
Abstract
This paper presents a study on a hybrid manufacturing and remanufacturing system that degrades according to its production rate. The system consists of two failures and repairs prone machines that produce a single type of product. Both machines degrade according to their production rates, which affects their availability and the quality of the products. The main objective of this study is to develop optimal joint manufacturing, remanufacturing, maintenance and quality control policies for a deteriorating production system. A stochastic dynamic programming approach is used to develop the Hamilton–Jacobi–Bellman (HJB)-type optimality conditions. Subsequently, we used the numerical methods to solve its obtained HJB equations in order to determine the optimal manufacturing and remanufacturing thresholds, the optimal fractions of products to be controlled and the optimal conditions to start preventive maintenance operations. To illustrate this work, we have simulated a numerical example of a hybrid production line (manufacturing/remanufacturing). The obtained results allowed us to develop simultaneously a critical threshold production policy, a sampling inspection policy and an opportunistic maintenance policy. Next, we performed a sensitivity analysis of our models to show their robustness. Finally, we compared our policy with policies adapted from the literature. This comparison allowed us to highlight the gains generated by the proposed control policies.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In recent decades, the scarcity of raw materials, environmental constraints and the globalization of markets have pushed companies to improve the quality of their products and to integrate the reuse of end-of-life (EOL) products in their supply chains [1]. This context has forced companies to address the problem of optimizing their production chain by integrating reuse and quality control aspects. As a result, many companies today have already integrated strategies to recover and reuse EOL products as raw materials. This new approach has allowed to reduce the negative impact of the industry on the environment as well as to obtain the new finished products at very low prices [2]. Facing the growing potential of this new production approach, researchers have focused on the study of hybrid production systems, which are defined as joint manufacturing–remanufacturing systems, with the aim of increasing their performance [3]. However, hybrid systems are subject to random failures and repairs on the one hand and to degradation of their components on the other hand [4]. This degradation affects the quality of the products and reduces the reliability of the system. As such, it is difficult for companies to meet the market demand and it is even more difficult to manage the reverse logistics of the company. Therefore, new production and reuse policies for companies are needed which allow joint optimization of maintenance and product quality control strategies. In this context, we present a study on the optimization of hybrid production and remanufacturing systems. This research study is structured in nine (9) sections as described in the following.
Section 2 presents a literature review of existing research conducted in the field and Sect. 3 presents the industrial context of the present study. In Sect. 4, we define the parameters and assumptions of the problem. Subsequently, in Sect. 5, we formulate the general problem, define the optimal conditions and simulate a numerical example. Section 6 presents the sensitivity analysis performed to validate the proposed model. Section 7 presents a comparative study of the obtained policies with other existing policies. Section 8 presents the implementation procedure and finally Sect. 9 concludes this research, presenting its limitations and the prospects for future work.
2 Literature review
Numerous publications on studies of production systems have helped developing production policies, maintenance policies and quality control strategies to support companies to optimize their production, reduce costs and meet customer demand. These systems are subject to several random factors, such as breakdowns and repairs, component degradation and product quality. Therefore, it is very difficult to propose optimal policies that simultaneously integrate all these aspects. Hence, to enhance clarity and structure of this literature review, we have subdivided it into three (3) parts according to the relevant areas addressed by the authors. First, the study of the effect of the production rate on degradation, reliability and quality will be discussed in Sect. 2.1. Then, the optimal control with integration of quality control strategies will be reviewed in Sect. 2.2. Finally, closed-loop reverse logistics with quality control of manufactured and remanufactured products are discussed in Sect. 2.3.
2.1 Effect of production rate on degradation, reliability and quality
Considering the complexity of the simultaneous optimization of production system performance, researchers have focused more on the independent optimization of the different factors that are integrated in a supply chain. This is mainly done through modeling of such systems following the homogeneous Markovian process or the semi-Markovian process. This approach has allowed researchers to get closer to the industrial context and, gradually, joint studies have emerged. For example, Kenne and Gharbi [5] have proposed production strategies in conjunction with maintenance policy to reduce the cost of production and increase the reliability of their study system. However, they have neglected the influence of machine degradation on the system’s reliability. Therefore, Roux et al. [6] and Chouikhi et al. [7] proposed joint policies of production and maintenance with a new strategy of preventive maintenance to reduce the degradation of machines. Nodem et al. [8] extended this work by proposing the option of machine replacement as another alternative to preventive maintenance. The addition of this new replacement option reduced the repair times, which increases with the degradation of the system. Later, Kouedeu et al. [9] conducted a study to optimize a system consisting of two machines, one of which degrades as a function of the production rate and neglected the effects of this degradation on product quality. However, the objective of a manufacturing system is not only to satisfy the customer's demand but also to ensure that the products comply with certain regulations (technical, environmental, health, etc.) [10, 11]. Hence, Colledani and Tolio [12] proposed to integrate a feedback of production strategies according to the quality aspects in order to evaluate the performance of the system. Following this work, several other studies integrating the impact of quality on the performance and optimization of production systems have emerged. For example, Rached et al. [13] integrated quality control at large. Their strategy was to propose an optimal production policy that considers the constraints and quality control due to the unreliability of raw material suppliers. This work not only allowed to control the production and to optimize the supply of raw material, but it also permitted to increase the quality of the manufactured products. Also, in the same context, Mehdi et al. [14], Colledani and Tolio [15] and Nourelfath et al. [16] established the relationship between production and product quality. This new approach allows controlling the effect of system deterioration on its availability and improving product quality. This work has significantly reduced the impact of machine degradation on the quality of manufactured products but it did not allow limiting the distribution of non-conforming, already manufactured products.
2.2 Optimal control with integration of product quality control strategies
The globalization of markets is progressively leading to an increase in demand for high-quality products [17, 18]. Hence, to be competitive and retain customers, companies need to improve the quality of their products. According to Robotis et al. [19], an inspection of manufactured products is necessary to limit the distribution of non-conforming products. Therefore, Rivera-Gomez et al. [20] developed production policies in conjunction with inspection strategies for all manufactured products. In the same manner, Mohammadi et al. [21] and Bouslah et al. [22] have developed a continuous product inspection strategy, simultaneously to the production and maintenance policies; however, they neglected the influence of the production rate on machine degradation. Another limitation of the inspection strategy proposed by Rivera Gomez et al. [20], Mohammadi et al. [21] and Bouslah et al. [22] is its inapplicability for production systems that include large series and that are unable to inspect all products. In addition, this strategy is expensive and requires more inspection time. For this reason, a dynamic sampling-type inspection is more advantageous in some production systems. Hence, Rivera-Gomez et al. [23] studied a production system consisting of a machine that progressively degrades with time. They developed joint strategies for production, preventive maintenance and dynamic inspection of manufactured products. During this study, they considered the effect of degradation on the quality of the products, but they neglected its influence on the reliability. In another study, Ait-El-Cadi et al. [24] integrated the influence of the machine operation on its reliability and on the quality of the products in their policies extending the work of Rivera-Gomez et al. [23]. Hajej et al. [4] have also conducted a study for a system that degrades as a function of its production rate. They proposed a dynamic inspection policy and maintenance strategies to reduce the impact of the production rate on reliability and product quality. The obtained results in the discussed works were satisfactory as they allowed companies to optimize their production, reduce the impact of machine degradation and improve product quality. However, these studies do not address the economic and environmental challenges faced by companies that reuse EOL products.
2.3 Reverse logistics in closed loop with quality control and refurbishment
In view of economic, social and environmental issues, Colledani and Tolio [15] presented new business opportunities and the need for companies to adopt new production and repackaging strategies. Yoo et al. [25] conducted studies to minimize internal and external costs due to poor product quality. They implemented sampling-type policies to minimize the total cost, extending previous work that only focused on internal costs and which did not propose maintenance policies. Kenne et al. [26] and Ouaret et al. [27] studied a hybrid manufacturing and remanufacturing system consisting of machines subject to random failures and repairs. This study allowed them to propose an optimal policy that simultaneously integrates maintenance, reverse logistics and stochastic optimal control strategies. However, the effect of system degradation was neglected and no strategy was implemented to control or improve product quality. Kouedeu et al. [28] extended the work of Ouaret et al. [27] by proposing an optimal production policy in conjunction with maintenance strategies for a hybrid system consisting of two separate machines manufacturing the same product. Both machines are subject to random failures and repairs. In addition, the machine for remanufacturing degrades according to its production rate and this degradation affects its reliability. The degradation of the remanufacturing machine as well as the impact of the degradation of the manufacturing machine on the quality of the products was neglected. Therefore, Ouaret et al. [29] proposed a more extensive policy, which includes the option of machine replacement as a solution to limit the infinite influence of the system degradation on its reliability and on the quality of the products from manufacturing and remanufacturing. This new policy is more realistic and closer to a real industrial context, but it does not propose a strategy to control and reduce the fraction of non-conform products distributed to customers. Polotski et al. [30] studied a manufacturing system producing a single type of product from raw material and end-of-life (EOL) products. Ouaret et al. [2] studied a production system consisting of a manufacturing machine and an unreliable recovery machine that produces the same type of parts. The manufacturing machine degrades over time, and this degradation affects the reliability and quality of the products. Non-conforming products manufactured by the principal machine are identified during inspection and sent to reuse inventory and non-conforming products from the remanufacturing machine are identified at the inspection station and destroyed. With the addition of this quality control station, Ouaret et al. [2] have limited the distribution of non-conforming products. However, as in the work presented by Rivera-Gomez et al. [20], this strategy is very costly according to Rivera-Gomez et al. [23] and Hajej et al. [4]. Also, for high volume production or systems with long product inspection times, it is difficult to inspect all products.
Table 1 presents a summary of the articles studied in this literature review. The rows present the articles explored throughout this review and the columns present the research elements developed by the authors. The reviewed literature in Table 1 is categorized and reported under three main themes: 1) optimal control with study of the effect of production rate on degradation, reliability and quality, 2) optimal control with integrated product quality control strategies, and 3) reverse logistics in closed loop with quality control and refurbishment. The first theme is further broken down in three sub-themes; effect of degradation on reliability, influence of the production rate and effect of degradation on quality.
We can observe from this literature summary that several works have been published in the field. Nevertheless, very few have simultaneously treated the influence of the degradation on the reliability of the system and on the quality of the products in a context of closed loop production. In fact, none of these works considers simultaneously the influence of the production rate on the reliability and the quality of the products in a system including the reverse logistics in closed loop.
In this work, we extend the work of Kouedeu et al. [28], by considering the influence of the production rate on both reliability and quality of the manufacturing system and its produced parts respectively, to better reflect industrial system reality. In addition, we will also extend the work of Ait-El-Cadi et al. [24] and Hajej et al. [4] by integrating recovery and refurbishment strategies. Hence, to carry out this study we must jointly integrate the following specific objectives:
-
Propose dynamic inspection strategies for manufactured and remanufactured products.
-
Propose an optimal production control strategy for each machine.
-
Propose a maintenance policy to limit the degradation of the machine.
3 Industrial context
The production, maintenance and quality control strategies developed in this study can be useful for companies that have machines subject to random breakdowns and repairs and that degrade as they are used. In addition, the developed strategies aim to support companies, which manufacture products from raw materials and recycle products at the end of their life for remanufacturing. This is the case, for example, of mechanical machining centers made up of machines that follow stochastic dynamics and the degradation of their different components depends on the frequency of use [31,32,33,34]. This degradation influences the reliability and quality of manufactured products [20] and remanufactured products [2]. The joint study of all discussed aspects, such as reliability, production frequency, quality, reverse logistics maintenance and refurbishment, allows any company that adopts our policy to 1) reduce its total production cost, 2) to improve the quality of the manufactured products, 3) to enhance the quality of the remanufactured products and finally 4) to limit the degradation of the machines by introducing an opportunistic preventive maintenance. These strategies can also be used by other industries that face a continuous deterioration of their components, e.g., the automotive industries, chemical industries and manufacturing industries for mechanical and electronic parts [9].
4 Nomenclature, assumptions and problem formulation
This section firstly presents the parameters used throughout this work (Sect. 4.1), then the assumptions driving this research (Sect. 4.2) and finally it states the optimal control problem in Sect. 4.3
4.1 Nomenclature
\(x\)(t) | Stock of finished products manufactured at the moment t |
\(\xi\)(t) | Stochastic process of the considered system |
Ω | Discrete set of modes of the stochastic process |
\({q}_{\mathrm{\alpha \gamma }}\) | Transition rate of the stochastic process from mode α to mode \(\upgamma\) |
\({M}_{i}\) | Machine i with i \(\in \left\{\mathrm{1,2}\right\}\) |
\({\lambda }_{i}\) | Failure rate of the machine I |
\(\mathrm{MTTFMi}\) | Mean time to failure of the machine Mi |
\(\mathrm{MTTRMi}\) | Mean time to repair of the machine Mi |
\({\mu }_{i}\) | Repair rate of the machine I |
Q(.) | Matrix of transition rates of the stochastic process |
d | Market demand rate |
\({u}_{i}\) | Production rate of machine Mi |
\({u}_{1}^{*}\) | Optimum value of \({u}_{i}\) |
\({U}_{i}^{max}\) | Maximum production rate of machine Mi |
\({u}_{insp}\) | Product inspection rate |
\({U}_{i}^{e}\) | Economic production rate of machine Mi |
\({u}_{i}^{r}\) | Actual production rate of machine Mi |
\({{}^{r}U}_{i}^{max}\) | Maximum actual production rate of machine Mi |
\({\mathrm{w}}_{i}^{r}\) | Repair rate of machine Mi |
\({\mathrm{W}}_{i}^{p}\) | Overhaul rate of machine Mi |
\({t}_{p}\) | Unit production time |
\({t}_{insp}\) | Unit inspection time |
\({C}^{+}\) | Inventory cost per unit of time and per product |
\({C}^{-}\) | Cost of out of stock per unit of time and per product |
\({C}_{isp}\) | Inspection cost per unit of time and per product |
\({C}_{des}\) | Destruction cost of non-conforming products |
\({C}_{m}\) | Maintenance cost |
\({C}_{ret}\) | Cost of parts returned by the customer |
\({C}_{f}\) | Cost of manufacturing |
\({C}_{r}\) | cost of remanufacturing |
\({f}_{i}^{\alpha }\) | Fraction of products from machine i to be inspected at mode \(\alpha\) |
\({f}_{i}^{*}\) | Optimum value of \({f}_{i}\) |
\({\beta }_{i}\) | Defective rate of machine i |
\({\beta }_{i}^{min}\) | Minimum defective rate of the machine of machine i |
\({\beta }_{i}^{max}\) | Maximum defective rate of the machine of the machine i |
AOQ | Average outgoing quality after inspection |
AOQL | Average outgoing quality limit after inspection |
AOQLmax | Maximal AOQ value |
EOL | End-of-life |
\(\mathcal{A}\)(.) | Domain of admissibility of admissible control policies |
g(.) | Instantaneous cost |
J (.) | Total discounted cost |
\(\rho\) | Discount rate |
\(v(\alpha ,.)\) | Value function of the optimization problem at mode α |
\({Z}_{\alpha }^{*}\)(.) | Critical threshold associated with the machine at mode \(\alpha\) |
4.2 Assumptions
To model this problem, we will consider the following assumptions:
-
(a)
Raw materials are always available
-
(b)
The demand rate is known and is constant
-
(c)
The maximum production rate of each machine is known
-
(d)
A known proportion of EOL products is returned for refurbishment
-
(e)
The various costs (storage, shortage, inspection and maintenance) are constant and known;
-
(f)
The non-conforming products received by the customers are recovered and replaced by the company, which causes losses for the company
-
(g)
The machines degrade according to their production rate and this influences the reliability and quality of the products
-
(h)
The customers demand a certain minimum quality, so the average of non-conforming products (AOQ) on the market must not exceed a certain maximum limit (AOQLmax)
-
(i)
The remanufactured products are identical to the directly manufactured products
-
(j)
Identified non-conforming products are remanufactured
-
(k)
The repairs carried out at the time of the breakdowns are imperfect and bring back the machine in a state as good as old (ABAO) which does not improve its state of degradation
-
(l)
During the corrective maintenance activity, opportunistic preventive maintenance can be undertaken to bring the machines back to as good as new condition (AGAN).
-
(m)
The quality control system is of the sampling type
Assumptions a and b are classic assumptions in supply chain network models [26]. Assumption c is common in production planning [28]. Assumption d is specific to this type of model and has been incorporated in the work of [26] and [2]. Assumption e is standard for supply chain network models. Assumptions f, g and h are specific to this approach due to the consideration of customer satisfaction and the effect of production rate on reliability and quality. Assumption i is specific to the refurbishment model including inspection for quality control. Assumption j is specific to this type of model and has been incorporated in the work of Ouaret et al. [2]. Assumptions k and l are common in maintenance policy. Assumption m is commonly applied in dynamic production inspection processes.
4.3 Description of the problem
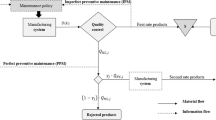
The manufacturing structure we are studying consists of two machines that produce a single type of parts. The main machine produces parts from raw material and the second machine reuses and refurbishes EOL products and non-conforming products identified at inspection. Both machines are subject to random breakdowns and repairs. Certain fractions of the products do not meet the required quality. Both machines are degrading as a function of their production rates. This degradation affects the reliability and quality of the products; when the production rate of a machine increases, its failure rate and the defective rate increase reciprocally. To avoid stock-outs due to system unavailability or degradation, a safety stock threshold is necessary to reduce the costs of delays and non-distribution. To limit the distribution of non-conforming products, an inspection by means of a quality-sampling plan is established. The studied decision variables in this model are the production rate of each machine and the fraction of products to inspect for each machine. The objective is to minimize the total cost of production including the costs of shortage, inventory, inspection, repair, major overhaul and penalty due to the non-satisfaction of the quality of products received by the customer. Figure 1 presents the structure of this hybrid manufacturing system.

Structure of the studied hybrid manufacturing—remanufacturing system
4.4 Formulation of the optimal control problem
The machines \({M}_{1}\) and \({M}_{2}\) are subject to random failures and repairs. Let ؏ (t) be the stochastic process describing the dynamics of the system at time t. Then ؏ (t) is defined as follows:
The system can therefore be in a mode α such that α ϵ Ω = {1, 2, 3, 4}. Figure 2 shows the transition diagram of the system with \({\uplambda }_{i}=\frac{1}{\mathrm{MTTFMi}}\) and \({\upmu }_{i}=\frac{1}{\mathrm{MTTRMi}}\); i ∈ {1, 2} denoting the failure and repair rates of machine i, respectively.

State transition diagram of the stochastic process
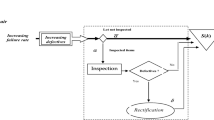
4.4.1 Average quality after control (AOQ)
For a production run, a certain fraction \({f}_{1}^{\alpha }\) of the manufactured products is inspected and the identified non-conforming products are sent to reuse inventory. Similarly, a certain fraction \({f}_{2}^{\alpha }\) of the remanufactured products is inspected and the identified non-conforming products are destroyed: both machines produce non-conforming products at respective rates of \({\beta }_{1 }\) for machine 1 and \({\beta }_{2}\) for machine 2. Thus, for a production and remanufacturing run, the inspected fraction of products from machine is \({f}_{i}^{\alpha }\) and the uninspected fraction is (1-\({f}_{i}^{\alpha }\)). Since not all products are inspected, certain fractions of the distributed products are non-compliant. This quantity, denoted as average quality after control (AOQ(.)), is given by Eq. (2), and its maximum value AOQL is calculated by Eq. (3).
Figure 3 outlines such manufacturing control circuit:

Inspection process including average quality after control (AOQ)
To anticipate the replacement of non-conforming products received by customers before being returned to the firm, Hlioui et al. [39] proposed an adjustment of the demand rate from its initial value d to the adjusted value d' defined as
Each machine produces at a rate \({u}_{i}(t)\) but the product does not enter the inventory at this same rate because the inspection time is considered. Hence, as developed in Rivera-Gomez et al. [23], the actual rate \({u}_{i}^{r}\left(t\right)\) at which the product enters the inventory for each machine is defined by the following equation
where \({f}_{i}^{\alpha }*{\upbeta }_{\mathrm{i}}*{\mathrm{u}}_{\mathrm{i}}\) represent non-conforming products identified during the inspection. The real production rate \({u}_{1}^{r}\) of machine \({M}_{1}\) is defined by the following Eq. (6).
By replacing \({u}_{1}\) by its maximum value \({U}_{1}^{max}\), we obtain the real maximum production rate of \({M}_{1}\) defined by Eq. (7).
Using the same method, we obtain the real production rates \({u}_{2}^{r}\) of \({M}_{1}\), defined by Eq. (8), and its maximum value defined by Eq. (9).
Now, we can define the stock of finished manufactured products by the following equation:
where \({x}_{0}\) is the level of stocks in the initial state \(t=0\).
The presented manufacturing process is modeled by a semi-Markovian chain with continuous time and discrete state with a transition rate matrix \(Q=({q}_{\alpha j})\). The transition rates are defined as follows:
Increasing the production rate of each machine increases its degradation. This degradation influences the reliability of the machine by increasing its failure rate as defined in Kouedeu et al. [9]. Similarly, this degradation influences the quality of the products as developed in Hajej et al. [4]. Thus, the failure rate and rejection rate of each of the machines can now be defined as follows:
Hence, the transition rate matrix is defined as follows:
Let \({\mathrm{Q}}_{1}\), \({\mathrm{Q}}_{2},{\mathrm{Q}}_{3},{\mathrm{Q}}_{4}\) be the transition matrices that represent \({\mathrm{Q}}({u}_{1},{u}_{2})\) according to the values taken by the production rates \({u}_{1}\mathrm{and }{u}_{2}\) and defined by Eq. (17):
By replacing \({\lambda }_{1}({u}_{1})\) and \({\lambda }_{2}({u}_{2})\) by their values as defined in Eqs. (12) and (14), we obtain the values of \({\mathrm{Q}}_{1}\), \({\mathrm{Q}}_{2},{\mathrm{Q}}_{3},{\mathrm{Q}}_{4}\) defined by Eqs. (18) to (21).
The limiting probabilities are defined as follows:
The system is feasible if and only if the variables satisfy the following feasibility condition:
The domain of admissibility denoted Γ(α) of the control variables is defined as follows:
Let g(⋅) be the instantaneous cost, composed of the costs for production, refurbishment, shortage, storage, inspection, scrap and penalty cost on returned products. Table 2 defines the expression of each of these costs.
The instantaneous costs are determined by the following equation:
The discounted cost and value function are defined by Eqs. (25) and (26):
Since, \(\vartheta \left(\alpha ,x\right)=\underset{u\mathrm{\epsilon \Gamma }\left(\mathrm{\alpha }\right)}{\mathrm{min}} \mathrm{J}\left( \alpha ,{x}_{1},{x}_{2}\right),\mathit{ }\alpha \mathrm{\epsilon \Omega }\) The HJB equation is defined as:
Solving this equation by analytical methods is very complex. Therefore, we will use Kushner's numerical method, which is developed in Appendix A. To illustrate the practical use of our model, we will simulate a practical numerical in Sect. 5.
5 Simulation and numerical example
In this section, we illustrate a numerical example for the hybrid manufacturing and remanufacturing system. Our system describes a 4-state Markov process: Ω = {1, 2, 3, 4,}. For this study, we considered the following domains:
In the following, we consider the parameters of the Router (class R) CNC cutting machine of the Quebec company CET Fire Pumps, which transforms 4' × 8' polypropylene sheets of half an inch thickness. They are cut into various geometries, which are used to manufacture custom water-tanks. For remanufacturing, we added a second machine whose data is taken from Kouedeu et al. [9]. To illustrate the previously defined policy (see Sect. 4), we will consider a real-world example (CET Fire Pumps) with the parameters summarized in Table 3.
The parameters illustrated in Table 3 are such that the admissibility condition of Eq. (24) is satisfied. The results obtained are presented in the following Sects. 5.1, 5.2 and 5.3. Here, Sect. 5.1 presents the production and remanufacturing policy. Then Sect. 5.2 presents the quality control policy. Finally, Sect. 5.3 presents the preventive maintenance policy.
5.1 Production policy
Applying the given production conditions defined by Eq. (28) and the parameter values from Table 3, we obtain the following results for the hybrid manufacturing system, presented in Fig. 4a–d.

Production policy for \({M}_{1}\) and \({M}_{2}\)
Figure 4a presents the production rate of the manufacturing machine \({M}_{1}\) when it is in operation simultaneously with the remanufacturing machine \({M}_{2}\) (referred to as mode 1). Figure 4b presents the production rate of the remanufacturing machine \({M}_{2}\) when it is in operation simultaneously with the manufacturing machine \({M}_{1}\) (mode 1). Figure 4c shows the production rate of the manufacturing machine when it is the only one in operation (mode 2), and Fig. 4d presents the remanufacturing machine when it is the only one operational.
-
Figure 4a shows that when the inventory level of manufactured and remanufactured products is less than \({Z}_{1}^{*}\left(1\right)=14\) we must produce at the maximum rate. Then when this inventory is between \({Z}_{1}^{*}\left(1\right)=14\) and \({Z}_{2}^{*}\left(1\right)=24\), we must reduce the production rate from its maximum value to its economic value. This reduction limits the effect of the production rate on the degradation of the machine [28]. We must stop production as soon as the stock is greater than \({Z}_{2}^{*}\left(1\right)\).
-
Figure 4b shows that when the inventory level of products in inventory is less than \({Z}_{3}^{*}\left(1\right)=28\) the machine must produce at its maximum rate. When this stock level is exceeded, reduce the production rate to zero.
-
Figure 4c shows the production policy of the manufacturing machine when the remanufacturing machine is down (mode 2). We notice that this policy is similar to mode 1, but with higher threshold inventory, which are respectively: \({Z}_{4}^{*}\left(2\right)=17\) and \({Z}_{5}^{*}\left(2\right)=29.\)
-
Figure 4d shows that the remanufacturing machine's policy, when it is the only machine in operation, is like its policy when both machines are in operation. However, the threshold inventory is higher \({Z}_{6}^{*}\left(3\right)=33.\) This is because the machine is producing alone and is degrading more severely.
In summary, the optimal production rate of each machine is defined by the following Eqs. (30) to (33):
We also notice that the threshold inventory level of the remanufactured products is larger than that of the manufactured products when both machines are in operation. This can be explained since the considered failure rate of the remanufacturing machine is greater than the failure rate of the manufacturing machine (\({\lambda }_{2} \ge { \lambda }_{1}\mathrm{ or} \mathrm{MTTFM}1>\mathrm{MTTFM}2\)). The remanufacturing machine degrades more severely and produces more non-conforming parts than the direct manufacturing machine. We notice that the threshold stock of manufactured products is higher in mode 2 than in mode 1. This is normal because the manufacturing machine is the only one in operation in mode 2. Thus, on one hand it is the only machine to satisfy all the adjusted demand of the market \({d }^{^{\prime}}\). On the other hand, in this mode, the manufacturing machine operates longer at its maximum production rate, which accelerates its degradation and increases its failure rate. Therefore, the manufacturing system—to satisfy the demand in case of failure—increases the threshold level to protect itself. We also notice that the threshold stock of remanufactured products in mode 3 is higher than in mode 1. This can be explained because this machine is solely producing in this mode. In mode 4 both machines are down so no production is occurring.
5.2 Quality control policy
Figure 5 shows the total production cost as a function of the inspected fractions. Figure 5a, c shows the total production cost as a function of the inspected proportion of the manufactured products, respectively, when both machines are in operation and when solely the manufacturing machine is in operation. Figure 5b, d shows the total production cost as a function of the inspected proportion of remanufactured products.

Inspection policy for manufacturing /remanufacturing products
When both machines are in operation, to reduce the production cost while respecting the AOQ constraint, the manufacturer must inspect \({f}_{1}^{1*}=45\%\) (Fig. 5a) of the manufactured products and \({f}_{2}^{1*}=55\%\) (Fig. 5b) of the remanufactured products. However, when only the manufacturing machine is in operation, \({f}_{1}^{2*}=60\%\) (Fig. 5c) of the manufactured products must be inspected and when solely the remanufacturing machine is in operation, \({f}_{1}^{3*}=\) 65 (Fig. 5d) of the production must be inspected. The optimal fraction of remanufactured products to be inspected \({f}_{2}^{1*}\) is larger than the inspected fraction of manufactured products \({f}_{1}^{1*}\) because the remanufacturing machine produces more non-conformities products than the manufacturing machine.
5.3 Preventive maintenance policy
The preventive maintenance strategy chosen in this study is an opportunistic preventive overhaul of machine components. This strategy was developed and proposed in Kang and Subramaniam [35] and He et al. [36,37,38]. Here, the components of each of the machines are overhauled during voluntary production downtime especially when the threshold level of each inventory (manufactured products and remanufactured products) is exceeded. In short, when the manufacturing and remanufacturing machines are in voluntary production stoppage in mode 2 (Fig. 6a) and mode 3 (Fig. 6b), respectively, an overhaul is performed on each of the machines. A preventive overhaul is performed on each of the machines.

Preventive maintenance policy
The policies defined by the Eqs. (30) to (35) obtained previously allow us to get closer to the industrial context because they simultaneously consider economic issues, customer satisfaction and reverse logistics. However, we need to perform other practical simulations to analyze the sensitivity of our model. This sensitivity analysis aims at validating and illustrating the robustness of the proposed policies.
6 Sensitivity analysis
In this section, we perform sensitivity analyses on the cost parameters for better understanding of the proposed model. The studied parameters include inventory cost \({C}^{+}\), shortage cost \({C}^{-},\) manufacturing cost \({C}_{f}\), remanufacturing cost \({C}_{f}\), inspection cost \({C}_{isp}\), and the penalty cost on returned products \({C}_{ret}\), as well as manufacturing system parameters such as failure rate, inspection rate and AOQ. Table 5 in Appendix B details the behavior of the developed policies as a function of variations in the system parameters, and Fig. 7 presents their variation.



Sensitivity analysis of the proposed hybrid manufacturing model
The behavior of these policy settings varies and is detailed as follows:
-
Variation in shortage cost C−. When the shortage cost for stock x(t) increases, the critical thresholds (\({Z}_{1}^{*},{Z}_{2}^{*},{Z}_{3}^{*},{Z}_{4}^{*},,{Z}_{5}^{*},,{Z}_{6}^{*})\) increase (Fig. 7a), while the fractions (\({f}_{1}^{1*},{f}_{2}^{1*},{f}_{1}^{2*},{f}_{2}^{3*})\) to be controlled decrease (Fig. 7b). This can be explained because the system must store more products to limit shortages. The fractions decrease because with the increase of the shortage costs it becomes preferable to have products even if the quality has not been improved.
-
Variation in inventory cost C+. When the inventory cost for manufactured and remanufactured products increases, the critical thresholds (\({Z}_{1}^{*},{Z}_{2}^{*},{Z}_{3}^{*},{Z}_{4}^{*},,{Z}_{5}^{*},,{Z}_{6}^{*})\) decrease (Fig. 7c) and the optimal fractions (\({f}_{1}^{1*},{f}_{2}^{1*},{f}_{1}^{2*},{f}_{2}^{3*})\) increase (Fig. 7d). This can be explained by the fact that to reduce the costs, the system stocks less products and the fractions to inspect increase to reduce the number of non-conforming products in stock.
-
Variation of the manufacturing cost Cf of M1. When the cost of manufacturing products directly increases, the threshold \({Z}_{1}^{*} and {Z}_{2}^{*}\) and the fraction \({f}_{1}^{1*}\) of manufacturing products at mode 1 decreases while the threshold \({Z}_{3}^{*}\) and the fraction \({f}_{2}^{1*}\) at this mode increases (Fig. 7e–f). This can be explained because the system, with the increase in the cost of the manufactured product, will require more remanufactured products to satisfy the demand. The fraction \({f}_{1}^{1*}\) of the products decreases because the production cost increases, while the penalty cost on the non-conforming products is constant; hence, it is more economical to reduce the products destroyed after inspection.
-
Variation of the remanufacturing cost Cr of M2. As the remanufacturing cost increases, we see the opposite effect with the increase in direct production cost. The costs (\({Z}_{3}^{*} and {f}_{2}^{1*})\) decrease, while (\({Z}_{1}^{*},{Z}_{2}^{*} and {f}_{1}^{1*})\) increase (Fig. 7g, h), because the system, to optimize the costs, will put more strain on the manufacturing machine.
-
Variation in inspection cost Cisp. When the inspection cost increases, the fractions (\({f}_{1}^{1*},{f}_{2}^{1*},{f}_{1}^{2*},{f}_{2}^{3*})\) to be inspected decrease (Fig. 7j) to reduce the total production cost. However, the thresholds (\({Z}_{1}^{*},{Z}_{2}^{*},{Z}_{3}^{*},{Z}_{4}^{*},,{Z}_{5}^{*},,{Z}_{6}^{*})\) (Fig. 7i) increase because there are more non-conforming products in inventory.
-
Variation of the penalty cost on non-conforming products sold Cret. As the cost of replacing non-conforming products returned from the market increases, the fractions to be controlled also increase and the optimal thresholds (\({Z}_{1}^{*},{Z}_{2}^{*},{Z}_{3}^{*},{Z}_{4}^{*},,{Z}_{5}^{*},,{Z}_{6}^{*})\) decrease (Fig. 7k, l). This is normal because the system limits the distribution of non-conforming products as much as possible.
-
Variation in inspection rate Ui. Figure 7m shows that as the inspection rate increases, the fractions (\({f}_{1}^{1*},{f}_{2}^{1*},{f}_{1}^{2*},{f}_{2}^{3*})\) to be inspected decrease (Fig. 7n) to reduce the overall inspection time. Threshold stocks (\({Z}_{1}^{*},{Z}_{2}^{*},{Z}_{3}^{*},{Z}_{4}^{*},,{Z}_{5}^{*},,{Z}_{6}^{*})\) increase to anticipate the increase of non-conforming products in inventory.
-
Variation of the failure rate \({{\varvec{\uplambda}}}_{1} \mathbf{a}\mathbf{n}\mathbf{d} {{\varvec{\uplambda}}}_{2}\). When the failure rate of the manufacturing machine increases (Fig. 7o–r), the thresholds \({Z}_{1}^{*}\) and \({Z}_{4}^{*}\) decrease, while the thresholds \({Z}_{2}^{*}\),and \({Z}_{5}^{*}\) increase. This behavior is normal because the machine's failure rate is influenced by its production rate. So, the machine produces less at its maximum rate as its failure rate increases. However, when the remanufacturing machine's pass rate increases, its threshold inventory also increases. When the remanufacturing machine's failure rate increases, the \({Z}_{3}^{*}\) and \({Z}_{6}^{*}\) thresholds increase as well, since the system protects itself from production interruptions caused by failures.
-
Variation of AOQL. When the constraint on the AOQL increases, the fractions (\({f}_{1}^{1*},{f}_{2}^{1*},{f}_{1}^{2*},{f}_{2}^{3*})\) to be controlled decrease (Fig. 7t) and the (\({Z}_{1}^{*},{Z}_{2}^{*},{Z}_{3}^{*},{Z}_{4}^{*},,{Z}_{5}^{*},,{Z}_{6}^{*})\) thresholds increase(Fig. 7s). This behavior is normal because more non-conforming products are allowed on the market. Thus, the system to reduce the inspection and scrap costs, reduces the amount of product to be inspected. Once the inspection thresholds are reduced, more non-conforming products go into inventory, which increases the amount of inventory.
7 Comparative Study
This section presents the economic and social merits of the proposed policy compared to the policies proposed in literature [2, 24, 28]. During these decades, several studies have been published in the field of closed-loop production optimization. Nevertheless, very few have addressed jointly the influence of degradation on reliability and on product quality in a manufacturing and remanufacturing context. Our developed hybrid manufacturing model, by considering the influence of the production rate of the manufacturing and remanufacturing machines on the systems’ reliability and the product quality, brings results that are closer to a real-world industrial environment. As a result, the policy proposed in our study, in addition to considering the effect of the production rate on reliability as in the work of Kouedeu et al. [28], also considers the influence of this production rate on the quality of manufactured products and remanufactured products. This policy also differs from the policies proposed in Ait-El-Cadi et al. [24] and Hajej et al. [4] because it proposes optimal recovery and refurbishment strategies. As well, our policy considers the influence of production rate on degradation, which was neglected in the policy of Ouaret et al. [2], and it proposes a dynamic sampling-type inspection strategy. To conclude this part of our study, we will compare our policy, noted policy I (1), with three other policies developed in previous work by assessing them on economical viability.
-
Policy I (1). In the policy proposed in this paper, the influence of production rate on reliability and product quality is considered simultaneously and including a dynamic sampling-type inspection in a hybrid manufacturing and remanufacturing context.
-
Policy II (2). This is the policy proposed in Kouedeu et al. [28]. In this policy the influence of the production rate on reliability is considered but the quality control of the products is neglected, so all manufactured and remanufactured products are distributed. To simulate this policy, we considered that the fraction of product to be inspected is zero (\({f}_{i}^{\alpha }=0)\).
-
Policy III (3). This is the policy proposed in Ouaret et al. [2]. In this policy the products are produced and remanufactured as in Policy I (1). However, the influence of production rates on degradation is neglected. The inspection of products is not of the sampling type as in Policy I (1) because all products are inspected. To simulate this policy III (3), we will consider that the fraction to be inspected is equal to one (\({f}_{i}^{\alpha }=1)\).
-
Policy IV (4). This is the proposed policy by Ait-El-Cadi et al. [24]. They take the influence of the production rate on degradation and quality into account. Also, the inspection strategy is a dynamic sampling type. However, in their work the authors did not consider the reverse logistics. To simulate this policy IV (4), we considered that all products were manufactured directly, i.e., the remanufacturing machine is not considered.
Figure 8 shows policies (1), (2), (3) and (4) and their total production costs. In the following, the established policies from literature (2), (3) and (4) are evaluated and compared against the proposed policy (1).

Comparative study including the proposed (1) and the established policies (2, 3, 4) from literature
-
Policy II (2): The influence of production rate on reliability is considered but neglected on product quality. Also, the products are not inspected (\(f=0 \%)\); hence, we observe in Fig. 8 that for a defective rate \(\beta =15\%\) the total production cost is 4867 $. However, for a sampling-type inspection, this total cost is 4200 $ for a 55% production faction. This is a reduction of about 13.70% of the total production cost. This is due to the additional losses caused by the distribution of non-conforming products to customers.
-
Policy III (3): The influence of the production rate on degradation is neglected and all products are inspected (\(f=100\%)\) for a rejection rate of \(\beta =15\%\), the total production cost is 5341 $. However, for a sampling-type inspection, this total cost is 4200 $ for a 55% faction of the inspected production. This is a reduction of about 21.36% of the total production cost. Policy I (1) has a high cost because all the good quality products (1-\(\beta )\) are inspected, which adds to the costs.
-
Policy IV (4): The influence of the production rate is considered, but all the products originate directly from manufacturing, as no reverse logistics is considered here. Since the remanufacturing machine is not considered, the fraction of products to be controlled is (\(f=35\%).\) Here, the total production cost is 4351 $ compared to 4200 $ in our developed system (Policy I (1)); hence, a reduction of about 4% is realized.
To complete the investigation of this comparative study, additional simulations were performed by varying the rejection rate of the manufacturing machine, which are presented in Table 4.
To extend this comparative study, we vary other parameters of the system (inventory cost, shortage cost, inspection cost and penalty cost) to observe the behavior of different policies. Figure 9a–d presents the obtained results.

Comparative study
Figure 9a shows that as the cost of storage increases, the costs of all four policies increase. The cost of policy 2 increases more because in this policy no product is inspected. Thus, many of the products in stock are of poor quality and cost the company unnecessarily. However, policy (1) remains the most economical because the inspection is dynamic and varies with the cost of storage. Figure 9b shows that policy (2) remains the most expensive when the cost of shortage increases because all the non-conforming products are distributed and returned by the customers for replacement which creates the shortage of good quality products. Figure 9c shows that policy 3 is more expensive for large values of inspection cost. This is because in this policy all products are inspected which costs the company money. Figure 9d shows that policy (2) is the most expensive for high penalty costs while for low penalty costs it is policy (3). In summary, Fig. 9a–d shows that the proposed policy allows to reduce the production cost while improving the quality of the products. Indeed, on the one hand this policy allows to improve simultaneously the quality of the products and the reliability of the system. On the other hand, this policy allows to minimize the total production cost even when the different parameters such as the stock cost, the shortage cost, the inspection cost and the replacement cost of the non-conforming products increase.
8 Policy implementation and decision support tool
In the case of our numerical example (Sect. 5) To optimize production and quality control, the procedure to be followed by the manufacturer is proposed as follows:
-
Step 1 (S1): identification; in this first step, the manufacturer must identify the manufacturing machine and the reconditioned machine. The manufacturing machine uses the raw material, while the remanufacturing machine uses the returned EOL products.
-
Step 2 (S2): Condition of the machines; the manufacturer shall verify whether each machine is in a state of breakdown or in good working order.
After the identification of the machines (S1) and the identification of the state of each machine (S2), 4 cases are possible: the actions to be carried out by the operator according to the various possible cases and summarized in Fig. 10 are the following ones:

Logical diagram for the proposed policies implementation
-
1.
If both machines are in good working condition. The operator must inspect 45% of the manufactured product and 55% of the remanufactured product produced at the maximum rate on each of the two machines. When the inventory level reaches 14, the operator must reduce the production rate of the manufacturing machine from its maximum value to its economic value, and when it reaches the value of 24, the operator must stop the manufacturing machine and continue with the remanufacturing machine always at its maximum rate until the inventory is 28 and then also stop the remanufacturing machine. The operator should perform this procedure repeatedly depending on the inventory level.
-
2.
If only the manufacturing machine is in operation. The operator must send the remanufacturing machine for repair, produce at the maximum rate of the manufacturing machine and inspect 60% of its production. Once the inventory level is 17, the operator should reduce the production rate from its max value to its economic value and then stop producing when the inventory level is 29. Do a preventive overhaul of the machine during this downtime.
-
3.
If only the remanufacturing machine is in operation. The operator must send the manufacturing machine for repair, produce at the maximum rate of the remanufacturing machine and inspect 65% of its production. Once the stock level is equal to 33, the operator should stop production and do a preventive overhaul of the machine.
-
4.
Both machines have failures. The operator must send both machines for repair.
9 Conclusion
This work focused on the study and optimization of a hybrid manufacturing—remanufacturing system in conjunction with maintenance and quality control strategies. The main objective was to increase system reliability, improve product quality and minimize total production cost. To achieve this goal, we formulated the problem and developed the system dynamics to optimize the control variables, i.e., production rates and inspection fractions for each machine.
The studied hybrid manufacturing system consists of two non-identical machines (manufacturing machine and remanufacturing machine). After formulating the optimal control problem that describes the studied system, we solved HJB equations using a numerical method. This allowed us to determine the optimal conditions for our decision variables and simulation of a practical numerical example. Through this simulation, we proposed a critical threshold production policy that reduces production costs and satisfies demand. As well, we proposed an inspection policy to improve the quality of the distributed products and a maintenance policy to limit the effects of degradation on reliability and quality.
To illustrate the robustness of the proposed approach, we performed a sensitivity analysis. Finally, we made a comparative study of our policy with recent published policies, specifically Kouedeu et al. [28], Ouaret et al. [2] and Ait-El-Cadi et al. [24]. This comparative study shows that when integrating the developed policy in existing policies, such as developed by Kouedeu et al. [28], the total cost will be reduced by 10 to 25 percent depending on the rejection rate of the machines. As well, if we integrate the developed approach in the policy developed by Ouaret et al. [2], the cost can be reduced by 12 to 23 percent depending on the rejection rate of the machines. Finally, if we integrate this approach with the model developed by Ait-El-Cadi et al. [24], the total production cost will be reduced from 7 to 17 percent depending on the machine rejection rate.
The obtained modeling and policy implementation results can be useful for companies that have unreliable machines that degrade over time and are producing non-conforming parts. Specific focus of this study was on manufacturing systems, which produces parts from raw materials and recycles the products at the end of their life. Hence, it will be interesting for future work to implement our policies in a real industrial environment to ensure industrial validation. As the proposed methodology in this study was based on a real-world industrial example and compared with existing research strategies, future validation scenarios for the developed methodology could be most effectively applied to similar manufacturing operations (e.g., machining) as CET Fire Pumps considering remanufacturing by EOL product recycling. Furthermore, this work could be extended for systems with variable demand rates.
Data availability
Data related to this work will be provided upon request.
Code availability
Developed code related to this work is provided on the github repository: github.com/patrick438-cell.
References
Delpla V, Kenne JP, Hof LA (2021) Circular manufacturing 4.0: towards internet of things embedded closed-loop supply chains. Int J Adv Manuf Technol
Ouaret S, Kenne JP, Gharbi A (2018) Stochastic optimal control of random quality deteriorating hybrid manufacturing/remanufacturing systems. J Manuf Syst 49:172–185
Huang YS, Chen MW, Fang CC (2013) A study of the optimal production strategy for hybrid production systems. Int J Prod Res 51(19):5853–5865
Hajej Z, Rezg N, Gharbi A (2021) Joint production preventive maintenance and dynamic inspection for a degrading manufacturing system. Int J Adv Manuf Technol 112(1–2):221–239
Kenne JP, Gharbi A (2004) Stohastic optimal production control problem with corrective maintenance. Comput Ind Eng 46(4):865–875
Roux O, Duvivier D, Quesnel G, Ramat E (2013) Optimization of preventive maintenance through a combined maintenance-production simulation model. Int J Prod Econ 143(1):3–12
Chouikhi H, Khatab A, Rezg N (2011) A maintenance policy for a production system under environment constraints. Proceedings of International Conference on Industrial Engineering and Systems Management (Iesm'2011): Innovative Approaches and Technologies for Networked Manufacturing Enterprises Management 1060–1069
Nodem FID, Kenné J-P, Gharbi A (2010) Preventive maintenance and replacement policies for deteriorating manufacturing systems. IFAC Proc Vol 43(3):98–103
Kouedeu AF, Kenné JP, Dejax P, Songmene V, Polotski V (2015) Production and maintenance planning for a failure-prone deteriorating manufacturing system: a hierarchical control approach. Int J Adv Manuf Technol 76(9–12):1607–1619
Kim J, Gershwin SB (2005) Integrated quality and quantity modeling of a production line. OR Spectrum 27(2–3):287–314
Kim JY, Gershwin SB (2008) Analysis of long flow lines with quality and operational failures. IIE Trans 40(3):284–296
Colledani M, Tolio T (2011) Integrated analysis of quality and production logistics performance in manufacturing lines. Int J Prod Res 49(2):485–518
Rached M, Bahroun Z, Campagne JP (2015) Assessing the value of information sharing and its impact on the performance of the various partners in supply chains. Comput Ind Eng 88:237–253
Mehdi R, Nidhal R, Anis C (2010) Integrated maintenance and control policy based on quality control. Comput Ind Eng 58(3):443–451
Colledani M, Tolio T (2012) Integrated quality, production logistics and maintenance analysis of multi-stage asynchronous manufacturing systems with degrading machines. CIRP Ann Manuf Technol 61(1):455–458
Nourelfath M, Nahas N, Ben-Daya M (2016) Integrated preventive maintenance and production decisions for imperfect processes. Reliab Eng Syst Saf 148:21–31
Foteinopoulos P, Esnault V, Komineas G, Papacharalampopoulos A, Stavropoulos P (2020) Cement-based additive manufacturing: experimental investigation of process quality. Int J Adv Manuf Technol 106:4815–4826. https://doi.org/10.1007/s00170-020-04978-8
Alexios P, Konstantinos T, Kyriakos S, Panagiotis S (2020) Deep quality assessment of a solar reflector based on synthetic data: Detecting surficial defects from manufacturing and use phase, sensing technology and data interpretation in machine diagnosis and systems condition monitoring. Sensors 20(19):5481
Robotis A, Boyaci T, Verter V (2012) Investing in reusability of products of uncertain remanufacturing cost: The role of inspection capabilities. Int J Prod Econ 140(1):385–395
Rivera-Gomez H, Gharbi A, Kenne JP (2013) Joint production and major maintenance planning policy of a manufacturing system with deteriorating quality. Int J Prod Econ 146(2):575–587
Mohammadi B, Taleizadeh AA, Noorossana R, Samimi H (2015) Optimizing integrated manufacturing and products inspection policy for deteriorating manufacturing system with imperfect inspection. J Manuf Syst 37:299–315
Bouslah B, Gharbi A, Pellerin R (2016) Integrated production, sampling quality control and maintenance of deteriorating production systems with AOQL constraint. Omega-Int J Manag Sci 61:110–126
Rivera-Gomez H, Gharbi A, Kenné JP, Montaño-Arango O, Corona-Armenta JR (2020) Joint optimization of production and maintenance strategies considering a dynamic sampling strategy for a deteriorating system. Comput Ind Eng 140
Ait-El-Cadi A, Gharbi A, Dhouib K, Artiba A (2021) Integrated production, maintenance and quality control policy for unreliable manufacturing systems under dynamic inspection. Int J Prod Econ 236
Yoo SH, Kim D, Park MS (2012) Inventory models for imperfect production and inspection processes with various inspection options under one-time and continuous improvement investment. Comput Oper Res 39(9):2001–2015
Kenne JP, Dejax P, Gharbi A (2012) Production planning of a hybrid manufacturing-remanufacturing system under uncertainty within a closed-loop supply chain. Int J Prod Econ 135(1):81–93
Ouaret S, Polotski V, Kenné JP, Gharbi A (2013) Optimal production control of hybrid manufacturing/remanufacturing failure-prone systems under diffusion-type demand. Appl Math 4(3):10
Kouedeu AF, Kenné JP, Dejax P, Songmene V, Polotski V (2014) Production planning of a failure-prone manufacturing/remanufacturing system with production-dependent failure rates. Appl Math 5(10):1557–1572
Ouaret S, Kenne JP, Gharbi A (2018) Production and replacement policies for a deteriorating manufacturing system under random demand and quality. Eur J Oper Res 264(2):623–636
Polotski V, Kenne JP, Gharbi A (2019) Optimal production and corrective maintenance in a failure-prone manufacturing system under variable demand. Flex Serv Manuf J 31(4):894–925
Kenne JP, Gharbi A (1999) Experimental design in production and maintenance control problem of a single machine, single product manufacturing system. Int J Prod Res 37(3):621–637
Dellagi S, Rezg N, Gharbi A (2010) Optimal maintenance/production policy for a manufacturing system subjected to random failure and calling upon several subcontractors. Int J Manag Sci Eng Manag 5(4):261–267
Ayed S, Sofiene D, Nidhal R (2012) Joint optimisation of maintenance and production policies considering random demand and variable production rate. Int J Prod Res 50(23):6870–6885
Tarek A, Hajej Z, Rezg N (2016) Production and maintenance optimization for multi-machines under degradation constraint. Ifac Papersonline 49(31):149–154
Kang KC, Subramaniam V (2018) Joint control of dynamic maintenance and production in a failure-prone manufacturing system subjected to deterioration. Comput Ind Eng 119:309–320
He Y, Liu F, Cui J, Han X, Zhao Y, Chen Z, Zhou D, Zhang A (2019) Reliability-oriented design of integrated model of preventive maintenance and quality control policy with time-between-events control chart. Comput Ind Eng 129:228–238
Paraschos PD, Koulinas GK, Koulouriotis DE (2020) Reinforcement learning for combined production-maintenance and quality control of a manufacturing system with deterioration failures. J Manuf Syst 56:470–483
Cheng G, Li L (2020) Joint optimization of production, quality control and maintenance for serial-parallel multistage production systems. Reliab Eng Syst Saf 204
Hlioui R, Gharbi A, Hajji A (2015) Replenishment, production and quality control strategies in three-stage supply chain. Int J Prod Econ 166:90–102
Acknowledgements
The authors would like to acknowledge the financial support of the Natural Sciences and Engineering Research Council of Canada (NSERC) under the Discovery Grant (RGPIN-2018-05292 and RGPIN 2019-05973).
Funding
This work was supported by the Natural Sciences and Engineering Research Council of Canada (NSERC).
Author information
Authors and Affiliations
Contributions
Patrick Megoze Pongha contributed to writing—original draft, conceptualization, methodology, software, and investigation. Guy-Richard Kibouka performed writing—review and editing, and investigation. Jean-Pierre Kenné was involved in supervision, writing—review and editing, conceptualization, methodology, and funding acquisition. Lucas A. Hof contributed to supervision, writing—review and editing, conceptualization, methodology, investigation, project administration, and funding acquisition.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix A
The solution of Eq. (28) by the analytical method is very complex [8]. Therefore, we will use the numerical method of Kushner. Therefore, an approximation of the derivative of the value function by a finite difference is defined by the following Eq. (36).
By injecting the last equation in Hamilton–Jacobi–Bellman (HJB) and developing, we obtain:
Isolating all ϑ (x, α) members in the left-hand member, we have:
Hence:
Now we have:
Mode 1
Both machines are in operation. The rejection rate of the main machine is \(\beta\), and the control fraction is \({f}_{1}\).
With: \({\Omega }_{h}^{1}=\left|{q}_{11}\right|+\frac{\left|\dot{x}\right|}{h}\) \({\mathrm{P}}_{x}^{+}\left(1\right)=\left\{\begin{array}{lc}\frac{\dot{x}}{h{\Omega }_{h}^{1}} & if\;\dot{x}>0\\ 0 & if\;not\end{array}\right.\)
Mode 2
Only the main machine M1 is in operation. The rejection rate of the main machine is \(\beta\), and the control fraction is \({f}_{2}.\)
With: \({\Omega }_{h}^{1}=\left|{q}_{11}\right|+\frac{\left|\dot{x}\right|}{h}\) \({\mathrm{P}}_{x}^{+}\left(1\right)=\left\{\begin{array}{lc}\frac{\dot{x}}{h{\Omega }_{h}^{1}} & if\;\dot{x}>0\\ 0 & if\;not\end{array}\right.\)
Mode 3
Only the second M2 machine is in operation. No fraction to control in this case.
with: \({\Omega }_{h}^{3}=\left|{q}_{33}\right|+\frac{\left|\dot{x}\right|}{h}\)
Mode 4: Both machines are out of order.
with
and
Appendix B
Rights and permissions
About this article

Cite this article
Megoze Pongha, P., Kibouka, GR., Kenné, JP. et al. Production, maintenance and quality inspection planning of a hybrid manufacturing/remanufacturing system under production rate-dependent deterioration. Int J Adv Manuf Technol 121, 1289–1314 (2022). https://doi.org/10.1007/s00170-022-09078-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09078-3