curing time. It imparts good bond strength and also it eliminates the requirement of any external pressure but such low drying time makes the bond impossible to break once formed. The adhesive needs to be handled very carefully since it may damage the fingers and also may cause irritation. Again, the storage is also a concern since once the lid of the container is opened; the total content may dry up. The adhesive has low resistance to heat and also has very low impact resistance [16].
-
Epoxies—This class of adhesive consists of two parts; a resin and a hardener, which are mixed together before use. They impart good bond strength but they are toxic and flammable. They need long curing time, thus, increasing the process time. Extreme care is needed while handling and storing them.
-
Silicones—The silicones are available both in one part and two-part systems. They impart good strength and flexibility. Dissimilar materials can be joined by using them. They liberate gases while curing. They offer good resistance to high temperature and chemicals.
-
Acrylics—This class of adhesive can be either water-based or solvent-based. The water-based acrylics have lower curing time as compared to the solvent based but the solvent-based are resistant to other solvents, chemicals and water. The acrylics are sub-divided into two namely; pure and modified acrylics. The pure acrylics have a low stickiness and less adhesion as compared to the modified acrylics.
-
Rubber—The rubber adhesives are based on the latexes solution and solidify though the loss of the solvent medium. They are not suitable for sustained loadings. They can be sub-divided into two; natural and synthetic rubber. The natural rubber is used as surface protection tapes and they possess higher stickiness than that of the acrylics.
6.4.6 Demerits of Adhesive Bonding
Although, the adhesive bonding technology is flexible, offers good bond strength and in some cases less expensive, it has numerous disadvantages which makes it less suitable for industrial applications [6]. The drawbacks of using adhesives have been described below.
-
Curing time—The strength to the structure is not achieved immediately. Some adhesives offer fast curing but most of them have slow curing time. Again, this curing time is also affected by the environmental conditions. Hence, the process time is raised.
-
Resistance to temperature—Most of the adhesives are polymer-based and thus have low resistance to temperature. Thus, the structures obtained through adhesive cannot be deployed in areas where high temperatures are involved.
-
Ageing—The adhesively bonded joint’s strength is highly affected by the physical and chemical actions going on in the environment such as the presence of moisture, ultraviolet rays, chemical attacks, etc. There are adhesives which are resistant from the ultraviolet rays attack but many of them break down under the ray’s action. The solution to the problem would be the selection of the adhesive according to the environmental conditions in which the bonded joint has to be deployed. This in turn would lead to undertake a number of quality tests to ensure the effectiveness of the joint.
-
Surface preparation—For achieving good bond strength, the surface preparation has to be carried out. Preparing the surface prior to application of the adhesive ensures proper adhesion between the substrates and the adhesive.
-
Life of the joint—The non-destructive techniques cannot be employed in the adhesively bonded joints to evaluate the strength. Thus, predicting the life of the joint is not possible and hence can be dangerous when the joint is used in sophisticated equipment.
-
Safety and environment—Almost all the adhesives are needed to be handled very carefully since if they stick to fingers they may damage them. Also, during the process of curing some of the adhesives liberate toxic gases which are again harmful for the person who are involved in handling them. The adhesive container once opened has to be stored and handled with proper care. The waste produced during the process of application requires attention for cautious handling for recycling and treatment.
6.5 Introduction to FSW
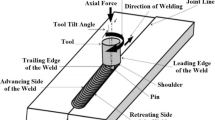
The FSW is a solid state friction welding method which makes use of a specialised tool creating frictional heat during the process. It was invented at The Welding Institute in the year 1991, Cambridge, United Kingdom [18]. The tool used is not consumed in the process rather its geometry and dimension are altered in combinations which could contribute to the process of heat generation. The process can be employed to any joint configuration; but has been widely applied to butt and lap configurations since its invention. The process was developed for the welding of aluminium alloys, but has been extensively applied to other materials like magnesium, steel, titanium, copper, thermoplastics, composites etc. as well [19, 20]. The schematic view of the process is shown in Fig. 6.4.

Schematic view of FSW
6.5.1 FSW Tool
The specialised tool used in FSW consists of two features called as the pin and the shoulder. A typical FSW tool has been shown in Fig. 6.5. The tool for the welding are fabricated from a variety of materials which solely depends upon the selected work-pieces. The diameter of shoulder to the diameter of pin is kept in the ratio of 3:1 or 4:1 [21]. The length of the pin is kept 0.3 or 0.4 mm less than that of the thickness of the work-piece. The various tool materials that have been used so far in FSW have been tabulated in Table 6.2. The first FSW tool used had its pin and shoulder both of cylindrical shape. With the passage of time, pin and shoulder with varying features such as conical, square, tri-flute, etc. have been developed to investigate its effect on the welding process.

FSW tool
6.5.2 Principle of FSW
The welding technique occurs sequentially in three stages namely; plunging, traversing and retracting. The tool is fixed in the machine spindle. The work-pieces to be weld are tightly fixed on to the machine bed so as to prevent the edges in contact to tear apart. The work-pieces are maintained at zero root gap. The tool rotates at an angular velocity which is termed as the rotational speed. The tool travels over the substrates and is referred as the traverse speed. The side of the weld where the rotational vector direction and travel vector direction are same is termed as the advancing side (AS) and the other side for which they are opposite is termed as the retreating side (RS). The various forces involved in FSW are the translational force acting in X-direction, transverse force in Y-direction and the axial force in the Z-direction. The moment about the axis of rotation is referred as the torque. The tool can also be provided a tilt for better plunging and forging of the softened material and is termed as the tilt angle. Plunge depth is also provided to the tool to ensure that the tool has properly plunged into the work-piece. It is specified as the depth to which the shoulder sinks into the work-piece [22, 23].
The rotating tool slowly plunges into the materials as the pin initially makes a contact with the work-piece. The contact of pin with work-piece results in the generation of frictional heat. After the pin, the shoulder makes a contact with the work-piece and again contributes to the process of heat generation. These events are parts of plunging stage and are referred in Fig. 6.6a–c. The frictional heat generated deforms the material plastically and softens it. The tool brings the material to a stage where it can flow. Once the tool has completely plunged, it starts traversing over the joint line dragging the soft material from the AS through the RS and then again forging it back in the AS. At the end of joint line, the tool retracts out from the joint leaving a key-hole which is referred as the retraction, as shown in Fig. 6.6d.

Stages during the welding
The various parameters involved in FSW can be categorised into three categories namely; welding, material and design parameters. Tool rotational speed (ω), traverse speed (v), tilt angle (α) and plunge depth (d) are the attributes of welding parameters. The combinations of ω and v are of prime importance in the process of welding. A higher ω and lower v; would result in hotter welds leading to defects. Similarly, a lower ω and higher v would lack in heat required and again result in defective welds. A higher α would make the tool plunge more and hence would also result in defective welds.
The total heat generated during the process can be explained using the following equation [24]:
where Q is the total heat generated during the welding process (J), \(\omega\) is the rotational speed of the tool (rpm), τ is the shear stress (MPa), R is the shoulder radius (mm), r is the pin radius (mm) and h is the pin height (mm) respectively.
The material flow occurs from the AS through the RS and depends upon the swept volume which is given as [25],
where dynamic volume is the volume when the tool is in motion and static volume is the volume when the tool is in rest.
The material parameters include the tool, work-piece and anvil materials in use during the welding operation. In the FSW process, the transfer of heat occurs at the tool work-piece interface and work-piece backing plate interface through conduction. The anvil material and the tool are supposed to have lower thermal conductivity so as to reduce the loss of heat during the welding process. Also, the anvil material has to be adequately rigid to produce required reaction force.
The design parameter includes the design and geometry of pin and shoulder along with the joint configuration. The heat generation depends upon the tool geometry and hence is crucial because higher heat during the process would result in loss of traction between the work-piece and the tool. Similarly, with inadequate heat, the material cannot be deformed and hence would result in defective welds. The role of the pin apart from heat generation is the mixing of the softened material. Thus, the geometry of the pin plays a key role. The various pin geometries that have been used in the research are cylindrical, conical, concave, square, etc. [21, 26, 27]. The shoulder prevents the softened material from expelling out of the joint line. The shoulder geometries that have been used are concave, cylindrical, concave etc. The tool pin height, if kept very less would result in lack of penetration and thus the root side cannot be bonded. A higher pin length would make the material at the root stick to the anvil [28, 29].
6.5.3 Benefits and Drawbacks of FSW
FSW has quite a few advantageous points over the conventional fusion welding techniques. The problems occurring during the cooling of the liquid phase in traditional fusion welding methods such as solidification cracking and porosity are eliminated in FSW. This is because FSW takes place in solid state only. The various advantages of the process are listed below.
-
Dissimilar materials like aluminium to steel, magnesium to steel, aluminium to copper, etc. can be joined together.
-
The defects are minimal in comparison to fusion welding methods as the process occurs in solid state only.
-
The distortion in the welded structure is very less because of the low heat input during the welding process.
-
Consistent weld quality can be achieved together with high productivity. Once for a proper combination of material, if the optimum parameters along with a suitable tool can be identified, then it is possible to achieve high quality welds within less time.
-
FSW is a green welding process since no fume is generated as there is no filler material requirement. The process does not create any spatter or ultraviolet rays.
-
Also, there is no extra weight addition in the welding process.
-
The process is simple and energy efficient in comparison to techniques such as ultrasonic, laser, etc.
-
The material properties are enhanced due to the formation of equiaxed grains in the nugget zone which is a consequence of the dynamic recrystallization.
Apart from the numerous advantages, FSW has some disadvantages which are listed below.
-
High reactive forces are required to keep the tool in the joint line.
-
Rigid clamping system is required to prevent the substrate tearing apart.
-
A key-hole is formed in the weld zone at the end as the tool retracts out from the joint line.
-
Backing plate is required during the welding.
-
The initial investment cost is very high.
6.5.4 Application of FSW Process
FSW process has been widely adopted in various industrial sectors like aerospace, marine, railways, automobiles, construction, ship building, etc. Some of the industries which are using FSW to in their production process are Apple, Honda, Boeing, Ford, Hitachi, etc. The iMac utilised FSW to weld the front and the back panel having a thickness of 5 mm [30]. Honda Accord has its front panel manufactured from FSW of steel and aluminium [31]. The dissimilar material welding is very popular since it reduces the weight. The aluminium and steel dissimilar combination is being used in aerospace and automobile industries to build parts such as bumpers, pillars, chassis, etc. [32]. Similarly, the aluminium and magnesium combination welds are used for parts such as clutch, transmission exhaust décor, etc. [32]. The FSW has been applied successfully in welding of aluminium to copper which has found applications in manufacturing of household utensils and industrial power protection [33,34,35,36]. Other dissimilar combinations such as magnesium with copper and aluminium with titanium are also being explored in the aerospace and automobile sectors [37, 38]. The Fosen Mek’s Cruise ship ‘The World’ contains decks manufactured by FSW [39]. The commuter EMU series 20,000 manufactured by Hitachi contains FSW roof panels. The 700 series Shinkansen rail contains aluminium floor panels manufactured by FSW [40]. The Ford GT contains the centre panel manufactured from aluminium fabricated by FSW [41].
6.5.5 Defects in FSW
The combinations of the process parameters are crucial as it can only lead to generation of defect-free welds. The various defects that may arise during the process are given in Fig. 6.7 [42].

Defects in FSW
The tunnel defect is mostly found in the welds with too high traverse rates. The higher the welding rate, the lower would be the generation of heat during the welding process. Thus, the materials to be welded would not be able to reach the plastic stage and hence it cannot be stirred which would result in improper mixing. It is found near the AS. The kissing bond defect occurs in the welds as a result of improper fusion between the two base materials. There is no metallurgical bond achieved in this case. The lack of fill is categorised as a surface defect which occurs due to insufficient plunge force during the process of welding.
In welds produced with high rotational speeds and low welding speeds, the heat generation is at the higher side which leads to excessive softening of the base materials. The nugget collapses as a result of this. This defect can be eliminated by controlling the heat development in the process. Also, as a result of this high heat, the plasticized material is sometimes flow out from the shoulder zone, and hence the material does not go into the weld zone, rather it gets accumulated in the RS. This accumulation of the material is termed as the flash. The root defects in FSW are a result of higher length of the pin which softens the material to higher extent and thus, the material at the bottom sticks to the bed. Surface galling refers to the voids seen in the AS due to excessive heat.
The oxide entrapment is a problem with metals such as aluminium which have a high affinity for oxygen. The remedial to this is the preparation of the material prior to welding; removal of the oxide layer. The lack of penetration is the result of smaller pin length which fails to achieve the required homogenization. Extreme indentation is caused due to the higher plunge depth. This further leads to loss of the material from the weld zone.
6.5.6 FSW Metallurgy
A typical joint fabricated by FSW contains three weld zones namely; nugget zone (NZ), thermo-mechanically affected zone (TMAZ), heat affected zone (HAZ) and the parent/base metal zone (BM). The centre of the weld is referred as the NZ and it consists of refined equiaxed grain structure due to the dynamic recrystallization. The width of the zone depends upon the parameters selected. The area near by NZ is TMAZ. This zone does not experience as much change as NZ but is affected both mechanically and thermally. It consists of partially recrystallized grains. The adjacent area to TMAZ is referred as the HAZ which is only affected by the heat during the process of welding. The BM is the base metal which has properties same as that before the process of welding [23, 43, 44].
6.6 Literature Related to FSW of Thermoplastics
The first work in this regard was a comparative analysis between the various available techniques to join thermoplastics. The material under the test was polypropylene (PP) [45]. The various methods employed to join the thermoplastic sheets were ultrasonic, hot gas, hot plate, extrusion, friction, adhesive and FSW. The aim of the research work was to investigate and analyse the scope of FSW to weld thermoplastics with respect to other methods. A comparative study was performed in terms of energy required by a process and the total cost involved in it. Ultrasonic method requires energy directors such as cone shaped protrusions which would flow and fuse into the joint, tight fit to achieve frictional energy between mating parts, etc. clean surface is needed for adhesive bonding, hot gas and extrusion process require groove, friction method requires flatten surfaces whereas the hot plate and FSW needs no surface preparation. The cost requirement by adhesive is the least among all but, as discussed earlier, the method has got various demerits which lack quality. The joint efficiency achieved with FSW was 95% and also the repeatability of FSW is high. The potential of FSW was also studied on 15 mm thick PP sheets [46]. The effect of rotational and welding speed was also studied. The joint strength efficiency obtained was 50% of that of the base material strength. The authors concluded that the use of grooves in the tool is necessary which would collect the softened polymeric material with it and forge it back in the joint line. TWI reported the successful welding of 9 mm thick PP sheets with a new variant of FSW called as the Viblade welding [47]. The frictional heat was generated by the blade vibrating in a reciprocating manner parallel to the joint line. The traditional FSW tools tends to damage the surface of the thermoplastic material since, they are softer than the metals. For this purpose, various new tools were developed and patented to be used for welding thermoplastics by FSW [48]. Still, numerous works have been carried out by using the traditional FSW tools to weld the thermoplastic materials. The upcoming sub-sections present the available literature in the context.
6.6.1 FSW Tools for Polymers
The tool components, i.e. pin and the shoulder both are responsible for the generation of heat by friction. Thermoplastics are softer in nature with low melting point. They also have low binding energy. The pin rotation is very much crucial in order to make the softened material flow from AS to RS, whereas the shoulder rotation has proved to be damaging. It ruptures the fibres present on the surface; thus, degrades the quality of the parent material. A heated shoe tool was employed to weld the PP plates [49]. The long shoe with a pin was responsible for heating and exerting force over a larger area of the PP plates. A coil was placed inside the shoe which provided the heat during the welding operation. The prime goal of the study was to evaluate the effect of FSW on polymer microstructure. The shoulder part in traditional FSW tool has been replaced by this long shoe. Thus, the shoulder is stationary and it prevents the softened material to be expelled from the weld zone. The author concluded that larger pin diameter, low feed rate and high shoe temperature were the best conditions for obtaining good quality welds. The stationary shoulder tool was again used to weld acrylonitrile butadiene styrene (ABS) plates [50]. A conical threaded pin was used. No external heating in this case was provided, but still the welds achieved smooth surfaces. Due to the negligible thermal conductivity of the polymers, the heat was not conducted from the AS to the RS. Thus, the temperatures in AS and RS were non-uniform. A new variant of tool to weld the polymers was further developed which consisted of two stationary shoulders made of polytetrafluoroethylene (PTFE) [51]. The pin was tightened in between the two shoulders. The objective was to eliminate the root flaws caused by the traditional FSW tools. The material under the experimental analysis was ABS. Two different pin profiles were used during the analysis namely; cylindrical pin and convex pin. The authors observed that the welds produced with convex pin had higher tensile strength than that of the welds produced by using cylindrical pin. It was because of the pin design; convex pin had more area than the cylindrical pin and hence it was able to create sufficient amount of heat required to plasticize the work-piece. Moreover, the upper and bottom shoulder surfaces prevented the expulsion of the softened material which strengthened the joint. The shoulder also eliminated the root defects and back slit. In another research work, two tools with left handed threaded pin were employed to weld the Nylon-6 plates [52]. The tools were fed in clockwise and anti-clockwise directions separately. The objective was to evaluate the effect of thread with direction in which it is fed on the material flow path. The threads were observed providing a path for the softened polymer material to flow along the edges of the tool. When the tool was fed in clockwise direction; the flutes ran from bottom to the top, and as the pin rotation was also in the clockwise direction, it dragged and threw the softened material out from the weld zone. But when fed in anti-clockwise direction, the flute and pin rotation direction were opposite to each other and this made the material flow evenly on the weld region, thus, good quality weld was achieved. The PP plates with 20% carbon fibres were under investigation for welding by FSW with four different pin profiles namely; threaded cylindrical, threaded cylindrical-conical, simple cylindrical-conical and threaded conical [53]. It was observed that the conical pin was not suitable in design as it is unable to achieve the homogenization of the softened material. The pin instead created a void in the stir zone.
6.6.2 Process Parameters
As discussed earlier, the various process parameters in FSW are the tool rotational speed (ω), tool traverse speed (v), tool tilt angle (α) and the plunge depth (d). Most of the research works have been carried out to identify the effect of ω, v and α. Thermoplastics materials differ significantly from the metals with respect to the intermolecular energy, melting point, thermal conductivity, coefficient of thermal expansion, etc. As such, the process parameters for both also would vary. A significant higher ω would generate high heat which would completely destroy the polymeric material by melting it whereas a lower ω would result in insufficient heat and hence cannot achieve plastic deformation [54]. The effect of tool tilt angle was studied and it was found that it provided assistance in achieving the required heat for the process [55,56,57]. But at the same time, a higher tilting of the tool damaged the work-piece. The ω was found to be the most influencing parameter having a contribution of 73.85% among others [58]. The heating effect while employing stationary shoulder was also found to be important. With heating less than 90 °C, material flow was non-uniform while when it was above 130 °C, defects like flash and tunnel were observed [55]. The polyethylene sheets were welded with double passes in order to eliminate the root defects [56]. The ultrahigh molecular weight polyethylene (UHMW-PE) sheets were preheated before welding to reduce the effect of non-uniform heat distribution during the welding process [57].
6.6.3 Achieved Joint Strength
The joint strength in a welding operation is a prime feature as it ensures the efficiency of the process to joint two materials. In case of FSW of thermoplastics, some works have obtained joint strength efficiency of 95% [49] while others have only 25% [59]. Table 6.3 presents the achieved joint strength efficiency, the material under experiment, process parameters selected and the tool employed in various works.
6.6.4 Defects in Welding Thermoplastics
In prior discussion it was mentioned that FSW has unique defects as compared to the traditional welding methods. The root defect was observed while welding the polymeric materials with a conical pin [49]. This defect was due to the conical design which was unable to create the required turbulence. If a higher pin length is used, the work-piece material at the bottom will stick to the bottom, while a pin with shorter length as compared to the work-piece thickness would result in lack of penetration. The peeling defect was observed in many research works while welding using traditional FSW tools [60]. Flash was observed while welding PP with 20% carbon fibre in a lap configuration [53]. The flash generally occurs due to higher plunging of the tool into the work-piece. The wormhole defect was observed in the AS of the welded samples which occurred due to the loss of material from the weld zone [59].
6.7 A Case Study
This section presents an experimental analysis carried out to evaluate FSW of HDPE sheets. The HDPE polymer is a versatile thermoplastic. It is being employed in many applications. The material has the ability to be recycled in both its rigid and flexible forms. It possesses the present day requirement of manufacturing industries—light-weight and superior strength. The thermoplastic is employed by various automobile manufacturing industries hence forth to reduce their equipment’s weight. It has got good impact resistance and is also resistant to any chemical attack. Thus, HDPE has been chosen as the research material for the present analysis. Moreover, it also has been the most selected thermoplastic material for research in the field of FSW. The objective of the experimental analysis was to evaluate the effect of process parameter on the welded samples.
6.7.1 Materials, Methods and Machineries
The HDPE specimens with dimensions of 100 mm × 100 mm × 6 mm were prepared for the purpose of welding. The welding was performed in butt configuration. The physical properties of the base material have been tabulated in Table 6.4.
The tool used for welding was fabricated from H13 steel and its dimensions have been shown in Fig. 6.8. The tool shoulder and pin were made cylindrical. The tool had a shoulder diameter (D) of 14, 5 and 5.6 mm being the diameter (d) and height (h) of the pin, respectively.

FSW tool used for experiments
A 2 tonne NC controlled FSW machine manufactured by ETA Technology, Bangalore was utilised for the FSW. The set-up has been shown in Fig. 6.9. It is a linear welding machine with a maximum spindle rotation of 3000 rpm, maximum welding speed of 1000 mm/min and a tilt angle of ±10°.

FSW machine set-up
The welding parameters selected for the experiment have been shown in Table 6.5. The tool rotational speed and the traverse speed were varied while a constant tilt angle of 1° and plunge depth of 0.1 mm were applied to all the experimental runs to ensure better plunging of the tool in the work-piece. The samples to be welded were tightened properly on the bed with the help of the fixture, and a zero gap was maintained. The tool fixed in the spindle was then traversed over the joint line to ensure that there was no mismatch between the joint line and the face of the pin. Since a tilt of 1° was applied, the tool plunge value was recorded by making contact between the trailing edge of the tool and the work-piece surface. This would ensure better mixing of the plasticized material and would help to minimise the formation of defects. If the plunge would have been measured with the leading edge of the tool, then the trailing edge would have plunged more resulting in excessive material loss from the weld zone.
The welded samples were removed after 2 min from the machine bed to avoid distortion of the sample from the fixed ends. The tensile specimens were then cut from the welded samples as per the standard ASTM D638. A typical tensile test sample which is in accordance with the above standard is shown in Fig. 6.10. The tensile testing was carried out in a universal tensile testing machine (Instron, 1344).

Tensile test specimen dimension
6.7.2 Observations
During the trial experiments, it was observed that with ω less than 500 rpm, the heat generated was insufficient to plastically deform the material and as such the joint strength was poor. When the ω was kept above 900 rpm, the heat developed was very high. In both the cases, the welding speed selected was 10 mm/min. Similarly, when the welding speed was kept less than 10 mm/min, the generated heat almost melts the material under the shoulder surface. Also, low welding speed would reduce the process efficiency as they would need more time to complete the process. It was also seen that with an increase of tool rotational speed, the material peeling rate also increased. This was because of the higher frictional rate which disrupted the thermoplastic surface and initiated the fibre breakage. The material peeling with different tool rotational speeds has been compared visually in Fig. 6.11. When welding was performed with 500 and 900 rpm, the peeling was more in the latter case. The tool dimensions and other parameters were kept same for both.

Material peeling. a 500 rpm, b 900 rpm
Also during the trial experiments, two tools with various shoulder diameters, 24 and 18 mm, were selected to determine their effect on the welded samples. The pin diameter selected was 6 mm. It was found visually that the stirred volume of the plasticized material increased with the increase in diameter of the shoulder. With 24 mm diameter, the heat generation rate was also more. Loss of the material from the weld zone was observed due to this high amount of deformation and friction. The sample welded with 24 mm shoulder diameter has been shown in Fig. 6.12. This result was also observed with 18 mm shoulder diameter which shows that higher shoulder diameter is devastating for thermoplastics. One more observation should also be noted that the shoulder rotation is also harmful for thermoplastics since it is resulting in breakage of the fibre on the material’s surface and hence destroys the material beneath the influence of the tool.

Effect of 24 mm shoulder diameter
Thus, to prevent the loss of material from the weld zone, it was necessary to reduce the dimensions of the tool. Hence, the tool shoulder diameter was set as 14 mm and that of the pin as 5 mm.
6.7.2.1 Physical Appearance of the Welded Sample
The cylindrical tool and the selected process parameters successfully welded the HDPE sheets. An appearance of the sample welded at ω = 600 rpm and v = 10 mm/min is shown in Fig. 6.13. The first image is the front side of the welded sample. The weld zone seems to be regular and the surface finish was good. Peeling of the materials during the experiment with these parameters was also observed, but the volume of material removal was low. The second image is the back view of the sample where the flow of material can be seen in the form of concentric rings. Also, the width of the weld zone is more in the front side as compared to the back which shows that the upper surface is more influenced by the shoulder, while the bottom is the pin influenced area. The third figure is an enlarged view of the front side of the welded part. Although, the surface looked smooth, various tiny voids were there. These voids were present as a result of the peeling defect. Thus, for thermoplastic materials, it is better to avoid the rotation of the shoulder.

Welded sample appearance. a Front view, b back view, c enlarged view of the weld zone
6.7.2.2 Variation of Axial Load with Time
Since, the thermoplastics have properties very different from that of the metals, it was necessary to study the variation of axial welding force during the process of welding. The variation of the force for a particular welded sample (ω = 800 rpm, v = 20 mm/min) is shown in Fig. 6.14. The first peak observed in the figure shows the contact of the pin with the base materials. The force started to rise as the material was at ambient temperature condition. With further plunging of the pin, the material was deformed plastically and then a drop in the force can be observed. The second peak is a result of the initial contact of the shoulder with the work-piece. The force started to rise and attained a peak value of 2.8 kN. The peak axial load in case of FSW of aluminium is approximately 8.9 kN [61], thus, this shows that the force required in case of thermoplastics is low. At this point of time, a sudden drop in the signal is observed and is termed as the dwelling stage. This accounted for nearly 5 s because the 5 s dwell time is one of the characteristics of the machine employed for the experiment. After this, the tool started travelling over the joint line and thus the force signal became nearly constant. At the end, as the tool retracted out of the joint, the force value approached to zero.

Variation of axial load with time
6.7.2.3 Tensile Strength
The tensile strength of the welded samples has been shown in Table 6.6. The tensile strength of the base material is 33 MPa. The maximum tensile strength obtained with the selected parameters is 14.63 MPa which is 44.34% of the base metal’s strength. The effect of tool rotational speed on the tensile strength has been shown in Fig. 6.15. It can be observed that the tensile strength is increasing with increase in the tool rotational speed. The frictional heat generation increases with the increase in the rotation of the tool which in turn increases the deformation rate of the base material. Thus, an optimum temperature has been achieved with the increasing tool rotation in this particular case, and hence, the tensile strength increases. At constant welding speed of 10 mm/min, the tensile strength obtained with 500 rpm is 13.48 MPa, and this value increases to 14.23 MPa with the increase in ω to 600 rpm. With further increase in ω to 800 rpm, the tensile strength again increases.

Effect of tool rotational speed on tensile strength
If we further go beyond ω = 800 rpm, there will be probably no increase in the tensile strength. The reason to this is the material deformation rate, which also is increasing with the increase in the tool rotation rate. As discussed earlier, the thermoplastics are soft in nature and with high rotation of the tool shoulder portion over its surface, the material would char.
The effect of welding speed on the tensile strength has been shown in Fig. 6.16. It can be seen from the plot that the tensile strength decreases with the increase in the tool traverse speed. The time spent by a tool would decrease with high traverse speed and as such, the heat input in the process would decrease because of less friction between the tool and the work-piece. The tensile strength obtained with ω of 500 rpm and v of 10 mm/min is 13.48 MPa, and 7.02 MPa is the tensile strength obtained with ω of 500 rpm and 20 mm/min welding speed. The decrease in the tensile strength of the joint is probably because of the insufficient heat input which prevails due to the increase in the travel speed. With the further increase in the tool traverse speed, the tensile strength further decreases to 4.5 MPa (at ω of 500 rpm and v of 30 mm/min).

Effect of welding speed on tensile strength
The tensile strength obtained with a ω of 800 rpm and a v of 30 mm/min is 10.7 MPa, while the tensile strength obtained with a ω of 500 rpm and a v of 30 mm/min is 4.5 MPa, and that of with 600 rpm and 30 mm/min is 6.3 MPa. The percentage change of tensile strength from 500 to 600 rpm is approximately 40%, while the change from 600 to 800 rpm is 69.9%. The increase in the tensile strength is because of the increase in ω and the irregularity in the result is probably because of the chosen step size of the parameters (ω) in this present case study. The lowest tensile strength obtained is 4.5 MPa employing the parameters: ω of 500 rpm and a v of 30 mm/min. With these parameters, the heat developed is the least since, the rotational rate is low and the speed is high. Thus, the friction is reduced and the tool spends less time, failing to achieve the required deformation and thus, the tool fails to homogenise the material resulting in low tensile strength. The highest tensile strength obtained in the present study is far away from that of the base metal’s tensile strength. The possible reason to this is the traditional FSW tool designs, which are unable to properly mix the material and also are diminishing the strength of the work-piece with their rotational action on its surface.
6.7.2.4 Tensile Sample Fracture Observation
The base material, under the tensile test showed ductile nature with high amount of strain. But all the welded samples during the tensile test exhibited brittle failure nature. The fractured tensile specimen with highest tensile strength (ω = 800 rpm, v = 10 mm/min) and the tensile specimen with lowest tensile strength (ω = 500 rpm, v = 30 mm/min) have been shown in Fig. 6.17a, b, respectively. The tensile sample in (a) was fractured from the RS of the weld zone. Of course, the cavities in the sample were very few as compared to the other welded samples which reflect that the heat achieved was able to deform the work-pieces to a required level. The weld zone in (a) remain intact which show that the nugget was fully developed. The tensile specimen shown in (b) fractured from the weld zone. This shows the improper heat input with the chosen parametric combination and hence, the weld quality was very poor. The welded sample also had too many cavities which was an indication of the loss of material, and thus, improper material flow (discussed in Sect. 7.2.1).

Tensile fractured specimens. a ω = 800 rpm; v = 10 mm/min, b ω = 500 rpm; v = 30 mm/min
6.7.2.5 Macro- and Micro-image Analysis
After the completion of the welding process, a small specimen was cut out from a welded sample and was cold mounted to visualise the weld zone. The mounted sample is shown in Fig. 6.18a and the macroscopic image of the same has been shown in Fig. 6.18b. This was particularly done because of the interesting view on the weld cross-section. The flow zone resembles a U-shape with the shoulder influenced zone higher than that of the pin influenced zone. The shoulder effect was limited on the surface of the work-piece since it can be observed that the weld flow zone decreases from the top to the bottom. The bottom of the work-piece is influenced by the pin. The small specimen after mounting was also visualised under bare eyes and it seemed as if there were empty spaces inside the weld zone. This gave an indication that the materials are not getting properly mixed up, and hence, the homogenization has not been achieved. This could be a possible reason for the low tensile strength of the welded samples with respect to that of the base material. The sample was also viewed under the microscope to evaluate the weld zone. It can be observed from Fig. 6.18c that a line is present that is acting like a boundary between two zones. The left to that line is the weld zone and the line is the RS. This result proved that the traditional FSW tool is unable to make the material flow through the edges well.

a Cold mounted specimen of welded thermoplastics (ω = 800 rpm; v = 10 mm/min) and its, b macro-image, c micro-image
6.8 Conclusion
The engineering thermoplastics have the potential to replace the metallic components in various application areas by reducing the weight and improving the efficiency. In order to practically employ the thermoplastics in industrial equipment and structures, efficient methods have to be developed to join them. The chapter focuses on the joining aspects of polymeric materials through FSW. The nature of the polymers has been described and the various available methods, such as, mechanical fastening, adhesive bonding and welding techniques to join them have been outlined. The methodologies of the aforementioned techniques, merits and demerits, applications, etc. have also been discussed. Adhesive bonded joints are not reliable and the mechanical fastening methods introduce unwanted stresses in the polymeric components. The fusion welding techniques, with high heat application could destroy the soft nature of the polymer and as such, a solid state joining technique would satisfy the need. A detailed idea of the FSW process has been presented to highlight the increasing demand and versatility of the welding technique. At last, a case study has been presented where a polymer, HDPE has been welded employing three values of ω (500, 600 and 800 rpm) and three values of v (10, 20 and 30 mm/min). A 1° tilt angle was applied during every experiment. Post weld analyses such as the weld visual test and tensile tests have been performed. The following conclusions have been drawn:
-
The welding of thermoplastic materials is a gruelling task since they have low melting point and are delicate materials as compared to the metals.
-
The thermoplastics have extremely low thermal conductivity; hence make the welding heat concentrated at a same location. Also, they have high value of coefficient of thermal expansion.
-
Traditional FSW tools are not suitable for welding the polymeric materials, since the shoulder action is creating adverse effects on the material by disrupting its inner fibrous molecules. The use of stationary shoulder and double shoulder with fully inserted pin are likely to be the tools for polymers.
-
In the present case study, the employed parameters have successfully welded the HDPE sheets with good finish and negligible defects, but the achieved joint strength efficiency is not much appreciable.
-
The tensile strength in the study has been found to be increasing with the increase in ω and decrease with increase in the v. The maximum strength achieved is 14.63 MPa employing welding parameters of 800 rpm, 10 mm/min and 1°.
References
Chawla, K.K.: Composite Materials. Springer, New York (1998)
Norris, G., Wagner, M.: Boeing 787 Dreamliner (2009). Available: http://www.modernairliners.com/boeing-787-dreamliner/boeing-787-dreamliner-specs/
Plastics—The Facts 2010, An analysis of European plastics production, demand and waste data (2010)
Fried, J.R.: Polymer Science and Technology, 3rd edn., vol. 40, no. 6. Prentice Hall, Englewood Cliffs (2014)
Amancio Filho, S.T.: Friction riveting development and analysis of a new joining technique for polymer-metal multi-material structures (2011)
Kah, P., Suoranta, R., Martikainen, J., Magnus, C.: Techniques for joining dissimilar materials: Metals and polymers. Rev. Adv. Mater. Sci. 36, 152–164 (2014)
Raithel, S.T.: Kunstoffe International, Lightweight and Innovative (2015). Available: http://akro-plastic.com/file/i-pdf_akro_kuint_2015_09_pdf. Accessed 28 Mar 2016
Tanasa, F., Zanoaga, M.: Fiber-reinforced polymer composites as structural materials for aeronautics. In: International Conference of Scientific Paper. AFASES (2013)
Sabreen, S.: Preparing plastics for paintings. Adhesives and Adhesion (2012). Available: http://www.adhesionbonding.com/2012/03/18/preparing-plastics-for-painting/. Accessed 20-Jun-2017
Yousefpour, A., Hojjati, M., Immarigeon, J.-P.: Fusion bonding/welding of thermoplastic composites. J. Thermoplast. Compos. Mater. 17(4), 303–341 (2004)
Messler, R.W.: Joining composite materials and structures: some thought-provoking possibilities. J. Thermoplast. Compos. Mater. 17(1), 51–75 (2004)
Magness, F.H.: Joining of polymer composite materials—a survey, pp. 1–16. Mechanics of Materials Group, Engineering Science Division (1990)
Vinson, J.R.: Adhesive bonding of polymer composites. Polym. Eng. Sci. 29(19), 1325–1331 (1989)
Adhesive Bonding of Composites. Available: https://compositesuk.co.uk/system/files/documents/Adhesive bonding of composites_0.pdf. [Accessed: 20-Jun-2017]
Ashcroft, I.A., Hughes, D.J., Shaw, S.J.: Adhesive bonding of fibre reinforced polymer composite materials. Assem. Autom. 20(2), 150–161 (2000)
Ritter, D.G.W.: Bonding of plastics. In: SPE ANTEC Indianapolis, pp. 562–564 (2016)
Baldwin, T.R.: Anaerobic adhesives. Mater. Sci. Technol. 2(1), 1–7 (1986)
Thomas, W.M.: Fiction stir butt welding. PCT/GB92, 9125978.8 (1991)
Thomas, W.M., Johnson, K.I., Wiesner, C.S.: Friction stir welding-recent developments in tool and process technologies. Adv. Eng. Mater. 5(7), 485–490 (2003)
Dawes, C.J.: An introduction to friction stir welding and its development. Weld. Met. Fabr. 63, 13 (1995)
Elangovan, K., Balasubramanian, V.: Influences of tool pin profile and welding speed on the formation of friction stir processing zone in AA2219 aluminium alloy. J. Mater. Process. Technol. 200(1–3), 163–175 (2008)
Jain, R., et al.: Friction stir welding: scope and recent development, pp. 179–229 (2015)
Mishra, R.S., Ma, Z.Y.: Friction Stir Welding and Processing, vol. 50 (2005)
Neto, D.M., Neto, P.: Numerical modeling of friction stir welding process: a literature review. Int. J. Adv. Manuf. Technol. 65(1–4), 115–126 (2013)
Lohwasser, D., Chen, Z: Friction stir welding related titles (2010)
Kumar, A., Mahapatra, M.M., Jha, P.K., Mandal, N.R., Devuri, V.: Influence of tool geometries and process variables on friction stir butt welding of Al-4.5%Cu/TiC in situ metal matrix composites. Mater. Des. 59, 406–414 (2014)
Salari, E., Jahazi, M., Khodabandeh, A., Ghasemi-Nanesa, H.: Influence of tool geometry and rotational speed on mechanical properties and defect formation in FS lap welded 5456 Al alloy sheets.pdf, vol. 58, pp. 381–389 (2014)
Vijay, S.J., Murugan, N.: Influence of tool pin profile on the metallurgical and mechanical properties of friction stir welded Al-10wt.% TiB2 metal matrix composite. Mater. Des. 31(7), 3585–3589 (2010)
Malarvizhi, S., Balasubramanian, V.: Influences of tool shoulder diameter to plate thickness ratio (D/T) on stir zone formation and tensile properties of friction stir welded dissimilar joints of AA6061 aluminum-AZ31B magnesium alloys. Mater. Des. 40, 453–460 (2012)
Pixel by pixel, a masterpiece (2017). Available: https://www.apple.com/in/imac/design/. Accessed 10 May 2017
Kusuda, Y.: Honda develops robotized FSW technology to weld steel and aluminum and applied it to a mass-production vehicle. Ind. Robot An Int. J. 40(3), 208–212 (2013)
Toros, S., Ozturk, F., Kacar, I.: Review of warm forming of aluminum-magnesium alloys. J. Mater. Process. Technol. 207(1–3), 1–12 (2008)
Galvão, I., Verdera, D., Gesto, D., Loureiro, A., Rodrigues, D.M.: Influence of aluminium alloy type on dissimilar friction stir lap welding of aluminium to copper. J. Mater. Process. Technol. 213(11), 1920–1928 (2013)
Li, X.W., Zhang, D.T., Qiu, C., Zhang, W.: Microstructure and mechanical properties of dissimilar pure copper/1350 aluminum alloy butt joints by friction stir welding. Trans. Nonferrous Met. Soc. China (English Ed.) 22(6), 1298–1306 (2012)
Tan, C.W., Jiang, Z.G., Li, L.Q., Chen, Y.B., Chen, X.Y.: Microstructural evolution and mechanical properties of dissimilar Al-Cu joints produced by friction stir welding. Mater. Des. 51, 466–473 (2013)
Bond Integrity in Aluminum-Copper Clad Metals. Materion Tech Briefs, Lincoln, USA. Available: https://materion.com/-/media/files/pdfs/technicalmaterials/bond-integrity-in-aluminum-copper-clad-metals.pdf. Accessed 03 May 2017
Li, B., Zhang, Z., Shen, Y., Hu, W., Luo, L.: Dissimilar friction stir welding of Ti-6Al-4V alloy and aluminum alloy employing a modified butt joint configuration: Influences of process variables on the weld interfaces and tensile properties. Mater. Des. 53, 838–848 (2014)
Hassan, S.F., Gupta, M.: Development of high strength magnesium copper based hybrid composites with enhanced tensile properties. Mater. Sci. Technol. 19(2), 253–259 (2003)
Kallee, S.W., Russell, M.J., Delany, F.: Friction stir welding of aluminium ships (2007). Available: http://www.twi-global.com/technical-knowledge/published-papers/friction-stir-welding-of-aluminium-ships-june-2007/
Davenport, J., Kallee, S.W., Wylde, J.G.: Creating a stir in the rail industry (2015). Available: http://www.twi-global.com/technical-knowledge/published-papers/creating-a-stir-in-the-rail-industry-november-2001/
Kallee, S.W.: Friction stir welding in series production (2017). Available: http://www.twi-global.com/technical-knowledge/published-papers/friction-stir-welding-in-series-production-october-2004/
Arbegast, W.J.: A flow-partitioned deformation zone model for defect formation during friction stir welding. Scr. Mater. 58(5), 372–376 (2008)
Mishra, R.S., Mahoney, M.W.: Friction Stir Welding and Processing. ASM International, p. 368 (2007)
Nandan, R., Debroy, T., Bhadeshia, H.: Recent advances in friction-stir welding—process, weldment structure and properties. Prog. Mater Sci. 53(6), 980–1023 (2008)
Strand, S.: Joining plastics—can friction stir welding compete? In: Proceedings: Electrical Insulation Conference and Electrical Manufacturing and Coil Winding Technology Conference (Cat. No.03CH37480), pp. 321–326 (2003)
Kiss, Z., Czigány, T.: Applicability of friction stir welding in polymeric materials. Period. Polytech. Mech. Eng. 51(1), 15 (2007)
Scialpi, A., Troughton, M., Andrews, S., De Filippis, L.A.C.: In-line reciprocating friction stir welding of plastics. Join. Plast. von Kunststoffen Mag. 1, 1–9 (2007)
Nelson, T.W., Sorensen, C.D., John, C.J.: Friction stir welding of polymeric materials. US 6,811,632 B2 (2009)
Strand, S.R.: Effects of friction stir welding on polymer microstructure (2004)
Mendes, N., Loureiro, A., Martins, C., Neto, P., Pires, J.N.: Effect of friction stir welding parameters on morphology and strength of acrylonitrile butadiene styrene plate welds. Mater. Des. 58, 457–464 (2014)
Pirizadeh, M., Azdast, T., Rash Ahmadi, S., Mamaghani Shishavan, S., Bagheri, A.: Friction stir welding of thermoplastics using a newly designed tool. Mater. Des. 54, 342–347 (2014)
Panneerselvam, K., Lenin, K.: Joining of Nylon 6 plate by friction stir welding process using threaded pin profile. Mater. Des. 53, 302–307 (2014)
Ahmadi, H., Arab, N.B.M., Ghasemi, F.A., Farsani, R.E.: Influence of pin profile on quality of friction stir lap welds in carbon fiber reinforced polypropylene composite. Int. J. Mech. Appl. 2(3), 24–28 (2012)
Mendes, N., Loureiro, A., Martins, C., Neto, P., Pires, J.N.: Effect of friction stir welding parameters on morphology and strength of acrylonitrile butadiene styrene plate welds. Mater. Des. 58, 457–464 (2014)
Mendes, N., Loureiro, A., Martins, C., Neto, P., Pires, J.N.: Morphology and strength of acrylonitrile butadiene styrene welds performed by robotic friction stir welding. Mater. Des. 64, 81–90 (2014)
Arici, A., Sinmaz, T.: Effects of double passes of the tool on friction stir welding of polyethylene. J. Mater. Sci. 40(12), 3313–3316 (2005)
Aydin, M.: Effects of welding parameters and pre-heating on the friction stir welding of UHMW-polyethylene. Polym. Plast. Technol. Eng. 49(6), 595–601 (2010)
Bozkurt, Y.: The optimization of friction stir welding process parameters to achieve maximum tensile strength in polyethylene sheets. Mater. Des. 35, 440–445 (2012)
Payganeh, G.H., Arab, N.B.M., Asl, Y.D., Ghasemi, F.A., Boroujeni, M.S.: Effects of friction stir welding process parameters on appearance and strength of polypropylene composite welds. Int. J. Phys. Sci. 6(19), 4595–4601 (2011)
Jaiganesh, V., Maruthu, B., Gopinath, E.: Optimization of process parameters on friction stir welding of high density polypropylene plate. Procedia Eng. 97, 1957–1965 (2014)
Melendez, M., Tang, W., Schmidt, C., McClure, J.C., Nunes, A.C., Murr, L.E.: Tool forces developed during friction stir welding, pp. 1–38 (2013)
Squeo, E.A., Bruno, G., Guglielmotti, A., Quadrini, F.: Friction stir welding of polyethylene sheets. Ann. “DUNĂREA JOS” Univ. Galati Fascicle V Technol. Mach. Build. 241–146 (2009)
Bagheri, A., Azdast, T., Doniavi, A.: An experimental study on mechanical properties of friction stir welded ABS sheets. Mater. Des. 43, 402–409 (2013)
Shazly, M., El-raey, M.: Friction stir welding of polycarbonate sheets, pp. 555–563 (2014)
Saeedy, S., Givi, M.K.B.: Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. Investig. Eff. Crit. Process Parameters (2011)
Amancio-Filho, S.T., dos Santos, J.F.: Joining of polymers and polymer-metal hybrid structures: Recent developments and trends. Polym. Eng. Sci. 49(8), 1461–1476 (2009)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Mishra, D., Sahu, S.K., Mahto, R.P., Pal, S.K., Pal, K. (2019). Friction Stir Welding for Joining of Polymers. In: Dixit, U., Narayanan, R. (eds) Strengthening and Joining by Plastic Deformation. Lecture Notes on Multidisciplinary Industrial Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-0378-4_6
Download citation
DOI: https://doi.org/10.1007/978-981-13-0378-4_6
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-0377-7
Online ISBN: 978-981-13-0378-4
eBook Packages: EngineeringEngineering (R0)