
Abstract
The review, titled “A Review on Recent Developments in Ultrasonic Welding of Polymers and Polymeric Composites,” comprehensively examines advancements in ultrasonic welding within the last decade. Employing a meticulous material-by-material approach, the study delves into the evolution of ultrasonic welding techniques, focusing on diverse advanced materials. Notably, the review encompasses significant developments in ultrasonic welding applied to carbon fiber–reinforced polymers such as PEEK, PA, PPS, and PEI, as well as glass fiber–reinforced polymers (GFRP). Additionally, the review extends its purview to various thermoplastics, including ABS, PP, and PE. The review synthesizes a nuanced understanding of the challenges and innovations associated with ultrasonic welding in diverse polymer and composite contexts by systematically analyzing each material category. This inclusive examination facilitates a holistic comprehension of the advancements made in ultrasonic welding technology, offering valuable insights for researchers, practitioners, and industry professionals. The review is a timely and comprehensive resource for those seeking to stay abreast of the latest developments in ultrasonic welding, fostering continued progress and innovation in polymer and polymeric composite joining methodologies.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In today’s era of technological advancement, the perpetual demand for innovative materials remains evident. Traditional metals, once prevalent in various engineering sectors such as automobile and aerospace, are gradually becoming obsolete due to the progress made in these fields. The emergence of composite materials has played a pivotal role in replacing metals, demonstrating superior characteristics such as an impressive strength-to-weight ratio, dimensional stability in diverse environmental conditions, and immunity to rust [1]. Among the various applications of composite materials, the performance automobile industry, particularly sports cars, stands out as a significant adopter. Components like panels, frames, and interior parts, which were conventionally crafted from metals, are now predominantly manufactured using composite materials. This shift reduces weight and enhances overall performance [2]. Leading car manufacturers such as BMW and Bugatti have highlighted flagship models extensively incorporating composite materials.
The composition of a composite involves arranging reinforcement within a matrix medium. In the realm of polymeric composites, the matrix comprises either thermoplastics or thermoset polymers [3]. Various composites exist depending on the matrix type, reinforcement, and arrangement. While composite materials serve diverse purposes in modern life, this discussion will primarily focus on fiber-reinforced composites. Fiber-reinforced polymeric composites are renowned for their myriad industrial applications, utilizing thermoplastic or thermoset matrix systems. Notably, thermoplastic composites surpass their thermoset counterparts in several aspects. They exhibit exceptional vibration absorption, increased resistance to impact loading, high productivity, greater tolerance towards damage and fracture toughness, recyclability, reformability, and cost efficiency [4]. The exploration of ultrasonic welding to join dissimilar materials, especially metals, to fiber-reinforced thermoplastic composites or FRTP by Liu et al. [5] encompasses four key aspects: the welding process, joining mechanism, mechanical properties, and galvanic corrosion. While the current understanding of these facets is summarized, it becomes apparent that certain aspects, particularly the chemical bonding mechanism underlying ultrasonic welding of dissimilar material, still need to be clarified. The existing literature also reveals a gap in modeling and numerical simulation, attributed to the challenge of formulating the metal/FRTP interface interaction.
In a similar attempt, Li et al. [6] addressed the intricacies of ultrasonic welding of industrial thermoplastic composites, with emphasis on employing energy directors (ED), which includes creating macroscopic or microscopic grooves and protrusions on the adherend surface to enhance joint strength. However, the stability and quantitative analysis of the effects of these surface modifications warrant further investigation. This review again underscores that the field of joining dissimilar materials, especially metals, to fiber-reinforced thermoplastic composites or FRTP using ultrasonic welding holds significant potential for development, with many opportunities for future research and advancements.
In a related context, ultrasonic welding is a distinctive joining process characterized by high speed and robust joint strength. Our review extends beyond the metal/FRTP hybrid structures to encompass the latest advances in ultrasonic welding technology tailored explicitly for fiber-reinforced thermoplastic composites. Comparative analysis with conventional mechanical and adhesive bonding methods accentuates the advantages of ultrasonic welding in this domain. This comprehensive review not only assesses the ultrasonic welding process’ advantages and disadvantages in comparison to other welding methods but also delves into the influence of ultrasonic welding parameters on welding quality. Furthermore, it explores the nuances of ultrasonic welding of dissimilar materials, addressing the critical aspects of quality inspection and repair in the context of ultrasonic composite welding. The review concludes by offering an insightful analysis of the research status and future development prospects of ultrasonic welding for thermoplastic composites. Through our material-by-material approach, this review article contributes a unique perspective to the evolving landscape of ultrasonic welding in the realm of thermoplastics and thermoplastic composites.
2 Joining techniques for composite materials
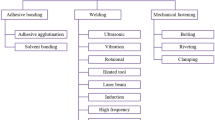
Molds or assembly operations are employed when making complex structures like door panels or an automobile’s interior. Being complex and costly, molds are rarely used with composites on a large-scale production. Another way is to assemble or enter small parts using various available methods, as shown in Fig. 1. Each of these techniques has advantages and limitations, as commented below.

Classification of joining techniques for composite materials
2.1 Mechanical fastening
In the dynamic landscape of modern industrial and commercial applications, mechanical fastening techniques play a crucial role in joining thermoplastics and thermoplastic composites [7]. The physics of mechanical fastening revolves around creating a robust connection through the interaction of forces between the fastener and the materials being joined [8]. In thermoplastics and thermoplastic composites, considerations include material elasticity, thermal expansion coefficients, and the ability to withstand mechanical stresses associated with fastening [9]. Threaded engagement in screws and bolts relies on friction to prevent self-loosening, while riveting involves plastic deformation of the rivet material for a secure joint. Nuts, bolts, clips, and fasteners depend on mechanical interlocking between mating components, ensuring stability. Press-fit assemblies leverage interference fits, utilizing material elasticity for a secure bond [10].
The methodology of mechanical fastening involves precise techniques to ensure a reliable and durable connection. Surface preparation is crucial, involving cleanliness, alignment of components, and appropriate hole diameters [11]. The choice of fastener type is influenced by factors like application, load-bearing requirements, and environmental conditions [12]. For threaded fasteners, torque specifications are critical for achieving the desired clamping force without damaging materials [13]. Riveting requires careful hole alignment and selection of the appropriate rivet size. Precision in interference fits is crucial for press-fit assemblies to balance secure connections without causing material damage.
While the advantages of mechanical fastening, including versatility, reversibility, and quick assembly, position it as a valuable tool in manufacturing, carefully considering potential disadvantages, such as stress concentrations and corrosion risks, is essential for optimal application [14]. As industries continue to evolve, mechanical fastening techniques will remain fundamental to assembly processes, adapting to meet the ever-changing demands of modern manufacturing [15].
2.2 Adhesive bonding
Adhesive bonding relies on intricate molecular interactions, particularly critical in the context of thermoplastics and thermoplastic composites. The high molecular mobility of these materials requires a nuanced understanding of surface energy, molecular structure, and wetting properties [16]. Adhesion occurs through mechanical interlocking, molecular forces, and, in some instances, chemical bonding [17]. The viscoelastic nature of thermoplastics allows for flow and deformation during bonding, fostering intimate contact between the adhesive and substrate [18].
Adhesive bonding methodology involves essential steps. Surface preparation enhances surface energy, including cleaning and pre-treatment [19]. Choosing the appropriate adhesive is vital, considering compatibility with the substrate, environmental conditions, and the intended application. Various adhesives, including thermoplastics and reactive types like epoxies, are selected based on their unique properties. Precise adhesive application, ensuring uniform coverage, is fundamental [7]. Techniques such as heat, pressure, or curing agents may initiate bonding, with the curing time carefully controlled for optimal adhesive strength development [20].
Adhesive bonding finds diverse engagement across automotive, aerospace, electronics, medical, and construction industries. In automotive manufacturing, adhesive bonding is an alternative to traditional mechanical fastening, reducing weight and improving structural integrity [21]. Aerospace utilizes adhesive bonding for lightweight structures, enhancing fuel efficiency [22]. The electronics industry benefits from adhesive bonding in assembling compact and intricate components, ensuring electrical insulation and mechanical stability [23]. In the medical sector, the biocompatibility of certain adhesives supports the assembly of medical devices. Construction industries include bonding thermoplastic materials and contributing to fabricating durable and weather-resistant structures [24].
Adhesive bonding uses bonding agents in solid, pellet, or film, i.e., hot-melt adhesives, liquid, i.e., general-purpose adhesives, paste, i.e., epoxy-based adhesives at the interfacial surface of joining components, similar or dissimilar with uniform strength and negligible stress concentration due to absence of holes under the influence of breaking loads. Mechanical fastening techniques like riveting and bolting are metals’ most common joining techniques. These are generally avoided in the case of composites owing to fiber destruction due to holes, which are the load-bearing structures in fiber-reinforced composites [25]. Many advantages of adhesive bonding and mechanical fastening techniques are documented in Table 1.
For manufacturing large and intricate parts, adhesive bonding and mechanical fastening are being used on a large scale, yet issues regarding the toxic nature of several adhesives and the susceptibility of mechanical fasteners to rust are of great concern. These techniques employ external agents for bonding components, often hampering the surrounding material’s mechanical or chemical properties. Table 2 describes a few common drawbacks of adhesive bonding and automated fastening techniques.
General-purpose or structural adhesives should be carefully handled due to their varying degrees of toxicity. Though on an industrial scale, robotic arms are extensively used in applying these adhesives still, there are several applications such as plumbing which require applying these adhesives by the worker himself, exposing him to toxic fumes produced by some of the adhesives like PVC cement or methyl ethyl ketone. Due to hydrolytic degradation, adhesives have a limited shelf life and lose their bonding strength exponentially beyond the expiration date [31].
Contrary to adhesives and mechanical fasteners, fusion bonding utilizes the diffusion phenomenon at the joining interface to form a fused union. Application of heat, pressure, or sometimes both are the driving factors for attaining a fusion bond. Fusion bonding techniques are listed in Fig. 1, and anyone can choose to weld thermoplastic composite parts. This article provides a detailed review of the latest advancements in joining polymer composites using ultrasonic welding techniques.
2.3 Fusion bonding technique
The physics of fusion bonding revolves around the controlled application of heat to create a molten state at the joint interface. This process capitalizes on the material’s ability to undergo reversible phase transitions in thermoplastics. As heat is applied, the polymer chains within the thermoplastics gain enough energy to transition from a solid to a molten state. These materials return to a solid state upon cooling, resulting in a fused joint [37]. The effectiveness of fusion bonding is contingent on achieving the precise temperature necessary for melting without causing degradation of the thermoplastic material. Understanding the heat transfer mechanisms involved in each fusion bonding technique is crucial for optimizing the process [38].
The methodology of fusion bonding techniques is intricately linked to the specific type employed. However, common steps include surface preparation; ensuring clean and properly prepared surfaces is fundamental for successful fusion bonding. Any contaminants or irregularities on the surfaces can compromise the quality of the bond. Secondly, a controlled application of heat is a critical step. Whether through a hot plate, ultrasonic vibrations, rotational friction, infrared radiation, or electromagnetic fields, achieving the precise temperature for melting without degradation is essential [39]. Once the thermoplastic materials, or the matrix material, in the case of thermoplastic composites, reach the molten state, they are brought into contact to allow for fusion. Depending on the specific fusion bonding technique, this can involve pressing, rotating, or other methods. After fusion, the joint can cool and solidify, creating a solid molecular-level bond between the thermoplastics.
While fusion bonding techniques offer several advantages, they have limitations. Thus, the advantages and disadvantages of fusion bonding techniques are mentioned below. Among various fusion bonding techniques, ultrasonic welding is versatile and efficient, offering unique benefits that make it well-suited for diverse industrial areas. This advanced joining technique employs high-frequency ultrasonic vibrations to create molecular-level bonds between thermoplastic materials. Below are key factors contributing to the standout nature of ultrasonic welding compared to other fusion bonding methods.
Advantages | Disadvantages |
|---|---|
Fusion bonding creates strong molecular-level bonds, ensuring robust joints that withstand various stresses | Fusion bonding is typically restricted to thermoplastics and may not be suitable for specific materials or composite structures |
The process is often highly efficient, with rapid heating and cooling cycles contributing to quick assembly | Each fusion bonding technique often requires specialized equipment, contributing to initial setup costs |
Unlike adhesive bonding or mechanical fastening, fusion bonding typically requires no additional materials, reducing costs and potential points of failure | Achieving and maintaining the precise temperature for melting without degradation is crucial, making the process sensitive to temperature fluctuations |
Fusion bonding techniques provide consistent and uniform bonds, minimizing variability in joint strength | Depending on the technique, fusion bonding may leave visible seams or marks on the joined surfaces, which may be undesirable in specific applications |
The ultrasonic welding technique outperforms other fusion bonding techniques due to the reasons conferred below:
-
Ultrasonic welding is more appropriate for automation and mass production due to very short weld times compared to resistance, induction, and arc welding processes.
-
Minimal surface damage occurs at the welding interface during ultrasonic welding, unlike in friction welding processes.
-
No fillers or heating agents are required at the weld interface, unlike in the resistance or induction welding process.
-
Burning or degradation at the weld interface is absent; thus, no fuming or sparking is evident in ultrasonic welding, unlike in laser welding, making it more apt to join thermoplastic components.
-
Both spot and continuous seam welding can be performed using the ultrasonic welding technique.
In conclusion, ultrasonic welding stands out among fusion bonding techniques due to its exceptional speed, precision, minimal thermal impact, simplicity, versatility, and environmental friendliness. These attributes make it a preferred choice in industries where efficiency, consistency, and adaptability are paramount. Whether in the automotive, electronics, medical, or packaging sectors, ultrasonic welding continues to demonstrate its prowess in creating robust and reliable bonds in the ever-evolving manufacturing landscape.
3 Ultrasonic welding
Ultrasonic welding is a sophisticated fusion bonding technique that harnesses high-frequency ultrasonic vibrations to create seamless molecular-level bonds between thermoplastic materials. Widely adopted across diverse industries, this method is celebrated for its efficiency, precision, and versatility. At its core, ultrasonic welding involves the application of ultrasonic vibrations, typically ranging from 20 to 70 kHz, to thermoplastic materials placed in intimate contact. The vibrations generate localized heat at the joint interface, causing the thermoplastics to reach their melting point. As the materials fuse, a robust and durable bond is formed. The entire process occurs within seconds, from heating and joining to cooling, making ultrasonic welding exceptionally swift.
Ultrasonic welding has numerous engagements in automotive [40], aerospace, medical, electronic, and electrical divisions, and many other industrial sectors. The requirement of lightweight materials in automotive and aerospace design to increase efficiency by reducing energy consumption overlooks the use of fasteners or bolted joints as they add extra weight, and due to the requirement of pre-welding preparations followed by a long curing cycle of adhesive joints, ultrasonic welding is the chosen option for large-scale production in these industries. Ultrasonic welding is already used for mass production in the textile industry [41]. Being an eco-friendly process, medical chipsets, personal protective clothing, and masks are assembled by ultrasonic welding in medical sectors [42]. For packaging, Khem Lev et al. [43] successfully assembled a novel unit dose packet using ultrasonic welding. Ultrasonic welding is also used to create batteries and other electronic parts. This technique also applies to electrical connections in motors and capacitors [44].
Additive manufacturing processes and other widely used batch-wise, small-scale, or user-specific manufacturing processes, including the FFF method or 3D printing, are celebrated for their ability to create intricate and complex geometries. However, the layer-by-layer nature of these processes often introduces challenges when joining individual components into a cohesive and robust structure [45]. Traditional methods such as adhesives or mechanical fastening may only sometimes align seamlessly with the intricacies of 3D-printed parts, necessitating advanced joining techniques. Ultrasonic welding proves advantageous in assembling multi-part 3D-printed structures. Whether creating intricate mechanical components or larger assemblies, ultrasonic welding provides a reliable means of joining different printed parts [46]. This is particularly beneficial in industries such as aerospace and automotive, where complex structures often comprise multiple 3D-printed components. The medical sector, leveraging the capabilities of 3D printing, usually requires the assembly of intricate medical devices and prosthetics. Ultrasonic welding ensures the secure joining of 3D-printed parts in a manner that maintains the integrity and sterility of the final product. The non-invasive nature of ultrasonic welding is advantageous for medical devices that demand precision and cleanliness. With the increasing integration of electronics into 3D-printed products, such as smart wearables and customized electronic housings, ultrasonic welding provides a method for securely encapsulating electronic components [47]. The technique facilitates the creation of seamless, hermetically sealed enclosures, ensuring functionality and durability in electronic assemblies.
3.1 Concept of ultrasonic welding technique
As the name suggests, ultrasonic welding utilizes vibrations with frequency in the ultrasonic range, i.e., 20–40 kHz, and amplitude in the range of micrometers. These mechanical vibrations cause heating and wetting at the joint interface due to surface friction and the viscoelastic nature of adherents, which takes not more than a few seconds to complete, giving ultrasonic welding an edge over other fusion bonding techniques.
The whole ultrasonic welding can be summarized into six sub-processes [48];
-
Frictional heating at the joint interface
-
Viscoelastic heating of adherents
-
Heat transfers along with the interface
-
Flow of interfacial boundary
-
Inter-molecular diffusion and chain entanglement
-
Cooling and re-solidification of surfaces
The ultrasonic welding process starts with applying ultrasonic vibrations, causing frictional heating of joining surfaces. This phenomenon is the principal reason for weld formation under ultrasonic metal welding, yet in the case of polymers, frictional heating fades soon after the process starts, and viscoelastic heating takes over [6]. In polymers, viscoelastic heating plays a vital role in joint formation during ultrasonic welding. The viscoelastic nature of plastic materials can be represented using the Voight-Kelvin model, as shown in Fig. 2 [7].

Schematic illustration of a viscoelastic solid using the Voigt-Kelvin model
The heat generated due to friction and viscoelastic behaviors in metals or polymers is transferred along the joint interface, causing wetting of the surface; at this stage, vibration amplitude causes squeeze flow, which diminishes the interfacial boundaries due to inter-molecular diffusion at the joint interface. The vibrations are terminated at this point, and the newly formed joint can cool and solidify [49].
3.2 Ultrasonic welding apparatus
A significant ultrasonic welding apparatus is available in two configurations: ultrasonic spot welder and ultrasonic continuous welder (shown in Fig. 3a and b). A considerable difference is visible in the ultrasonic welding stack. In an ultrasonic spot-welding apparatus, the transducer and booster assembly are connected to the welding horn, which is stepped cylindrical or stepped cuboidal. The transducer and booster assembly are attached to a roller in a continuous ultrasonic apparatus. This roller rolls along the weld line, applying weld pressure and ultrasonic vibrations, thus forming a continuous weld. Continuous ultrasonic welding techniques are extensively used in the textile industry [50].

Schematic representation of a ultrasonic spot welding machine and b continuous ultrasonic welding [51]
A basic ultrasonic welding apparatus consists of the following parts:
-
An ultrasonic generator for supplying required energy to the ultrasonic stack.
-
A microprocessor control system and user interface panel to monitor and control the whole welding process.
-
Ultrasonic welding stack, which consists of:
-
A transducer for converting electrical energy from the generator to vibrations of the required frequency.
-
A booster for tuning the mechanical vibrations supplied by the transducer.
Boosters, also known as amplitude transformers, are essential components that connect the ultrasonic transducer to the welding horn. They serve the purpose of magnifying the amplitude of the vibrations generated by the transducer. Several types of boosters, such as half-wave boosters and full-wave boosters, are employed based on the specific requirements of the welding application. Half-wave boosters are designed to resonate at one-half of the operating frequency, effectively doubling the amplitude. They are a fit where high amplitude is critical, such as welding thick or dense materials. Full-wave boosters operate at the same frequency as the transducer, providing a one-to-one amplitude ratio. They are often used when maintaining the original frequency, which is essential for welding. Based on the design, boosters can be further classified as:
-
Step boosters: Characterized by a stepped design, these boosters allow for the adjustment of amplitude levels by altering the step height. They provide versatility where fine-tuning amplitude is crucial.
-
Continuous boosters: These boosters have a smooth, continuous design, offering a constant amplitude level. They are preferred for requiring consistent and sustained energy transfer.
-
The horn, or sonotrode, is the component directly in contact with the welded materials. Its shape and size influence the amplitude of the ultrasonic vibrations, and this phenomenon is known as horn gain. The horn is a mechanical transformer transmitting vibrational energy to the workpiece.
The equation that governs the relationship between booster gain (Gb), horn gain (Gh), and transducer gain (Gt) to calculate the overall gain (Go) is expressed as:
This equation highlights how the gains of the transducer, booster, and horn collectively contribute to the overall amplification of the ultrasonic vibrations during the welding process.
The impact of horn shapes includes conical horns, which are tapered and slender; conical horns are effective for precision welding. They provide controlled energy concentration appropriate for joining small and intricate components. On the other hand, exponential horns feature a gradual taper distribution. Energy more evenly across the surface. Exponential horns are ideal for requiring uniform welds on larger surfaces. Finally, the amplitude of ultrasonic vibrations determines the energy transferred to the materials during welding. Higher amplitudes are often needed for welding denser or thicker materials. Adjusting booster types, horn shapes, and overall gain allows for precise control over the amplitude dynamics, enabling optimal welding results. A fixture to hold the adherends together.
3.3 Ultrasonic welding parameters
1. Weld time is when vibration is applied to the adherends [52].
2. Unlike weld time in ultrasonic spot welds, weld speed is also used in continuous ultrasonic welding. This parameter informs the speed at which the sonotrode translates while forming the weld [53].
3. Weld pressure is the amount of pressure applied on adherends by the sonotrode [53].
4. Weld amplitude and frequency is the value of amplitude and frequency for the vibrations applied. Welding frequency, amplitude, and weld pressure are responsible for heat generation via surface friction and the viscoelastic nature of adherends, which plays a vital role in weld formation [54].
4 After the weld is made and vibrations are terminated, adherends are kept under a pre-defined pressure called hold pressure for a brief period termed as hold time [55].
6. Energy directors (ED), i.e., an independent or co-cured thermoplastic film with or without geometrical protrusions for preferential heating during welding [56]. Energy directors play a pivotal role in ultrasonic welding as focal points for transmitting ultrasonic vibrations. These specialized features are strategically incorporated into the design of components to enhance precision and promote strong, reliable bonds [57]. This article delves into energy directors’ nature, purpose, and types employed in ultrasonic welding processes. Based on their geometric shapes, EDs can be differentiated as follows:
-
Point energy directors: as depicted in Fig. 4a and b
-
Conical points: These are raised, conical features strategically placed at the joint. Conical points concentrate the energy in a specific area, allowing precise control over the welding process.
-
Flat points: Flat points are raised, flat features designed to create a broad melting zone. They are apt where a larger bonding area is required.

a Conical point type ED. b Flat point type ED

a Raised rib type ED. b Parallel grooves type ED
-
Line energy directors: as depicted in Fig. 5a and b
-
Raised ribs: These are continuous, raised features running along the joint line. Raised ribs provide a line of concentrated energy, acceptable for creating long continuous welds.
-
Parallel grooves: Parallel grooves are depressions or channels along the joint line. They guide and concentrate the ultrasonic vibrations, ensuring a consistent weld across the entire length.
-
Combination energy directors:
-
Mixed patterns: Some applications benefit from a combination of point and line energy directors. Mixed patterns allow for tailored welding solutions, adapting to the specific geometry and requirements of the joined components.
7. Several control modes are used for spot/plunge ultrasonic welding. These control modes include weld time, energy, horn distance, and maximum power output. In time control mode, ultrasonic vibration is applied for a fixed time interval. In energy control mode, the power dissipated in the ultrasonic transducer is measured and integrated over time as soon as the ultrasonic vibration starts until a desired energy level is attained and the ultrasonic vibration is terminated. In displacement control mode, the application of vibration depends upon the plunge position of the horn. In peak power control mode, vibrations terminate the instance when power reaches a preset value. In addition, microprocessor control mode is also present in high-end ultrasonic set-ups in which a dedicated computer supervises different above-mentioned weld inputs and terminates the welding process according to them, thus increasing the repeatability of welded joints during mass production [58].
4.1 Strengths and limitations of ultrasonic welding
Ultrasonic welding stands out as a highly advantageous fusion bonding technique, offering a range of benefits that contribute to its widespread adoption across diverse industries. From its precision in creating strong molecular-level bonds to its efficiency in rapid assembly, ultrasonic welding has become a preferred choice for manufacturers seeking reliable and efficient joining solutions. Here are some critical advantages of ultrasonic welding:
-
1.
Speed and efficiency: One of the most notable advantages of ultrasonic welding is its speed. The welding process, including heating, joining, and cooling, takes place in seconds. This rapid cycle time is particularly advantageous in high-volume production environments where efficiency is paramount. Manufacturers benefit from increased productivity and shorter manufacturing cycles [59].
-
2.
Precision and consistency: Ultrasonic welding offers unmatched precision in creating bonds at a molecular level. The controlled application of high-frequency ultrasonic vibrations ensures uniform heating and melting of the joint interface. This precision results in consistent and reliable bonds, minimizing variability in joint strength. The repeatability of the process enhances the overall quality of the assembled components [60].
-
3.
No consumables or additional materials: Unlike some other bonding techniques that require adhesives, solvents, or mechanical fasteners, ultrasonic welding typically requires no additional consumables or materials. This simplicity reduces material costs and eliminates the need for extra processing steps. The absence of consumables also contributes to a cleaner and more environmentally friendly manufacturing process [50].
-
4.
Minimal thermal impact: Ultrasonic welding operates with minimal thermal impact on the surrounding areas of the joint. The focused application of ultrasonic vibrations generates localized heat at the joint interface, preventing extensive heat transfer to the rest of the materials. This characteristic is crucial for preserving thermoplastic materials’ structural integrity and properties that may be sensitive to heat-induced degradation [61].
-
5.
Versatility in material compatibility: Ultrasonic welding exhibits exceptional versatility in bonding various thermoplastic materials. The technique accommodates a wide range of material compositions, from common plastics like polyethylene and polypropylene to specialized engineering plastics. This versatility makes ultrasonic welding applicable across industries with diverse material requirements [42].
-
6.
Environmentally friendly: The eco-friendly nature of ultrasonic welding is attributed to the minimal use of consumables and the energy-efficient operation of the process. With a growing emphasis on sustainability and reduced waste, ultrasonic welding aligns with environmentally conscious manufacturing practices. The absence of adhesives or solvents further contributes to a cleaner and greener production environment.
-
7.
Engagement across industries: Ultrasonic welding finds applications in various industries, showcasing its adaptability. Ultrasonic welding addresses diverse manufacturing needs, from automotive manufacturing for assembling interior and exterior components to the medical sector for creating sterile and secure bonds in medical devices. Its ability to create intricate joints makes it precise for electronics, packaging, and consumer goods.
As none of the manufacturing processes known to make is perfect, ultrasonic welding carries its disadvantages, some of which are documented below:
-
Limitations on the materials: Ultrasonic welding is appropriate for some thermoplastics but not others. Less moisture is needed for the materials that the ultrasonic welding process welds [20].
-
Due to its specified power output, the thickness of adherends that can be joined via USW depends highly on the transducer. Furthermore, mechanical vibration energy cannot quickly vibrate thick materials, rendering ultrasonic vibration an inadequate welding approach for thicker materials.
-
Every new project for an ultrasonic welding application requires specialized tooling as part of the custom manufacturing requirements of the process.
-
High initial outlay: The cost of ultrasonic welding equipment is more than that of traditional welding equipment, and the price only rises when automation is added.
5 Ultrasonic welding of different polymeric composites
5.1 Carbon fiber–reinforced poly-ether-ether-ketone (CF/PEEK)
The application of thermoplastic composites has shown a tremendous increase in the last decade or half, especially in the aerospace industry. CFRPs, being strong yet lightweight with a remarkably high shelf life, have successfully challenged the use of metals and their alloys in producing many aerospace parts. CF/PEEK is one of many CFRPs currently used in making clips and brackets for commercial airplanes by many reputed aerospace industries, such as Airbus and Boeing [62]. Compared to unreinforced PEEK, carbon fiber offers a much higher thermal conductivity, lowering its thermal expansion rate. Carbon PEEK has the potential to service in some of the most challenging working conditions, experiencing extensive mechanical loading and environmental variations, since it has the best mechanical property retention up to 300 °C and the most substantial chemical resistance of any semi-crystalline plastic [63]. Exceedingly high mechanical strength at 250 °C offers outstanding wear and abrasion resistance and excellent resistance to hydrolysis in steam and boiling water. CF/PEEK also has an elevated level of chemical resistance to bases, acids, and organics—superior dielectric with minimal loss at high frequencies and temperatures. At room temperature, CF/PEEK is one of the most robust thermoplastic composites [63].
Table 3 comprehensively reviews recent developments in joining CF/PEEK using the ultrasonic welding technique. The relationship between weld time, weld pressure, and weld amplitude to achieve the highest weld strength in terms of ultimate lap shear stress or load (LSS) is intricate, and achieving the best combination requires a tailored approach. A balance between these parameters is necessary to ensure solid and reliable welds while avoiding potential issues such as material damage or degradation. The optimization process is highly application-specific, and continuous monitoring and refinement are vital to maintaining high weld quality in ultrasonic welding processes. A brief insight into the documented research is also provided to understand better the research work done.
Thermosets or thermoset composites like CF/Epoxy cannot be welded to thermoplastics or thermoplastic composites like CF/PEEK because they cannot be re-melted and burnt with the heat produced during ultrasonic welding. This requires a PEI coupling layer. Tsiangou et al. [64] and Villegas et al. [68] studied the joining mechanism involved in joining thermoplastic composites (CF/PEEK) to epoxy-based carbon fiber–reinforced thermoset composites using the USW technique; heating time here referred to the time in which ultrasonic vibrations caused the weld interface to heat. Increasing heating time when joining CF/Epoxy to CF/PEEK led to a decrease in weld line thickness due to shared flow of the PEEK ED and the PEI coupling layer on CF/Epoxy. However, increasing the heating time caused the weld strength to rise to an optimum value and decrease.
Building upon the preceding research, the study extended its inquiry into the impact of welding force and amplitude on the joining of CF/Epoxy to CF/PEEK. The experiments revealed noteworthy insights: a reduced welding force or vibration amplitude correlated with an increased heating time, consequently elevating temperatures within the coupling layer and CF/Epoxy adherend. Conversely, simultaneous escalation of both parameters yielded weakened welds due to heightened thermal degradation. Striking a delicate balance, the investigation identified an optimal combination of 800 N weld force and 86 µm amplitude, resulting in welds with the highest strength. However, it was observed that even at these optimized welding parameters, certain regions on the CF/Epoxy adherend exhibited signs of thermal degradation. This nuanced understanding underscores the intricate interplay of welding parameters and their consequential effects on weld strength and material integrity. It paves the way for fine adjustments in ultrasonic welding processes for enhanced outcomes in joining CF/Epoxy to CF/PEEK [62].
Expanding on the investigation, the study delved into the influence of electrode design (ETD) materials, specifically PEEK or PEI (poly-ether imide), on weld strength when joining CF/Epoxy, employing PEI as the coupling to CF/PEEK. The findings unveiled a notable disparity in outcomes: utilizing a loosely applied PEEK film as the ETD yielded an augmented weld strength of 40.8 MPa, accompanied by a mere 20% overlap area exhibiting unwelded regions. In contrast, employing a PEI film as the ETD resulted in a higher unwelded area of 50% and a reduced lap shear strength (LSS) of 31.8 ± 2.9 MPa. Despite both composite adherend materials exhibiting similar failure modes, the discrepancy in lap shear strength was linked to the incongruity between the strengths offered by PEEK and the epoxy resin, exacerbated by the extent of unwelded zones. This nuanced exploration sheds light on the subtle role of ETD materials in ultrasonic welding, providing valuable insights for optimizing the process when joining CF/Epoxy with PEI coupling to CF/PEEK [65].
Brito et al. emphasized how the angle between adherends affected the ultrasonic welding of CF/PEEK adherends with flat energy directors (ED). To get a wide variety of angles, the welding jig’s top clamp’s location and the thickness of the supporting base were adjusted. The key findings were that the maximum power consumption and the homogeneity at the weld interface reduced as this angle increased, thus increasing the time required for the ED to start flowing. In addition to the angle, the clamping distance impacted these findings since it affects the top adherend’s compliance with the pressing ultrasonic horn and, as a result, the absolute amplitude communicated to the ED and used to generate heat. A clamping distance of 50 mm was sufficient to reduce the effects of misalignment, providing high weld strength and uniform weld quality at a welding force of 500 N, even under significant adherends misalignment. [66].
Tao et al. emphasized the discrepancies in weld strength upon welding CF/PEEK with or without flat ED. When welding CF/PEEK without ED, weak joints with LSS less than 14.4 MPa were attained with cracks, voids, and fusion flaws on PEEK resin at the weld interface due to insufficient heating at weld times of 0.7 to 0.9 se. On the contrary, incorporating flat ED resulted in the formation of welds with fewer flaws and an increased strength of 28 MPa. Further instantaneous weld interface temperature measurements suggested that the presence of ED decreased the time taken by resin at the weld interface to reach a melting point of 343 °C from 0.23 to 0.17 s when compared with the same without using ED due to increased viscoelastic strain thus lowering HAZ as a part of heat produced is utilized in melting ED; the heat-affected zone (HAZ) in the case of USW refers to the region of the materials being joined that undergoes thermal changes during the welding process [67].
5.2 Carbon fiber–reinforced nylon or polyamides (CF/N or PA)
Nylon is another name given to plastics under the polyamide group. CF/N6 or CF/PA6 and CF/N66 or CF/PA66 find their application in aerospace modeling and parts, automobile parts, civil construction, sports equipment, and many other civilian and technical applications. Nylon and Nylon 66, when paired with varying percentages of carbon fiber, provide high stiffness and elevated strength. With excellent strength-to-weight ratio and low thermal expansion, these CFRPs have high dimensional stability and are specially used for making dynamically stressed parts.
Chen et al. performed SSUW or single-sided ultrasonic welding (shown in Fig. 6) of 2.5-mm-thick CF/N6 composite outperformed conventional ultrasonic welded joints in terms of heat generation, weld area, and weld strength for the suspension distance of 11 mm, which is more as compared to horn diameters of 10 mm. This was due to severe contacts between clamps and suspended surfaces as a result of the bending deformation due to the forces generated, as shown in Fig. 6, producing a high value of interfacial and inter-molecular frictional heat generated at the suspended weld zone during the weld cycle as compared to conventional ultrasonic welding process [76].

Schematic representation of single-sided ultrasonic welding (SSUW)
Using a similar process, Zhi et al. analyzed the lap configuration weldability of a 4-mm-thick carbon/nylon 66 composite. Under ultrasonic vibration at nominal weld parameters, the weld formation started at the surfaces closer to the edge of the horn. It propagated towards the center, showing pores and unwelded zones, decreasing the strength of the welds, and leading to an interfacial fracture. Further analysis suggested that these issues can be resolved by optimizing the weld parameters [69]. In another study, Zhi et al. analyzed the consequence of moisture content in adherends i.e., 30% CF/PA66 on ultrasonic weld strength. Results show an adverse effect of increasing moisture content in adherence, resulting in voids and severe deformation in the fusion zone, causing interfacial fracture when subjected to shear load during lap shear tests [80].
Gao et al. conducted a study on single-sided ultrasonic welding (SSUW) for fusing 4-mm-thick carbon fiber-reinforced polyamide 66 (CF/PA66). Emphasizing the pivotal role of weld time and horn pressure, they optimized weld parameters (Table 4) to mitigate upper adherend surface indentation and weld interface porosity. The focus was on preventing premature weld failure caused by excessive heat due to improper weld time and pressure combinations. Their systematic approach balances these factors, enhancing weld integrity and longevity. The study provides crucial insights for precision in SSUW processes, particularly in joining composite materials like CF/PA66 [75].
Zhang et al. applied ultrasonic vibrations to repair partially uncured adhesive bonded 2.3-mm-thick injection-molded Nylon 6 (Cf/PA6) plates reinforced with 30% short carbon fiber. Microstructural analysis showed that ultrasonic vibrations effectively re-joined the defective adhesive bonds by fusing the carbon fibers to the PA6 matrix through viscoelastic and frictional heating, thus recovering 90% of the fully adhesively joined strength. This process required adjusting the ultrasonic horn just above the defective adhesively bonded area supported by the anvil [70].
Tutunjian et al. developed a 2D explicit model to simulate the temporal and spatial evolution of the temperature in an ultrasonic weld site between two laminates made of fiber-reinforced thermoplastic CF/PA66. Fem model, along with experimental investigation, suggested frictional heating to be the driving factor in increasing the weld interface temperature until the matrix starts to flow; as the flowing temperature is achieved, rapid heating is observed due to viscoelastic heating overtaking friction. Indeed, with the influence of extended weld time, this fast heating leads to matrix deterioration due to molecular breakdown [71].
Lee et al. investigated the impact of degree of crystallinity (DoS) on the weld strength of ultrasonically welded 30% carbon fiber–reinforced PA6. To heighten the DoS, composite coupons in their as-received state underwent an annealing process at varying temperatures before the ultrasonic welding procedure. The outcomes demonstrated a significant improvement in the viscoelastic and mechanical characteristics of the adherend material following annealing, consequently enhancing the resulting weld strength. This study not only elucidates the pivotal role played by DoS in influencing the quality of ultrasonic welds but also highlights the efficacy of the annealing process as a strategic means to augment the overall performance of the welded joints in 30% carbon fiber–reinforced PA6 [72].
Goto et al. introduced two sets of material characterization parameters for the analysis of ultrasonic weld quality and efficiency in cross-ply and twill woven CF/PA6 composite plies, with and without a flat electrode design (flat ED). The first set, consisting of lap shear strength-1 (LSS1) and cross tensile strength-1 (CTS1), was instrumental in determining weld efficiency. LSS1 was calculated by dividing lap shear strength and cross tensile strength by the total overlap area during ultrasonic welding. Conversely, the second set, comprising LSS2 and CTS2, was calculated by dividing lap shear strength and cross tensile strength by the actual welded area during ultrasonic welding, serving as parameters to evaluate weld quality. The application of flat ED proved to be a significant factor in influencing weld quality and efficiency. Flat ED enhanced weld quality for cross-ply laminates by increasing joint strength per unit area. Conversely, in twill-woven laminates, the use of flat ED improved weld efficiency by expanding the weld area. This nuanced distinction underscores the versatile impact of flat ED, showcasing its differential influence on ultrasonic welding outcomes depending on the specific configuration of composite plies [73].
Li et al. presented a novel approach for joining 30% carbon fiber–reinforced PA6 without using Eds by employing a reusable annular clamp known as a blank holder as a component of the weld tool to impart a variable force on the composite sheets known as the empty holding force (BHF). This investigation was directed to ease the repeatability of the ultrasonic welding technique without using EDs. The outcomes demonstrate that the weld formation was significantly impacted by the duration for which BHF was applied. For all of the research’s experimental scenarios, the crucial release time and energy consumption were roughly 0.8 s and 300 J, providing a maximum weld strength of 4 kN [74].
Wang et al. analyzed and simulated the shear loading phase in the ultrasonic bonding phenomenon in thermoplastic composites using a surface-based cohesive model [79]. In continuation, when joining 30% CF/PA6 coupons, the bonding occurred between the matrix part of either adherends or carbon fibers. It was reinforced in the direction of matrix flow during the ultrasonic welding process. Favorable welding conditions facilitate this flow. In contrast, defects like pores occur at the weld interface due to very high weld temperature and pressure when welds are performed beyond a favorable weld parameter window [77]. By this analysis, Wang et al. [78] projected the claim of preheating ultrasonic weld interface while welding 30% CF/PA6. Results show that preheating the weld interface before welding caused the interfacial layers to soften to a favorable extent, thus increasing weld strength by converging the weld energy provided by the ultrasonic horn. Meanwhile, preheating for an extended interval developed porosity at the weld interface, thus deteriorating weld strength.
5.3 Carbon fiber–reinforced poly-phenylene sulfide (CF/PPS)
Polyphenylene sulfide (PPS) is a semi-crystalline thermoplastic with outstanding thermal stability, mechanical strength, resistance towards elevated temperature and corrosive chemicals, high-flowability, excellent dimensional stability, and conductivity towards current. PPS, when filled with fibers and fillers, lowers its intrinsic brittleness, making it a preferred matrix for composite materials.
As mentioned in Table 5, Tanabe et al. employed a carbon fiber–reinforced energy director with varying % fiber volume (0–50%, in step 10) to examine the joining strength and ultrasonic spot-welding behavior of CF/PPS. According to the experimental findings, the volume percentage of carbon fiber in the energy director in conjunction with weld force (0.1, 0.5, 0.9 kN) had a considerable impact on the behavior of ultrasonic welding. Joints welded at a welding force of 0.9 kN with 10% fiber volume in EDs produced the strongest welds with a tensile shear strength of 50.1 MPa [80].
Kirby et al. [81] presented a 2D model to simulate the ultrasonic consolidation process of PPS resin with dry-woven carbon fiber. This model incorporates mathematical formulation involving viscoelastic heating, varying material properties, and matrix phase, respectively, thus reducing multiple experimental iterations. Results suggest the presence of voids is equivalent to 2.43% of the total overlap area due to insufficient melting of resin at welding time less than 1750 ms; the voids were reduced to 0.83% when welding time was increased to 3000 ms. This decrease is due to sufficient heat generation at the weld interface, causing favorable flow and impregnation rate of resin matrix and carbon fiber reinforcement, thus facilitating the overall consolidation process [81].
Takeda et al. investigated the viability of using a coarse resin mesh sheet as an ED with varying coarseness to weld CF/PPS ultrasonically. This work highlighted the combined influence of welding parameters and coarse EDs on weld strength. Fractographical observations show incomplete melting at the center at weld time of 1 s due to low heat generation. In contrast, with increased weld time, welded layers’ defects like adhesive and cohesive failure were evident. The welded samples with the coarsest resin mesh demonstrated a single-lap shear strength of 34 MPa and a coefficient of variation of 0.1 due to high heat generation and complete melting of ED resin [82].
Zhao et al. [87] studied the effect of welding modes on weld strength. They investigated how the ultrasonic sequential welding process could be made more reliable for mass production by improving its repeatability. Ultrasonic sequential welding refers to a multiple-spot ultrasonic welding process. This study compares energy control (ESW) and displacement control ultrasonic welding (DSW) based on consistency in weld strength while welding CF/PPS at a constant set of weld parameters. Results show the superiority of displacement control ultrasonic sequential welding as the welds achieved were more persistent regarding weld area and strength than those performed via the energy control method. In addition to this work, using similar material, a comparative study between multi-spot ultrasonic welds (MSW) and multi-mechanical fastener (MMF) joints to investigate the effects of spot spacing and spot count on secondary bending. Consequently, the strength of multi-spot welded joints was performed by Zhao et al. [83]. Results show the superiority of MSW joints on MMF joints regarding load-bearing capacity due to reduced secondary bending.
Jongbloed et al. [86] aimed at enhancing the weld uniformity of continuous ultrasonically welded connections of CF/PPS composites. To accomplish this, a comparative study was performed between the effect of conventionally used flat EDs or flat EDs (0.08 mm thickness) and a novel woven mesh of 0.2 mm thickness. Results show a notable increase in joint strength and uniformity mainly because of better contact area and even heat distribution compared to flat EDs, thus enhancing weld uniformity and strength. The same research group performed further studies to assess the effect of ED shape upon weld uniformity based on its “Compliance,” which is inversely proportional to the contact area and material modulus and proportionate to the energy director thickness. Woven mesh-type EDs with greater compliance than flat EDs generated more heat at the weld interface with uniform distribution, thus enhancing the weld strength and uniformity [85]. Another study aimed to differentiate between the effect of heat generation at weld interfaces in static and continuous welding. Experiments were performed by varying weld force (500, 1500 N) and vibration amplitude (60, 80 µm) at varying weld speeds and time for continuous and static processes. Results suggest the non-welded area beneath the sonotrode is constant for the ongoing process as materials at different phases coexist instantly. In contrast, in the static process, the non-welded zone eventually shrinks to zero as phase changes in adherend material at the weld interface happen sequentially [84].
Koutras et al. investigated the effect of longer and shorter welding periods with parameters, i.e., 1000 N, 86.2 μm and 300 N, 52.8 μm respectively upon weld quality in terms of its degree of crystallinity while joining CF/PPS using the USW technique. Weld time was kept constant at 400 ms for both mentioned weld parameters, and weld interface temperature was measured via thermocouples to calculate the cooling rate. Further differential scanning calorimetry (DSC) and fast scanning calorimetry (FSC) techniques were performed on welded samples to measure their degree of crystallinity and cooling rate-dependent crystallinity. Results show enhanced crystallinity in shorter welding periods, i.e., low weld force (300 N) and amplitude (52.8 µm) due to slow cooling and strain-induced crystallization [90].
To reduce the squeezing flow effect brought on by the application of welding pressure during ultrasonic spot welding as well as continuous welding of CF/PPS, Senders et al. [88] designed a novel zero-flow welding approach. The suggested method can provide robust welds before any squeezing flow occurs at the interface. Due to the simultaneous melting of the adherents’ matrix and the energy director, it is made possible using very thin, flat energy directors. The outcomes demonstrate the viability and point to the potential for extremely quick high-strength welding between thermoplastic composite plates.
Villegas et al. employed a triangular energy director co-cured on the adherend surface while joining CF/PPS by the USW method. This study comparing the time required to melt flat ED with that of triangular ED showed a considerable discrepancy; triangular EDs were found to melt twice as fast as their flat counterparts, yet the weld time required to attain a strong weld remained similar for both EDs. Experiments suggest that in the case of triangular EDs, heat generation originated at the apex, and with the application of weld pressure, ED resin squeezed out of the weld interface; thus, additional time was required to heat and re-melt the new resin-rich layer, forming a fully welded strong weld [89].
5.4 Carbon fiber–reinforced poly-ether imide (CF/PEI)
Poly-ether imide (PEI) is well-known for its excellent thermal properties in polymers. PEI is an amorphous thermoplastic that produces a product that can withstand higher temperature conditions without losing its dimensional stability when used as matrix material and carbon fibers to make composite structures. Table 6 provides insight into recent developments in joining CF/PEI using the ultrasonic welding technique.
Tsiangou et al. investigated the difference in welding strength of CF/Epoxy to CF/PEI when using co-cured PEI with varying (250 µm and 60 µm) as ED. As a reference, the results were compared with weld strength achieved by employing loose EDs with similar thicknesses. Results show enhanced weld strength (37.7 ± 1.6 MPa) achieved by using loose EDs (250 µm) due to favorable frictional heating and lowered thermal degradation of plastic resin. In contrast, co-cured thin PEI layers (60 µm) resulted in inferior welds with a strength of 17.3 ± 4.5 MPa due to overheating and matrix destruction [91].
On a similar note, Palardy et al. considered the effect of ED thickness on ultrasonic weld strength when joining CF/PEI. An extensive analysis was performed to identify an optimized thickness for flat EDs. Results show that when using EDs with 0.06 mm thickness, both adherends and Ed are heated together rapidly from the beginning of the welding process, and optimum weld strength (32.9 ± 2.2 MPa) occurred at a weld time of 475 ms requiring very minute sonotrode displacement showing signs of overheating due to rapid heat generation. Thus, it was suggested that displacement control mode must be omitted while ultrasonically welding CF/PEI using thin EDs. In the case of using thick EDs (0.25 mm, 0.5 mm), ED melted before adherends showing distinct phases of USW showing flash squeezed beyond weld interface providing welds with strength 37.3 ± 0.9 and 36.5 ± 1.8 MPa, respectively, with welding times of 565 ms and 605 ms, respectively [92]. In continuation, resin flakes and voids were seen when employing the thinnest energy directors, indicating thermal degradation based on the study of the fracture surfaces. These findings imply that thin energy directors are less effective at generating preferential heat at the weld line than more significant EDs (i.e., 0.25 mm), which results in less consistent weld quality [93].
Villegas et al. used a microprocessor-controlled ultrasonic welder to give a detailed experimental examination of the alterations and weld interface heating mechanisms along with their interaction with the wasted power and the sonotrode displacement. The primary goal of this study is to increase knowledge, enabling simple process monitoring and, ultimately, weld quality monitoring through feedback from the ultrasonic welder [95]. Continuing previous work, Villegas presented a simple yet innovative method to join CF/PEI coupons using ultrasonic welding in optimum processing conditions. This work provided a pathway to find optimum ultrasonic welding parameters for any thermoplastic composite. This optimum processing condition was assessed using microprocessors while joining coupons using displacement control mode. Flat EDs were used to achieve preferential heating at the weld interface. The combined contribution of data acquisition and welding in displacement control mode using flat EDs provided high-strength joints, thus providing optimum welding parameters (Table 6) [94].
5.5 Glass fiber–reinforced polymer composites
Glass fiber–reinforced polymers or GFRPs are extensively used in the marine industry, i.e., construction of boats, civil construction industries for making ladders, handrails, platforms, etc., in oil and gas industries for transporting fluids, and many more. Though inferior to carbon fibers in terms of mechanical strength and electrical conductivity, GFRPs make it up owing to their low production cost and cheap maintenance. Table 7 comprehensively reviews recent research on GFRPs as a critical component.
Dobrata and Lazar conducted an optimization study for ultrasonic welding parameters when joining polytetrafluoroethylene and PBT-GF30 (70% polybutylene terephthalate and 30% fiberglass) (e-PTFE). This article investigates welding a membrane-type portion made of e-PTFE with a thickness of 0.3 mm and a plate-type portion made of PBT-GF30 with a thickness of 2.1 mm. This study considered the membrane’s detachment pressure (DP) to be at least 4 bar for the welded joints to be technically compatible. Optimized results show a detrimental effect of welding pressure or force upon detachment strength of the adherends as this force tends to reduce the thickness of the membrane at the weld line, whereas increasing other parameters with favorable correlation with each other like weld time and amplitude resulted in strong welds [96].
In this study, Li et al. explored the use of multi-walled carbon nanotube-reinforced polypropylene (MWCNT/PP) films as flat EDs to join glass fiber/polypropylene (GF/PP) composite plates in a single-lap configuration via ultrasonic welding. Further, these MWCNT/PP films were used in damage monitoring at the weld interface via a change in the electrical resistance of the joint. To weld GF/PP adherends, three MWCNT concentrations (15, 20, and 25 wt. percent) above electrical percolation were selected. Lap shear strength (LSS) testing and fractography analyses were used to compare weld quality and assess the impact of MWCNT content on the welding process. Therefore, the electrical resistance increases dramatically when the weld interface is destroyed. This study summarizes that the weld specimen demonstrates a minor increase in weld lap shear strength and a significant increase in electrical resistance with each degree of fracture in the weld contact [98].
In an experimental study done by M.A.A Alrubaie, the ultrasonic weld quality was assessed to determine the effects of the orientation of the outer layer of polypropylene (PP) reinforced with E-glass fiber laminate (GF/PP) and the impact of the fiber volume percentage. GF/PP laminates had a 90° outer layer orientation or were unidirectional. When paralleled with the shear strength achieved with flat EDs at similar weld parameters, the high welding energy, low amplitude, welding pressure, hold time, and hold pressure of a unidirectional GF/PP with the lowest fiber volume fraction were found to achieve an optimum weld with high shear strength [99].
In the work done by Nikoi et al., polypropylene composites reinforced with glass fiber are joined using the ultrasonic welding procedure. A second-degree model was created to calculate the weld failure force inside an experimental design space, which considered the weld’s tensile shear strength to be most significantly influenced by amplitude, welding time, GF quantity, and air pressure. Unlike results in [96], this work shows that up to 2 bars of pressure rise can cause strength to diminish, but after this point, strength increases, and strength suffers as welding duration and amplitude increase. Also, strength is decreased when GF content is increased by more than 20%. Maximum strength may be attained at 30–33 micron amplitude, 0.4 s welding time, 10% GF, and 1.5 bar pressure based on interaction effects [100].
Kumar and Omkumar [97] conducted an application-focused optimization study to weld glass fiber–reinforced polyamide (GF/PA6) parts using ultrasonic welding with vibration amplitude, weld pressure, hold time, and weld time as varying weld parameters. Both experimental and statistical studies were performed to investigate their effect on assembly dimensions. Statistical studies via the ANCOVA method showed a linearly proportional relationship of weld energy and horn travel to assembly height, i.e., the distance between horn tip and weld interface, in time control mode welding. Hence, varying these two parameters, an optimum assembly height of 0.5 mm was deduced by statistical means and further validated by conducting experiments.
6 Ultrasonic welding of thermoplastics
On account of microstructural orientation, thermoplastic polymers are categorized as amorphous and semi-crystalline [101]. Joining thermoplastics via welding requires a certain amount of heat generation to induce viscous flow between adherend surfaces. In amorphous plastics, the ultrasonic welding technique can quickly generate the necessary amount of interfacial heat by using wide combinations of high frequency, low amplitude vibrations, and load application. Semi-crystalline polymers, on the other hand, require vibration with higher amplitude when compared to their amorphous counterparts due to their vibration absorption capability [4]. Table 8 provides a comprehensive review of recent research on ultrasonic welding of thermoplastic polymers.
In the study performed by Rajput et al. [102], weld time, hold time, and amplitude of peel strength during ultrasonic welding (USW) of polypropylene were examined. Taguchi’s methodology was adopted to conduct the required experiments using the L9 orthogonal array. Further, ANOVA has also been used to assess how the process mentioned above variables affect peel strength. Results show vibration amplitude as the most manipulating factor affecting weld peel strength, followed by weld time and hold time. The ideal weld time, hold time, and amplitude for the welded specimen with the greatest peel strength are 1200 ms, 900 ms, and 75 µm, respectively. Results show an increase in the S/N ratio of weld peel strength with an increase in the weld and hold time, whereas, in the case of increasing amplitude, peel strength increases in the range of 60–75 µm and decreases after that.
Raza et al. [103] used L-8 Taguchi experimental design to optimize the weld parameters for ultrasonic welding of acrylonitrile butadiene styrene (ABS) to ABS and polypropylene (PP) to PP using injection-molded triangular and semi-circular EDs. For ABS, it was discovered that ED profile and vibration amplitude were more significant than hold time; however, for PP, no weld factor was shown to be necessary. This study revealed triangular ED as the top contributor in realizing the highest lap shear strength for both ABS and PP compared to semi-circular ED. Microscopic inspection has indicated that the primary sources of brittle fracture for ductile thermoplastics are rock-like, horn-like, and crazing fibrils, resulting in voids and cracks in both ABS and PP. After carrying out the validation trials for both ABS and PP, a noteworthy enhancement in the weld strength or (LSS) was made, reaching 31.21 MPa (104% of the parent ABS shear strength) and 22.36 MPa (319% of the parent PP shear strength), respectively.
Kuratani et al. [104] performed a computational study to examine the impact of the joint interface’s dynamic behavior on heat generation at the interaction between the bottom component and the welding fixture when joining components made of polyacetal resin. Using finite element dynamic contact analysis, the displacements and elastic strains of the interface were simulated and linked for various contact areas. The findings demonstrate that when the natural frequencies of the bottom component and the fixture approach the horn vibration frequency, the displacements and strains at the weld interface are minimal. In contrast, the displacements and strains are significant when the lower element has no natural frequency close to the horn vibration frequency. Thus, the dynamic behavior of the interface is influenced by the contact area since its dynamic behavior is dependent on the natural frequencies of the parts that will be linked. In contrast, the contact area can readily raise the natural frequency of the lower component.
Natesh et al. [105] employed NSGA-II (Non-dominated Sorting Genetic Algorithm) in conjunction with artificial neural networks to optimize the weld strength and heat generation at the weld interface when ultrasonically joining PC/ABS blends using an injection-molded triangular ED by considering three weld parameters, namely amplitude, pressure, and weld time. Optimized results show that vibration amplitude is the most influencing factor on weld strength, whereas weld pressure has the maximum impact on heat generation. The welding parameters of amplitude (33.14 µm), pressure (4.03 bar), and weld duration (3.35 s) resulted in a weld strength of 6.02 MPa. The welding parameters of amplitude (40.89 m), pressure (4.29 bar), and welding time of 4.52 s are used to reach a maximum temperature of 146.20 °C.
Thang et al. [55] examined the impact of various triangular ED heights (0.5–1.75 mm) on the temperature distribution at the weld interface. Transient thermal analysis mimics experiments employing 3D samples of high-density polyethylene (HDPE) and acrylonitrile butadiene styrene (ABS). The outcomes of a simulation of the temperature distribution at different ED heights and angles at different welding amplitudes (40, 50, 60 µm) show that the weld interface temperature is influenced by both welding amplitude and ED height, with increasing welding amplitude and ED height strongly growing MIT (maximum interfacial temperature). On the other hand, the contact temperature was less affected by the ED angle. The simulation’s depiction of temperature distribution revealed that the apex of the ED, where the energy was concentrated, had the highest interface temperature. Amorphous polymers are better suited for ultrasonic welding than semi-crystalline ones because they can effectively transfer ultrasonic vibrations. In other words, ABS has a better energy absorption ratio than HDPE.
The evaluation of the behavior of polypropylene during the ultrasonic welding process has been the main focus of the study performed by Chinnadurai et al. [106]. Results from differential scanning calorimetry (DSC) and thermogravimetric analysis (TGA) revealed that the mass loss of the molded and welded propylene materials differed by an exceedingly small amount. Additionally, the SEM pictures demonstrated that void formation is closely correlated with vibration amplitude. This indicates that the lap joint interface strength is more muscular when the tendency of invalid formation is reduced, and the weld strength and bond integrity are higher for higher vibrations. Plotting the stress–strain curve of the material for three different ultrasonic welding configurations showed that as the critical process variables, pressure, time, and vibration amplitude, are increased, the weld strength and hardness increases, but the ductility of the welded polypropylene samples decreases.
Parmar et al. [107] performed an experimental study to establish a relationship between joint strength and welding parameters welding (welding pressure, welding time, amplitude) when ultrasonically welding ABS (acrylonitrile butadiene styrene). Analysis of variances was used to identify crucial welding parameter states, and the response surface methodology’s center composite approach was used to optimize the parameters that affect joint strength. According to the findings, the welding strength is most influenced by the amplitude value, followed by the quantity of weld pressure. Welding strength continues declining with fixed amplitude and welding time values after 0.3125 bar. This is because an increase in pressure decreases the relative motion between surfaces, which results in a smaller area of contact and, thus, a weaker bond. A maximum of 6.05 MPa was the optimized weld strength at 1.5 bar weld pressure, 1.25-s weld duration, and amplitude of 96.82 µm.
Apart from welding thermoplastic plates, several studies on applying ultrasonic welding techniques in joining 3D-printed thermoplastic plates have also been conducted in the last half a decade. Under the same survey, “Direct joining of 3D-printed thermoplastic parts to SLM-fabricated metal cellular structures by ultrasonic welding” was performed by Tang et al. [108] where 3D-printed ABS-M30i polymer parts were joined with metal cellular structured parts using ultrasonic welding technique resulting in enhanced micromechanical interlocking between adherend parts. On the same note, the hybridization of ultrasonic vibrations along with the fused filament fabrication technique was performed by Tofangchi et al. [109], documenting a 10% increase in interlayer adhesion in the printed parts.
7 Conclusion
In conclusion, the review of recent developments in ultrasonic welding of polymers and polymeric composites provides a comprehensive and insightful examination of advancements in the field over the past decade. The material-by-material approach adopted in this review offers a nuanced perspective on the evolution of ultrasonic welding techniques. By scrutinizing critical materials such as carbon fiber PEEK, carbon fiber PA, carbon fiber PPS, carbon fiber PEI, various GFRP, and common thermoplastics like ABS, PP, and PE, the review underscores the diversity and specificity required in welding methodologies.
The synthesis of findings from multiple studies reveals a dynamic landscape of innovations, addressing challenges and optimizing processes for each material category. The intricate balance between weld parameters, such as time and pressure, is a critical factor influencing weld quality. Moreover, integrating advanced materials like carbon fibers demonstrates the industry’s commitment to enhancing structural integrity and performance. As the review navigates through various studies, it highlights successes and identifies areas for future exploration, emphasizing the continual evolution of ultrasonic welding technology. The collective insights contribute to a richer understanding of the nuanced requirements of different materials, fostering advancements that hold promise for the broader field of polymer and composite welding in the years to come.
8 Future scope
The future scope of ultrasonic welding in polymers and polymeric composites encompasses several unexplored avenues that merit focused research and investigation. Despite extensive scrutiny in the past decade, certain critical areas still need to be explored.
One promising area involves joining thermoplastics and their composites under varying thermal conditions and surrounding media. Exploring ultrasonic welding’s efficacy in connecting polymer or polymeric composite pipes presents another intriguing dimension, considering the limited studies since [110]. CF/PEEK, a material under scrutiny for cryogenic fuel tanks, opens an uncharted realm. Despite its potential use by NASA, ultrasonic welding as a joining method for cryogenic applications needs more exploration. Investigating the welding of thermoplastics or their composites in very low temperatures, including cryogenic conditions, through the ultrasonic joining technique promises novel insights [111]. Furthermore, applying ultrasonic welding in water storage containers and pipes for domestic water transport using thermoplastics like PP, PE, and ABS requires more comprehensive comparative research. Additionally, addressing the research gap in joining dedicated GFRPs underwater becomes imperative, offering solutions for the rapid repair of submerged components without offshore interventions [112]. For electrically conductive CF/PEI, widely used in electronic components, a significant research direction involves investigating changes in electrical and thermal conductivity in the weld interface before and after ultrasonic joining [113]. Similarly, exploring the viability of ultrasonic welding for on-site repair of CF/PPS components in oil and gas industries, considering the presence of oil or other gases in the weld interface, still needs to be explored. Finally, delving into the effects on mechanical properties and microstructure evolution of 3D-printed CF/PA when welded using ultrasonic welding technique presents an uncharted territory [47]. Overall, these unexplored domains offer rich potential for advancing the application of ultrasonic welding in diverse and critical sectors.
Abbreviations
- USW:
-
Ultrasonic welding
- PEEK:
-
Poly-ether-ether-ketone
- PA:
-
Polyamide
- PPS:
-
Poly-phenyl sulfide
- PEI:
-
Poly-ether imide
- FRTP:
-
Fiber-reinforced thermoplastic polymer
- CFRP:
-
Carbon fiber–reinforced polymer
- GFRP:
-
Glass fiber–reinforced polymer
- ABS:
-
Acrylonitrile butadiene styrene
- PP:
-
Polypropylene
- PE:
-
Polyethylene
- FFF:
-
Fused filament fabrication
- LSS:
-
Lap shear stress
- ED:
-
Energy director
- HAZ:
-
Heat-affected zone
- SSUW:
-
Single-sided ultrasonic welding
- DoS:
-
Degree of crystallinity
- ESW:
-
Energy controlled sequential ultrasonic welding
- DSW:
-
Displacement-controlled sequential ultrasonic welding
- MSW:
-
Multiple equispaced ultrasonic welding
- MMF:
-
Multiple equispaced mechanical fastening
- DP :
-
Detachment pressure
- MWCNT:
-
Multi-walled carbon nanotubes
- Recommended for publication by Commission XVI:
-
Polymer Joining and Adhesive Technology
References
Levy A, Le Corre S, Poitou A (2014) Ultrasonic welding of thermoplastic composites: a numerical analysis at the mesoscopic scale relating processing parameters, flow of polymer and quality of adhesion. Int J Mater Form 7(1):39–51
Hufenbach W, Modler N, Winkler A (2013) Sensitivity analysis for the manufacturing of thermoplastic e-preforms for active textile reinforced thermoplastic composites. Procedia Mater Sci 2:1–9
Selvaraju S, Ilaiyavel S. Applications of composites in marine industry. J Eng … [Internet]. 2011;II(II):89–91. Available from: http://www.technicaljournalsonline.com/jers/VOL II/JERS VOL II ISSUE II APRIL JUNE 2011/ARTICLE 19 JERS VOL II ISSUE II APRIL- JUNE 2011.pdf
Bhudolia SK, Gohel G, Leong KF, Islam A. 2020 Advances in ultrasonic welding of thermoplastic composites: a review. Materials (Basel) 13(6).
Liu Z, Li Y, Liu Z, Yang Y, Li Y, Luo Z (December 2022) 2023 Ultrasonic welding of metal to fiber-reinforced thermoplastic composites: a review. J Manuf Process [Internet] 85:702–12. https://doi.org/10.1016/j.jmapro.2022.12.001
H Li, C Chen, R Yi, Y Li, J Wu 2022 Ultrasonic welding of fiber-reinforced thermoplastic composites : a review. Int J Adv Manuf Technol [Internet] (0123456789). https://doi.org/10.1007/s00170-022-08753-9
Vinson JR (1989) Adhesive bonding of polymer composites. Polym Eng Sci 29(19):1325–1331
Thoppul SD, Finegan J, Gibson RF (2009) Mechanics of mechanically fastened joints in polymer-matrix composite structures - a review. Compos Sci Technol [Internet] 69(3–4):301–29. https://doi.org/10.1016/j.compscitech.2008.09.037
Camanho PP, Matthews FL (1997) Stress analysis and strength prediction of mechanically fastened joints in FRP: a review. Composites Part A: Applied Science and Manufacturing 28(6):529–547. https://doi.org/10.1016/S1359-835X(97)00004-3
Pavkovic K, Cizmar D, Stepinac M, Pospiš N. 2023 Embedment strength and stiffness for large diameter mechanical fastener 13th World Conf Timber Eng WCTE 2023 5:2834–40.
I Sioutis, K Tserpes 2023 A literature review on crack arrest features for composite materials and composite joints with a focus on aerospace applications. Aerospace 10(2).
Xu W, Zhang B, Addison O, Wang X, Hou B, Yu F (2023) Mechanically-assisted crevice corrosion and its effect on materials degradation. Corros Commun [Internet] 11:23–32. https://doi.org/10.1016/j.corcom.2023.01.002
Ekladious A, Wang J, Baker A, Chowdhury N, Chang P, Chiu WK (2023) Numerical and experimental studies on the joint performance of fastened, bonded, and hybrid thin metal joints used in aircraft structures. Mater Res Proc 27:340–349
Gupta S, Pal S, Ray BC (2023) An overview of mechanical properties and failure mechanism of FRP laminates with hole/cutout. J Appl Polym Sci 140(20):1–20
Palanivel R (2023) A contemporary review of the advancements in joining technologies for battery applications. Mater Tehnol 57(3):275–281
Cheng S, Chen D, Shi Y (1991) Analysis of adhesive-bonded joints with nonidentical adherends. J Eng Mech 117(3):605–623
Pethrick RA (2015) Design and ageing of adhesives for structural adhesive bonding-a review. Proc Inst Mech Eng Part L J Mater Des Appl 229(5):349–379
Davies P, Sohier L, Cognard JY, Bourmaud A, Choqueuse D, Rinnert E et al (2009) Influence of adhesive bond line thickness on joint strength. Int J Adhes Adhes 29(7):724–736
Molitor P, Barron V, Young T (2001) Surface treatment of titanium for adhesive bonding to polymer composites: a review. Int J Adhes Adhes 21(2):129–136
W Brockmann, PL Geiß, J Klingen, B Schröder. 2009 Adhesive bonding: materials, applications and technology. Adhes Bond Mater Appl Technol 1–414.
Barnes TA, Pashby IR (2000) Joining techniques for aluminum spaceframes used in automobiles Part II - adhesive bonding and mechanical fasteners. J Mater Process Technol 99(1):72–9
Higgins A (2000) Adhesive bonding of aircraft structures. Int J Adhes Adhes 20(5):367–376
Yacobi BG, Martin S, Davis K, Hudson A, Hubert M (2002) Adhesive bonding in microelectronics and photonics. J Appl Phys 91(10 I):6227–62
Bowen RL (1965) Adhesive bonding of various materials to hard tooth tissues II Bonding to Dentin Promoted by a Surface-active Comonomer. J Dent Res 44(5):895–902
Hargou K, Pingkarawat K, Mouritz AP, Wang CH (2013) Ultrasonic activation of mendable polymer for self-healing carbon-epoxy laminates. Compos Part B Eng 45(1):1031–1039
B Ehrhart, B Valeske, C Bockenheimer. 2013 Non-destructive evaluation (NDE) of aerospace composites: methods for testing adhesively bonded composites. Non-Destructive Eval Polym Matrix Compos Tech Appl 220–37
Jia Z, Bhatia A, Aronson RM, Bourne D, Mason MT (2019) A survey of automated threaded fastening. IEEE Trans Autom Sci Eng 16(1):298–310
Pethrick RA (2012) Composite to metal bonding in aerospace and other applications [Internet]. Welding and Joining of Aerospace Materials. Woodhead Publishing Limited, pp 28–319. https://doi.org/10.1533/9780857095169.2.288
Eroglu O, Langeheinecke HJ, Enzinger N, Fischer F (2019) Contribution to mechanical fasteners for composite structures - an automated industrial approach. Mater Today Proc 34:326–331
T Nakayama, J Ikai, Y Sugimoto, T Katsuya. Brazing of aluminum and its alloys [Internet]. Vol. 1956, Journal of Japan Institute of Light Metals. Woodhead Publishing Limited; 1956. 80–89 p. Available from: 9780857090256.3.607
Iliev G, Hardan L, Kassis C, Bourgi R, Cuevas-Suárez CE, Lukomska-Szymanska M, et al. Shelf life and storage conditions of universal adhesives: a literature review. Vol. 13, Polymers. MDPI AG; 2021.
Kim W-J, Park Y-J, Lee H-P, Lim S-H, Kim J-I (2013) A study on the toxicity analysis of combustion gases of architectural surface materials and architectural adhesives. J Korean Soc Saf 28(4):48–52
Kläusler O, Clauß S, Lübke L, Trachsel J, Niemz P (2013) Influence of moisture on stress-strain behavior of adhesives used for structural bonding of wood. Int J Adhes Adhes 44:57–65
Ringhofer A, Grabner M, Silva CV, Branco J (2014) The influence of moisture content variation on the withdrawal capacity of self-tapping screws. Holztechnologie 55(3):33–40
Baldan A (2004) Adhesively-bonded joints and repairs in metallic alloys, polymers, and composite materials: adhesives, adhesion theories, and surface pretreatment. J Mater Sci 39(1):1–49
Moraes SLD, Pellizzer EP, Verri FR, Santiago JF, Silva JVL (2015) Three-dimensional finite element analysis of stress distribution in retention screws of different crown–implant ratios. Comput Methods Biomech Biomed Engin 18(7):689–696
Xin Z, Ma Y, Chen Y, Wang B, Xiao H, Duan Y (2023) Fusion-bonding performance of short and continuous carbon fiber synergistic reinforced composites using fused filament fabrication. Compos Part B 248(2021):110370. https://doi.org/10.1016/j.compositesb.2022.110370
Jang YY, Ha JC, Lee D, Lee Y, Nam SY, Yang SB et al (2023) Dissimilar material bonding technology for lightweight future mobility: a review. Polym Test [Internet] 129(August):108281. https://doi.org/10.1016/j.polymertesting.2023.108281
Weidmann F, Ziegmann G, Wieser J (2023) A review of mode I dominant interfacial fracture toughness test methods of skin-core bonding for thermoplastic composite sandwich structures. J Thermoplast Compos Mater 36(6):2643–2673
Panda S, Nayak N, Mishra A (2017) Engineering polymers in automobile seat belt lock applications: its development, investigation, and performance analysis. J Prod Eng 20(1):63–68
Shi H, Wang JP, Zhang LX, Luo SH (2015) Investigating the application of ultrasonic welding technology in waterproof composites. Adv Mater Res 1095:762–765
Yeh HJ (2013) Ultrasonic welding of medical plastics. Joining and assembly of medical materials and devices. Elsevier Ltd, pp 296–322
Novosibirskiĭ gosudarstvennyĭ tekhnicheskiĭ universitet, Institute of Electrical and Electronics Engineers. Russia Siberia Section, Institute of Electrical and Electronics Engineers., Novosibirskii gosudarstvennyi tekhnicheskii universitet. 2015 16th International Conference of Young Specialists on Micro/Nanotechnologies and Electron Devices : proceedings : Erlagol, Altai, 29 June - 3 July 2015. 597 p.
Kistrup K, Poulsen CE, Hansen MF, Wolff A (2015) Ultrasonic welding for fast bonding of self-aligned structures in lab-on-a-chip systems. Lab Chip 15(9):1998–2001
Chen Y, Ye L, Kinloch AJ, Zhang YX (2022) 3D printed carbon-fiber reinforced composite lattice structures with good thermal-dimensional stability. Compos Sci Technol 227:109599. https://doi.org/10.1016/j.compscitech.2022.109599
Li G, Zhao J, Jiang J, Jiang H, Wu W, Tang M (2018) Ultrasonic strengthening improves the tensile mechanical performance of fused deposition modeling 3D printing. Int J Adv Manuf Technol 96(5–8):2747–2755
Bose S, Chelladurai HM, Ponappa K (2023) Submerged ultrasonic welding of fused filament fabricated short carbon-fibre-reinforced polyamide plates with energy directors. In: Proceedings of the Institution of Mechanical Engineers, Part L: Journal of Materials: Design and Applications
Boyard N. Heat transfer in polymer composite materials: forming processes. 2016.
Villegas IF (2019) Ultrasonic welding of thermoplastic composites. Front Mater 6:291
Jones I (2013) Ultrasonic and dielectric welding of textiles. Joining textiles: principles and applications. Elsevier Ltd, pp 374–97
Şahin ÖS, Koellhoffer S, Gillespie J, Advani S, Bogetti T (2014) Thermal modeling during continuous ultrasonic welding. Turkish J Eng Environ Sci 38(1):79–96
Gohel G, Bhudolia SK, Kantipudi J, Leong KF, Barsotti RJ (2020) Ultrasonic welding of novel Carbon/Elium® with carbon/epoxy composites. Compos Commun 1:22
Bhudolia SK, Gohel G, Kah Fai L, Barsotti RJ (2020) Fatigue response of ultrasonically welded carbon/Elium® thermoplastic composites. Mater Lett 1:264
Vendan SA, Natesh M, Garg A, Gao L (2019) Ultrasonic welding of polymers. confluence of multidisciplinary sciences for polymer joining. Springer, Singapore, pp 73–101
Thang NV, Lenfeld P (2018) The effect of different heights and angles of energy director on interface temperature for ultrasonic welding of thermoplastics. In: IOP Conference Series: Materials Science and Engineering (vol 371, no 1). IOP Publishing, p 012053
Fernandez I, Stavrov D, Bersee HEN (2009) Ultrasonic welding of advanced thermoplastic composites: an investigation on energy directing surfaces. ICCM Int Conf Compos Mater
Hopmann C, van Aaken A (2014) Ultrasonic welding of polyamide—influence of moisture on the process relevant material properties. Weld World 58(6):787–793
Benatar A (2015) Ultrasonic welding of plastics and polymeric composites. Power ultrasonics: applications of high-intensity ultrasound. Elsevier Inc, pp 295–312
Lionetto F, Dell’Anna R, Montagna F, Maffezzoli A (2015) Ultrasonic assisted consolidation of commingled thermoplastic/glass fiber rovings. Front Mater 21:2
Krabbe S, Achatz DE, Nieradzik T, Gerhardy C, Schomburg WK (2015) Ultrasonic welding of chemical optical sensors supporting O2, pH, and CO2 imaging in microfluidic systems. Procedia Eng 120:598–601
Bhudolia SK, Gohel G, Fai LK, Barsotti RJ (2020) Investigation on ultrasonic welding attributes of novel carbon/Elium® composites. Materials (Basel) 13(5):1117
Tsiangou E, de Freitas ST, Benedictus R, Villegas IF (2021) On the sensitivity of the ultrasonic welding process of epoxy- to polyetheretherketone (PEEK)-based composites to the welding force and amplitude of vibrations. Compos Part C Open Access 5:100141
Yan M, Tian X, Peng G, Li D, Zhang X (2018) High-temperature rheological behavior and sintering kinetics of CF/PEEK composites during selective laser sintering. Compos Sci Technol 165:140–147. https://doi.org/10.1016/j.compscitech.2018.06.023
Tsiangou E, Kupski J, Teixeira de Freitas S, Benedictus R, Villegas IF (2021) On the sensitivity of ultrasonic welding of epoxy- to polyetheretherketone (PEEK)-based composites to the heating time during welding. Compos Part A Appl Sci Manuf 144
Tsiangou E, Teixeira de Freitas S, Villegas IF, Benedictus R (2020) Ultrasonic welding of epoxy- to polyetheretherketone- based composites: investigation on the material of the energy director and the thickness of the coupling layer. J Compos Mater 54(22):3081–3098
Brito CBG, Teuwen J, Dransfeld C, Fernandez Villegas I (2020) Influence of the angle between adherends on ultrasonic welding of thermoplastic composites. EMUS 2020. https://doi.org/10.23967/emus.2020.006
Tao W, Su X, Wang H, Zhang Z, Li H, Chen J (2019) Influence mechanism of welding time and energy director to the thermoplastic composite joints by ultrasonic welding. J Manuf Process 1(37):196–202
Villegas IF, van Moorleghem R (2018) Ultrasonic welding of carbon/epoxy and carbon/PEEK composites through a PEI thermoplastic coupling layer. Compos Part A Appl Sci Manuf 109:75–83
Zhi Q, Ma JM, Tan XR, Liu ZX, Tian ZG, Wang PC (2021) Single-sided ultrasonic welding of carbon fiber/Nylon 66 composite. Weld World 65:2047–2058
Zhang GP, Li JC, Liu ZX, Wang PC (2020) Application of ultrasonic welding to repair adhesively bonded short carbon fiber reinforced Nylon 6 composites. Int J Adhes Adhes 100:102603
Tutunjian S, Dannemann M, Modler N, Kucher M, Fellermayer A (2020) A numerical analysis of the temporal and spatial temperature development during the ultrasonic spot welding of fiber-reinforced thermoplastics. J Manuf Mater Process 4(2):30
Lee TH, Fan HT, Li Y, Shriver D, Arinez J, Xiao G, et al. 2020 Enhanced performance of ultrasonic welding of short carbon fiber polymer composites through control of morphological parameters. J Manuf Sci Eng Trans ASME 142(1).
Goto K, Imai K, Arai M, Ishikawa T (2019) Shear and tensile joint strengths of carbon fiber-reinforced thermoplastics using ultrasonic welding. Compos Part A Appl Sci Manuf 116:126–137
Li Y, Arinez J, Liu Z, Hwa Lee T, Fan HT, Xiao G et al (2018) Ultrasonic welding of carbon fiber reinforced composite with variable blank holding force. J Manuf Sci Eng 140(9):091011
Gao YH, Zhi Q, Lu L, Liu ZX, Wang PC (2018) Ultrasonic welding of carbon fiber reinforced nylon 66 composite without energy director. J Manuf Sci Eng Trans ASME 140(5)
Chen LY, Zhi Q, Li JC, Liu ZX, Wang PC (2018) Single-sided ultrasonic welding of CF/nylon 6 composite without energy directors. Weld J 97(1):17s–25s
Wang K, Shriver D, Li Y, Banu M, Hu SJ, Xiao G et al (2017) Characterization of weld attributes in ultrasonic welding of short carbon fiber reinforced thermoplastic composites. J Manuf Process 1(29):124–132
Wang K, Li Y, Banu M, Li J, Guo W, Khan H (2017) Effect of interfacial preheating on welded joints during ultrasonic composite welding. J Mater Process Technol 1(246):116–122
Wang K, Shriver D, Banu M, Jack Hu S, Xiao G, Arinez J et al (2017) Performance prediction for ultrasonic spot welds of short carbon fiber-reinforced composites under shear loading. J Manuf Sci Eng Trans ASME 139(11). https://doi.org/10.1115/1.4037320
Zhi Q, Tan XR, Liu ZX (2017) Effect of moisture on the ultrasonic welding of carbon-fiber-reinforced polyamide 66 composites. Weld J 96(6):185s–192s
Kirby M, Naderi A, Palardy G. 2022 Predictive thermal modeling and characterization of ultrasonic consolidation process for woven thermoplastic composites. SSRN Electron J 1–41.
Takeda SI, Tanks JD, Sugimoto S, Iwahori Y (2021) Application of sheet-like energy directors to ultrasonic welding of carbon fiber-reinforced thermoplastics. Adv Compos Mater 30(2):192–204
Zhao A, Tsakoniatis T, Rans I, Villegas CF, Benedictus IF. Multi-spot ultrasonic welding of thermoplastic composite single-lap joints: effect of spot spacing and number of spots on weld strength [Internet]. 2020. Available from: http://staff.tudelft.nl/en/R.Benedictus/
Jongbloed B, Teuwen J, Benedictus R, Villegas IF (2020) On differences and similarities between static and continuous ultrasonic welding of thermoplastic composites. Compos Part B Eng 15:203
Jongbloed B, Teuwen J, Palardy G, Fernandez Villegas I, Benedictus R (2020) Continuous ultrasonic welding of thermoplastic composites: enhancing the weld uniformity by changing the energy director. J Compos Mater 54(15):2023–2035
Jongbloed B, Teuwen J, Palardy G, Villegas I (2018) Improving weld uniformity in continuous ultrasonic welding of thermoplastic composites. In: Proceedings of the 18th European Conference on Composite Materials: 24-28th June 2018, Athens
Zhao T, Broek C, Palardy G, Villegas IF, Benedictus R (2018) Towards robust sequential ultrasonic spot welding of thermoplastic composites: welding process control strategy for consistent weld quality. Compos Part A Appl Sci Manuf 1(109):355–367
Senders F, van Beurden M, Palardy G, Villegas IF (2016) Zero-flow: a novel approach to continuous ultrasonic welding of CF/PPS thermoplastic composite plates. Adv Manuf Polym Compos Sci 2(3–4):83–92
Villegas IF, Palardy G (2017) Ultrasonic welding of CF/PPS composites with integrated triangular energy directors: melting, flow, and weld strength development. Compos Interfaces 24(5):515–528
Koutras N, Amirdine J, Boyard N, Fernandez Villegas I, Benedictus R (2019) Characterisation of crystallinity at the interface of ultrasonically welded carbon fiber PPS joints. Compos Part A Appl Sci Manuf 125:105574
Tsiangou E, Teixeira de Freitas S, Fernandez Villegas I, Benedictus R (2019) Investigation on energy director-less ultrasonic welding of polyetherimide (PEI)- to epoxy-based composites. Compos Part B Eng 173:105574
Palardy G, Villegas IF (2017) On the effect of flat energy directors thickness on heat generation during ultrasonic welding of thermoplastic composites. Compos Interfaces 24(2):203–214
Palardy G, Fernandez Villegas I (2015) Ultrasonic welding of thermoplastic composites with flat energy directors: influence of the thickness of the energy director on the welding process.
Villegas IF, Palardy G (2016) Ultrasonic welding of thermoplastic composite coupons for mechanical characterization of welded joints through single lap shear testing. J Vis Exp (108). https://doi.org/10.3791/53592
Villegas IF (2015) In situ monitoring of ultrasonic welding of thermoplastic composites through power and displacement data. J Thermoplast Compos Mater 28(1):66–85
Dobrotă D, Lazăr SV (2021) Ultrasonic welding of pbt-gf30 (70% polybutylene terephthalate + 30% fiberglass) and expanded polytetrafluoroethylene (e-ptfe). Polymers (Basel) 13(2):1–19
Kalyan Kumar R, Omkumar M (2020) sonic welding of GF/PA6T composites: experimental investigation and process optimization. Materials Today: Proceedings. Elsevier Ltd, pp 1180–6
Li W, Frederick H, Palardy G (2021) Multifunctional films for thermoplastic composite joints: ultrasonic welding and damage detection under tension loading. Compos Part A Appl Sci Manuf 1:141
Alrubaie MAA (2020) Ultrasonic welding of glass fiber reinforced pp thermoplastic composites: an investigation of the outer layer orientation and the fiber volume fraction. Key Engineering Materials. Trans Tech Publications Ltd, pp 3–13
Nikoi R, Sheikhi MM, Arab NBM (2015) Experimental analysis of effects of ultrasonic welding on weld strength of polypropylene composite samples. Int J Eng Trans A Basics 28(3):447–453
Gutnik VG, Gorbach NV, Dashkov AV (2002) Some characteristics of ultrasonic welding of polymers. Fibre Chem 34(6):426–432
Rajput C, Kumari S, Prajapati V, Dinbandhu, Abhishek K (2019) Experimental investigation on peel strength during ultrasonic welding of polypropylene H110MA. Materials today: proceedings. Elsevier Ltd, pp 1302–5
Raza SF, Khan SA, Mughal MP (2019) Optimizing the weld factors affecting ultrasonic welding of thermoplastics. Int J Adv Manuf Technol 103(5–8):2053–2067
Kuratani F, Miyano S, Washio S (2019) Effect of contact area with a fixture on the dynamic behavior of joint interface in ultrasonic welding of thermoplastics. Journal of Physics: Conference Series. Institute of Physics Publishing
Natesh M, Yun L, ArungalaiVendan S, Ramesh Kumar KA, Gao L, Niu X et al (2019) Experimental and numerical procedure for studying strength and heat generation responses of ultrasonic welding of polymer blends. Meas J Int Meas Confed 1(132):1–10
Chinnadurai T, ArungalaiVendan S, Rusu CC, Scutelnicu E (2018) Experimental investigations on the polypropylene behavior during ultrasonic welding. Mater Manuf Process 33(7):718–726
Parmar U, Pandya DH (2016) Experimental investigation of ultrasonic welding on non-metallic material. Procedia Technol 23:551–557
Tang SH, Cheng CW, Yeh RY, Hsu RQ (2018) Direct joining of 3D-printed thermoplastic parts to SLM-fabricated metal cellular structures by ultrasonic welding. Int J Adv Manuf Technol 99(1–4):729–736
Tofangchi A, Han P, Izquierdo J, Iyengar A, Hsu K (2019) Effect of ultrasonic vibration on interlayer adhesion in fused filament fabrication 3D printed ABS. Polymers 11(2):315
Masuzawa N, Hori K, Ide M (1998) Ultrasonic welding of plastic pipes using torsional vibration. Japanese J Appl Physics, Part 1 Regul Pap Short Notes Rev Pap 37(5 SUPPL B):3007–8
Flanagan M, Grogan DM, Goggins J, Appel S, Doyle K, Leen SB et al (2017) Permeability of carbon fiber PEEK composites for cryogenic storage tanks of future space launchers. Compos Part A Appl Sci Manuf 101:173–184. https://doi.org/10.1016/j.compositesa.2017.06.013
Poodts E, Minak G, Zucchelli A (2013) Impact of sea-water on the quasi-static and fatigue flexural properties of GFRP. Compos Struct [Internet] 97:222–30. https://doi.org/10.1016/j.compstruct.2012.10.021
Montagna LS, Kondo MY, Callisaya ES, Mello C, de Souza BR, Lemes AP, et al. 2022 A review on research, application, processing, and recycling of PPS-based materials. Polimeros 32(1). https://doi.org/10.1590/0104-1428.20210108
Author information
Authors and Affiliations
Contributions
In the collaborative effort of this work, H. Chelladurai and K. Ponappa played critical roles in conceiving ideas and refining the manuscript’s format. Meanwhile, Sandeep Bose took charge of sourcing information and composing the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Bose, S., Chelladurai, H. & Ponappa, K. A review on recent developments in ultrasonic welding of polymers and polymeric composites. Weld World 68, 1881–1903 (2024). https://doi.org/10.1007/s40194-024-01693-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-024-01693-w