
Abstract
The main parameter required to characterize the rheological behavior of semi-solid metal, SSM, slurries is the “viscosity”. Since the viscosity depends on the microstructural characteristics of the SSM slurries and it is also a measure of their rheological behavior, viscometry may be employed to study the rheology and structure of SSM alloys. This is much faster and less expensive microstructural characterization method than quantitative metallography which is a time consuming operation and requires a highly skilled operator. Furthermore, it may be used as an on-line quality check in production of rheo-billets used as feedstock for near net shape manufacturing routes. Al-Si 356 foundry alloy with different morphologies of primary α-Al particles was tested at different initial applied pressures of 5–11 KPa, using parallel plate compression viscometery. The resulting strain–time graphs were further treated mathematically to calculate the viscosity of SSM billets. The viscosity was then attributed to the microstructure and primary phase flow during compression. It was shown that the dendritic primary α-Al structure has the highest viscosity number which is almost three orders of magnitude greater than those for a globular morphology. Such difference reduces to one order of magnitude when the rosette morphology is compared to that of globular structure.
This study has shown the validity and reliability of the “parallel plate compression viscometry” method in characterizing the microstructural evolution of rheocast SSM billets and highlights the correlation between the viscosity numbers and the resulting microstructures cast at different pouring temperatures.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
One of the main parameters to study the rheological behavior of semi-solid metal, SSM, slurries is the viscosity and its importance is equivalent to that of fluidity for liquid metals [1, 2] or tensile modulus in engineering materials [3]. The viscosity value is an indication of materials capability in filling the die cavity during casting operations. It is also a measure of the magnitude of force required for deformation of materials [4]. A lower viscosity value induces easier movement of SSM slurry through the die [5–7] and allows an intricate thin wall component to be cast with lesser machine pressure and metal scrap [8, 9].
The viscosity of SSM slurries is dependent on metallurgical parameters including the fraction solid, and its morphology, e.g., dendritic or globular, solid particle size and distribution, chemical composition of the alloy and pouring temperature. Pouring temperature is one of the most important parameters to influence the evolution of primary particles during semi-solid casting [10–13]. The current authors have also studied semi-solid metal structures in details and were able to generate a fully globular structure for conventionally cast hypoeutectic Al–Si alloys through manipulation of superheat [14]. Generally, higher superheats establish steeper temperature gradient across the bulk liquid and promote dendritic growth of primary phases such as α-Al in hypoeutectic Al–Si alloys.
Since the viscosity of SSM alloys is dependent on the metallurgical parameters and also is a measure of rheological behavior, rheological tests can be employed to characterize their microstructure. This is a much faster and less expensive characterization method than quantitative metallography, which is generally employed to characterize the microstructure of SSM billets. This is particularly beneficial if on-line quality checks are required in production of rheo-billets used as feedstock for near net shape manufacturing routes.
The current article reports on the application of parallel plate compression viscometry to characterize the morphology of the primary α-Al particles in conventionally cast SSM slurries of Al–Si alloys prepared through manipulation of pouring temperature.
Rheology
One way to examine the rheological behavior of paste-like materials is by the parallel plate compression test [15–17]. In this method, a dead weight is simply applied on the top surface of a SSM billet and its deformation behavior is studied by analyzing the strain variation with time. The resulting strain–time graph is further treated mathematically to determine the viscosity as an indication of the rheological behavior of the tested alloy [18, 19]. The interpretation of the results obtained from such graphs can be treated differently depending on the assumption of the SSM slurries behaving as Newtonian or non-Newtonian fluids. In the case of low applied shear rates of less than 0.01 (s−1), the resulting graphs could be treated similar to those of Newtonian fluids with the following equation to calculate the viscosity of the semi-solid cylindrical billets [15–19].
Equation (1) is based on the continuity and momentum equations of flow for a cylindrical specimen squeezed between two parallel plates where the sample does not fill the space between the plates and remains between the two parallel plates during the course of deformation. Integrating Eq. (1) for h = h 0 at t = 0 and h = h at t = t, yields Eq. (2).
Equation (2) is further treated mathematically knowing the initial pressure at the onset of deformation, \(P_{\text{o}} = \frac{{Fh_{\text{o}} }} {V}\), and assuming quasi steady state deformation behavior for the SSM billets, the viscosity–time relationship is given as (Eq. 3);
For both Newtonian and non-Newtonian fluids, the average shear rate, \( \mathop{\gamma}\limits^{\text{o}} _{{\text{av}}} \), at any instant during compression is given by Eq. (4),
where η, V, h o, h, F and t are, the viscosity (Pa s), volume of specimen (mm3), initial height (mm), instantaneous height (mm), applied dead force (N), and deformation time (s), respectively. The viscosity is then calculated as the inverse slope of the graph where the left hand side of the Eq. (3) is plotted against time.
Experimental procedures
Pre-alloyed ingots of 356 with the chemical composition given in Table 1, melted in an electric resistance furnace, degassed with Argon, and poured into a refractory coated steel mold of 75 mm diameter and 200 mm long at temperatures of 615, 630, 645, 675, and 695 °C, (superheats of ∼0–80 °C).
In all cases, two K-type thermocouples were installed at the mold center and near the wall with their tips at 80 mm from the bottom of the mold to monitor the temperature distribution of the bulk liquid during solidification. Solidification of the alloy continued up to the point where the melt temperature reached 594 ± 1 °C at the center of the billet. At this moment the billet transferred and compressed uniaxially in a parallel plate compression test machine. A solid fraction of 0.33 is expected to form at this temperature according to the equilibrium lever rule and Scheil’s equation.Footnote 1 The wall temperature was registered at 591 ± 1 °C.
The machine used for compression tests was designed and constructed in our labs [20] for applications of 1–100 kg dead weight, Fig. 1. The dead weight motion is controlled pneumatically. The applied force and resulting displacement are monitored using a 300 kg maximum capacity load cell with <0.02% precision and a displacement transducer (0–255 mm), with precision of (±0.1–0.2%) full stroke. A cylindrical furnace is installed on the press bed to keep the billet temperature constant during the compression tests. The furnace is equipped with two quartz heat resistant windows to view the billet from the front and back of the furnace. There are two K-type thermocouples positioned within the furnace to control the chamber temperature.

Schematic diagram and the actual parallel plate test machine designed and fabricated
The temperature of the furnace was kept constant at 594 ± 2 °C in all trials; the same as the billet temperature at the end of casting. The applied dead weight varied between 2.1 and 5.1 kg and the changes in the billet height was registered versus time using a national instrument data acquisition unit, SCXI-1102™. The billets were taken out of the furnace immediately after deformation and quenched rapidly in cold water.
It should be noted that the application of parallel plate compression tests in characterizing the microstructure of as-cast rheo-billets has not been reported before and was only employed for thixo-cast samples [15–17].
The microstructure of the as-cast and deformed billets was examined on metallographic specimens prepared from regions between the center and mold wall at 80 mm from the bottom of each billet and at regions with maximum strain, respectively.
Results and discussion
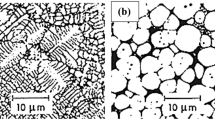
The morphological evolution of the primary α-Al phase with decreasing pouring temperature is shown by the optical micrographs in Fig. 2. Detailed analysis of the resulting microstructure and the effect of pouring temperature are reported elsewhere [14]. The registered thermal data for low superheats shows the very large temperature gap between the wall and center during the early stage of solidification which encourages faster heat flow towards the mold wall. However, the mold coating coupled with the resulting air gap and the mold thin wall decelerate the rate of heat dissipation into the surrounding environment. As a result, the melt temperature near the mold wall increases and a shallow temperature gradient establishes across the bulk molten alloy. The resulting thermal equilibrium, i.e., homogenous cooling condition, across the bulk liquid is reached at shorter times and lower temperatures for the alloys poured at lower temperature. The low bulk temperature and shallow thermal gradient coupled with multi-directional heat flow due to the mold geometry promote the formation of equiaxed and globular structure as shown in Fig. 2, 615 °C. As pouring temperature increases, the resulting steeper thermal gradient postpones equiaxed growth to form rosette, 630–645 °C and dendritic, 675–695 °C, structures, respectively. As discussed later, the morphology of the primary α-Al has considerable effect on the viscosity of the SSM billets.

Typical microstructure formed at different pouring temperatures; (a) 695 °C-dendritic, (b) 675 °C-dendritic, (c) 645 °C-rosette, (d) 630 °C mixed rosette and globular, (e) 615 °C-globular
Table 2 shows the average cooling rate (dT/dt) at the center and near the wall of the mold during solidification in all trials. It is evident that the difference in cooling rate decreases with reducing pouring temperature.
Strain–time graph
The effect of α-Al morphology on the ability of the billets to deform is clearly observable in strain–time graphs presented in Fig. 3. Three regions recognized on these graphs;
-
(1)
Stage I, where the billet flows almost without any resistance to applied pressure. This may be attributed to easy movement of the primary α-Al particles within the residual liquid and without appreciable collision. The extent of this region is dependent on the pouring temperature, and it is greater at lower pouring temperature.
-
(2)
Stage II, where there is some degree of resistance to flow. This is due to the collision of solid particles and formation of α-Al agglomerates. The agglomerated chunks are the resisting constituents to billet flow.
Both stages I and II are regarded as non-steady state deformation, since the slope of the graphs varies with time. The reducing trend in the slope may be attributed to mainly the collision and agglomeration of the primary α-Al particles.
-
(3)
Stage III, where the billet flows almost steadily with a constant slope. It is believed the two processes of agglomeration and de-agglomeration have reached an equilibrium state, i.e., quasi steady state equilibrium.

Strain–time graphs obtained at different pouring temperatures and under different applied pressures (a) 4.8 KPa, (b) 8.9 KPa, (c) 11.2 KPa
The applied pressure is also an important parameter to induce more engineering strain. However, the maximum and minimum engineering strains are always obtained at 615 °C and 695 °C pouring temperatures respectively, irrespective of the applied pressure. In other words, the structure at 615 °C shows less resistance to plastic deformation and if examined in conjunction with optical micrographs in Fig. 2, the obvious conclusion is that, “the more globular and finer microstructure yields more engineering strain, better flow”. The pouring temperatures of 630 and 645 °C as the representative of rosette microstructure have shown a moderate resistance to deformation somewhere between the globular and dendritic morphologies. The worst deformation behavior, greatest resistance to flow, obtained for the pouring temperatures of 675 and 695 °C, irrespective of the applied pressure, where dendritic morphology is dominant.
Liquid segregation
The optical micrographs taken from the central parts of the deformed billets, where deformation is maximum, Figs. 4 and 5, show almost no liquid segregation for low superheats and some minor segregation at the higher superheats. The absence of liquid segregation for low pouring temperature billets may be attributed to the globular structure of the billets, which allows easy glide of the primary α-Al particles over one another almost at the same speed as the liquid flows through the inter-particle channels. This is further assisted by the fine particle size and the low values of shear rate, 0.001–0.00001 (s−1). Low shear rates allows solid particles to move easily without excessive collision to bring about homogenous distribution of α-Al phase. The micrographs presented in Figs. 4 and 5 prove such theory and show almost no segregation of liquid at different applied pressures. Nonetheless minor liquid segregation could be seen near the wall, particularly in the dendritic structure, Fig. 5, which is due to dendrites interlocking and thus inability to move freely, in contrast to the globules. The reader should be reminded that such segregation within dendritic morphology has taken place just after 0.1 engineering strain, Fig. 5, against 0.6 strain in the case of globular microstructure, Fig. 4. This further supports the suitability of globular structure by having lower susceptibility to liquid segregation and better flowability during die casting of SSM billets. The as-cast die-cast parts made from billets with globular morphology should have more uniform structure.

Microstructure of as-deformed SSM billets, maximum strain = 0.6, cast at 615 °C; (a) 8.9 KPa, (b) 11.2 KPa applied pressures, 25×

Microstructure of as-deformed SSM billets, maximum strain = 0.1, cast at 695 °C, (a) 8.9 KPa, (b) 11.2 KPa applied pressures, 25×
The main shortcoming of semi-solid materials, the segregation of residual liquid during deformation [7], which is due to the separation of liquid from the solid phase under pressure is therefore mitigated or even overcome by the refinement and globularization of the solid particles and the application of lower applied shear rate.
Viscosity
Figure 6, the graphs developed from Newtonian model, Eq. (3), using the results for instant height versus time during the steady state stage of deformation, ∼200s after the beginning of each compression test, shows the same behavior as the strain–time graphs, Fig. 3. The viscosity is calculated through the inverse slope of these graphs. The calculated viscosity values are listed in Table 3, for all trials. The results support those of the previously reported for semi-solid alloys of Sn-15%Pb [15] and A356 [21] with logarithmic viscosity numbers of 6–9. It is evident that, there is almost three orders of magnitude difference between the viscosity numbers for dendritic, 695 °C, and globular, 615 °C, morphologies and one order of magnitude difference in the case of rosette, 630–645 °C, morphology.

Steady state part of the graphs, where \( A = \left[ \frac{{3Vh_{\text{o}} }} {{8{\pi }P_{\text{o}} }}\left( {\frac{1} {{h^4 }} - \frac{1} {{h_{\text{o}}^4 }}} \right) \right] \), Pa-1 is plotted against time after 200s from the beginning of each test to calculate the viscosity at; (a) 4.8 KPa, (b) 8.9 KPa and (c) 11.2 KPa
As qualitatively explained before, i.e., easier flow of globular structure, it is shown quantitatively that in contrast to dendritic particles, microstructures with more globular primary α-Al have lower viscosity numbers. Lowering the pouring temperature down to the liquidus point provided appropriate conditions to produce equiaxed α-Al particles within the melt and brought about lower viscosity numbers. The equiaxed grains flow with less resistance as compared to dendrites. This is due to the lack of secondary, tertiary and higher degree branches which impede particle movement as a result of branches’ interlocking.
It is further noticeable that the viscosity numbers for each temperature did not change significantly with the applied pressure or shear rate which may confirm the assumption of treating the SSM billets as Newtonian fluid is not an exaggerated assumption.
Conclusions
-
(1)
The reduction of pouring temperature down to 615 °C brings about globular microstructure with improved flow characteristics of the billets.
-
(2)
The liquid segregation within the SSM structures is dependent on the applied shear stress and size and morphology of primary α-Al particles. It is reduced at lower shear rates and with finer and globular primary α-Al particles.
-
(3)
The calculated viscosity numbers for the billets with globular primary α-Al particles prepared at 615 °C are almost three orders of magnitude less than the fully dendritic cast structure at 695 °C. The difference reduces to one order of magnitude in the case of rosette morphology compared to that of globular. The actual viscosity value plays an important role during die filling of such billets.
-
(4)
Rheological principles and tests may be employed as an alternative route to quantitative metallography to characterize the quality of billets cast by different SSM technologies.
-
(5)
The parallel plate compression test is simple, fast and effective method to characterize SSM microstructure. It may even be used to differentiate amongst the globular, rosette and dendritic morphologies of the primary α-Al particles in Al-alloys.
Notes
Solidification of alloys where there is no diffusion in the solid. For more information, references should be made to solidification text books.
References
Nafisi S, Lashkari O, Ghomashchi R, Charette A (2004) Effect of different fraction solids on the fluidity of rheocast 356 Al–Si Alloy”, multi phase phenomena and CFD modeling and solidification in materials processes, TMS publication, North Carolina, 14–18 March, pp 119–128
Assar A, El-Mahllawy N, Taha MA (1981) Aluminum 57(12):807
Goodwin JW, Hughes RW (2000) Rheology for chemists, an introduction. Royal society of chemistry Pub., UK
Suéry M (2002) Mise en Forme des alliages métalliques a l’état semi solide, LAVOISIER Pub
Zehe R (1999) Light Metal Age 57(9)62
Yang X, Jing Y, Liu J (2002) J Mater Proc Technol 130–131:569
Beaulieu A, Azzi L, Ajersch F, Turenne S (2001) Numerical modeling and experimental analysis of die cast semi-solid A356 Alloy, Proceeding of Flemings MC, TMS, pp 261–265
Flemings MC, Riek RG, Young KP (1976) Int Cast Metal J 1(3):11
Brissing K, Young K (2000) Die Cast Eng 44(6):34
Shibata R, Kaneuchi T, Souda T, Yamane H, “Formation of Spherical Solid Phase in Die Casting Shot Sleeve Without Any Agitation”, 5th International Conference on Semi-Solid Processing of Alloys and Composites, June 23-25, 1998, Colorado School of Mines, Golden, Colorado, USA, 1998, pp.465-469
Wang H, Davidson CJ, Taylor JA, StJohn DH (2002) Mater Sci Forum 396–402:143
Mao W, Cui C, Zhao A, Yang J, Zhong X (2001) J Mater Sci Technol 17(6):615
Midson S, Young K (1998) Impact of casting temperature on the quality of components semi-solid metal cast form alloys 319 and 356’, 5th AFS International Conference of Molten Aluminum, pp 409–422
Lashkari O, Nafisi Sh, Ghomashchi R (2005) J Mater Sci. Eng A, accepted for publication, March 2006
Laxmanan V, Flemings MC (1980) Metal Trans A 11A(DEC):1927
Surey M, Flemings MC (1982) Metal Trans A 13A(October):1809
Azzi L, Ajersch F (2002) Development of aluminum-base alloys for forming in semi solid state, TransAl conference, June Lyon, France, pp 23–33
Dienes GH, Klemm HF (1946) J Appl Phys 17:458
Gearhart WM, Kennedy WD (1949) High temperature evaluation of plasticizers by the parallel plate plastomer, Ind Eng Chem, April pp 695–701
Lashkari O, Ghomashchi R (2004) Fabrication of a simple compression parallel plate test machine to study the rheological behavior of SSM slugs prepared by SEED, Industrial report, ALCAN Inter., August
Yurko JA, Flemings MC (2002) Metal Trans A 33A(Aug):2737
Acknowledgments
The authors would like to gratefully acknowledge financial support from Natural Sciences and Engineering Research Council of Canada, ALCAN International Limited, Centre Québécois de recherche et de développement de l’aluminium (CQRDA), la Fondation de l’UQAC and the endowment fund of UQAC. This research is carried out under NSERC-ALCAN-UQAC industrial research chair (R.G.).
Author information
Authors and Affiliations
Corresponding author
Additional information
Prof. Ghomashchi is now director of Advanced Materials and Processing Research Institute, https://doi.org/www.ampr-institute.com/
Rights and permissions
About this article
Cite this article
Lashkari, O., Ghomashchi, R. “The implication of rheological principles for characterization of semi-solid Al–Si cast billets”. J Mater Sci 41, 5958–5965 (2006). https://doi.org/10.1007/s10853-006-0280-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-006-0280-8