
Abstract
In extrusion, shape complexity serves as an indicator of the difficulty in extruding the profile. It can affect the extrusion load and metal flow pattern. Non-homogeneous metal flow and severe pressure conditions can directly influence product quality, die life, and overall productivity. Most of the product defects can be linked to extrusion pressure and flow pattern of the metal. The current paper investigates, experimentally and numerically, how shape complexity influences extrusion load and material flow. Finite element modelling (FEM) is used to simulate and analyze the cold extrusion of various die shapes (nine) having distinct profile complexities. Generated numerical solutions are used to study the influence of geometrical complexity, extrusion ratio, and profile symmetry on dead metal zone (DMZ), metal flow, and extrusion pressure. All of these factors can aid in assessing the possibilities of certain types of product defects. It was observed that higher shape complexity values result in higher pressures and more severe metal flow patterns, which lead to higher chances of product defects. The findings of this study can be of assistance to die manufacturers and extrusion plants in optimizing the die designs, and reducing metal flow related defects.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The process of extrusion transforms a billet material into a required geometry by pressing it through a die opening [1]. Cold extrusion (ambient temperature) yields good dimensional precision and improved surface quality in comparison with hot working [2]. However, cold working requires higher pressures, which can reduce the extrudability and can lead to certain product defects [3, 4]. Two major parameters that affecting extrudate quality, die life, and overall productivity are metal flow conditions and extrusion pressure [5–7]. Shape complexity is an indicator of the geometrical intricacy of the die [1, 8–10]. The most well-known and often used definition of shape complexity [11] is based on the perimeter (Ps) and area (As) of the section being extruded.
Current work involves finite element (FE) simulation of extrusion of solid profiles with different shape complexities, using DEFORM 3D. It provides a better understanding of how shape complexity affects the metal flow and extrusion force, and proposes a method to assess the type and amount of certain extrudate defects. After validating against experimental data of three dies having round, C-shape, and cross profiles, the FE model was employed to numerically explore profiles of different complexities ranging from rectangle, square, triangle to more complex profiles such as I, T, and L-sections. Findings of this study can aid in better design of dies and related tooling, and in minimizing several process-related extrusion product defects.
2 Experimental Work
The experimental setup (Fig. 1) comprised of an extrusion chamber and three dies having solid profiles. All of the parts were designed in-house and fabricated from H13 steel with the help of a local die manufacturer using EDM and high speed milling techniques [12]. The billet material used was aluminum alloy 6063. To visualize the metal flow, the billets were split longitudinally into mirror portions. The whole unit was installed in an Instron testing machine (250kN) that was set to compression mode. An extensometer was connected to a computer through a data logger. Experiments were run at ram speeds of 5 and 10 mm/min, and ram force and displacement information was recorded. Petroleum jelly was used as a lubricant to prevent sticking friction.

Extrusion setup (ram, container, die backer); circular, C-channel and cross profile dies; and split billet
3 Numerical Simulation
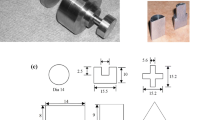
DEFORM-3D was used in this study especially because of its capability of handling large deformations through automatic re-meshing. The study covers nine different profiles of varying complexity. Geometric details are shown in Fig. 2a, and complexity values are listed in Table 1. The material library of DEFORM-3D was utilized to estimate the mechanical properties for Al-6063 in the annealed state. For cold working, room temperature (30 °C) was set. Triangle, C, T, and L sections are symmetrical about one axis, and were modelled as uni-axisymmetric, while the remaining profiles exhibited bi-axial symmetry, and therefore they were modelled as bi-axisymmetric (Fig. 2b).

a Geometry of all die profiles used (dimensions in mm); b 3D model of circular (biaxial symmetry) and triangular (uniaxial symmetry) profiles; c automatic re-meshing as observed in the cross-shape FE model
Tetrahedral mesh elements were selected because they can handle large deformations very well. Automatic re-meshing was set to re-mesh locally. The billet was initially meshed with an average of about 60,000 elements. For instance, numerical model of cross shape (Fig. 2c) illustrates automated re-meshing. After analyzing convergence patterns, a mesh size of 0.1 mm was selected for all the shapes.
The container-billet interface undergoes sliding friction and therefore a coulomb type friction model was assigned. The value of coefficient of sliding friction was identified as μ = 0.1, after comparing the pressure curves for different values of μ against the experimental pressure curve. The shear friction at the die-billet interface was ignored, as it is almost negligible when compared to friction at the container-billet interface.
4 Results and Discussion
Extrusion forces and velocity profiles were generated using the FE simulation. The simulated (FEM) force curves were found to exhibit minor fluctuations. Higher-order curve fitting and smoothening were used to enhance the readability.
4.1 Model Validation
The force curves generated in the experiment and the simulation were compared for round, C-channel, and cross profiles, at ram speeds of 5 and 10 mm/min. Simulated graphs show approximately the same behavior and variations as seen in the experiment (Fig. 3a). The forces at the peak and plateau in both simulation and experiments were found to be almost the same, with a maximum error of less than 7%. A small deviation can be observed between the FE and actual curves in the early stage of pressure rise. This can be attributed to the different effects of machine adjustments and billet upsetting involved in industry or experiment, whereas the FE curves offer only the theoretical behavior of the extrusion process.

a Experimental (black) and numerical (red) graphs of extrusion force for circular section (5 mm/min); b Variation of force against ram travel for the nine die geometries
4.2 Comparative Analysis of Profiles
4.2.1 Extrusion Force
In Table 1, complexity values of the 9 die shapes are listed, calculated using the “Ps/As” equation. The extrusion force vs ram travel curves for the nine shapes are compiled on one diagram (Fig. 3b). As one would expect, shapes of higher complexity have higher forces. One deviation from this general trend is that the force profile of rectangular shape is higher, while its complexity index is lower (0.393) when compared to more complex profile, such as a cross having 0.438. A vital parameter, extrusion ratio (R), has not been included in definition C1. Higher force curve has been found for the shape having a bigger extrusion ratio (rectangle 2.532, cross 2.042). This points to a necessity of including extrusion ratio along with perimeter-to-area ratio to improve the definition of complexity index.
4.2.2 Material Flow Pattern and Extrusion Defects
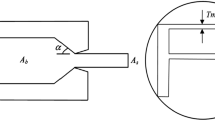
Lines of metal flow in extrusion can be investigated by analyzing the velocity profiles in FE simulations as the billet deforms. The direction of metal flow is depicted by the direction of the velocity vectors. These velocity profiles allow us to evaluate whether the metal flow is uniform (homogeneous) or not, along with the accumulation of flow lines in a certain area. The dead metal zone (DMZ), where sliding or shearing takes place, can also be identified using the velocity profile and can help quantify its size. The DMZ resists material flow and contributes to the non-homogeneity in metal flow [12, 13]. The velocity profiles also help to identify symmetry of the metal flow. 2D and 3D views of velocity profiles were analyzed to understand the flow pattern. 2D velocity profiles of circular section and C-section are shown in Fig. 4a, b as examples, while other velocity profiles are discussed but not shown here due to size restrictions.

2D velocity profiles displaying metal flow and DMZ, for a double-symmetric round section and for b single-symmetry C-shape
The simplest (lowest complexity) shape is the round die which has biaxial symmetry and no stress concentration points. The velocity profile in Fig. 4a shows the very symmetric and highly uniform metal flow with no visible concentration of flow lines in any particular region. Length of the DMZ is measured as 2.7 mm, the smallest for all shapes studied. Extrusion pressures will be low due to the very smooth metal flow. This translates into low-power equipment and longer lasting dies and tools.
Lower symmetry is observed in the velocity profile of the C-section (Fig. 4b) along with less homogeneous metal flow. The flow lines are also concentrated in a few areas. The DMZ length (8.50 mm) is also greater and is located near the thinner lip. For the cross-shape, despite the biaxially symmetric profile, the metal flow is less homogeneous because of several stress concentrators. There is higher concentration of flow lines close to the edges and in the axially central portion of the billet, with a DMZ size of around 6.45 mm. Biaxial symmetry also exists for profiles of the rectangular and square sections. There is higher concentration of flow lines closer to the shorter dimension for the rectangular shape, with a DMZ length of 7.47 mm. Metal flow is more nonhomogeneous for the square section with the flow lines concentrated near the die cavity. For the triangular shape, the flow is unsymmetrical, non-homogeneous, and highly concentrated near the corners and in the central portion of. With a value of approximately 9.60 mm, the DMZ is larger than all the other shapes described before this. This would lead to larger extrusion pressures and uneven metal flow that is faster on one side.
The metal flow in the I-section is highly unsymmetric, non-uniform, and has a large concentration of flow lines which also bend severely. The length of the DMZ is 10.44 mm (larger compared to the triangle die). This will lead to a higher force requirement and the severity of the metal flow will make the regions of smaller thickness more susceptible to defects. The I- and T-section shapes are similar. However, the T-profile isuni-axisymmetric, whereas the I-section displays bi-axisymmetric but includes higher number of stress raisers. With the T-section, the metal flow is restricted around the tail leading to a larger DMZ size (12.73 mm). This contributes to the slightly higher forces. The highest complexity index belongs to the L-section, which is non-symmetric. As a result, the flow is highly non-homogeneous. Moreover, due to the section being much thinner it yields the highest extrusion ratio. True to form, length of the DMZ (18.30 mm) is also the largest for this shape.
Homogenous material flow (circular section) correlates to good quality of the extrudate, with lower chances of defects. Slightly larger DMZ size (C-shape) can lead to product defects like convex/concave profile, blisters, twists, and out-of-angle. Lower uniformity of material flow and bigger DMZ (cross profile) results in larger extrusion pressure and the likelihood of defects such as pipe formation, tearing and flash-out. Extrusion flaws such as tearing and internal cracking can occur with more inhomogeneous metal flow concentrated near the die cavity (rectangular shape). Higher extrusion forces together with uneven material flow (higher flow speed in one portion of the die compared to the other), as for the triangle section, can lead to defects such as concavity/convexity, tearing, cracking and twists. The L-section combines several detrimental factors (non-symmetric geometry, nonhomogeneous material flow, thin section, big value of ER, big DMZ length) leading to the highest chances of product defects occurring. Large extrusion forces and erratic flow lines commonly lead to funnel and pipe formation, internal cracking, surface cracking, out-of-angle, concave/convex shape, ripping, flash-out, blisters, and twists and bends. More detailed descriptions, reasons, frequency of occurrence, preventative methods, and mitigative actions for extrusion product defects can be found in [14–16].
5 Conclusions
An FEA based numerical model was created, using the package DEFORM 3D, for cold extrusion of solid shape dies. Validation of the FE model was carried out in comparison with experimental results for the circular, C-section, and cross profiles. Using the FE model, extrusion was then carried out for six other solid-shape dies (rectangular, square, triangular, and I-, T-, and L-sections). Shapes of higher complexity require higher extrusion forces in general, causing more irregular material flow. Along with profile complexity, the extrusion ratio, geometrical symmetry, and DMZ size also contribute to the extrusion process. Larger DMZ values lead to higher resistance to metal flow, causing pressure rise for these shapes. Product defects are highly sensitive to larger values of extrusion force and inhomogeneous metal flow. Therefore, profiles of higher complexity (triangular, I-, T-, and L-sections) are found to be the most susceptible to product defects. These findings can provide an improved understanding of fluctuations in extrusion force and material flow, and aid practitioners and researchers in better design of dies and tools, and in mitigation of product defects.
References
Qamar SZ, Arif AFM, Sheikh AK (2003) An investigation of shape complexity in metal extrusion. In: Proceedings of the international conference on advances in materials and processing technologies, Dublin, Ireland, pp 1178–1183
Bauser M, Sauer G, Siegert K (2006) Extrusion. ASM International, Materials Park (Ohio), USA
Qamar SZ, Arif AF, Sheikh AK (2014) A new definition of shape complexity for metal extrusion. J Mater Process Technol 155–156:1734–1739
Arif FM, Sheikh AK, Qamar SZ, Al-Fuhaid KM (2001) Modes of die failure and tool complexity in hot extrusion of Al-6063. In: Proceedings of the 16th international conference on production research, Prague, Czech Republic
Qamar SZ (2015) Fracture life prediction and sensitivity analysis for hollow extrusion dies. Fatigue Fract Eng Mater Struct 38:434–444
Qamar SZ, Sheikh AK, Arif AFM, Younas M, Pervez T (2008) Monte Carlo simulation of extrusion die life. J Mater Process Technol 202(1–3):96–106. IF 2.66 Oct-2015
Arif FM, Sheikh AK, Qamar SZ (2003) A study of die failure mechanisms in aluminium extrusion. J Mater Process Technol 134:318–328
Qamar SZ, Pervez T, Chekotu JC (2018) Die defects and die corrections in metal extrusion. Metals 8:380
Laue K, Stenger H (2006) Extrusion: processes, machinery, tooling. American Society for Metals, Metals Park (Ohio), USA
Qamar Z, Sheikh AK, Arif AFM, Pervez T (2007) Defining shape complexity of extrusion dies; a reliabilistic view. Mater Manuf Processes 22 (7–8):804–810
Kargin VR, Deryabin AY (2016) Characteristics of large bars extruding using small extrusion ratio. Key Eng Mater 684:211–217
Chekotu JC (2017) Analysis of product and tooling defects in extrusion. M.Sc. thesis, Sultan Qaboos University
Qamar SZ (2009) FEM study of extrusion complexity and dead metal zone. Arch Mat Sci Eng 36:110–117
Qamar SZ, Chekotu JC, Pervez T (2017) Mitigation of major product defects in aluminium extrusion. In: Proceedings of the 14th international conference and exhibition on materials science and engineering, Las Vegas, USA, pp 13–15
Qamar SZ, Arif AFM, Sheikh AK (2004) Analysis of product defects in a typical aluminium extrusion facility. Mater Manuf Processes 19:391–405
Qamar SZ (2010) Shape complexity, metal flow, and dead metal zone in cold extrusion. Mater Manuf Processes 25:1454–1461
Acknowledgement
Authors acknowledge the support of Sultan Qaboos University; Aluminum Products Co (ALUPCO), Dhahran; and National Aluminum Products Co (NAPCO), Muscat in conducting this investigation.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Chekotu, J.C., Qamar, S.Z., Qamar, S.B. (2022). Numerical and Experimental Analysis of Profile Complexity in Aluminum Extrusion. In: Abdel Wahab, M. (eds) Proceedings of the 9th International Conference on Fracture, Fatigue and Wear . FFW 2021 2021. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-8810-2_12
Download citation
DOI: https://doi.org/10.1007/978-981-16-8810-2_12
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-8809-6
Online ISBN: 978-981-16-8810-2
eBook Packages: EngineeringEngineering (R0)