
Abstract
Semi-solid metal processing (SSMP) is an ideal method of producing high-quality products with fewer defects in casting technology. Viscosity is the most important physical and chemical property for the flow behaviour of the SSMP. Currently, there are several approaches, both theoretical and experimental, to evaluate the viscosity of semi-solid metals. This paper comprehensively reviews the single point and multi-point viscometry for SSMP. Features, similarities, and limitations of different viscometers for SSMP applications are then compared. The effect of influencing factors on the viscosity behaviour of SSMP is also highlighted. The importance of the non-dendritic globular microstructure and the instantaneous drop in viscosity caused by the scattering of solid particles during SSMP are explained. It is expected that the study will assist the researcher in identifying the best method of viscosity measurement during SSMP.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Fleming and his colleagues introduced the semi-solid metal processing (SSMP) at MIT in the 1970s [1]. SSMP has been widely known as an important technology for over 50 years. SSMP involves the processing of alloys between solidus and liquidus temperatures. Generally, SSMP consists of two main categories: rheo route and thixo route [2]. The rheo route involves preparing a liquid phase semi-solid metal (SSM) slurry and transferring directly into a die or mould to form the component. In rheo routes, liquid metal alloy emulsion is stirred during solidification [3]. This method uses the same concept similar to mechanical stirring, producing globular microstructure feedstock billet [4]. Thixo route is based on three steps: first, the preparation of a feedstock billet having a globular and non-dendritic microstructure. The second step is to reheat the feedstock billet for a particular time to obtain a semi-solid structure between the solid and the liquid state. The third step is to obtain the shape of the mush state, which has thixotropic characteristics [5]. Several advantages were found with thixo route over the rheo routes [6].
Viscosity properties play an important role in the die-filling behaviour of the SSM process during the casting process [7]. Density, molecular weight, solid fraction, particle size, distribution, chemical analysis, pouring temperature, and solidification time are among the important metallurgical parameters affecting the viscosity of the SSM process [8, 9]. SSMP viscosity measurements are normally based on the physical properties, chemical reaction, and low viscosity of metals. SSMP is a short-term behaviour; therefore, special attention needs to be paid during viscosity measurement. Problems in the study of the viscosity properties of certain pure metals (Al, Mg, Cu, Zn, Fe, and Si) and alloys have been explained by several researchers [10,11,12,13].
Rheology is a branch of physics that studies the flow and decay of materials [14]. The rheological property of SSMP is equal to the value of fluidity behaviour in liquid metals. Viscosity and flow behaviour is important in the casting process of commercial products such as automotive spare parts, aerospace equipment, electronic parts, machinery, and construction materials. SSMP is suitable for the processing of high-quality goods with low gas porosity, lower shrinkage, and light metals such as aluminium, magnesium, and copper [15]. It has been found that the SSMP method is the best way to eliminate the shortcomings of conventional casting and produce better products [16, 17]. However, the viscosity and flow behaviour needs to be controlled efficiently to avoid typical casting defects. Therefore, emphasis should be given to the viscosity measurement method of SSMP.
There are numerous methods to calculate the viscosity of metals during different processing stages. A standard method typically used to measure the viscosity of SSMP is the capillary, oscillating vessel, oscillating body or plate, falling ball or body, draining vessel, oscillation levitation, concentric cylinder, cone, and cone plate, drop-forge. Some of these methods were compiled and studied by Brooks et al. [18] for liquid metal viscosity measurement. However, the viscosity value of the SSMP was not included in the measurement.
Many researchers have studied a viscometer with two basic types, which consists of Newtonian and non-Newtonian fluids [19,20,21]. However, only several studies have provided a detailed discussion on SSMP viscosity measurement. Besides, it should be noted that there are still some aspects that are unclear or contradictory in the literature regarding SSMP viscometer [22,23,24]. Nonetheless, there has been limited information available in the literature on the SSMP viscometer.
This review article aims to provide a brief description of the SSMP’s viscosity behaviour and various viscosity measurement methods. Factors influencing the viscosity and rheo/thixo methods of SSMP are also discussed. In particular, it provides an insight on its viscosity measurement methods followed by a discussion on limitations. Overall, the review will be useful for new researchers in selecting the best from the existing viscometer or designing a new viscometer with desirable characteristics.
2 Characterization of SSMP
SSMP is the formation of a non-dendritic shape microstructure using mechanical agitation of solidifying metals within the solid–liquid temperature range. The dendritic shape is a typical microstructure in the casting process, whereas advanced globular grains in the liquid matrix are predominant microstructures in the SSMP [25]. Many researchers have described algorithms for the dendritic to globular morphology [26,27,28,29]. Non-dendritic spherical morphology is vital for a better understanding of SSMP. The microstructure of thixotropic behaviour of semi-solid aluminium–silicon alloy is shown in Fig. 1.

(a) Typical micrograph of dendritic microstructure (b)Globular microstructure of the semi-solid alloy sample [30]
The non-dendritic nature of the solid phase gives exclusive rheological properties to the metal slurries. Metal slurry with a solid phase of up to 50% would flow homogeneously with an effective viscosity that is greater than liquid alloy. As metal emulsions are formed into parts, the higher viscosity would lead to less turbulent mould filling, producing high-quality parts by minimizing the entrapment of air and particles [31]. The semi-solid state in general consists of both the liquid and solid-state where non-dendritic solid particles are scattered in the liquid matrix and becomes liquid due to the instantaneous drop in viscosity. Semi-solid billets produced in the rheo casting process can remain in a solid state and can be easily cut with an ordinary knife when the shear force is applied, as shown in Fig. 2.

Photo sequence illustrating the billets sliced by an ordinary knife [31]
SSMP is consistent with the thixotropic behaviour of alloys with non-dendritic microstructure [32]. Due to its microscopic structure in SSMP, it contains solid spheroids in a liquid matrix. The viscosity depends on the time and shear rate so that if sheared, it flows, and if it is permissible to stand, it thickens again. This activity contributes to laminar rather than turbulent die filling. Besides, it avoids defects such as porosity, and improves mechanical properties. Therefore, several researchers are interested in examining the microstructure of SSM [33,34,35,36]. The viscosity of SSM emulsions depends on the process parameters and the metallurgical properties of the alloy [37]. Several study results suggest that temperature and applied shear strength, solid fraction and its morphology, dendritic or spherical and solid particle size, and distribution are important parameters affecting the viscosity of a semi-solid billet [38,39,40]. SSMP alloys have undergone several changes over the past five decades. Nevertheless, despite the intense competition of traditional casting and, in particular, die-casting processes, and the emergence of additive manufacturing (AM), there seems to be a resurgence in core technology [41]. The following provides a detailed overview of the rheology of SSM and its process evolution, as well as a more recent development, an indication for future prospects.
3 Viscosity
Viscosity is a direct measurement of the internal friction of fluid during SSMP. The viscosity and flow behaviour of SSMP is an important characteristic of filler capacity in the casting process. It leads to the kinetic performance required for the design and material deformation. The viscosity is considered in terms of microstructural evaluation [42]. Many researchers have reported that pressure, molecular weight, shear rate, temperature pouring time, and holding time influence the viscosity behaviour [37, 43]. Newton’s law of viscosity defines the relationship between shear stress and the shear rate of fluid under mechanical stress. The ratio of shear stress to shear rate is constant for a given temperature and pressure and is defined as the coefficient of viscosity. The viscosity diagram based on the shear stress and shear rate is shown in Fig. 3. In an SSMP, the fluid continues to flow only as long as the shear stress and shear ratio are applied over the SSM fluid [44]. The SSMP viscosity varies greatly depending on the shear rate and the slight temperature change [45].

Illustration diagrams for viscosity in terms of shear stress and shear rate [46]
Molten liquids and liquid metals should flow better into the die cavity during the casting process. The viscosity of the SSMP depends on the effects of the flow process, especially on the squeeze casting and thixotropic processes [47]. In the very short-term behaviour of SSMP, the cooling rate and internal and external variables affect the flow behaviour of semi-solid emulsions. Nevertheless, during the SSMP, it is possible to create better products by accurately predicting the defined flow behaviour, pressure, temperature, shear rate, and time of the SSM emulsion. Therefore, viscosity calculation is significant in the casting process.
3.1 Effect of pressure on viscosity
As the pressure increases, the distance between the atoms in the material decreases and, thus, the viscosity of the liquid is increased. Moreover, casting under pressure will improve the excellent metallurgical quality of the matrix alloys. Pressure loss is the cause of the cessation of mould filling during the flow of semi-solid emulsion. Therefore, pressure is very important for mould filling capacity in casting processes [48]. The viscosity of liquids other than water increases exponentially with isotropic pressure, and the viscosity decreases first before further increasing rapidly. The importance of viscosity and pressure is evident when using the high/low pressure die casting process [49].
3.2 Effect of temperature on viscosity
Temperature and thermal conductivity greatly affect the viscosity and microstructure of SSMP [39]. On the other hand, the viscosity of the SSMP decreases as the temperature increases [22]. Temperature gives the activation energy to the molecules of the material that causes them to move [50]. This movement only occurs when the liquid molecules pass each other. The ease of flow depends on the attractive force between molecular chains and molecules. In SSMP, it is necessary to maintain a constant temperature throughout the process [51].
3.3 Effect of shear rate on viscosity
The shear rate is an important behaviour of the flow process, the rate at which the fluid is sheared or worked during flow. High viscosity fluids can stay in the same place depending on the shear rate, while low viscosity fluids can spread quickly. Many researchers [52,53,54] have explained that the viscosity of a fluid can significantly affect the viscosity of SSMP based on the shear rate. Figure 4 shows the most common types of fluid flow curves.

Typical flow curve for (a) shear stress versus shear rate and (b) viscosity versus shear rates [55]
The behaviour of the fluids and the effect of viscosity on the shear rate are illustrated in Table 1. According to several reviews and articles based on the shear rate for rheological studies of materials [56,57,58], fluids with Newtonian behaviour behave at a certain shear rate, when the viscosity of the fluid is constant. But collisions between small molecules or atoms scatter the particle energy as the shear rate changes in other behaviour fluids. Similarly, when the shear stress of Newtonian fluids is high, they may become non-Newtonian. If the relationship between the shear rate and the shear stress is non-linear, then the fluid may be non-Newtonian. In a semi-solid metal processing system with a non-dendritic microstructure, the viscosity varies based on the shear-thinning or thickening behaviour. Increasing the shear rate and coupled with the material’s deformation causes the SSMP’s viscosity to decrease involving.
3.4 Effect of time on viscosity
Viscoelastic materials are naturally time-dependent, and the rheological properties differ while examining them at different frequencies and shear rates [59]. In a thixotropic process, the viscosity of SSM fluid decreases with time at a constant shear rate. It takes a long time to reach a constant viscosity value due to the changes in shear rate due to thixotropy, and the sample always achieves the same equilibrium value [16]. Rheopexy behaves contrary to thixotropy, increasing viscosity with respect to time, not reaching equilibrium viscosity [60]. The time-dependent shear rate and viscosity changes are shown in Fig. 5.

Schematic diagram showing the viscosity of the thixotropic behaviour of semi-solid emulsions with time and shear rate [60]
4 Viscosity measurements methods
Rheometry is used to determine rheological parameters. One of the essential parameters in rheometry is the viscosity measurement of fluids. In particular, the viscosity of any fluid is determined by its flow behaviour. A study of the rheological behaviour of SSM reveals the need for viscosity and viscometer [61]. Many viscometers are in use to measure dynamic shear viscosity or viscosity based on the material, measurement method, measuring instruments and sources of measurement errors [62]. The most common techniques used to calculate the viscosity of SSMP are the capillary method, oscillating method, a falling body, draining vessel method, oscillating levitated drop method, concentric cylinder method, cone and plate method, parallel plate rotary method, and parallel plate compression method [63]. The description of the classification is given in Fig. 6. Viscometers are classified according to the behaviour, properties, and application method. The following of this review describes the types, measurement methods, features, and limitations of a viscometer.

Illustration of the classification of viscometers for semi-solid metal processing
4.1 Capillary method
The capillary viscometer is known as the best viscometer for measuring the viscosity of Newtonian fluids. Nevertheless, SSM and non-Newtonian fluid viscosity can be measured by adjusting the shear rates within two minutes [19, 20]. Viscosity is measured in terms of the time it takes for the fluid to exit through the capillary tube under pressure applied on a given amount of SSM [64]. To calculate the viscosity of the capillary tube viscometer, the flow rate, pressure drop, radius of the capillary and the length and shear rate of the capillary, and shear stress must be considered. The capillary viscometer measures the viscosity based on the Hagen Poiseuille equation as in Eq. (1) as follows.
where P is the pressure drop along the length of the capillary in Pa, R is the radius of the tube in m. L is the length of the capillary in m; Q is the flow rate m3/s through the tube. This is related to the pressure drop in the capillary tube and the shear viscosity of the fluid to tested at low rates.
The capillary viscometer for SSMP is a single-point system used to calculate viscosity by measuring the flow rate and pressure difference of SSM fluids between two terminals, as shown in Fig. 7. It is directly proportional to the capillary pressure drop in the capillary tube and inversely proportional to the flow rate. Equal focus on both fluid entry and outflow and the length, diameter, and design of the capillary are taken into account to reduce the kinetic energy effect, and the design and construction of the capillary should also clearly illustrate the jet formation or surface tension that occurs during exit [65]. It is better to use a capillary viscometer with different capabilities depending on the SSM measurement methods. A capillary viscometer with different designs and pressure capabilities is required to suit the SSMP of rheo and thixo routes.

In rheo method viscosity measurements, a device that reflects the amount of fluid in a pressure vessel is required. Moreover, the fluid pressure and temperature must be measured before the fluid enters the capillary tube [66]. The most tedious techniques are to accurately measure the amount of SSM fluid placed in a pressure vessel and to record the amount of fluid discharged during the process. For different SSM and non-Newtonian fluid measurements, adjusting the pressure using tubes with different diameters is the operating range. The data from the density and viscosity study of SSM fluids, the measured pressure, tubes of known diameter, and the volume of the fluid flowing through the pipe at a given time will help to understand the problems involved in designing a new viscometer [67]. The capillary tube must be longer to obtain a stable laminar low regime. End effects may lead to incorrect results when the ratio of length to the inside diameter of the capillary tube is low. It has been predicted that when the ratio between length and radius is greater than sixty-five, the entrance effect due to sudden constriction of the fluid streamlines are negligible [19]. Although increasing the applied pressure increases viscosity and measured relaxation time, studies have shown there is no relaxation time [54]. The kinetic energy at the capillary inlet leads to a drop in pressure [68].
Capillary viscometers are very useful for measuring the viscosity of SSMP, but there are some drawbacks in their use. During the dynamic viscosity calculation of SSM, it is not advisable to use similar metals as capillary bodies owing to the high melting point, pressure, and volumetric flow of metals and alloys. In a study related to SSMP pouring temperature and holding temperature effects, aluminium alloys are often set at the temperature range of about 1200 ℃ [69]. Nevertheless, Pb, Bi, Zn, Cd, Sb, Ga, In, Sn, Cu, and Ag are successfully measured to 1100 ℃ with a percentage of accuracy ± 0.5. Depending on the high temperature, high shear stress, and density of different fluids, changes in the size of the capillary tubes are required. This is closer to the accuracy processing condition than the rotary viscometer. In SSMP viscosity measurement, a major error can occur due to losses and end edge effects. Features of capillary viscometers are presented in Table 2.
4.2 Oscillating-type method
The oscillating-type viscometer can be classified into two types: oscillating vessel viscometer and oscillating body or plate viscometer [70].
4.2.1 Oscillating vessel method
Oscillating vessel viscometer is commonly used for liquids and liquid metals viscosity and density measurements [71]. It is ideal for measuring the low viscosity of SSM alloys such as Al-Cu and Al-Cu-Si [11]. The viscosity of SSMP is calculated based on the frequency and duration of the oscillating vessel. It is better than a capillary viscometer in measuring low viscosity more accurately and easily.
A schematic diagram and photo view of the oscillating viscometer is shown in Fig. 8. A is the oscillating initiator it is connected with the suspension wire, B is the He–Ne laser and photodetectors placed on a vibration-free table, C is the furnace, D is the thermocouple, it is used to measure the temperature, E is the temperature controller for the furnace, F is the inert gas intake, G is the vacuum system, H is the vibration-free table, I is the inertial disc and mirror, J is the quartz window for the laser beam, K is the layout of the electronic instruments including a timer interval counter, multimeter, computer for data acquisition, and control, and L is the schematic diagram.

The samples were placed on a cylindrical aluminium crucible and covered with a molybdenum lid. Molybdenum screwed to a suspension rod, which is suspended through a length torsion wire. Torsion wire is connected with a rotary solenoid to initiate oscillations, and suspension wire is set to sink inside the water. The laser beam is mounted directly on the flat mirror located on the suspension wire. The torque system, which is set to oscillate around its vertical axis, will occur with the gradual humidity of the vessel’s motion [74]. The continuous oscillation of the vessel is measured with the help of a light source attached to the suspension wire (Fig. 8). The angular displacement and oscillating time of the vessel holding the viscosity measuring fluid should be measured. The motion of the oscillation vessel is calculated by the solution of the second-order differential equation presented in Eq. (2).
When I0 is the moment of inertia of the oscillating vessel, t is the absolute time, L is the function of the density and viscosity of the sample of fluids, and f is the constant force of the torsional wire, Roscoe analysis [75] viscosity equation is presented in Eq. (3),
where η is the viscosity, δ is the logarithmic decrement, R is the inner vessel radius, H is the sample height in the vessel, ρ is the density of the sample, and T is the oscillation period.
In the study of Beckwith and Newell research, the numerical error is smaller than the Roscoe analysis, and the difference in viscosity value is less than 0.5%, so this error is measured by ignoring the test error. Moreover, the shape, dimensions, symmetrical design, and high oscillation frequency are considered significant [76]. The effect of surrounding air resistance may affect the measurement. To precisely determine the viscosity of the SSM process, the oscillating cup is heated by the electromagnet through the tube of the heating furnace. The temperature gradient of the sample is controlled by changing the temperature of heating furnaces. Nevertheless, the sample still has a temperature gradient. Therefore, the insulating layer of the thermal insulation layer outside the heating device can be increased to reduce the temperature gradient. Studies show that as the thickness of the insulating layer increases by more than 10 mm, the temperature gradient decreases [77].
When measuring the viscosity of Zn-Al alloys with an oscillating cup viscometer, uncertainty appears to be between 3 and 5%. A more sophisticated viscometer must be developed for alloys with different alloys and at different temperature ranges [72]. The temperature and concentration dependencies of the viscosity for liquid Cu-In-Sn alloys with a liquid state have inherent microscopic parts with a short distance range. The viscosity of low viscosity liquid Cu-In-Sn alloys obtained at high-temperature dependencies up to 800 ℃ was successfully measured using the oscillating shipping method [78]. In 2001, Brooks et al. [79] reconstructed oscillating viscometer to calculate the decrement of logarithmic and the period of the oscillations by using multiple diode arrays to the decaying waveform. It has been upgraded to measure the viscosity of high melting point materials with maximum temperature capacities ranging from 1200 to 1650 ℃ [79]. It is known that this viscometer can be upgraded to a wide range of temperatures with a radius error of less than 0.5%. Furthermore, the main advantages of this device are the relatively small size of the model, the good consistency of the temperature field, and the fully automatic calibration system.
4.2.2 Oscillating vessel or plate method
It is also an oscillating vessel–type viscometer, but the plate or body is completely immersed in the liquid, as shown in Fig. 9. Viscosity is calculated based on the displacement and oscillation time of the vessel or plate. The calculation methods are the same for both.

Diagram of an oscillating body/plate viscometer [18]
This system also measures the amplitude of the oscillation as a function of time. The oscillations are formed according to the total humidity experienced by all parts of the suspended system [80]. The oscillations and frequency patterns vary due to plate/body oscillations on the free surface depending on the operating conditions. Moreover, the natural frequency of each vibration mode is in excellent agreement with the predictions obtained by splashing theory in the case of stationary liquids [81]. Although oscillating-type viscometers are suitable for measuring low viscosity, rapid measurement, and easy cleaning and maintenance of the device, the lack of standard instruments can cause measurement problems. Especially in liquids of varying viscosity, it has a measurement error of < 2%, but for metals, up to 30% of the measurement error is associated with high temperatures. There appear to be some issues in the equation and accurate measurements of the vessel as the vessel or plate size increases. Therefore, errors related to the viscosity and density of the fluid, various cup or plate shapes, sizes, and the frequency of oscillations need to be studied [76]. It is essential to moisten the cylinder wall with the liquid that is tested for accurate results. Sometimes, slippage between the liquid wall interface and errors can occur due to the low humidity of the viscous forces [82].
4.2.3 Falling ball method
In a falling ball or counterbalanced viscometer, the ball is placed into the liquid as if it were in an oscillating body/plate type. This method designed for liquid metals by considering the time taken to pull a ball from liquids at a constant force. Calibration to the standard reference of viscosity and sample density is essential to obtain viscosity values [83].
The sample ball is mounted on a cylinder containing fluid kept at a constant temperature. The loading pin should be released, and the ball brought to the starting position. The distance the ball passes at the specified time is outlined. A stainless steel spherical ball attached via a platinum–rhodium wire is lifted from the SSM fluid at a very slow speed by the opposite weight motion [84], which is represented in Fig. 10. High temperature and low viscosity fluids such as Fe and FeS were successfully measured by ultrafast synchrotron X-ray imaging using the advanced falling ball viscosity measurement [85]. A wide viscosity measurement range of 10−3 to 107 Pa s is determined. Although it is suitable for measuring materials with different temperatures and pressures, there are some difficulties in measuring viscoelastic fluids. The shearing stress caused by the strain on the structure in the semi-solid state is continuous and must be recorded. The results of a study by Jo et al. [86] show that the speed of a falling sphere in a fluid can be monitored and accurately measured using two linear image sensors and by graphically mapping the terminal speed to facilitate its subsequent processing. The main disadvantage of the falling ball requires a certain distance to reach the free-falling. Also, the thermal expansion of the falling ball at a high temperature is another drawback. Moreover, high shear devices are intensive, more expensive, and need a skilled worker [87].

Schematic diagram of (a) counterbalanced viscometer and (b) falling ball weight and velocity diagram [18]
4.2.4 Oscillating levitation method
The oscillating levitation method is used to avoid container wall from being damaged by the sample when measuring viscosity, surface tension, pressure, and thermal-depended properties. It is called the “container-free” method. One of the three different processes, electromagnetic, electrostatic, and aerodynamic, is used to heat the material in the levitation technique [88]. Melting and solidifying a levitated sample during container-free measuring process avoids contact with a container. The frequency induced by an electromagnetic levitator is five times greater than the surface oscillation. As shown in Fig. 11, the high-speed camera records frequencies radially mounted perpendicular to the coil axis. Sample temperature is monitored by a pyrometer [89].

Diagram of oscillating levitated viscometer [91]
Microgravity and viscosity tests are often performed using frequency oscillations and scattering of oscillations. The frequency of the surface oscillations of fluid is based on the assumption that the surface tension relates to Rayleigh’s formula, but it must be adjusted for solids and SSM [90]. For example, many problems arise when the viscosity of molten molybdenum, tantalum, osmium, rhenium, and tungsten is measured with the advanced process by the oscillating drop levitated method. Surface tensions of these metals must be evaluated due to the difference in the density of the fluids and the impact of the sample mass and droplets, the frequency of high-density metals, the effect of possible contamination, and the temperature dependence viscosity. The last concern is the effect of positioning the force on the latter measurement. Although the improved process minimizes the effect, the levitated model is not free from external forces.
The density, surface tension, and viscosity of liquid oxides such as Al2O3 accurately are measured by a laser-heated aerodynamic levitation system. Although the current system works well, determining viscosity, high precision data, and high melting for liquid oxide properties has drawbacks inherent to the current technique [92]. The Wunderlich and Mohr literature predicts that the viscosity of viscous fluids from 7.4 to 15 mPa can be calculated with an initial sample decay of 5 to 10% in the 220 K temperature range [93]. This measurement method works best on the properties of laser melting droplets to calculate the surface tension and viscosity of metals reinforced by nanoparticles [94]. Surface tension is considered essential for measurements [95]. Figure 12 represents the oscillating types of viscometers and their features.

Types of oscillating viscometer and its features
4.3 Draining vessel method
The fluid flows through a hole at the bottom under the effects of gravity, including surface tension effects, density, and viscosity. Viscosity is measured by the time taken for the sample volume and the amount of fluid exiting through a hole [18]. Molten aluminium is mostly measured by this technique [96], as shown in Fig. 13 where the viscosity is calculated by using Eq. (4).

Diagram of draining vessel viscometer [18]
where η is the viscosity(Nsm−2), a is the polynomial constant that describes the slope of the discharge coefficient curve (no units), b is the polynomial constant that describes the y-intercept of the discharge coefficient curve (no units), ρ is the density (kg/m3), r is the orifice radius, Q is the volumetric flow rate of the experiment (m3/s), h is the experimental liquid head above a point of reference (m), g is the gravitational constant (m/s2), and σ is the surface tension of a liquid (N/m).
The induction coil is used in this technique, and the induction coil is turned off and tested after the sample has melted. The electromagnetic forces generated from the induction coil create loops into the melting point, usually ignored in calculations. The temperature change of the measured fluid affects the viscosity [96]. Despite the advantages, such as the simplicity of the design and the absence of moving elements, surface tension and normal pressure are the main problems [97].
4.4 Rotary method
The rotary viscometer is widely used to study the rheological properties of non-Newtonian fluids [98]. In low viscosity liquid metals, such as SSMP, there must be a uniform and constant shear rate in the melt to calculate the viscosity parameters. The rotational viscometer involves holding the fluid in a container or over a plate and rotating the area to measure the shear stress produced [99]. They are classified into concentric cylinder (coaxial cylinder) method, cone and plate rotary method, and parallel plate rotary method. The main physical characteristics of the rotational viscometer must be calculated before the viscosity measurements are computed to determine the marginal effect of the container and bob systems. The fluids of the SSM process, which exhibit normal pressure effects, generate pressure in the direction of fluid movement as the pop and plate rotate on the viscometer. Thus, turbulent vortices occur at higher rotational speeds due to higher flow rates.
4.4.1 Concentric cylinder method
It consists of two concentric cylinders with different diameters. The outer cylinder cup and inner cylinder pop are located in the same centre to rotate the cup or pop. The fluid’s torque and shear rate are measured in angular deflection with a torque gauge setup on the pop. Concentration cylinder measurement systems require relatively large sample volumes [100]. Working with SSM fluids and cylindrical suspensions in coaxial cylinder systems, low viscosity makes them more sensitive to large areas, so they produce better data with lower shear rates and viscosity. The resulting angular velocity of a given torque is calculated from the conformational curves of the SSMP fluid viscosity values. Based on the experimental study results, there are issues such as end effects, wall slip, inertia and secondary flows, viscous heat effects, eccentricities, and the need for space between cylinders [101, 102].
4.4.1.1 Searle-type viscometer
In the Searle-type viscometer, the outer cylinder (cup) is fixed, and the inner cylinder (bop) is set to rotate, for example, Stormer viscometer and Brookfield viscometer [103]. The inner cylinder (bop) of the Searle-type viscometer is connected to a torque measuring unit, and pop are separated from the torque measuring unit through a steel tube, as shown in Fig. 14 [104]. The electric heating furnace is used to provide a constant temperature. The temperature is controlled by using thermocouples embedded in different places inside the body of the machine. The viscosity is calculated by using Eq. (5) as follows.

where T is the measured torque, L is the liquid altitude inside the cylinder, N the angular speed of the rotor, η is the viscosity, ri is the inner cylinder radius, and ro is the outer cylinder. According to Hirrari et al. [106], semi-solid alloys using this method provide excellent results on the effects of the rheological compounds of the solid, the cooling rate, and the shear rate on the SSM liquid viscosity. It can be geometrically expressed in terms of the flow behaviour of a fluid.
In a Searle-type viscometer, the rapidly rotating fluid moves outward near the inner cylinder, causing the “Tailor vortices” in the fluids due to barriers between the cylinders. Hence, the flow becomes turbulent due to the increasing rotational speed. Also, flow is turbulent due to the high temperature, shear stress, the variation of dynamic viscosity coefficients, and different grades of steel and alloy oxidation compounds. In the Searle-type viscometer, it is advantageous to use a pop of zirconium and alumina compounds to measure the viscosity of steel and alloy [107]. The rheological behaviour of the pseudoplastic and thixotropic properties of alloy A 201 has been studied using a Searle-type viscometer [101]. The steady-state flow curve with the shear rate of 60 to 260 s−1 has been estimated in the analysed shear rate range. Moreover, the power-law indexes were 35% and 45% for a fraction of solid 1.35 and 1.49, respectively.
Searle type is a high sensitivity viscometer that is generally suitable for low shear rates. The flow curves of plastic, pseudoplastic and dilatants differ in different dimensions of the inner and outer cylinders and rotational speed [108]. Nevertheless, Searle-type viscometer curves are more accentuated. Searle-type viscometer flows wider thixotropic loops. In measuring the viscosity of this type of viscometer, it is essential to note the high Taylor vortex formation in SSM fluids. Taylor loops dissipate energy and cause an increase in torque measurements.
4.4.1.2 Couette-type viscometer
The Couette-type viscometer, developed by Corey in the 1970s, also excels at measuring the rheological properties of SSM fluids [109]. It is slightly different from the Searle-type viscometer. The pop is fixed and designed to rotate the cup, and the inner cylinder is connected to a torque measuring unit, as shown in Fig. 15, for example, Macmichael viscometer. Both cup and the bob are made up of stainless steel, the cup and bob surfaces are precisely shaped, and the spacing between the two surfaces must be equal at all points, or the fluid rise in the cylinder is significantly asymmetric. The centre of the cylinder is set to be symmetrical, and the height of a given radius of fluid is averagely recorded. Due to the precise construction of the instrument, the SSM fluid viscosity values are closely detected [110]. This method proposed for higher shear rate measurements, which means shear rates above 100,000 s−1. The Couette-type viscometer method allows the smallest angular velocities to measure the large viscosity (ca 1011 Pa s). In the Berberian study, small angles can be measured over a long period of time at temperatures as low as 105 to 123 K, 3.2 × 1011 Pa s [111].

This method helps measure shear thin and time-dependent behavioural materials. In time-dependent measuring, flow characteristics and shear rates may change rapidly, so it is best to use automatic control and recorded systems. Although this method is used in a Newtonian or non-Newtonian fluid, Gücüyener et al. [113] strongly recommend non-Newtonian behaviour. Still, errors associated with the severity of the end effects are more common at higher shear rates, and therefore they should be corrected [113]. Other methods for assessing viscosity are challenging to viscosity measurement due to the effects of oxidation and pollution. Therefore, the Couette-type rotating viscometer is ideal for measuring the viscosity of high-temperature and high shear fluids [114]. Studies by Wunderlich and Brunn [115] show that the shear rate contributes significantly to the viscosity measurement of the Couette-type viscometer and that there is a limit to the apparent shear viscosity by determining the gap and width in the surfactant sample [115]. The cooling shaft can be installed in a temperature control bath for a rotating cup type to control the temperature. The coefficient value of the dynamic viscosity of the SSM fluid during SSMP can be accurately measured in terms of shear rate and time. But the yield values are different from the Searle-type viscometer.
4.4.1.3 Vane viscometer
The vane is set in the centre of the cylinder to be completely immersed in the liquid as shown in Fig. 16. The vane rotates at a constant speed and is usually operated in rate control mode. The torque produced by the SSM fluid is measured by a torque measuring unit set with the vane [116]. During the vane rotation, the SSM fluid that rotates between the cylinder and the vane acts as another body, which gives the yielding surface equivalent to the cylindrical surface of the vane; this cylindrical body is called a rigid cylinder so that no secondary flow occurs between the blades. To measure the SSM fluid’s viscosity, the mechanical force, resistance, time, and associated shear pressure exerted by the rotation of the vane must be calculated. Vane-type pops can lead the secondary flows; this can affect the torque measurements. Grooved bob is used to prevent slip and reduce torque [117].

Vane viscometer schematic diagram with (a) general view and (b) inner view of the vane [118]
Vane-type viscometer measures the flow characteristics of the non-Newtonian fluids and low strain modulus and shear state. Its simplicity of fiction, ease of cleaning, and elimination of outer wall slippery effects are specific advantages of a vane-type viscometer [119]. The discussion on the comparison of concentrated cylinder viscometers is shown in Table 3.
4.4.2 Cone and plate method
The sensitivity of the rotational resistance of the sample fluid placed between a fixed plate and the rotating cone is measured by the accurate torque meter attached to the cone, as shown in Fig. 17 with the calculation for viscosity is presented in Eq. (6).

where η is the viscosity(pas),θ is the cone angle (rad), T is the torque, ω is the angular velocity (rad/s), and r is the radius of the cone(m).
Low viscosity liquids measured ranging from 1 to 50,000 poizes, and the shear rate ranged from 0.0002 to 9000 s−1 [121]. Since the strain and shear rate are calculated using angular displacement and spacing, the larger the error may be in the spacing system when the smaller cone angle. Depending on which cone angle to use, the shear rate variations against the spacing can be corrected compared to the propagation of the interval. Newtonian fluid in a cone and plate flow, the shear rate for a spontaneously wide spacing is close to the cone, and when the cone angle approaches p = 2, the viscometer spacing becomes very narrow. The fluid rarely discharges from the shear stress, so the viscosity of the Newtonian fluid is measured by controlling the fluid in the space between the cone that rotates perpendicular to the stationary disc [122]. Noori et al. [123] explained that the viscosity of a cone and plate could be used to accurately measure the viscosity of liquid metals with very small particles. This method is practically feasible for determining zero shear viscosity. However, the particle in the test sample should be five to ten times smaller than the gap in the cone. If the particles are large, the particles may stick to the cone’s surface, resulting in noise and affecting the measurement. Substances with higher solids are more likely to be discharged from the interval under higher shear rates. Therefore, due to this limitation, the cone and plate method is seldom being used [124].
4.4.3 Parallel plate rotational method
Mooney viscometer consists of two parallel circular plates, the lower plate is stationary, and the upper plate is rotating, as shown in Fig. 18. A parallel plate rotary viscometer is used to measure the viscosity of liquid metals, aluminium alloys, and composites. Because it is used with a separation between plates, it is not as sensitive to the gap setting and is therefore suitable for testing samples with a temperature gradient. Thick materials and non-uniform particles cannot be measured using a cone and plate viscometer [125]. Random particles of different shapes of molten metal can be easily measured with a parallel plate rotational viscometer. This can be used to predict a wide range of viscosity from softening to melting.

Parallel pate rotational viscometer with (a) photo view and (b) constructional view of disc and plate
The main disadvantage of parallel plates rotary viscometer is that the shear rate and the data output vary greatly with the temperature variation of the sample [126]. The sample is likely to shrink during the test. Furthermore, the torque produced varies according to the quantity of the sample, thus affecting the viscosity value [127]. Table 4 provides a comparison of cone and plate viscometer and parallel plate rotary viscometer.
4.5 Sliding plate method
Sliding plate viscometers are generally considered to be the best way to evaluate the viscosity of fine-grained materials. The sliding plate–shaped viscometer consists of two flat parallel plates. The lower plate is stationary, and the upper plate creates a controlled deformation of the shear rate by moving at a constant speed. At the same time, a load cell is used to measure the total shear force. It is used to create a constant shear force using the weight suspended from a pulley. It is necessary to apply a uniform temperature and pressure to the fluid. Furthermore, the moving plate is set to move at the close with the fluid at a minimum gap so that the frictional force and shear stress associated with it is measured while moving, as represented in Fig. 19. Multiple sources of error can be found by changing the interval; explicit shear stress decreases when gaps are reduced at a constant shear rate. Furthermore, friction error can occur due to end and edge effects and surface tension. Normal stress differences cannot be determined using force measurements. There are problems in measuring high shear rates fluids due to total strain and the maximum displacement of the sliding plate [128, 129]. The viscosity is calculated by using Eq. (7) as follows.

Schematic diagram of parallel plate sliding viscometer
where F is the force and h is the height of the sample. A is the area of the moving plate and V is the velocity [130].
4.6 Parallel plate compression method
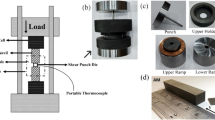
The parallel plate compression viscometer was first constructed and used by Laxman and Flemming [131] to study Sn–Pb semi-solid metals. It is easier to measure viscosity for SSMP than any other viscometer. Based on this, the drop forge viscometer is designed and built by Yurko and Flemmings in 2002 to measure the viscosity of semi-solid aluminium alloy. Drop forge viscometer can be used to calculate shear rates greater than 103 s−1 at times less than 10 ms than other viscometers. For a parallel plate viscometer, the top plate is suspended and then allowed to come under the influence of gravity. As a result, the upper plate semi-solid sample is compressed at high speeds. The fall of the plate is measured with the help of a high-speed digital camera, and the fluid’s viscosity is determined [132]. The minimum viscosity obtained in this method depends on the maximum achieved shear rate but not the shear duration. A very rapid decrease in viscosity with increasing shear rate, in line with a relatively slow increase in viscosity with decreasing shear rate, requires some modifications to this method of measuring viscosity. In 2006, a new parallel plate compression machine for commercial-scale was designed and tested for viscosity measurement by Lashkari and Gomashchi [133]. The parallel plate compression viscometer consists of two parallel plates. Commonly, both plates are made from graphite, and boron nitride–coated refractory material to prevent them from sticking to the billet. Deadweight is added to the upper plate to provide the force on the billet during compression. During the test, the controlled upper plate, with the help of pneumatic action, is released towards the lower plate under its weight. It is based on monitoring and recording the changes in test object height with time. It consists of dead weight, a pneumatic controller, guide shafts, and a resistant heating furnace. The test piece is placed between two parallel plates, and deadweight is applied to the top of the billet outside by a guided platen through two or four straight vertical axes. The billet sample is kept inside a furnace to keep its temperature constant during the compression test, as shown in Fig. 20. In the parallel-plate compression viscometer, viscosity is calculated using the Stefan equation. For this, the motion and continuity equations are reduced as shown in Eqs. (8) and (9).

Schematic diagram of the parallel plate compression viscometer [134]
where p is the pressure, v is the velocity, μ is the viscosity, r, h, and z are coordinate systems with the origin of the z-axis, and vr and vz are the velocity components of r and z directions. Equation (10) refers to the Stefan equation.
where F is the applied force on the specimen, μ is the viscosity, h is the height, v is the specimen volume, and the compression velocity is dh/dt.
The applied force is the mass of the plate multiplied by the deceleration, mp (d2h/dt2). Hence, the Stefan equation balanced the applied force of viscosity experiments conducted at high and low forces as shown in Eq. (11), from which the equation for viscosity is summarized by Eq. (12).
The result of the strain–time graph obtained by recording the displacement of the top platen with time is treated mathematically to calculate the viscosity of the SSM billet [135]. The liquid–solid temperature range on the parallel-plate drop-forge viscometer is measured using an extensive displacement laser sensor of the cylinder model, which effectively analyzes the viscosity time dependence and shear rate. However, the measurement system for SSM viscosity should further improve the shear flow rate, RAM speed and billet slip. The comparison between a sliding plate viscometer and a parallel plate compression viscometer is presented in Table 5.
5 Critical analysis of viscometers
Capillary viscometer measures the viscosity based on Poiseuille’s law. It is also easy to measure the viscosity of a fluid with two SSMP techniques, such as rheo and thixo routes. Accurate measurements can be made in 2 to 3 min. Depending on the pressure and density of the fluid, the capillary tube with a diameter of 1.5, 1.0, and 0.5 mm and a length/diameter ratio of 16 mm is used on the capillary viscometer. It can be measured accurately up to 0.5% at temperatures up to 1200 °C. Capillary tubes are very small, so difficult to clean. In SSMP viscosity measurement, the effects of wall slip, wall adhesion, and wall edge illustrate major issues, such as the high melting fracture, high shear stress, and shear rate. However, capillary viscometer functionality is easy in measuring viscosity and density, and requires a small amount of sample fluid, and temperature control is simple and inexpensive. Capillary viscometers provide a direct measurement of viscosity for flow rate, pressure, and various dimensions.
The oscillating vessel viscometer measures the viscosity of rheo route fluids with a maximum temperature of 1500 °C at SSMP with an error less than 0.5% using highly sensitive industrial equipment. Furthermore, the main advantages of this device are the relatively small size of the model, the excellent stability of the temperature, and the fully automatic calibration system. Oscillating-type viscometer is suitable for low viscosity materials. It is an accurate calibration method; maintenance and cleaning are easy to compare than the capillary method. But standardized vessel or plate sizes should be determined. In measuring the viscosity of a fluid, potential errors related to the shape and size of the vessel, densities, and frequency of oscillation should be explored. The viscosity and density cannot be determined simultaneously. It is necessary to moisten the vessel or plate and cylinder wall with the liquid. Sometimes, the slippage between the fluid wall interface can cause errors due to the low humidity of viscous forces. The main concern is the lack of commercial equipment.
A falling spherical counter balanced viscometer can measure viscosity in a few seconds based on the amount of resistive viscous motion of a fluid as it rises upward from the liquid due to the opposite weight of the ball immersed throughout the stationary SSM fluid. Simple design, easy to measure fluids at high temperatures and high pressures but are not suitable for viscoelastic fluids. Since a certain distance is required to reach the free fall, the time associated with gravity, the weight of the falling object, and the thermal expansion of the ball at high temperatures are the main disadvantages. High shearing equipment uses accessories’ parts that are intensive, maintenance is expensive, and ultra-skilled labour is required.
Viscosity is calculated by measuring the shear rate produced by holding the liquid in a container or plate and rotating that part on a rotary viscometer. Concentration cylinder methods are best suited for low viscosity fluids less than ten psi of SSMP rheo route fluids. Determining the shear stress and shear rate on a rotary viscometer is only possible if the shear gap is very short. Therefore, the spacing between the cylinders should be set to less than 0.99. For the SSMP method, direct measurements of the shear ratios are available only if the shear rate across the shear interval is constant or very high. The vane is submerged in the fluid and rotates at a constant speed, resulting in a uniform pressure distribution throughout the cylinder. Secondary flow does not occur. The main advantages of vane-type viscometers are its ease of fabrication, ease of cleaning, and the elimination of serious wall slippery effects. Table 6 presents the advantages, limitations, and principles of various viscometers.
In rotary plate viscometers, the temperature of the sample is more likely to decrease, thus varying the shear rate and output of the sample. The rotational viscometer is selected depending on the particle size in the sample and the nature of the fluid. It is practically possible to determine the zero shear viscosity in a cone and plate viscometer calibration. The size of the particle material in the sample must be five to ten times smaller than the cone diameter to avoid the resulting noise and error in measurement at higher shear rates. The small-angle can lead to errors arising, so importance is given to eccentricities and alignment settings. Figure 21 briefly presents the main essences of the various viscometers.

Critical analysis of SSMP viscometers in the tabular diagram
Sliding plate viscometers are commonly used to assess the viscosity of microscopic materials. The temperature and pressure of the SSM fluid must be maintained uniformly throughout the measurement. The viscosity is measured by placing the stationary plate and the moving plate close to the fluid at minimum intervals. Furthermore, error friction is likely to occur due to gap, end and edge effects and surface tension. There are problems with measuring high shear rate fluids. The parallel plate compression method is suitable to measure the viscosity during SSMP’s thixo method. In this method, the viscosity is measured accurately in vertical force, pressure, and time. Particle size is a no matter; plate settings and measurement methods are easy; thus, chances of errors are minimal.
6 Future perspective and direction for viscosity measurement
The capillary viscometer is known as the best viscometer for measuring the viscosity of Newtonian and non-Newtonian fluids for reasons such as simplicity, accuracy, and similarity to process flows as extrusion dies and no free surface. However, problems in the range of shear ratios must be solved during the viscosity measurement of non-Newtonian fluids [136]. It is necessary to develop a viscometer that can measure the viscosity of liquids at multiple shear rates in a short period [137]. Capillary viscometers are currently unavailable for evaluating the rheology of dispersions with shear-dependent viscosities. Especially in the viscosity measurement of molten metal at high temperature, the effects of the wall edge effect such as wall slip and wall adhesion should be noted. There are significant issues such as high shear stress and shear rate [138]. It is recommended to apply a thin layer of coating on the capillary tube inside to reduce the wall effect. The length and diameter of the capillary tube must be determined during the new viscometer design, depending on the surface tension, particle size, and cooling rate of the molten metal. In case of turbulence at the capillary entrance and outlet, numerical errors may occur, thus reducing the accuracy of the evaluation process. Turbulence can be corrected by taking samples into account. Furthermore, a continuous shear rate scanning process should be performed. The capillary viscometer for semi-solid metals requires more attention [139].
Oscillation viscometers provide many advantages, including high precision, high sensitivity to small changes in viscosity, quick accumulation of data, and easy cleaning [140]. However, it only works at a certain shear rate. After the measurement, any errors caused by the viscometer or measurement procedure could not be corrected, and viscosity values often give different test results, even for melts of pure components. Therefore, the performance of the oscillating cup viscometer should be further improved to obtain reliable viscosity data of molten metals. Difficulties in measuring high viscous fluids need to be addressed [141]. Emphasis is needed on accurate time measurement on the oscillating viscometer. No one pays attention to the error caused by environmental vibration and noise. A direct counter of the pulse time interval can be selected to measure the viscosity-related attention time to deal with this. Moreover, improvements are needed on the commercially oscillating viscometer.
The falling ball viscometer measures the viscosity based on the relative balance between the forces of pressure, viscosity, and gravity. The special feature of this method is that the wall does not influence the rate of fall of the ball. However, the ball’s density, diameter, and metal material make a large difference in the viscosity value. Moreover, it challenging to maintain a constant temperature along the entire length of the pipe and requires a large amount of test material compared to other viscometers [142]. When measured in this method, the viscosity is greatly affected by the inertia, drag force, and lift force. When measuring viscosity at high-temperature conditions, the problems caused by the thermal expansion defect of the falling ball, and the distance it takes to reach the free-fall must be minimized [143]. In addition, the cost of using high shear devices and the need for a skilled worker also should be minimized.
For Newtonian fluids, the viscosity from torque and rotational speed is very easy to estimate with a rotational viscometer. Rotational rheometers for SSM are used to examine the viscosity by shearing for a certain time. Problems using a rotary viscometer for SSM fluids and completely viscous materials should be eliminated. Computational rheology should be used to evaluate the processing of data collected from a rotational rheometer. The major error in coaxial cylinder viscometers is that the end effect that arises from pulling the fluid on the ends of the bob should be corrected. Problems that arise are the shear rate and apparent viscosity, and the shear rate varies across the fluid [144].
Wall slip is another phenomenon that affects rheological measurements on all types of rotary viscometers. Surface tension causes secondary forces when there is a tiny symmetry variation in the viscosity measurement system, which is more dominant at lower shear rates. As a result, the material appears to be strong in shear thinning, albeit almost Newtonian [145]. Vane-type bobs are not suitable as they can lead to secondary flows that affect torque measurements. However, a groove prevents the bob from slipping without significantly affecting torque [146]. The Searle- or Couette-type viscometer has a low wall slip effect. Nevertheless, the turbulent vortices that occur at both viscometers at high rotational speeds greatly affect the measurements. Viscous heat effects, eccentricities, and the need for space between cylinders must be adjusted. There are no suitable viscometers to measure viscosity at high temperatures. Therefore, most rheological experiments have been performed using low-temperature alloys [17].
The cone and plate do not allow the representative fluid to enter the narrow part of the viscometer as there is a suspended substance in the fluid. Therefore, the gap should be five to ten times smaller than the average particle diameter of the particle material in the sample. The result of measuring the larger particle is noisy data or jam. This defect can be corrected by adjusting the cone angles and increasing the rotational speed [147]. Furthermore, the viscosity measurement is considered to be best implemented within a closed system.
The dual sliding plate and rotary parallel plate viscometers have normal pressure, shear rate, temperature, and end effect problems. When a parallel plate rotary viscometer measures SSM viscosity, the shear rate shows greater variation with sample temperature. The sample is likely to shrink during the test. Therefore, it is essential to keep the pressure and temperature constant throughout the measurement [148]. The torque produced varies depending on the quantity of the sample.
In a parallel plate compression viscometer, the ram speed is high, and higher acceleration occurs, making it difficult to measure viscosity. It is recommended that a hydraulic pressure be used instead of a dropforge and pneumatic pressure. Also, the pressure and temperature variation should be recorded with the help of a computer [149]. It helped to maintain accurate measurements.
7 Conclusions
In this review, the basic features of semi-solid metal processing, viscosity behaviour, and various methods of viscometry are illustrated. The following are the key findings of the study:
-
It is inferred that the viscosity of SSM is greatly affected by time-dependent properties, such as temperature, pressure, and shear rate.
-
The viscosity measurements from the capillary, oscillating vessel, concentric cylinder, and vibration methods are reliable while draining vessel and sliding plate viscometers are not accurate.
-
In rotary-type viscometers, problems such as setting the gap between the cylinders, secondary flow, and surface tension in the concentric cylinder methods are of significant concern in torque and shear rate calculations.
-
However, the concentric cylinder method is much better than the conical and parallel plate rotation method when viewed in terms of errors such as end and edge effects.
-
The wall effects and the various errors caused by losses significantly affect the accuracy of the capillary viscometer. In the same way, the RAM speed, billet slip, and calibration issues affect the viscosity measurement in a parallel plate compression viscometer.
-
Therefore, it can be concluded that there is no efficient and specific viscometer to measure viscosity in the thixo method.
-
The various parameters of the liquid metal particles, chemical reactions, accuracy, and numerical models need to be assessed for each viscometer.
-
Therefore, further investigations are needed to design a standard viscosity measurement method of SSM to be useful for future researchers for practical purposes.
Availability of data and material
Data can be made available upon request subject to the approval of all parties involved in the research.
References
Mehrabian R, Spencer B (1976) United States Patent (19)
Atkinson HV (2013) Alloys for semi-solid processing. Solid State Phenom 192–193:16–27. https://doi.org/10.4028/www.scientific.net/SSP.192-193.16
Omar MZ, Alhawari K (2014) An overview of semi-solid metal processing. Aust J Basic Appl Sci 369–373
Mohammed MN, Omar MZ, Salleh MS, Alhawari KS, Kapranos P (2013) Semisolid metal processing techniques for nondendritic feedstock production. Sci World J 2013. https://doi.org/10.1155/2013/752175
Nafisi S, Ghomashchi R (2005) Semi-solid metal processing routes: an overview. Can Metall Q 44:289–304. https://doi.org/10.1179/cmq.2005.44.3.289
Husain NH, Ahmad AH, Rashidi MM (2017) An overview of thixoforming process. IOP Conf Ser Mater Sci Eng 257. https://doi.org/10.1088/1757-899X/257/1/012053
Kim NS, Kang GG (2000) An investigation of flow characteristics considering the effect of viscosity variation in the thixoforming process. J Mater Process Technol 103:237–246. https://doi.org/10.1016/S0924-0136(99)00441-0
Beltyukov A, Olyanina N, Ladyanov V (2019) The viscosity of liquid Co-Si-B alloys. J Mol Liq 281:204–215. https://doi.org/10.1016/j.molliq.2019.02.064
Gancarz T, Jourdan J, Gasior W, Henein H (2018) Physicochemical properties of Al, Al-Mg and Al-Mg-Zn alloys. J Mol Liq 249:470–476. https://doi.org/10.1016/j.molliq.2017.11.061
Dobosz A, Plevachuk Y, Sklyarchuk V, Sokoliuk B, Gancarz T (2018) The application of liquid metals in cooling systems: a study of the thermophysical properties of eutectic Ga-Sn-Zn with Al additions. Int J Heat Mass Transf 126:414–420. https://doi.org/10.1016/j.ijheatmasstransfer.2018.05.045
Dogan A, Arslan H (2016) Geometric modelling of viscosity of copper-containing liquid alloys. Philos Mag 96:459–472. https://doi.org/10.1080/14786435.2015.1133938
Jonas I, Hembree W, Yang F, Busch R, Meyer A (2018) Industrial grade versus scientific pure: influence on melt properties. Appl Phys Lett 112:1–5. https://doi.org/10.1063/1.5021764
Gao S, Jiao K, Zhang J (2019) Review of viscosity prediction models of liquid pure metals and alloys. Philos Mag 99:853–868. https://doi.org/10.1080/14786435.2018.1562281
Jethra R (1994) Viscosity measurement. ISA Trans 33:307–312. https://doi.org/10.1016/0019-0578(94)90101-5
Cheng J, Gröbner J, Hort N, Kainer KU, Schmid-Fetzer R (2014) Measurement and calculation of the viscosity of metals - a review of the current status and developing trends. Meas Sci Technol 25. https://doi.org/10.1088/0957-0233/25/6/062001
Nafisi S, Ghomashchi R (2016) Semi-solid processing of aluminum alloys
Bakhtiyarov S, Siginer DA (2019) Rheoprocessing of semisolid aluminum alloys. Encycl Alum Its Alloy. https://doi.org/10.1201/9781351045636-140000239
Brooks RF, Dinsdale AT, Quested PN (2005) The measurement of viscosity of alloys - a review of methods, data and models. Meas Sci Technol 16:354–362. https://doi.org/10.1088/0957-0233/16/2/005
Srivastava N, Burns MA (2006) Analysis of non-Newtonian liquids using a microfluidic capillary viscometer. Anal Chem 78:1690–1696. https://doi.org/10.1021/ac0518046
Ram A, Tamir A (1964) A capillary viscometer for non-newtonian liquids. Ind Eng Chem 56:47–53. https://doi.org/10.1021/ie50650a009
Wunderlich BK, Bausch AR (2013) Differential capillary viscometer for measurement of non-Newtonian fluids. RSC Adv 3:21730–21735. https://doi.org/10.1039/c3ra42921k
Han SH, Kang CG, Sung JH (2007) Investigation of viscosity properties for rheology forming of AM50A magnesium alloy. J Mater Process Technol 187–188:335–338. https://doi.org/10.1016/j.jmatprotec.2006.11.195
Lashkari O, Ghomashchi R (2006) The implication of rheological principles for characterization of semi-solid Al-Si cast billets. J Mater Sci 41:5958–5965. https://doi.org/10.1007/s10853-006-0280-8
Shah A, Brabazon D, Looney L (2008) Design of a capillary viscometer with numerical and computational methods. Int J Manuf Technol Manag 15:246–252. https://doi.org/10.1504/IJMTM.2008.019663
Pola A, Tocci M, Kapranos P (2018) Microstructure and properties of semi-solid aluminum alloys: a literature review. Metals (Basel) 8. https://doi.org/10.3390/met8030181
Lashkari O, Ghomashchi R, Ajersch F (2007) Deformation behavior of semi-solid A356 Al-Si alloy at low shear rates: the effect of sample size. Mater Sci Eng A 444:198–205. https://doi.org/10.1016/j.msea.2006.08.067
Proni CTW, Robert MH, Zoqui EJ (2015) Effect of casting procedures in the structure and flow behaviour of semisolid A356 alloy. Arch Mater Sci Eng 73:82–93
Das P, Samanta SK, Chattopadhyay H, Dutta P, Barman N (2013) Rheological characterization of semi-solid A356 aluminium alloy. Solid State Phenom 192–193:329–334. https://doi.org/10.4028/www.scientific.net/SSP.192-193.329
Sheykh-jaberi F, Cockcroft SL, Maijer DM, Phillion AB (2019) Comparison of the semi-solid constitutive behaviour of A356 and B206 aluminum foundry alloys. J Mater Process Technol 266:37–45. https://doi.org/10.1016/j.jmatprotec.2018.10.029
Deepak Kumar S, Ghose J, Mandal A (2019) Thixoforming of light-weight alloys and composites: an approach toward sustainable manufacturing. Elsevier Inc
Atkinson HV (2005) Modelling the semisolid processing of metallic alloys. Prog Mater Sci 50:341–412. https://doi.org/10.1016/j.pmatsci.2004.04.003
Sołek KP, Rogal Ł, Kapranos P (2017) Evolution of globular microstructure and rheological properties of StelliteTM 21 alloy after heating to semisolid state. J Mater Eng Perform 26:115–123. https://doi.org/10.1007/s11665-016-2421-9
Canyook R, Petsut S, Wisutmethangoon S, Flemings MC, Wannasin J (2010) Evolution of microstructure in semi-solid slurries of rheocast aluminum alloy. Trans Nonferrous Met Soc China (English Ed 20:1649–1655. https://doi.org/10.1016/S1003-6326(09)60353-8
Atkinson HV, Liu D (2008) Microstructural coarsening of semi-solid aluminium alloys. Mater Sci Eng A 496:439–446. https://doi.org/10.1016/j.msea.2008.06.013
Agarwal M, Srivastava R (2016) Influence of solid fraction casting on microstructure of aluminum alloy 6061. Mater Manuf Process 31:1958–1967. https://doi.org/10.1080/10426914.2015.1127956
Flemings MC, Martinez RA (2006) Principles of microstructural formation in semi-solid metal processing. Solid State Phenom 116–117:1–8. https://doi.org/10.4028/www.scientific.net/ssp.116-117.1
Lashkari O, Ghomashchi R (2007) The implication of rheology in semi-solid metal processes: an overview. J Mater Process Technol 182:229–240. https://doi.org/10.1016/j.jmatprotec.2006.08.003
Qin RS, Fan Z (2001) Fractal theory study on morphological dependence of viscosity of semisolid slurries. Mater Sci Technol 17:1149–1152. https://doi.org/10.1179/026708301101511086
Lipchitz A, Harvel G, Sunagawa T (2015) Experimental investigation of the thermal conductivity and viscosity of liquid In-Bi-Sn eutectic alloy (Field’s metal) for use in a natural circulation experiental loop. Int Conf Nucl Eng Proceedings, ICONE 2015-Janua:
Gecu R, Acar S, Kisasoz A, Guler KA, Karaaslan A (2017) Aging of A356 aluminum billets produced by semi- solid metal processing. 3–5
Kapranos P (2019) Current state of semi-solid net-shape die casting. Metals (Basel) 9:1–13. https://doi.org/10.3390/met9121301
Koke J, Modigell M (2003) Flow behaviour of semi-solid metal alloys. J Nonnewton Fluid Mech 112:141–160. https://doi.org/10.1016/S0377-0257(03)00080-6
Wannasin J, Canyook R, Burapa R, Sikong L, Flemings MC (2008) Evaluation of solid fraction in a rheocast aluminum die casting alloy by a rapid quenching method. Scr Mater 59:1091–1094. https://doi.org/10.1016/j.scriptamat.2008.07.029
Franco JM, Partal Pedro (2010) Non-Newtonian fluids. Rheology 1
SoŁlek K, Korolczuk-Hejnak M, Karbowniczek M (2011) An analysis of steel viscosity in the solidification temperature range. Arch Metall Mater 56:593–598. https://doi.org/10.2478/v10172-011-0063-3
Acharya PC, Suares D, Shetty S, Fernandes C, Tekade RK (2018) Rheology and its implications on performance of liquid dosage forms. Elsevier Inc
Sołek K, Korolczuk-Hejnak M, Ślȩzak W (2012) Viscosity measurements for modeling of continuous steel casting. Arch Metall Mater 57:333–338. https://doi.org/10.2478/v10172-012-0031-6
Ma Z, Zhang H, Song W, Wu X, Jia L, Zhang H (2020) Pressure-driven mold filling model of aluminum alloy melt/semi-solid slurry based on rheological behavior. J Mater Sci Technol 39:14–21. https://doi.org/10.1016/j.jmst.2019.07.048
Zhu BW, Li LX, Liu X, Zhang LQ, Xu R (2015) Effect of viscosity measurement method to simulate high pressure die casting of thin-wall AlSi10MnMg alloy castings. J Mater Eng Perform 24:5032–5036. https://doi.org/10.1007/s11665-015-1783-8
Ferreira IL, de Castro JA, Garcia A (2019) On the prediction of temperature-dependent viscosity of multicomponent liquid alloys. Contin Mech Thermodyn 31:1369–1385. https://doi.org/10.1007/s00161-019-00753-7
Atkinson HV, Rassili A (2010) A review of the semi-solid processing of steel. Int J Mater Form 3:791–795. https://doi.org/10.1007/s12289-010-0889-7
Volpe V, Pantani R (2018) Determination of the effect of pressure on viscosity at high shear rates by using an injection molding machine. J Appl Polym Sci 135:1–7. https://doi.org/10.1002/app.45277
Omar MZ, Atkinson H V., Palmiere EJ, Howe AA, Kapranos P (2006) Viscosity - shear rate relationship during the thixoforming of HP9/4/30 steel. Solid State Phenom 116–117:677–680. https://doi.org/10.4028/www.scientific.net/ssp.116-117.677
Reynolds C, Thompson R, McLeish T (2018) Pressure and shear rate dependence of the viscosity and stress relaxation of polymer melts. J Rheol (N Y N Y) 62:631–642. https://doi.org/10.1122/1.5012969
Carlesso (2008) The foaming behavior of alkane emulsified ceramic suspension: from LAPES to HAPES. 1–91. https://doi.org/10.13140/RG.2.2.20992.12803
McLelland ARA, Henderson NG, Atkinson HV, Kirkwood DH (1997) Anomalous rheological behaviour of semi-solid alloy slurries at low shear rates. Mater Sci Eng A 232:110–118. https://doi.org/10.1016/s0921-5093(97)00105-6
Lashkari O, Ajersch F, Charette A, Chen XG (2008) Microstructure and rheological behavior of hypereutectic semi-solid Al-Si alloy under low shear rates compression test. Mater Sci Eng A 492:377–382. https://doi.org/10.1016/j.msea.2008.05.018
Brabazon D, Browne DJ, Carr AJ (2002) Mechanical stir casting of aluminium alloys from the mushy state: process, microstructure and mechanical properties. Mater Sci Eng A 326:370–381. https://doi.org/10.1016/S0921-5093(01)01832-9
Favier V, Atkinson HV (2011) Micromechanical modelling of the elastic-viscoplastic response of metallic alloys under rapid compression in the semi-solid state. Acta Mater 59:1271–1280. https://doi.org/10.1016/j.actamat.2010.10.059
Modigell M, Pola A, Tocci M (2018) Rheological characterization of semi-solid metals: a review. Metals (Basel) 8:1–23. https://doi.org/10.3390/met8040245
He M, Wang Y, Forssberg E (2004) Slurry rheology in wet ultrafine grinding of industrial minerals: a review. Powder Technol 147:94–112. https://doi.org/10.1016/j.powtec.2004.09.032
Kulisiewicz L, Delgado A (2010) High-pressure rheological measurement methods: a review. Appl Rheol 20:130181–1301815. https://doi.org/10.3933/ApplRheol-20-13018
Assael MJ, Kalyva AE, Antoniadis KD, Michael Banish R, Egry I, Wu J, Kaschnitz E, Wakeham WA (2010) Reference data for the density and viscosity of liquid copper and liquid tin. J Phys Chem Ref Data 39. https://doi.org/10.1063/1.3467496
Walters K, Jones WM (2010) Measurement of viscosity, 4th edn. Elsevier
Kestin J, Sokolov M, Wakeham W (1973) Theory of capillary viscometers. Appl Sci Res 27:241–264. https://doi.org/10.1007/BF00382489
Shin S, Keum DY (2003) Viscosity measurement of non-Newtonian fluid foods with a mass-detecting capillary viscometer. J Food Eng 58:5–10. https://doi.org/10.1016/S0260-8774(02)00327-8
Nowak J, Odenbach S (2016) A capillary viscometer designed for the characterization of biocompatible ferrofluids. J Magn Magn Mater 411:49–54. https://doi.org/10.1016/j.jmmm.2016.03.057
Iida T, Guthrie RIL, Morita Z (1988) An equation for the viscosity of liquid metals. Can Metall Q 27:1–5. https://doi.org/10.1179/cmq.1988.27.1.1
Bakhtiyarov SI, Overfelt RA (1999) Measurement of liquid metal viscosity by rotational technique. Acta Mater 47:4311–4319. https://doi.org/10.1016/S1359-6454(99)00307-9
Dinsdale AT, Quested PN (2004) The viscosity of aluminium and its alloys - a review of data and models. J Mater Sci 39:7221–7228. https://doi.org/10.1023/B:JMSC.0000048735.50256.96
Kehr M, Hoyer W, Egry I (2007) A new high-temperature oscillating cup viscometer. Int J Thermophys 28:1017–1025. https://doi.org/10.1007/s10765-007-0216-9
Nunes VMB, Lourenço MJV, Santos FJV, Nieto De Castro CA (2010) Viscosity of industrially important Al-Zn alloys. I-quasi-eutectic alloys Int J Thermophys 31:2348–2360. https://doi.org/10.1007/s10765-010-0848-z
Deng Y, Zhang J, Jiao K (2018) Viscosity measurement and prediction model of molten iron. Ironmak Steelmak 45:773–777. https://doi.org/10.1080/03019233.2018.1491171
Zhu P, Lai J, Shen J, Wu K, Zhang L, Liu J (2018) An oscillating cup viscometer based on Shvidkovskiy algorithm for molten metals. Meas J Int Meas Confed 122:149–154. https://doi.org/10.1016/j.measurement.2018.02.023
Roscoe R (1958) Viscosity determination by the oscillating vessel method I: theoretical considerations. Proc Phys Soc 72:576–584. https://doi.org/10.1088/0370-1328/72/4/312
Alan D, Newell GF Theory of oscillation type viscometers : The Oscillating Cup. 450–465
Mao Z, Zhang T (2017) Numerical analysis of an improved heating device for the electromagnetically driven oscillating cup viscometer. Adv Mech Eng 9:1–6. https://doi.org/10.1177/1687814017729075
Yakymovych A, Vus V, Mudry S (2016) Viscosity of liquid Cu-In-Sn alloys. J Mol Liq 219:845–850. https://doi.org/10.1016/j.molliq.2016.04.055
Brooks RF, Day AP, Andon RJL, Chapman LA, Mills KC, Quested PN (2001) Measurement of viscosities of metals and alloys with an oscillating viscometer. High Temp - High Press 33:73–82. https://doi.org/10.1068/htwu139
Solomons C, White MS (1967) Oscillating plate viscometry. 305–315
Busciglio A, Montante G, Kracík T, Moucha T, Paglianti A (2017) Rotary sloshing induced by impeller action in unbaffled stirred vessels. Chem Eng J 317:433–443. https://doi.org/10.1016/j.cej.2017.02.099
Nunes VMB, Queirós CSGP, Lourenço MJV, Santos FJV, Nieto de Castro CA (2018) Viscosity of industrially important Zn–Al alloys part II: alloys with higher contents of Al and Si. Int J Thermophys 39:1–10. https://doi.org/10.1007/s10765-018-2388-x
Quqazeh M, Aldabbas HA, Krishan MM, Musa N (2016) Characteristics and analysis for mechanical instrumentation used to measure fluid viscosity. 1–6
Elahi SH, Abdi H, Shahverdi HR (2013) Investigating viscosity variations of molten aluminum by calcium addition and stirring. Mater Lett 91:376–378. https://doi.org/10.1016/j.matlet.2012.09.109
Kono Y, Kenney-Benson C, Shibazaki Y, Park C, Shen G, Wang Y (2015) High-pressure viscosity of liquid Fe and FeS revisited by falling sphere viscometry using ultrafast X-ray imaging. Phys Earth Planet Inter 241:57–64. https://doi.org/10.1016/j.pepi.2015.02.006
Jo RS, Jo HS, Chai A (2017) Development of low-cost vision-based falling sphere viscometer. Proc 2017 IEEE Int Conf Signal Image Process Appl ICSIPA 2017 279–283. https://doi.org/10.1109/ICSIPA.2017.8120621
Elahi SH, Adelnia H, Shahverdi HR (2012) A simple accurate method for measuring viscosity of liquid metals at high temperatures. J Rheol (N Y N Y) 56:941–954. https://doi.org/10.1122/1.4709431
Lohöfer G (2020) Viscosity measurement by the oscillating drop method: the case of strongly damped oscillations. Int J Thermophys 41:1–13. https://doi.org/10.1007/s10765-020-2608-z
Mohr M, Wunderlich RK, Koch S, Galenko PK, Gangopadhyay AK, Kelton KF, Jiang JZ, Fecht HJ (2019) Surface tension and viscosity of Cu 50 Zr 50 measured by the oscillating drop technique on board the international space station. Microgravity Sci Technol 31:177–184. https://doi.org/10.1007/s12217-019-9678-1
Ishikawa T, Paradis PF, Okada JT, Kumar MV, Watanabe Y (2013) Viscosity of molten Mo, Ta, Os, Re, and W measured by electrostatic levitation. J Chem Thermodyn 65:1–6. https://doi.org/10.1016/j.jct.2013.05.036
Arashiro EY, Demarquette NR (1999) Use of the pendant drop method to measure interfacial tension between molten polymers. Mater Res 2:23–32. https://doi.org/10.1590/s1516-14391999000100005
Kargl F, Yuan C, Greaves GN (2015) Aerodynamic levitation: thermophysical property measurements of liquid oxides. Int J Microgravity Sci Appl 32:320212. https://doi.org/10.15011/ijmsa.32.320212
Wunderlich RK, Mohr M (2019) Non-linear effects in the oscillating drop method for viscosity measurements. High Temp - High Press 49:233–251. https://doi.org/10.32908/hthp.v48.648
Ma C, Zhao J, Cao C, Lin TC, Li X (2016) Fundamental study on laser interactions with nanoparticles-reinforced metals-part II: effect of nanoparticles on surface tension, viscosity, and laser melting. J Manuf Sci Eng Trans ASME 138. https://doi.org/10.1115/1.4033446
Xiao X, Hyers RW, Wunderlich RK, Fecht HJ, Matson DM (2018) Deformation induced frequency shifts of oscillating droplets during molten metal surface tension measurement. Appl Phys Lett 113:1–4. https://doi.org/10.1063/1.5039336
Assael MJ, Kakosimos K, Banish RM, Brillo J, Egry I, Brooks R, Quested PN, Mills KC, Nagashima A et al (2006) Reference data for the density and viscosity of liquid aluminum and liquid iron. J Phys Chem Ref Data 35:285–300. https://doi.org/10.1063/1.2149380
Gancarz T, Moser Z, Gąsior W, Pstruś J, Henein H (2011) A comparison of surface tension, viscosity, and density of Sn and Sn-Ag alloys using different measurement techniques. Int J Thermophys 32:1210–1233. https://doi.org/10.1007/s10765-011-1011-1
Barber EM, Muenger JR, Villforth FJ (1955) A high rate of shear rotational viscometer. Anal Chem 27:425–429. https://doi.org/10.1021/ac60099a030
Malik MM, Jeyakumar M, Hamed MS, Walker MJ, Shankar S (2010) Rotational rheometry of liquid metal systems: measurement geometry selection and flow curve analysis. J Nonnewton Fluid Mech 165:733–742. https://doi.org/10.1016/j.jnnfm.2010.03.009
Gabrysh AF, Eyring H, Ma SM, Liang K (1962) Automatic rotational viscometer and high-pressure apparatus for the study of the non-newtonian behavior of materials. Rev Sci Instrum 33:670–682. https://doi.org/10.1063/1.1746649
Blanco A, Azpilgain Z, Lozares J, Kapranos P, Hurtado I (2010) Rheological characterization of A201 aluminum alloy. Trans Nonferrous Met Soc China (English Ed 20:1638–1642. https://doi.org/10.1016/S1003-6326(09)60351-4
Li Y, Mao W, Zhu W, Yang B (2014) Rheological behavior of semi-solid 7075 aluminum alloy at steady state. China Foundry 11:79–84
Nishimura K (1996) Viscosity of fluidized snow. Cold Reg Sci Technol 24:117–127. https://doi.org/10.1016/0165-232X(95)00023-5
Jeng SC, Chen SW (1996) Determination of the solidification characteristics of the A356.2 aluminum alloy. Mater Sci Forum 217–222:283–288. https://doi.org/10.4028/www.scientific.net/msf.217-222.283
Riyaaz (2018) Searle viscosity differential flowmeter. Int J Pure Appl Math 118
Hirai M, Takebayashi K, Yoshikawa Y (1994) Effect of chemical composition on apparent viscosity of semisolid alloys. Isij Int 33:1182–1189. https://doi.org/10.2355/isijinternational.33.1182
Korolczuk-Hejnak M, Migas P (2012) Analysis of selected liquid steel viscosity. Arch Metall Mater 57:963–969. https://doi.org/10.2478/v10172-012-0107-3
Vieira EA, Kliauga AM, Ferrante M (2004) Microstructural evolution and rheological behaviour of aluminium alloys A356, and A356 + 0.5% Sn designed for thixocasting. J Mater Process Technol 155–156:1623–1628. https://doi.org/10.1016/j.jmatprotec.2004.04.358
Corey H, Creswick N (1970) A versatile recording Couette-type viscometer. J Texture Stud 1:155–166. https://doi.org/10.1111/j.1745-4603.1970.tb00720.x
Manrique LA, Porter RS (1975) An improved Couette high shear viscometer. Rheol Acta 14:926–930. https://doi.org/10.1007/BF01515893
Berberian JG (1980) A method for measuring small rotational velocities for a couette-type viscometer. Rev Sci Instrum 51:1136–1137. https://doi.org/10.1063/1.1136361
Barnes H (2011) Viscosity measurement. Thermopedia. https://doi.org/10.1615/AtoZ.v.viscosity_measurement
Gücüyener IH, Kok MV, Batmaz T (2002) End effect evaluation in rheological measurement of drilling fluids using Coutte coaxial cylinder viscometer. Energy Sources 24:441–449. https://doi.org/10.1080/00908310252889942
Hembree W, Bochtler B, Busch R (2018) High-temperature rotating cylinder rheometer for studying metallic glass forming liquids. Rev Sci Instrum 89:. https://doi.org/10.1063/1.5039318
Wunderlich AM, Brunn PO (1989) The complex rheological behavior of an aqueous cationic surfactant solution investigated in a Couette-type viscometer. Colloid Polym Sci 267:627–636. https://doi.org/10.1007/BF01410440
Cullen PJ, O’Donnell CP, Houška M (2003) Rotational rheometry using complex geometries - a review. J Texture Stud 34:1–20. https://doi.org/10.1111/j.1745-4603.2003.tb01052.x
Modigell M, Pape L (2008) A comparison of measuring devices used to prevent wall slip in viscosity measurements of metallic suspensions. Solid State Phenom 141–143:307–312. https://doi.org/10.4028/www.scientific.net/ssp.141-143.307
Soualhi H, Kadri EH, Ngo TT, Bouvet A, Cussigh F, Tahar ZEA (2017) Design of portable rheometer with new vane geometry to estimate concrete rheological parameters. J Civ Eng Manag 23:347–355. https://doi.org/10.3846/13923730.2015.1128481
Barnes HA, Nguyen QD (2001) Rotating vane rheometry-a review. J Nonnewton Fluid Mech 98:1–14. https://doi.org/10.1016/S0377-0257(01)00095-7
Bataineh KM (2014) Numerical investigation of secondary flow effect in cone-plate viscometer. Comput Fluids 101:105–113. https://doi.org/10.1016/j.compfluid.2014.06.009
Markovitz H, Elyash LJ, Padden FJ, DeWitt TW (1955) A cone-and-plate viscometer. J Colloid Sci 10:165–173. https://doi.org/10.1016/0095-8522(55)90023-4
Giacomin AJ, Gilbert PH (2017) Exact-solution for cone-plate viscometry. 175101
Falah NM (2016) Study the flow behavior of GNPs filled water and polymer using cone-on-plate viscometer. 488–494
Hellström LO, Samaha M, Wang K, Smits A, Hultmark M (2015) Errors in parallel-plate and cone-plate rheometer measurements due to sample underfill. Meas Sci Technol 26. https://doi.org/10.1088/0957-0233/26/1/015301
Viscoelastic O, Simulation F, Shuichi T, Michal KZ, Naoki W (2009) Evaluation of parallel plate type rheometer using an 37:113–120
Renuka A, Muthtamilselvan M, Doh DH, Cho GR (2020) Entropy analysis and nanofluid past a double stretchable spinning disk using homotopy analysis method. Math Comput Simul 171:152–169. https://doi.org/10.1016/j.matcom.2019.05.008
Song Y, Won C, Kang S, hoon, Lee H, Park SJ, Park SH, Yoon J, (2018) Characterization of glass viscosity with parallel plate and rotational viscometry. J Non Cryst Solids 486:27–35. https://doi.org/10.1016/j.jnoncrysol.2018.02.003
Dealy JM, Giacomin AJ (1993) Sliding plate and sliding cylinder rheometers. Rheol Meas 383–404. https://doi.org/10.1007/978-94-017-2898-0_12
Koran F, Dealy JM (1999) A high pressure sliding plate rheometer for polymer melts. J Rheol (N Y N Y) 43:1279–1290. https://doi.org/10.1122/1.551046
Roselli RJ, Diller KR (2011) Biotransport: principles and applications
Laxmanan V, Flemings MC (1980) Deformation of semi-solid Sn-15 Pct Pb alloy. Metall Trans A 11:1927–1937. https://doi.org/10.1007/BF02655112
Yurko JA, Flemings MC (2002) Rheology and microstructure of semi-solid aluminum alloys compressed in the drop-forge viscometer. Metall Mater Trans A Phys Metall Mater Sci 33:2737–2746. https://doi.org/10.1007/s11661-002-0396-7
Lashkari O, Ghomashchi R (2007) A new machine to characterize microstructural evolution of semi-solid metal billets through viscometery. Mater Des 28:1321–1325. https://doi.org/10.1016/j.matdes.2006.01.023
Lashkari O, Nafisi S, Ghomashchi R (2006) Microstructural characterization of rheo-cast billets prepared by variant pouring temperatures. Mater Sci Eng A 441:49–59. https://doi.org/10.1016/j.msea.2006.05.075
Fukui Y, Nara D, Kumazawa N (2015) Evaluation of the deformation behavior of a semi-solid hypereutectic Al-Si alloy compressed in a drop-forge viscometer. Metall Mater Trans A Phys Metall Mater Sci 46:1908–1916. https://doi.org/10.1007/s11661-015-2777-8
Malagutti L, Mollica F, Mazzanti V (2020) Error amplification in capillary viscometry of power law fluids with slip. Polym Test 91:106816. https://doi.org/10.1016/j.polymertesting.2020.106816
Lee E, Kim B, Choi S (2020) Hand-held, automatic capillary viscometer for analysis of Newtonian and non-Newtonian fluids. Sensors Actuators, A Phys 313:112176. https://doi.org/10.1016/j.sna.2020.112176
Fischer F, Bartz J, Schmitz K, Brouwer L, Schwarze H (2018) A numerical approach for the evaluation of a capillary viscometer experiment. BATH/ASME 2018 Symp Fluid Power Motion Control FPMC 2018 1–12. https://doi.org/10.1115/FPMC2018-8815
Chou TC, Lee J, Hsiai TK, Tai YC (2017) A vacuum capillary viscometer that measures the viscosity of biofluids. TRANSDUCERS 2017 - 19th Int Conf Solid-State Sensors, Actuators Microsystems 1547–1550. https://doi.org/10.1109/TRANSDUCERS.2017.7994355
Sieben M, Hanke R, Büchs J (2019) Contact-free determination of viscosity in multiple parallel samples. Sci Rep 9:1–10. https://doi.org/10.1038/s41598-019-44859-z
Zhu P, Lai J, Wu K, Zhang Z, Huang X, Zhang L, Liu J (2017) An attenuated time measurement based on pulse interval for oscillating cup viscometer. Proc - 2017 Chinese Autom Congr CAC 2017 2017-Janua:3109–3111. https://doi.org/10.1109/CAC.2017.8243309
Abbas KA, Abdulkarim SM, Saleh AM, Ebrahimian M (2010) Suitability of viscosity measurement methods for liquid food variety and applicability in food industry - a review. J Food, Agric Environ 8:100–107
Reilly A, Miller A, Jamali S, Newaz and (2020) A high precision falling-ball viscometer using a fast camera. 1–8
Kurkin EI, Chertykovtseva VO, Zakhvatkin YV (2020) Processing a brookfield rotational viscometer measurement results in the MATLAB. Key Eng Mater 834 KEM:82–89. https://doi.org/10.4028/www.scientific.net/KEM.834.82
Wang G, Du H, Guo B (2018) Determination of viscosity and wall slip behavior of a polymer-gel used for leakage control from Couette viscometry data. J Energy Resour Technol Trans ASME 140. https://doi.org/10.1115/1.4038384
Bakhtiyarov S, Siginer DA (2019) Rheoprocessing of semisolid aluminum alloys. Encycl Alum Its Alloy 2395–2406. https://doi.org/10.1201/9781351045636-140000239
Lang L, Alexandrov S, Lyamina E, Manh DV (2020) The Behavior of Melts with Vanishing Viscosity in the Cone-and-Plate Rheomete. Appl Sci 10(1):172. https://doi.org/10.3390/app10010172
Jiang T, Li J, Zhang S (2020) Design of a new structure for rotary viscometer. IOP Conf Ser Mater Sci Eng 782. https://doi.org/10.1088/1757-899X/782/2/022102
Simlandi S (2018) Rheological behaviour of semisolid A356 alloy slurry during cooling – an overview. 4:784–787
Funding
Ministry of Higher Education Malaysia under Fundamental research grant No. FRGS/1/2019/TK03/UMP/02/8 (University reference RDU1901122) and Universiti Malaysia Pahang under Internal Research grant RDU160311 and RDU 1603125.
Author information
Authors and Affiliations
Contributions
Writing: Arumugampillai Megalingam; supervision and investigation: Dr. Asnul Hadi Bin Ahmad, Dr. Mohd rashidi Bin Maarof, and Dr. Kumarasamy Sudhakar.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
The manuscript has not been submitted to any other journal for simultaneous consideration. All authors voluntarily agree to participate in this research study.
Consent for publication
The participants provided informed consent for the publication of their statements.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Megalingam, A., Ahmad, A.H.B., Maarof, M.R.B. et al. Viscosity measurements in semi-solid metal processing: current status and recent developments. Int J Adv Manuf Technol 119, 1435–1459 (2022). https://doi.org/10.1007/s00170-021-08356-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-08356-w