
Abstract
In this paper, an integrated production, maintenance, and quality control strategy for a degradation production system is presented. Production system is impacted by production rates and subject to random failure as well as quality deterioration. The production system under the forecasting problem is composed of a degrading machine producing one type of product to satisfy the random demand with a given service level. During a finite horizon, the production variation from period to other influences the machine degradation as well as the failure rate that consequently impacts the product quality. In order to decrease the defective rate, increase the system availability, and satisfy the random demand under service level, a novel policy of production, maintenance, and quality control is proposed. Face to quality deterioration, and differently to traditional sampling inspections standards (such as ISO 2859,..) which is only based on quality requirements, this study proposes a new quality control based on interactions with production and maintenance strategies under degradation constraint. Thus, the proposed dynamic sampling strategy takes into account the failure rate impacted by the variation of production rate. In order to minimize the total cost and satisfy the random demand under service level and quality constraints, the present study aims to establish an economical production policy as well as a maintenance strategy and a quality control policy taking into account the influence of production on degradation degree of machine. Given the complexity of modeling stochastic and constrained optimization problem, analytical studies as well as optimization techniques are used to facilitate resolution of the problem. It consists of transforming it from stochastic to deterministic form and determining its economic solutions. To illustrate the proposed integrated control approach, numerical examples and sensitivity analysis are conducted.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the modern production systems, the integration of production, maintenance, and quality plays a critical role in the control policy and the decision-making of production systems. The service level of customer satisfaction is based mainly on the quality constraint. Hence, the existence of different continuous improvement tools to guarantee the high quality in the production process. However, the development of new models allowing companies to identify a strategic target to balance between the three key functions (production, maintenance, and quality) is limited in the literature [1]. Thus, the objective of this paper aims to develop an integrated model which proposed a best-balanced combination of the three key functions while increasing the overall performance of the production system.
In the manufacturing system domain, several quality control policies are based on sampling plans. We can observe that most of the sampling plans are static (their parameters do not change over time). However, this type of quality control is not always reliable since many complex manufacturing processes (electronics, automobile, and chemical industries) are characterized by a deterioration phenomenon that is dependent on the production variation that certainly has a significant impact on the control policy [2].
Based on these observations, more researches are necessary, because the industrial sector requires advanced engineering scheduling methods for joint production, quality control, and maintenance planning. In addition, one should take into consideration the integration of the deterioration/degradation phenomenon into the model in order to maintain the profitability of companies [3].
The novelty of this paper, compared to literature works, is to integrate the maintenance strategy with quality control by considering a dynamic sampling inspection. The integrated maintenance strategy is based on the production system degradation increasing according to both time and production variation. Since the originality of this study, firstly, is the analytical modeling of production and maintenance policies based on an analytical relation of the increasing failure rate according to both machine use and time. Secondly, the analytical relationship between degradation, failure rate, and quality and the modeling of dynamic sampling policy according to the increasing degradation. In the integrated maintenance and quality area, this present study shows the difference to the most of literature research works. Indeed, these works use a constant demand rate with a maintenance strategy based on hedging point policy without considering the production rate variation and its influence on the deterioration of the machine [4, 5]. Indeed, the effect of demand variability on production control policies has been little studied in the literature [6]. The variation in demand can be deterministic, causal, or random. For random demand, production policies have been developed in the literature without considering the dynamic and stochastic environment of production [7]. In the case of a production system evolving in a dynamic and stochastic environment, a seasonal demand has been considered, giving rise to policies of production/maintenance control [8], and of manufacture/refurbishment [9].
To show the originality of our proposed integrated model, it is necessary to adequately situate our work (Table 1). We present an overview of the literature of relevant research subjects that have been addressed in recent years in the field of the production system. So, we consider the literature models that have concentrated on (i) production and quality relationship, (ii) quality and maintenance strategies, (iii) strategies of the quality control integrated simultaneously with production and maintenance policies, and (iv) deterioration and degradation models. In the following paragraphs, we present these different issues.
We start by presenting the main literature works that studied the relationship between quality and production. Kim and Gershwin [10, 11] studied the intersection between the productivity and quality by analyzing how production system design, quality, and productivity are inter-related in some production system. Tadj et al. [12] treated a controlling problem of production rate for a production- inventory system with deteriorating items by deriving the optimal control of a cost minimization and profit maximization problems. Blumenfeld and Owen [13] derived a representative quality and operating speed relationship for a manufacturing system’s performance. In same context, by using the statistical control charts, Colledani and Tolio [14] presented an analytical model to evaluate the performance of production system by considering a joint quality and production logistics. They contributed a new quality control for production system by considering the behavior of machines, which are controlled by statistical control charts, considering the impact of the quality control on the logistic flow of parts. An analytical model that deals with the interaction between quality and production for a failure-prone manufacturing system that produces a random fraction of defective items is presented in [15]. Nourelfath et al. [16] presented an optimization model for a jointly production, maintenance, and quality problem of imperfect production system. The process is characterized by two statuses: in-control or out of control. The machine produces non-conforming items in out of control. The objective is to minimize the total cost of production, maintenance, and quality in order to determine a joint selection of optimal values of production and maintenance.
As shown in the presented works, the existing of a several research studies deals jointly with quality and production. The study of such a relationship has imagined new directions towards taking into account the maintenance strategies, since the fundamental functions of production quality and maintenance are closely linked. Unfortunately, the amount of literature in this area is limited. Hence, the present study proposes a new and more realistic vision integrating the three functions, since most of real production system is characterized by a forecasting of random demand, random inventory, and service level. Hence, the importance of this work shows a great correlation between these three functions.
Concerning the integrated maintenance strategy to quality, several research studies are dealt with the impact of the quality information feedback on the decision-making of maintenance strategies in order to improve the quality of production. In this context, Njike et al. [17] proposed a new maintenance and production control problem with an interactive feedback of product quality. They developed an optimal control model to minimize the expected discounted cost of maintenance, inventory holding, and backlogs. Radhoui et al. [18] developed a joint preventive maintenance strategy and quality control for a manufacturing system producing conforming and defective products. The decision of maintenance actions on the production system depends to the proportion of defective units detected on each lot by its comparison with a threshold value. On another hand, the problem of the influence of an imperfect machine, which operates on imperfect raw materials, on the production conformity based on Markovian model is presented in [19]. Biao et al. [20] proposed a joint model by integrating the quality improvement into preventive maintenance decision-making to improve the machine reliability and product quality. Recently, Duffua et al. [21] developed an integrated production, maintenance, and quality control model to optimize simultaneously the decision of the three key functions. They minimized the total cost per unit time of production planning, inventory holding, maintenance plan, and process control to determine the decision variables.
As indicated on the existing research studies concerning the integrate maintenance to quality, we remark the lack of the analytical correlation between the maintenance and quality and the source of this non-quality to properly apply the maintenance strategy, since most of the literature works are based on the inspection of quality with maintenance actions without presenting and justifying the choice of the apply maintenance strategy. Hence, the present study proposes a new analytical correlation model. This proposed model shows the source of the non-quality that is the increasing degradation of machine impacted by the production variation and time. Subsequently, we have proposed the best maintenance strategy that is perfectly preventive maintenance actions with minimal repair. This choice is both to guarantee the continuity of machine reliability and availability and to reduce the degradation degree as well as the non-quality of items.
Despite the importance of the quality aspect in the different works mentioned before, we notice that it is lacking with the consideration of the techniques of the quality control inspection integrated with production and maintenance policies (such as 100% inspection of all items, control charts, sampling inspection…). In this context, the combination of maintenance strategies and statistical process control (SPC) approaches is presented in several literature works such as [22,23,24,25]. Indeed, Ben-Daya and Rahim [22] proposed an integrated model of joint optimization, maintenance, and economic design of x̄-control chart to reduce the rate of transition to an out of control state using the level of preventive maintenance. Yin et al. [25] developed an integrated statistical process control and maintenance model in which the equipment failure and the control chart alert generate the achievement of corrective and predictive maintenance actions, respectively. Some authors have used the technique of sampling inspection integrated to the production and maintenance. In this context, Bouslah et al. [26] studied the joint lot sizing and production problem for an unreliable production system with an acceptance sampling plan to control the quality of lots produced. They minimized the total cost of production, transportation, inspection, rejection of defective items, replacement for returned defective items, holding, and backlog, basing on hedging point policy. Further research works have been developed, based on continuous sampling plans as an inspection approach, to control the quality to improve the performance of manufacturing system such as [1]. Continuous sampling plans which consist of alternating 100% inspection and inspection sequences to control the outgoing quality for a manufacturing system have been originally introduced by [27]. In practice, various industrial sectors characterized by a continuous manufacturing systems such as electronics and automobile industries employed a continuous sampling plans to control quality [28,29,30]. Other several sampling strategies were characterized by the dynamic sampling and dependent to the factory variability such as the work presented by [31]. The authors introduced a dynamic sampling strategy based on the information obtained after the lot inspecting and the current state of production. However, this dynamic sampling strategy has not considered the interaction with production and maintenance.
According to the above-mentioned works, concerning the technique of quality control integrated to production and maintenance, we remark that most of the approaches are based on static sampling inspection without considering the different factors that can impact the stability of processes as well as the quality of products. Even approaches that present a dynamic inspection do not considered the interaction with production and maintenance [31] or consider only the number of defects during production without taking into account the source of non-quality.
Hence, the present study proposes an improved quality control approach based on dynamic sampling inspection which depends to the degradation. This last impacted by production and time of the machine which presents the cause of the non-quality of products, since the average number of defectives depends to the average number of failures. Consequently, we propose the adequate maintenance strategy to reduce the degradation, the average number of failure, and the average quantity of defectives. This new proposed approach brings us back to discuss the work of the literature concerning the deterioration and the degradation of manufacturing system and its relationship with the production, maintenance, and quality.
This is the subject of the following discussion where we have presented the different literature works concerning the integrated production, maintenance, and quality considering the deterioration or the degradation of manufacturing system.
In the literature, several researches took into consideration the degradation of manufacturing system on the optimal integrated production, maintenance, and quality strategies. Rivera-Gómez et al. [32] studied a joint production, quality, and maintenance problem for an unreliable manufacturing system under quality deterioration consideration. An optimal threshold of production and an optimal maintenance strategy considering the presence of defectives are determined. Bouslah et al. [4] investigated a joint production design, preventive maintenance, and continuous sampling inspection of a deteriorating manufacturing system. They proposed two models of continuous sampling plan by using a mathematical formulation strategy to highlight the interaction between production, maintenance, reliability, and quality. Hajej et al. [33] considered a degradation production system that produces conforming and non-conforming items to meet a forecasting demand. They developed a joint optimization model that minimizes the total cost of production, maintenance, and defectives. Recently, Rivera-Gómeza et al. [5] presented an integrated production, maintenance, and quality control for a continuous manufacturing system subject to quality deterioration. They proposed a production policy and preventive maintenance strategy as well as quality control policy to minimize the total cost under a quality constraint.
In these different last presented works, the integrated strategy is based on the deterioration considering only the time without considering the variation of the production and its impact on the degradation. Hence, the proposed study presented an increasing degradation according to both machine use and time, by developing a new analytical relation of failure rate that impact the average number of failures as well as the maintenance and quality strategies.
The paper is organized as follows. Section 2 presents the assumptions and description of the production system under study. Section 3 introduces the methodological procedures of proposed approach. The integrated model formulation for production, maintenance, and quality control policies under study are presented in Section 4. Afterwards, an optimization approach used to solve the three optimization problems is detailed in Section 5. Moreover, a numerical example is analyzed in Section 6 to illustrate the proposed approach. Section 7 concludes the paper.
2 Assumptions and problem statement
2.1 Problem description
This paper deals a forecasting problem with analysis of a single-unit manufacturing system subject to degradation impacting by production variation. The model proposed in this study is robust and can be applicable for all forecasting production environment characterized by uncertainty information and for every type of discrete or continuous production system. Indeed, it is possible to consider both the discrete and continuous productions by modeling our approach with a little improvement at level of our mathematical model and assumptions. However, we deal in this study a forecasting problem during a finite horizon that divided on several discrete production periods with a customer satisfaction that is made in the end of each period. So, we can consider in each period a continuous production. Consequently, we can obtain in same time a discrete production (several production periods) during the finite horizon and continuous production in each period. Our forecasting problem can study the mass production type since the proposed production system can product only one type of product to satisfy the random demand. It is possible to consider the other types such as batch, highly customized production, which requires an improvement and specification at the level of mathematical modeling.
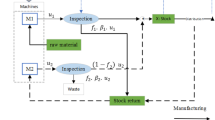
The machine satisfies a random forecasting demand characterized by an average demand \( \hat{d}(k) \) and standard deviation σd(k). However, the machine of manufacturing system produces a quantity of production for each period (k: k:1,..,H) during a finite horizon H.Δt, to satisfy the quantity of random demand under a given service level. Furthermore, production system concerned is subjected to random failures and repairs. In response to each random failure, a minimal repair can be piloted, which returns the machine to as-bad-as-old (ABAO) state. Also, production equipment is subjected to a continuous increasing degradation which impacted by production rate variation and consequently leads to an increase of defective rate. In this study, to guarantee a certain average of quality limit AOQLmax required by the customers, we implemented a quality dynamic sampling plan. More precisely, for each production period k, the proposed quality control policy involves that a sampling fraction of the produced articles is inspected before being moved to the inventory stock. The defective products which are identified during inspection will be rectified before transfer to the inventory stock. The proportion of defect found in the inspection and the average number of failure help to find the periodically preventive maintenance planning. The maintenance strategy is characterized by the number N of preventive maintenance actions interval T = δ.Δt, with N = (H.Δt)/T, during the finite production horizon. For each preventive maintenance action, we apply a perfect maintenance AGAN (as-good-as-new) to mitigate the effects of machine degradation and restore its performance to a new state. We assume that the durations of preventive maintenance actions and the minimal repairs are negligible. The goal of the model is to jointly determine the production rate, the fraction of production inspected and the preventive maintenance plan by minimizing the total cost and satisfying the random demand under service level and quality constraints. The total cost includes production, inventory, inspection, rectification, defectives, corrective, and preventive maintenance costs (Fig. 1).

Problem description
Recall that the contribution originality is to study the impact of the variation of the production rate from one period to another, due to the demand forecasting, on the machine degradation. Consequantly, the impact of machine degradation on the failure rate and defective rate as well as on the maintenance strategy and quality control policy.
The proposed integrated approach of the three production, maintenance, and quality functions is characterized, firstly, by the correlation between the production and machine degradation, and secondly, the correlation between failures-degradation and quality-degradation. Hence, the proposed maintenance strategy is served to determine the optimal number of preventive maintenance action, applied during the finite production horizon. Its objective is to reduce the machine degradation, the average number of failures, and the average quantity of defectives by restoring the equipment into as-good-as-new state. The role of maintenance strategy is to guaranty the continuity of the reliability and availability of the machine to satisfy the random demands under the given service level. Together, it serves to guarantee the quality of product by reducing the defective rate while minimizing the total cost of maintenance, production, and control quality.
2.2 Assumptions
The analytical model developed in this study is based on the different notations (Appendix: notations) and on the following assumptions:
-
The demand is random and characterized by an average demand and standard deviation during all production horizon.
-
The production rate variation increasingly influenced the process degradation.
-
The degradation of process negatively impacts product quality.
-
At each preventive maintenance action, a perfect repair that restores the machine to as-good-as-new (AGAN) states.
-
At each failure, a minimal repair is applied, leaving the machine in as-bad-as-old (ABAO) states.
-
The proportion of defective products detected in the inspection is rectified before being shipped to the principal stock.
3 Methodological procedures of proposed approach
The integrated maintenance, production, and quality for the forecasting problem are based on sequential optimization approach. Firstly, we determine the economic plan of production to satisfy the random demands during the finite horizon under a given service level, by minimizing the total cost of production and inventory. The optimization of production policy is based on the transformation of the stochastic model to deterministic equivalent form to facilitate the resolution of the production problem. The obtained deterministic production problem maintains and respects the same structural properties of the original problem as well as the decision variables. It allows appropriate algorithms derived from deterministic mathematical programming to be used as solving procedures.
Secondly, we use the obtained economic plan of production in the maintenance and quality policies by considering the influence of production rate variation on the two policies and minimizing the total cost. The objective is to obtain a balance between the three functions. Indeed, more production can generate a more degradation and consequently more failure rate and more defective rate. More failure rate can generate more preventive maintenance actions as well as more maintenance cost, and in same time, more defective can generate more inspection and rectification costs. So, to guarantee this economic production plan satisfying the random demands and the high quality of product, it must maintain the availability and reliability of the production system. In this case, we propose an optimal maintenance strategy. The different relationships between the three functions are presented by original analytically equations that considered new comparison to the literature works in this area.
The global approach is presented by the following diagram (Fig. 2) and detailed later in the following sections.

Global approach
4 Model formulation and production/quality/maintenance policies
The manufacturing system is unreliable. However, the mode of machine is characterized by a stochastic process with an operation state, down state where a minimal repair is conducted, and maintenance state where a preventive maintenance is conducted with a perfect repair to restore to as-good-as-new (AGAN) state.
Given that the manufacturing system is subject to degradation impacting by variable production, our model seeks to identify the impact of production on degradation process as well as the latter on product quality and integrate the effects of quality-degradation in the joint control strategy [34]. Furthermore, the use of the machine and number of failures is commonly deployed as indicator of the level of the machine degradation; it serves us to define a failures-degradation relationship [35]. Our formulation involves that degradation machine has a negative impact of product quality based on the relationships between failures-degradation and degradation-quality, leading then to define a failure-quality relationship increases with production/time of machine at each period k presented by the following relation:
With \( \varDelta {\lambda}_k\left(u(k),t\right)=\frac{u(k)}{U_{\mathrm{max}}}\cdotp {\lambda}_0(t) \) For t ∈ [0, Δt] and Ck = 0(t = 0) = c0.where C0 is the value of the rate of defective at the initial condition (t = 0), C1 represents the upper limit for quality deterioration, and λq and γq are given positive constants. Note that when the machine works with its maximal production rate (\( \frac{u(k)}{U_{\mathrm{max}}}\to 1 \)), it deteriorates faster and produce more defectives, and when \( \frac{u(k)}{U_{\mathrm{max}}}\to 0 \), the machine slows down its deterioration rate, producing defectives at a slower rate. These different parameters can be derived from historical production data records using estimation techniques such as the maximum likelihood estimation and the median-rank regression methods [36, 37]. The defective rate increases as the production the system undergoes more failures. In addition, defective product units that are not detected (or passed) in the inspection will reach the final customer at a rate defined by the average outgoing quality at each period k, AOQ(k), as follows:
where AOQ(k) defines the defectives quantity detected by the final customer and α(k) is the portion of inspected products for each production rate u(k) at each period k. X(k) presents the average number of defectives during each production period k defined as follows:
Therefore, considering the quality level requirement of customer, we must guarantee a limit of average outgoing quality (AOQL), presented as the maximum value observed for AOQ(.), does not exceed the limit required by customers, AOQLmax. So, the AOQL is defined as follows:
The objective of this study is to determine for the economic production plan obtained satisfying the random demand under service level and the optimal combination of preventive maintenance and inspection, so that the AOQL does not surpass the maximum limit AOQLmax required by customers.
4.1 Quality policy
In order to control the production quality for each period, we assume that production inspected fraction α(·) is presented by a dynamic and continuously adjusted function depend to the degradation level of the machine. In order to integrate the effects of the machine degradation with continuous deterioration of product quality, the sampling plan must be dynamic according to the average number of failures [34, 38]. Recall that the machine degradation is increased according to time and production rate variation which affects the quality deterioration, and, in this case, more defectives are produced. Furthermore, in our sampling plan strategy, we note that the sampling fraction depend to the state of degradation of the machine as the machine wears. In this case, we consider that the sampling fraction increases with the increasing degradation degree of the machine as well as the increasing rate of defectives. Hence, the fraction of inspected products for the sampling policy is modeled by a function given by the following equation:
with
\( {n}_k(t)=\underset{0}{\overset{\varDelta t}{\int }}{\lambda}_k\left(u(k),t\right) dt \)current number of failures at period k
nkmax(t)maximum number of failures considered in the deterioration process at period k
where λk(u(k), t) is the cumulative failure rate for each production period k which depends to the previous failure rate and the production rate at period k, α0 is inspected products fraction at initial conditions, α1 is the maximum limit considered for the sampling fraction, and r is a positive constant. This last equation determines the fraction of sampling inspection which depends to the average number of failures for each period k. In this context, several works have proposed methods of sampling plan to model progressive adjustment according to the deterioration level of the equipment such as [39, 40]. Figure 3 illustrate the trend of the sampling fraction according to the degradation degree of the machine and to different values of parameters r and α1. These parameters increase when the machine experiences more failures and minimal repairs.

Trend of the sampling fraction. a Effect of the parameter r. b Effect of the parameter α1
4.2 Production policy
We consider a forecasting optimization problem in order to satisfy a random demand under a given service level during a finite horizon of production. The finite horizon is portioned equally in H production periods with a Δt length. The production policy proposed a quadratic mathematical model for unreliable production system in stochastic dynamic state subjected to degradation and facing defective production. Our production control serves to propose a forecasting policy to satisfy the random demand under a given service level in terms of quantity and quality. That is why it serves to reduce the average outgoing quality of defective products and ensure quality after inspection and rectification actions based on modeling the inventory balance. The inventory level is given as follows:
where
- (1 − α(k)) · u(k):
-
fraction of production will be stored without quality inspection action
- α(k) · u(k)(1 − X(k)):
-
fraction of production will be stored after quality inspection action
- δ · α(k) · X(k) · u(k):
-
amount of defective in the sample will be stored after rectification
On the other hand, the satisfaction of the customer in terms of quantity and quality is defined by different constraints. We define the concept of service level of customer satisfaction for each production period, denoted by θ, as the probability that demand will not exceed the stock which given by the following relation:
In order to satisfy this service given level, it must respect the constraint of production variation for each period that limited by the maximal capacity of production for the machine:
4.3 Maintenance strategy
The proposed maintenance strategy based on the different analytically relationships that presented above such as the increasing failure-quality relationship according to production and time. The average outgoing quality depends to the average number of defectives. The control quality is characterized by a dynamic sampling fraction increases with the increasing of machine degradation.
Due to the negative impact of the machine degradation on the product quality and the average number of failures, we propose a new maintenance strategy characterized by a perfect preventive maintenance actions (AGAN) with a minimal repair (ABAO) in each failure between two preventive maintenance actions. The principle of this strategy is to apply periodically N perfect preventive maintenance actions that restore the state of machine to new state during the finite production horizon H.Δt, at each interval T.Δt. At each failure between two successive preventive actions, a minimal repair is performed.
In this case, the increasing degradation of the machine depends on both machine use (production rate) and time. Every time, the more the machine degradation is faster, the more the failure rate as well as the average number of failures increases. Then, we use the average number of failure for each period nk(t) that depends to failure rate as an indicator of the level of quality deterioration of production unit and inspected sampling size. The failure rate is defined by a cumulative relation that depends to the previous state of the machine and its use state (production rate) for each production period presented as follows:
with λ0(t) represent the maximal failure rate according to time when the machine works with its maximal production rate during the finite horizon. The evolution of the failure rate depends to different values of production rate and its parameters of the Weibull distribution: scale parameter β and shape parameter η characterized λ0(t).
5 Production, quality, and maintenance optimization
5.1 Total cost formulation
The objective of our model is to find an optimal combination of control parameters (U ∗ = {u(k), k = 1, .., H − 1},α1,N*) that minimizes the expected average total cost Γ(.) satisfying the service level and the AOQL constraint. The expected average total cost is composed of the expected average of production and inventory costs CP, H(.), the expected average cost of quality control CQ, H(U, α), and the maintenance cost CM, H(.).
Using a quadratic model, the expected total cost of production and inventory during the finite horizon H.Δt is given by:
This quadratic model [41] takes into account the penalizing and the backlog of the inventory.
The expected average cost of quality during the horizon H.Δt is composed of the inspection cost, the rectification cost, and the cost of accepting/selling defective items and given by:

The total maintenance cost during the finite horizon H.Δt is given by Eq. (12). It includes the total preventive maintenance cost (N.Mp) added to the total corrective maintenance cost for the average number of failures during [0, H.Δt]:
with φ(N) is the average number of failures. Generally, in this context of maintenance with minimal repair, the average number of failures during a preventive maintenance interval [i.T,(i + 1).T] with i:1,..,N, is computed by integrating the failure rate during this interval and can be presented by as follows:
Therefore, the optimization problem is to solve the following stochastic model:

Subject to
5.2 Analytical study
The optimization approach, based on analytical study, should resolve problem (14) by providing the optimal value of the control parameters (U ∗ = {u(k), k = 1, .., H − 1},α1,N*) that minimize the total cost and satisfy the service level. It should be mentioned first of all that the resolution for this type of stochastic model is a difficult task due to the complex interactions between production, quality, and maintenance. Due the stochastic model of our problem, thus, alternative solution methods are needed. In this case, we propose an approach to replace the complex stochastic model with a deterministic equivalent problem.
5.2.1 Production policy
The transformation approach is based on the random variation of the demand as well as of the inventory. Since the random demand variation is characterized by a Gaussian distribution with mean \( E\left(d(k)\right)=\hat{d}(k) \) and standard deviation σd, we use the compound random variable property to find the expectation and variance of the inventory level S(k):
The control variable of production rate u(k) is essentially deterministic, so, \( E\left(u(k)\right)=\hat{u}(k) \)
Therefore, the esperance of inventory balance (Eq. (2)) is presented as follows:
So, the average inventory level:
And the variance of inventory level is given by:
Since
And
Consequently,
Assuming that Var (S(k = 0)) = 0 and Var (d(k = 0)) = 0 and σd(k) is constant and equal to σd for all k’s.
We can deduce that
Substituting Eq. (15) in the total expected production and inventory cost (Eq. (10)), we obtain the following deterministic total cost:
The service level constraint characterized by a probabilistic constraint is converted to an equivalent deterministic inequality. This relation offers a new constraint that presented the safety stock for each production period to satisfy the random demand by respecting the service level θ.
where F is the cumulative probability function. So
In order to satisfy this given service level, it must determine the minimal cumulative quantity defined by Eq. (17) taking into account the constraint of the production variation for each period that is limited by the maximal capacity of production for the machine.
5.2.2 Maintenance policy
Recall that for the maintenance policy, after each replacement or preventive maintenance action, we consider the state of the system as new (AGAN). A minimal reparation is performed to system in the case of failure between replacement or preventive maintenance actions. Assuming that the repair and replacement times are negligible, the maintenance actions are applied at the end of intervals q (q:1,…N). The production horizon is portioned in N intervals of maintenance with equally durations.
Figure 4 represents the evolution of the failure rate in each production period.

Evolution of the failure rate
From Fig. 4, the failure rate of production system λk(t) evolves over time and is reset to zero after each replacement or preventive maintenance action carried out at periodic times q × T, (q = 1,…,N).
Formally, the expression of the failure rate λk(t), which we consider increasing, is defined by:

with [.]: integer part
This failure rate function mainly consists of three essential parts: λi − 1(Δt) which describes the failure rate for the previous period.
The term  aims to reset the failure rate to zero after each interval q × T, (q = 1,…,N).
aims to reset the failure rate to zero after each interval q × T, (q = 1,…,N).
As for the expression \( \frac{u(i)}{U_{\mathrm{max}}}\times {\lambda}_n(t) \) accumulates the failure rate based on the production rate on the machine.
The average number of failures over the planning horizon H.Δt is the sum of the average number of failures during periods j = 0 to N, to which should be added the average number of failures during the last interval [N.T, H.Δt] corresponding to j = N. For each maintenance interval [j.Δt, (j + 1).Δt], the average number of failure in the case of minimal repairs is computed by the integration of the failure rate relation during [0,H.Δt]. So, the expression of average number of failure during the H.Δt horizon is given as follows:
Looking at the remaining period [N × T, H.Δt] after the last of preventive maintenance action is performed during the planning horizon, one can distinguish three possible cases:
The expression \( \sum \limits_{i=\left(q\times T\right)+1}^H\underset{0}{\overset{\varDelta t}{\int }}{\lambda}_i(t) dt \) is taken into account when q × T < H × Δt; otherwise, it is equal to zero.
And the expression \( \sum \limits_{i=H+1}^{q\times T}\underset{0}{\overset{\varDelta t}{\int }}{\lambda}_i(t) dt \) is taken into account when q × T > H × Δt; otherwise, it is equal to zero.
In this periodic policy, we were able to establish an analytical model which allows to obtain the optimal number of maintenance intervals; consequently, the optimal interval or preventive maintenance actions must be applied to minimize the total cost of maintenance.
For a given production plan obtained by the production policy U = {u(1), ….u(p), ..., u(H)}, the analytical expression of the total maintenance cost is given by substituting Eq. (19) in Eq. (12), representing as follows:
The existence of the optimal number of preventive maintenance actions N* and consequently the optimal interval of preventive maintenance T* is proven in the literature [42].
5.3 Optimization approach
The optimization approach combines the numerical procedure with optimization techniques to solve the forecasting production/maintenance/quality problem that are analytically intractable, such as the model (14) developed in this study. The solution approach based on mathematical modeling with the aim to replace the complex stochastic model with an approximated deterministic model retains the same characteristics of original problem that we can optimize, leading to the optimal values of the control parameters (U ∗ = {u(k), k = 1, .., H − 1},α1,N*). The resolution approach consists of the following systematic steps:
-
(1)
Use relation (17), we determine the minimum cumulative production quantity to produce in order to satisfy the service level constraint given by constraint (7).
-
(2)
Vary the production rate for each period k varies between the minimum value obtained in step 1 and the maximal rate Umax presented by constraint (8) in order to consider all combination of production plans.
-
(3)
For every production plan obtained in step 2, we determine the failure rate defined by relation (18), the average number of defectives (3), fraction of inspected products for the sampling (5), for each period k with (k:1,…,H-1) and calculate each time the corresponding total cost.
-
(4)
Determine the optimal values of the decision variables U ∗ = {u(k), k = 1, .., H − 1},α1,N*) which yielded the minimal total cost.
In this study, to apply the adopted optimization approach in order to determine the optimal solution, we have used MATHEMATICA software with its predefined algorithms.
6 Numerical example
A numerical example of the proposed approach is presented in this section in order to highlight the use of the analytical model developed in the previous sections. In this example, we consider that a finite production horizon H is equal to 24 periods with each period length is equal to Δt = 1 month. Table 2 defines the different parameters as well as the input data used in the numerical instance. Assuming that at initial conditions the production system produces a negligible quantity of defectives, Ck = 0(t = 0) = c0 = 0. Concerning the quality sampling, the initial value of α0=0. Moreover, taking an example for a particular production system based on historical quality data, we assume that r = 2. The nominal failure rate of production system is characterized by a Weibull distribution with scale parameter β = 2 and shape parameter η = 100.
For the forecasting demand, we assume that the standard deviation for all period is equals to
σd,k = σd = 12, and the average demands per period Δt is given by Table 3.
The other system parameters are presented as indicated in Table 4.
Using Mathematica software, solving the optimization problem leads to the optimal solution characterized by the economical production plan satisfying the forecasting demand (Table 3) under given service level θ = 0.95. The optimal maintenance plan characterized by N = 6 preventive maintenance actions is performed during 24 production period with an interval of maintenance T = 4.Δt.
From Table 5, the obtained optimal solutions (U*(u(k),k:1,…,H-1), α1*, N*) are the best parameters to control the joint production, maintenance, and quality control with a minimum total cost Γ* = 2.05587 × 107 mu.
6.1 Influence of the AOQL constraint
We study in this section the influence of the AOQL constraint on the optimal production/maintenance/quality control policies. From Table 6, we can obtain the optimal solution according to the different values presenting the levels of the AOQL constraint. We note that when the AOQLmax decreases, the production quantities increase as well as the preventive maintenance actions that depend to the machine degradation, to mitigate the effects of deterioration and consequently the total expected cost. On the other hand, the decrease of the AOQLmax value leads to increase the severity of the optimal sampling plan by increasing the inspected sample size. In addition, when the expected average fraction of production inspected \( \overline{\alpha} \) decreases, we can remark that a progressive decrement of the inspection efforts leads an increase at level of preventive maintenance actions. This is logical since it is more economical to perform more preventive maintenance actions to improve the process quality than to inspect more units. Additionally, when the AOQLmax becomes more demanding as well as the number of preventive maintenance actions is more increasing, the quality indices improve significantly, so the average outgoing quantity AOQ and the AOQL decrease.
6.2 Influence of the cost parameters
We present in Tables 7, 8, and 9 the influence of different costs of preventive maintenance, corrective maintenance, defective, inspection, and rectification by varying their values above and below from a base of comparison.
6.2.1 Variation of the corrective and preventive maintenance costs
From Table 7, at increasing the corrective maintenance cost Mc, it is normal to reduce this activity by increasing the optimal number of preventive maintenance actions N* in order to reduce the average number of failure and guarantee the reliability of the equipment. Moreover, an increasing number of preventive maintenance actions and the severity of the sampling plan decrease since more preventive maintenance actions improve the quality. Hence, the expected average fraction of production inspected \( \overline{\alpha} \) decreases. Concerning the preventive maintenance cost Mp, its increase has an inverse effect than the corrective maintenance cost. By increasing the cost of preventive maintenance, the optimal number of preventive maintenance (PM) actions is decreased and, in this case, the expected average fraction of production inspected increased.
6.2.2 Variation of the production and defectives cost
From Table 8, the increase of the unit production cost leads to reduce the economical production plan that satisfy the demands under a given service level. Furthermore, at increasing Cpr, less preventive maintenance is conducted, which reduces the optimal number of preventive maintenance actions N*, since the key of this study is the influence of the production rate on the machine degradation and deterioration rate. In this case, the failure rate as well as the quality-failure rate is decreased depending to the less of production quantity. With less frequent preventive maintenance, the sampling plan severity increases; hence, the expected average fraction of production inspected \( \overline{\alpha} \) increases. In the case when the unit production cost Cpr decreases, we note the opposing effects. Further, when the defective cost Cdef increases, the optimal sampling fraction increases. The number of preventive maintenance actions increases to improve the quality of product and reduce the defective product.
6.2.3 Variation of the inspection and rectification costs
By studying the variance values of the inspection cost, we note that when the inspection cost Cins increases (Table 9), it is logical that the inspection actions decrease, then the expected average fraction of production inspected \( \overline{\alpha} \) decreases. Further, at increasing of Cins, the number of preventive maintenance actions N increases to improve process quality; thus, the failure rate as well as the average number of failure decreases. However, with the decrease of \( \overline{\alpha} \), more defective ones reach the customer, then the system capacity decreases and the AOQ and AOQL increase. Also, a decreasing inspection cost has the inverse effects on the number of preventive maintenance actions as well as on the inspection actions. From Table 9, we observe also that the variation of the rectification cost Crec has similar influence than that of the inspection cost.
6.3 Influence of system parameters
6.3.1 Variation of the quality deterioration rate
From Table 10, we can observe the increase of process quality deterioration which is impacted by the increasing of failure rate (Fig. 6), the integrated production, maintenance, and quality react by increasing the optimal sampling fraction to improve the outgoing quality. From Fig. 6, increasing the failure rate (Fig. 5) leads the increasing of quality deterioration rate. In addition, the optimal number of preventive maintenance action N* increases to enhance the process quality. The opposite effects are observed in the case of the decreasing quality deterioration rate.

Failure rate according to both time and production rates
6.3.2 Variation of the failure rate
When the degradation of the production system reliability increases according to the production rate and time (Table 11), the failure rate increases as well as the average number of failure increases, since the defective rate is impacted by the production system degradation and this last is impacted by both time and production. From Fig. 5, more production leads the machine degrades faster. As a result, the integrated model reacts by increasing the optimal number of preventive maintenance actions N*. More frequent preventive maintenance reduces the failure rate and improves the production quality. In this case, the optimal sampling fraction decreases (Fig. 6).

Quality deterioration rate according to failure rate
6.4 Practical case study
Our proposed approach is characterized by a general and robust mathematical model that can be applied on several real industrial case. This generic model can be directly used with taking into account the constraints of the studied manufacturing system. To show the efficiency of the analytical study as well as the different results of our proposed approach, we present a real case study for a company (PRECIALP) (maike-automotive.com) specialized in the spare part of automobile industry (Turbo, Bearings, Stops,…..). The manufacturing system of the company is composed of an assembly line characterized by several functions such as production and inspection. Point of view quality, the company try to control the quality on a continuous basis in order to avoid the quality problem encounter from time to time during the production process. Generally, the quality inspection is based on the classical tools of continuous improvement and which is still insufficient to improve the quality of products. The principal remark and after some study of the history of the various assembly equipment, we have noticed that the principal cause of poor quality came from the degradation of the equipment. Hence, the necessity to apply an integrated strategy of maintenance and quality like our proposed approach. So, based on the production system information of the enterprise found on company website, we tried to apply our approach. From the website, the company produces a volume of 50,000,000 pieces per year in order to satisfy the random customer demands and based on an arbitrarily maintenance plan with a two preventive maintenance actions per year with a repair time for a corrective maintenance actions that is equal to 25 days per year.
Applying our approach, we start firstly by studying the state of the production equipment. From the database of the history machine failure, we have succeeded in modeling the evolution of the nominal failure rate that is characterized by a Weibull distribution with its parameters (2.80), since our study offers a solution for two economic and quality problems by proposing an economical plan of production, an optimal sampling of control inspection, and an optimal plan of maintenance which reduce the average number of failures, of defectives as well as the quality cost.
Using some data from this website of company, we present, for example, the case of the production of Turbo “Turbocharger” with unit cost of production Cpr = 0.75 €/piece, unit cost of storage Cs = 0.15 €/piece, unit cost of inspection Cins = 0.3 €/piece, cost of defectives Cdef = 2 €/piece, and the preventive and corrective maintenance costs are respectively MP = 500 and Mc = 3000.
The service level of customer satisfaction that is equal to 90%. The average random demands equals between 50,000 and 60,000 pieces with a variance equals 1000 for each month.
By solving our proposed integrated production, maintenance, and quality problem considering the different data presented as below, we obtained the economic plan of production given by Table 12 to satisfy the random demand for 1 year. According to the obtained production plan, we obtained the optimal number of preventive maintenance actions that is planned by the company maintenance service that equals to two preventive maintenance actions (N = 2) during 1 year of production. Concerning the quality policy, the optimal dynamic sampling characterized by a maximum limit α1* = 0.8 with a minimal total cost equals 5.293 × 1010 €.
7 Conclusions and perspectives
Studies in the literature show that there is a lack at level of production, maintenance, and quality problem area, and above all, in the limited number of studies that deal with the simultaneous integration of the three key functions.
In this study, a new production, maintenance, and quality sampling plans take into account the influence of the production rate on the degradation degree and quality deterioration of the production system and considering the service level and the outgoing quality constraints. The proposed control parameters for the quality sampling, failure rate, and defective rate are dynamic and not constant as previously considered in the literature works. These different parameters are dynamic in our model depending to the degradation degree of the equipment which is impacted by the production rate variation. An economical production, sampling, and maintenance plans are proposed in order to minimize the total cost and satisfy the forecasting demands under a given service level and respecting the two products’ quantity and quality constraints. The highlight of the strong interaction between the three functions of production, quality, and maintenance is justified by the sensitivity analysis by studying the effect of the different parameters of production system.
In this study, we can mention some limitations. One of the limitations concerning the quality policy where we have considered that only the finished products are inspected at the end of manufacturing operations. However, the inspection of intermediate products could reduce the total cost of bad quality and improve the outgoing quality. Concerning the maintenance strategy, the limitation is to assume that the duration of the preventive maintenance actions is negligible. Nevertheless, the preventive maintenance actions can take a non-negligible time that influence on the production and the customer service level.
Possible extensions of this paper could be carried out to develop a new maintenance strategy without minimal repair by considering a non-negligible duration for each corrective and preventive maintenance actions. Also, we can study its impact in the production policy as well as the quality control. Another perspective is concerning the production policy of the proposed model by considering discrete and continuous productions both as well as another types of production (batch, highly customized production…) and its impact on the maintenance and quality strategies.
References
Cao Y, Subramaniam V (2013) Improving the performance of manufacturing systems with continuous sampling plans. IIE Trans 45(6):575–590
Kouedeu AF, Kenné JP, Dejax P, Songmene V, Polotski V (2015) Production and maintenance planning for a failure-prone deteriorating manufacturing system: a hierarchical control approach. Int J Adv Manuf Technol 76(9–12):1607–1619
Dehayem-Nodem FI, Kenné JP, Gharbi A (2011a) Simultaneous control of production, repair/replacement and preventive maintenance of deteriorating manufacturing systems. Int J Prod Econ 134(1):271–282
Bouslah B, Gharbi A, Pellerin R (2016) Integrated production, sampling quality control and maintenance of deteriorating production systems with AOQL constraint. Omega 61:110–126
Rivera-Gómeza H, Gharbi A, Kenné JP, Montaño-Arangoa O, Corona-Armenta JR (2020) Joint optimization of production and maintenance strategies considering a dynamic sampling strategy for a deteriorating system. Comput Ind Eng 140. https://doi.org/10.1016/j.cie.2020.106273
Ardito L, Petruzzelli AM, Panniello U, Garavelli AC (2019) Towards Industry 4.0: mapping digital technologies for supply chain management-marketing integration. Bus Process Manag J 25:323–346
Hilger T, Sahling F, Tempelmeier H (2016) Capacitated dynamic production and remanufacturing planning under demand and return uncertainty. OR Spectr 38:849–876
Polotski V, Kenné JP, Gharbi A (2019a) Optimal production and corrective maintenance in a failure-prone manufacturing system under variable demand. Flex Serv Manuf J 31:894–925
Polotski V, Kenné JP, Gharbi A (2019b) Production control of hybrid manufacturing/remanufacturing systems under demand and return variations. Int J Prod Res 57(1):100–123
Kim J, Gershwin SB (2005) Integrated quality and quantity modeling of a production line. OR Spectr 27:287–314
Kim J, Gershwin SB (2008) Analysis of long flow lines with quality and operational failures. IIE Trans 40:284–296
Tadj L, Bounkhel M, Benhadid Y (2006) Optimal control of a production inventory system with deteriorating items. Int J Syst Sci 37(15):1111–1121. https://doi.org/10.1080/00207720601014123
Blumenfeld DE, Owen JH (2008) Effects of operating speed on production quality and throughput. Int J Prod Res 46(24):7039–7056
Colledani M, Tolio T (2012) Integrated quality, production logistics and maintenance analysis of multi-stage asynchronous manufacturing systems with degrading machines. CIRP Ann Manuf Technol 61(1):455–458
Mhada FZ, Hajji A, Malhame R, Gharbi A, Pellerin R (2011) Production control of unreliable manufacturing systems producing defective items. J Qual Maint Eng 17(3):238–253
Nourelfath M, Nahas N, Ben-Daya M (2016) Integrated preventive maintenance and production decisions for imperfect processes. Reliab Eng Syst Saf 148:21–31
Njike AN, Pellerin R, Pierre Kenne J (2011) Maintenance/production planning with interactive feedback of product quality. J Qual Maint Eng 17(3):281–298. https://doi.org/10.1108/13552511111157399
Radhoui M, Rezg N, Chelbi A (2010) Integrated maintenance and control policy based on quality control. Comput Ind Eng 58(3):443–451
Mhada FZ, Malhamé RP, Pellerin R (2013) Joint assignment of buffer sizes and inspection points in unreliable transfer lines with scrapping of defective parts. Prod Manuf Res 1(1):79–101
Lu B, Zhou X, Li Y (2016) Joint modeling of preventive maintenance and quality improvement for deteriorating single-machine manufacturing systems. Comput Ind Eng 91:188–196
Duffua S, Kolus A, Al-Turki U, El-Khalifa A (2020) An integrated model of production scheduling, maintenance and quality for a single machine. Comput Ind Eng 142. https://doi.org/10.1016/j.cie.2019.106239
Ben-Daya M, Rahim M (2000) Effect of maintenance on the economic design of x-control chart. Eur.J.Oper.Res. 120(1):131–143
Panagiotidou S, Tagaras G (2010) Statistical process control and condition-based maintenance: a meaningful relationship through data sharing. Prod Oper Manag 19(2):156–171
Xiang Y (2013) Joint optimization of control chart and preventive maintenance policies: a discrete-time Markov chain approach. Eur J Oper Res 229(2):382–390
Yin H, Zhang G, Zhu H, Deng Y, He F (2015) An integrated model of statistical process control and maintenance based on the delayed monitoring. Reliab Eng Syst Saf 133:323–333
Bouslah B, Gharbi A, Pellerin R (2013) Joint optimal lot sizing and production control policy in an unreliable and imperfect manufacturing system. Int J Prod Econ 144(1):143–156
Dodge HF (1943) A sampling inspection plan for continuous production. Ann Math Stat 14(3):264–279
Anthony RM (2004) Analyzing sampling methodologies in semiconductor manufacturing. Massachusetts Institute of Technology, Cambridge
Antila J, Karhu T, Mottonen M, Harkonen J (2008) Reducing test costs in electronics mass-production. Int J Serv Stand 4(4):393–406
Oprime P, Ganga GMD (2013) A framework for continuous inspection plans using multivariate mathematical methods. Qual Reliab Eng Int 29(7):937–949
Rodriguez-Verjan GL, Dauzére-Pérès S, Pinaton J (2015) Optimized allocation of defect inspection capacity with a dynamic sampling strategy. Comput Oper Res 53:319–327
Rivera-Gómez H, Gharbi A, Kenné JP (2013a) Joint production and major maintenance planning policy of a manufacturing system with deteriorating quality. Int J Prod Econ 146(2):575–587
Hajej Z, Rezg N, Gharbi A (2018) Quality issue in forecasting problem of production and maintenance policy for production unit. Int J Prod Res 56(18):6147–6163. https://doi.org/10.1080/00207543.2018.1478150
Colledani M, Tolio T (2011) Integrated analysis of quality and production logistics performance in manufacturing lines. Int J Prod Res 49(2):485–518
Lam Y, Zhu L, Chan JSK, Liu Q (2004) Analysis of data from a series of events by a geometric process model. Acta Math Appl Sin 20(2):263–282
Olteanu D, Freeman L (2010) The evaluation of median-rank regression and maximum likelihood estimation techniques for a two-parameter Weibull distribution. Qual Eng 22(4):256–272
Soliman AA, Ellah AA, Sultan K (2006) Comparison of estimates using record statistics from Weibull model: Bayesian and non-Bayesian approaches. Comput Stat Data Anal 51(3):2065–2077
Bouslah B, Gharbi A, Pellerin R (2018) Joint production, quality and maintenance control of a two-machine line subject to operation-dependent and quality-dependent failures. Int J Prod Econ 195:210–226
Dehayem-Nodem FI, Kenné JP, Gharbi A (2011b) Production planning and repair/ replacement switching policy for deteriorating manufacturing systems. Int J Adv Manuf Technol 57:827–840
Rivera-Gomez H, Gharbi A, Kenné JP (2013b) Joint control of production, overhaul, and preventive maintenance for a production system subject to quality and reliability deteriorations. Int J Adv Manuf Technol 69(9–12):2111–2130
Holt CC, Modigliani F, Muth JF, Simon HA (1960) Planning production, inventory and work force. Prentice-Hall, Upper Saddle River
Nakagawa T, Mizutani S (2009) A summary of maintenance policies for a finite interval. Reliab Eng Syst Saf 94(1):89–96
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix Notations
Appendix Notations
- S(k):
-
Inventory level at period k (k: 1,….H)
- u(k):
-
Production rate at period k (k: 1,…..,H-1)
- d(k):
-
Average market demand of products at period k (k: 1,…..,H)
- nk(t):
-
Current average number of failure at period k (k: 1,…..,H-1)
- n max,k :
-
Maximun average number of failure at period k (k: 1,…..,H-1)
- λk(t):
-
Failure rate at each production period k (k: 1,…..,H-1)
- λn(t):
-
Nominal failure rate at each production period k (k: 1,…..,H-1)
- α(k):
-
Fraction of inspected products at period k (k: 1,…..,H-1)
- C pr :
-
Unit cost of production
- C s :
-
Unit cost of inventory holding
- C ins :
-
Unit inspection cost
- C rec :
-
Unit rectification cost
- M p :
-
Unit preventive maintenance cost
- M c :
-
Unit corrective maintenance cost
- C def :
-
Unit cost of selling-accepting a defective item
- AOQ(k) :
-
Average outgoing quality at period k
- AOQL(k) :
-
Average outgoing quality limit at period k
- AOQL max :
-
Maximun accepted level of the Average Quality After Control limit
Other notations will be introduced where they are needed.
Rights and permissions
About this article

Cite this article
Hajej, Z., Rezg, N. & Gharbi, A. Joint production preventive maintenance and dynamic inspection for a degrading manufacturing system. Int J Adv Manuf Technol 112, 221–239 (2021). https://doi.org/10.1007/s00170-020-06325-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06325-3