
Abstract
One of the most important factors that affect quality and productivity in metal extrusion is shape complexity. It is an estimation of how complex an extruded profile (or die cavity) is. It has direct bearing on equipment selection, metal flow, die and tooling design, and critical process parameters. In turn, profile complexity has major impact on die life, energy consumption, cost of manufacturing, material properties, etc. Without proper quantification of shape complexity, it is difficult to predict maximum extrusion pressure needed or to optimize die/tooling or process parameters for improved process efficiency and product quality. The first part of the current paper presents a general classification scheme for extrusion profiles and covers the different definitions and their origins. The later part discusses some applications of shape complexity, such as pressure prediction; evaluation of stress, strain etc.; die design and optimization; product defects; prediction of container and exit temperature; friction and wear in complex dies; failure and life estimation of dies and tools; estimation of manufacturability and cost; and novel extrusion methods for complex profiles. The review concludes by pointing out areas where possible future research can be done. As no comprehensive review of this very important issue is available in the published literature, this paper can be very useful for researchers, academicians, and practitioners in the area of metal extrusion.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Invented in 1797 by Joseph Brahma [1], extrusion gradually became one of the major manufacturing processes. After steel, aluminum is the most widely used industrial metal, and its applications are increasing day by day. Many people call it the metal of the new millennium. Because of its good extrudability, aluminum profiles are mostly produced through extrusion. Aluminum extrusions are widely used in industries such as construction, aerospace, automotive, and energy. The process converts a billet (usually round) into the desired shape by forcing it through a die cavity [2, 3], generally using a hydraulic press. The shear and compression imposed on the billet cause the stress to rise to reach the flow stress of the billet material, and plastic flow takes place through the die [2,3,4].
Based on the mechanism used, extrusion can be divided into four broad types. In direct extrusion, the direction of ram travel and the metal flow direction are the same. Due to the relative motion between the billet and the container, a friction factor is involved. This friction can be avoided using hydrostatic extrusion, in which a fluid acts as an interface between the container and the billet. As the billet and container are not in contact, there is no friction. However, this method requires a difficult mechanical setup. In indirect extrusion, the direction of ram travel and metal flow are opposite to each other, and there is no relative displacement of the billet (no friction). Impact extrusion is a type of indirect process, but an impact load (through a punch) is used rather than a gradually increasing one. Another classification of extrusion is based on the working temperature. Cold extrusion is performed at room temperature and provides better dimensional precision and surface finish compared to hot extrusion (at higher temperatures). However, cold working requires higher pressures and reduces extrudability, and this combination can lead to certain product defects [5]. Because of higher extrudability and general ease of operation, commercial extrusion is generally direct hot extrusion. Different researchers have studied metal flow, stress analysis, extrusion pressure, shape complexity, product defects, product quality (material properties), manufacturing costs, etc., in metal extrusion [6,7,8,9].
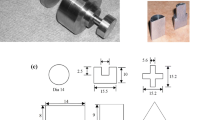
Shape complexity refers to how complicated the die profile is [3]. Unfortunately, there is no unique definition of extrusion complexity, and it has been described in terms of different measures such as shape factor, form factor, or complexity index [10,11,12]. In one sense, complexity indicates the degree of difficulty in extruding a section of a particular shape. It directly affects manufacturability, energy consumption, type and amount of product defects, material properties of the extrudate, cost of manufacturing, and service life of the die [10,11,12,13,14]. It is therefore necessary to have a reasonably accurate measure of profile complexity, to be able to improve product/die design for minimization of product defects and maximization of process efficiency. Complexity is basically a geometrical entity and is therefore related to the geometrical features of the die profile such as cross-sectional area, section perimeter, extrusion ratio, billet diameter, number of cavities, minimum section thickness, circumscribing circle diameter, and number of sharp bends or corners [15]. Some of these geometrical parameters are shown in Fig. 1.

Some important geometrical features of the profile being extruded
2 Terminology and Taxonomy
Over the years, different groups of researchers and field engineers have tried to define or measure complexity in different ways. One approach is to group similar shapes together, each group representing one level of complexity. Another viewpoint is to come up with a quantitative equation for complexity, based on the premise that more complex profiles require higher pressures for extrusion [16]. A third perspective is to define complexity based on the hypothesis that complex designs lead to earlier tool failures [17]. Each of these definition schemes is discussed below.
2.1 General Classification of Extrusion Profiles
Before any mathematical definitions of shape complexity were coined, complexity of a certain profile was determined by a geometrical classification of extrusion shapes. The simplest categories, in order of increasing complexity, are solid, semi-hollow, and hollow. Solid shapes can be produced using a single die. A hollow shape, as the name implies, must have a fully enclosed void or cavity. A hollow profile requires the use of a second tooling piece (mandrel), in addition to the basic die. Semi-hollow profiles are technically solid, as they do not have a fully enclosed cavity, but they cannot be produced without using a mandrel [18, 19], thus the name semi-hollow. Examples of some solid, semi-hollow, and hollow profiles are shown in Fig. 2. As mentioned above, more complex shapes would generally be more difficult to extrude. In terms of complexity (in general), solids would be the least complex, semi-hollows would be more complex, and hollows would have the maximum complexity.

Some examples of solid, hollow, and semi-hollow profiles
Laue and Stenger [11] were the pioneers in classifying extrusion profiles into groups of similar complexity, ranked from A to N, as shown in Table 1. As we can see in the table, the profile complexity (and the degree of difficulty) increases as we go down the table. It is interesting to note that (in general) classes A to D are solids, E to G are semi-hollows, and H to N are hollows, confirming that complexity increases from solids to hollows. However, the complexity of a certain semi-hollow shape may or may not be lower than a particular hollow profile, depending on the geometrical features of the two.
Without a fully enclosed cavity, semi-hollow profiles actually belong to the solid category. To decide when a solid profile should be considered a semi-hollow, the Aluminum Extruders Council (AEC) created a measure called the “tongue ratio” [18] as shown in Fig. 3. It is expressed as:

A hollow profile example showing features such as tongue and tips
Here, void area is the product of tongue depth and tongue width, and gap width is the width of the smallest opening in the void. The AEC divided all aluminum extrusions into two material groups (alloy groups A and B) and divided gap widths into certain bands. If the calculated value of the tongue ratio for any gap width exceeds the corresponding value in Table 2, then the shape is classified as a semi-hollow rather than a solid profile. As the tongue ratio increases, complexity increases, and extrusion becomes more difficult. The two classes of semi-hollow shapes are shown in Fig. 4 and discussed below.

Classes of semi-hollow shapes
Semi-hollow Class 1 refers to profiles that have one or two partially enclosed voids, such that the void area and thickness of metal around the void are symmetric about a central axis. Semi-hollow Class 2 is partial void shapes other than Class 1, having either an unsymmetric void area with symmetric thickness of metal or an unsymmetric wall thickness with symmetric void area about a central axis.
Hollow profiles are also categorized into classes of increasing complexity by the Aluminum Association and the American Society of Metals [4, 19, 20], as shown in Fig. 5. Hollow Class 1 includes shapes having circular void of diameter greater than or equal to 1.0 inch, with weight that is equally distributed on both sides of the axes. Hollow Class 2 is shapes with a single void of 0.375 inch diameter or more, such that the CCD is not greater than 5 inch. Hollow Class 3 covers profiles that do not fall in Class 1 or Class 2, and they may include multiple voids.

Classes of hollow shapes
Though shape complexity is basically a geometrical feature, in extrusion it has direct effect on maximum pressure requirement, die and tooling design and maintenance, die life, and cost of production [2, 9,10,11]. A detailed review of pressure-based and reliability-based definitions of profile complexity and their major applications in metal extrusion is presented in the next few sections.
2.2 Pressure-Based Complexity Definitions
It is universally accepted [12, 14, 16, 21] that there is a direct effect of the shape of die cavity on extrusion force. The earliest (mathematical) definitions of shape complexity were therefore based on pressure. As mentioned above, shape factor or form factor is defined as the ratio of the pressure required to extrude a die profile (ps) to the pressure required for a solid circular profile (p0) having the same cross-sectional area as that of the profile:
This definition obviously requires an experimental determination of extrusion pressure for each profile and its corresponding solid circular profile [16]. These experiments should be carried out under exactly same extrusion conditions (temperature, lubricant, ram speed, etc.). Evaluating complexity in this way is practically very difficult and is quite costly in terms of time and money. Moreover, shape complexity should be a purely geometric attribute [3], while p and p0 are totally non-geometric in nature. That is why other definitions, based only on geometric features of the die profile, were later proposed by different engineers and researchers.
The most widely used geometrical definition of shape complexity [22] describes it as the ratio of perimeter to cross-sectional area of profile/section to be extruded:
For a solid round section, this ratio is the minimum compared to any other solid shape. A profile of circular cross section therefore is the simplest in terms of complexity. In the case of hollow profiles, a hollow round (pipe or tube) has the minimum complexity compared to other hollow shapes.
As extrusion output is generally measured in tonnage (weight) extruded, definition C1 was later modified to include weight (mass) per unit length as a parameter instead of area:
In effect, C2 gives the amount of surface generated per unit mass of metal extruded [23]. Definitions C1 and C2 are almost identical as they differ only by a constant multiplying factor (material density).
Intuitively, ratio of perimeter to area is perhaps the most natural definition of complexity in geometrical terms. However, some other researchers found that extrusion pressure increases as circumscribing circle diameter (CCD) increases and minimum wall thickness (Tm) of extruded section decreases [11]. A new definition of complexity index was therefore introduced:
Simplest geometry, requiring minimum extrusion pressure, is a round bar. Vater and Hail [24] combined this observation with perimeter-based approach and came up with a new term called the “circumferential ratio:”
Shape factor (complexity) can now be expressed as a function of this ratio [25]:
For a hollow profile, the section perimeter is the same as the sum of mandrel periphery (inner perimeter) and die periphery (outer perimeter) [21].
Altan et al. [9] developed an empirical (semi-analytical) model of complexity, based on the above idea. They studied pressure variations for some actual profiles and used regression technique to get the best fit based on the Ps/Po ratio. They initially tried a simple linear model, but found that a power-law model of the form \( \alpha + \beta \left( {\frac{{P_{s} }}{{P_{0} }}} \right)^{\gamma } \) gives a much better fit. After best curve fitting, Altan’s shape factor came out to be:
They also concluded that \( \lambda \) can vary from 1 to 6, beyond which the equation may become invalid [8]. For the simplest circular section, complexity will be equal to one (as intended), since \( \lambda \) = Ps/Po = 1.
Qamar et al. [16] studied pressure variation and other factors for a large number (27) of actual aluminum (Al-6063) profiles, ranging from simple to quite complex solid, hollow, and semi-hollow. They found that Altan’s equation was better than other complexity definitions, but still did not give reasonable pressure values. Qamar et al. used the same power-law format for their much larger data set and came up with the following fitted model:
Average flow stress was used in the above treatment by assuming a certain vale of strain rate.
All of the above definitions are related to extrusion pressure. The group of Qamar, Sheikh, and Arif tried to study the issue of profile complexity from a die life or tool reliability viewpoint also. This reliability-based view of complexity is described in the next section.
2.3 Reliability-Based Complexity Definitions
Three major reasons of die/tool failure in extrusion are found to be fatigue fracture, large plastic deformation, and excessive wear of die land [10, 13]. Mean time to failure (MTTF) is defined in extrusion as the total extruded weight (kg) the die extrudes before it fails and is taken out of service [26, 27]. In other words, it denotes the average length of time for a tool to function without failure due to any of the above failure modes. Intuitively, it should be expected that a more complex die would fail earlier. However, using only pressure-based definitions of complexity (C1 to C5), it was found that die life increases for higher complexities, a very counterintuitive result. Qamar et al. [17] therefore proposed linear and power-law models of extrusion complexity, based on tool reliability. They considered all relevant features of a die profile: minimum section thickness, circumscribing circle diameter, cross-sectional area, section perimeter, extrusion ratio, billet diameter, number if die cavities (N1), and number of stress raisers (sharp bends or corners) N2. Out of these, six form features were found to be distinct and more relevant: Ps, As, N2, Tm, CCD, and R. As complexity should result in earlier die failure, MTTF and profile complexity were considered to be inversely proportional.
The first reliability-based definition assumes a simple linear relationship between MTTF and complexity, considering the six important form features of die profile. Model coefficients related to each feature were found through multiple linear regression against actual failures of dies of varying complexity. The linear equation for mean failure time was found to be:
Since, MTTF \( \propto \frac{1}{{{\text{Profile }}\,{\text{Complexity}}}} \), the linear definition of complexity index is formulated as:
This definition satisfied the natural trend of lower life for higher complexity and was found to be more accurate than all the previous (pressure-based) definitions, yielding a much higher correlation with die life.
Though a linear model gives better results compared to previous complexity definitions, actual behavior is not linear in nature. Sheikh et al. [26, 27] found that reliability (die failures) of extrusion dies is best expressed by the Weibull model, which is a power-law type relationship. Qamar et al. [17] therefore attempted a power-law relationship between MTTF and complexity to improve the linear model. Multiple linear regression can still be used to find the coefficients for the six relevant form features, if the power-law equation is first linearized (taking natural log of the equation). The final equation for average die life is:
Taking the constant out as a factor and applying the same inverse relation between MTTF and profile complexity, the power-law relation is formulated as:
This definition yields a significantly higher correlation with MTTF (die life) than the linear model (C6).
A suitable and correct definition of shape complexity can play a crucial role in actual commercial metal extrusion. Some of the more important applications of shape complexity are discussed below.
3 Profile Complexity: Applications
3.1 Prediction of Extrusion Pressure
It has been shown, through actual industrial extrusion examples, that more complex shapes require higher pressures [28, 29]. Friction at the die land causes resistance to metal flow. Higher friction results in higher pressure requirement. The effect of frictional resistance is denoted as die friction factor fF. When shape becomes more complex, a significant amount of increase in pressure occurs due to the increase in redundant work linked with bending of metal flow lines (additional deformation). Some authors refer to shape complexity as shape factor fS. Deformation resistance of a certain shape kW can be defined as:
where kW0 is the deformation resistance of a round bar of same cross-sectional area as the current profile [11, 14].
The friction factor fF is mostly a non-geometric factor, and it can be minimized through high degree of surface finish/polishing and by using an appropriate lubricant. In this case, the only contributing factor would be the shape factor fS. This shape factor is the same as the complexity index (C1 to C5) adjustment index of 1.67 [5]:
Using the most fundamental definition of shape complexity (Eq. 2), we can estimate the pressure requirement for any section by multiplying the shape factor (complexity index) with the pressure required for a round bar of same cross-sectional area [2]:
When porthole or bridge dies are used to extrude hollow sections, the billet has to undergo severe shearing loads. The single-hole extrusion loads for such dies can vary from 2 to 2.6 times those for the round bar (fS = 1). If multi-hole dies are used, then it can vary up to 3.2 times [11].
3.2 Evaluation of Stress, Strain, etc., for Complex Profiles
Oyinbo et al. [30] developed mathematical equations and performed numerical simulation (using DEFORM 3D) for the prediction of optimum deformation load by studying effective stress, effective strain, strain rate, and velocity and temperature distribution during the deformation process. They studied various symmetric and asymmetric solid profiles (circular, square, triangular, hexagonal, heptagonal, octagonal, L, T, and H sections) and conclude that predictive loads for asymmetric shapes are higher than those for simple shapes, with L section having the highest extrusion load, followed by T section and the H section.
Bingöl et al. [31] combine the use of FEM and artificial neural network (ANN) to predict the extrusion load for complex gear-like profiles of different die geometries. Extrusion experiments conducted for a four-tooth gear profile die set were used for model validation. Simulations were then carried out for different die lengths, extrusion ratios, and extra gear teeth. It was found that extrusion ratio is the main parameter affecting the extrusion load, followed by number of teeth and die land length.
All the studies reported below for die “design and optimization” also conduct evaluation of stresses and strains, etc., in different portions of the die, as design improvement cannot be done without these calculations.
3.3 Metal Flow and Dead Metal Zone
Homogeneity of flow of metal through the die (and mandrel) is an important factor. Field engineers and researchers agree that a complex profile will be expected to create inhomogeneous metal flow. This, in turn, will lead to higher pressures, inferior material properties, more product defects, and shorter die life. Dead metal zone (DMZ) is a metal zone that is located in the corner of the heading end of the billet between the walls of the container and die face, where no metal flow takes place (thus the name dead metal). The remaining portion of the billet shears and slides over this zone into the die opening [3, 32, 33]. Larger DMZ will result in higher resistance to metal flow and larger amount of inhomogeneity. Complexity definition C3 consistently ranks extrusion shapes in terms of increasing DMZ. However, it is weak when it comes to pressure prediction of actual profiles [14].
In light of the above, metal flow should become more non-uniform and DMZ size should increase when profile complexity increases. Qamar [3] reports cold extrusion experiments and finite element simulations on solid dies of different complexities. This study confirmed the expected general trend of increasing DMZ with complexity. It was also found that profiles with biaxial symmetry generate more uniform metal flow compared to profiles having only one axis of symmetry. FEM-generated velocity profiles for the three complexities shown in Fig. 6 support this conclusion. The major cause of extrusion product defects such as concave/convex surfaces, bends, and twists [34, 35] is unbalanced metal flow through the die. This can also lead to a reduction in die life. By studying metal flow and DMZ patterns in extrusion, we can estimate the occurrence and magnitude of product and tooling defects, and their effect on service life of dies and tools.

Effect of symmetry on velocity profile and metal flow while extruding the three profiles
3.4 Die Design and Optimization
Maintaining uniform velocity of metal flow is very difficult when using porthole dies for extrusion of aluminum profiles with high length-to-width ratio and small cavity. Liu et al. [36] employ HyperXtrude simulations for die design improvement in such profiles. Simulation results show severely non-uniform metal flow for the traditional design scheme. Design modifications (sunken port bridges for rearrangement of welding chamber in upper die, increasing entrance angle of portholes, adding baffle plate, and adjusting the bearing length) resulted in uniformity of metal flow, temperature, and welding pressure, giving improved die strength.
Zhang et al. [37] perform a series of numerical simulations (HyperXtrude) and experimental verifications for the extrusion process of a complex cross section and thin-walled aluminum profile used for high-speed trains. To balance the material flow velocity in the die cavity, more than ten baffle plates are used and distributed in the welding chamber. Die design is modified by adjusting the shapes, layout, and heights of the baffle plates. Optimum die structure produces improved metal flow, reduced stresses, minimal deflections, and improved material quality of the extruded product.
Balancing the metal flow by adjusting of bearing lengths to eliminate profile distortion is a common practice in the extrusion industry. However, this bearing correction is generally a costly trial-and-error approaches. Mayavaram et al. [38] present a numerical algorithm to optimize bearing lengths to achieve uniform velocity at die exit. FEA is used for iterative computation of velocity, temperature, and strain fields during extrusion, and correcting the bearing lengths until balanced flow is achieved. Robustness of the technique is verified by applying to different profiles.
Tabatabaei et al. [39] combined the concepts of conventional plasticity theory and electrostatics to develop a method based on equipotential lines (EPLs). They used this technique for accurate representation and 3D design of the deforming region in the extrusion of a complex section. They also used the upper bound solution for prediction of the extrusion pressure, reporting reasonable agreement was found between analytical, numerical, and experimental results.
In the design of complex extrusion dies, there are different and potentially conflicting goals in process optimization, such as profile tolerances, mechanical properties, surface characteristics, and die life. Barbara et al. [40] use meta-models to perform multi-objective optimization of industrial porthole dies (hollow profiles of different complexities) for maximization of extrudate quality, expressed in terms of seam weld strength, production rate (balanced exit flow and maximized velocity), and die strength. Significant improvements were attained for seam weld quality and die strength compared to performances of a starting configuration.
Porthole dies used to extrude hollow profiles are characterized by complex shapes and geometric parameters that need to be set properly for process optimization. Gagliardi et al. [41] identified 12 geometric variables of a standard porthole die and varied them on three levels. Taguchi method based on a special design of orthogonal array with gray relational analysis was employed. Initially, three process outputs (ram force, pressure inside the welding chamber, and material flow homogeneity) were optimized individually. Later on, a gray relational analysis was introduced to convert multiple performance characteristics into the optimization of a single output. Authors claim that this approach can significantly simplify multi-goal optimization of complex extrusion dies.
Zhang et al. [42] used the finite volume method to develop an automatic optimization program for multi-hole porthole die structure (porthole and welding chamber) to achieve improved product quality of hollow aluminum alloy profiles. Results obtained from this optimization algorithm were compared against FEA done on HyperXtrude software and showed very good agreement.
Aluminum alloy radiators have complex geometry, and it is generally difficult to control material flow due to features of complex cross section, multiple teeth, etc. Dong et al. [43] used numerical simulation and experimental work for uniformity improvement in metal flow and velocity for an irregular and multitooth aluminum alloy radiator. This required four different die modifications (resizing porthole structure, chamfering of mandrel support, adding baffle plates, and adjusting bearing lengths). They also summarized the extrusion die modification rules for this kind of radiators.
Contemporary heat exchange applications such as air conditioning systems, evaporators, radiators, and refrigerators use parallel flow condensers that are fabricated with extruded MMP tubing. These condenser tubes have quite complicated geometries. Bakhtiani et al. [44] combine the use of design of experiment technique and an FE model (DEFORM 3D) to simulate the extrusion of a commercial grade aluminum alloy through a porthole die for production of MMP tube used for cooling systems. They study the material flow, effective stress, and weld pressure of aluminum in the mandrel and achieve optimum die geometry by varying geometric parameters such as port opening, port lead angle, and port angle intercept distance.
Sun et al. [45] use HyperXtrude for numerical simulation of extrusion of a complex hollow magnesium doorframe. They investigate the flow velocity, welding pressure, and temperature distributions to obtain an optimum die structure. Introduction of baffle plates in the lower die balanced the metal flow by increasing the flow resistance in parts where flow velocity is higher. The optimal die structure exhibits higher welding pressure and more uniform temperature distribution, improving weld quality and eliminating thermal deformation of the profiles. An actual mold was constructed, and extrusion experiments were performed, showing good surface quality without twist deformation and dimension mistakes, and improved microstructure of the extrudates.
Dong et al. [46] develop the constitutive model and simulate the extrusion of a complex cross-sectional profile used in manufacturing of high-speed train body, made of the Al–Mg–Si aluminum alloy AA6N01. They investigate different die correction schemes (adding baffle plates, adjusting bearing lengths, etc.) to reduce the severe twist deformation in the cross section of the profile. Achieving improved material flow uniformity, the complex profile was extruded with desired size and geometry. There was good agreement between numerical results and experimental observations.
Lee et al. [47] attempt an improved design for extrusion of magnesium alloy bumper back beam through porthole dies. Material flow is complex due to the shape complexity of the profile and the structure of the die. Magnesium alloy exhibits low deformability at temperatures below 200 °C and suffers from the problem of surface oxidation at temperatures above 400 °C. For selection of appropriate extrusion conditions, influence of initial billet temperature, ram velocity, and nitrogen cooling system on the surface temperature of extrudate was investigated using FE and CFD analysis.
3.5 Complexity and Product Defects
Majority of the defects occurring during extrusion can be related to pressure and metal flow conditions. Chekotu et al. [48, 49] conduct experimental and numerical investigation of the effect of profile complexity, extrusion ratio, and profile symmetry on extrusion pressure, metal flow, and product defects. They use FEA (DEFORM 3D) to study extrusion pressures, metal flow patterns, and dead metal zones (DMZs). They use these factors to assess the possible chances and types of product defects. The most common product defects that are related to high extrusion pressure and problematic metal flow are funnel formation, pipe formation, internal cracking, surface cracking, off-angle, concavity/convexity, ripping, flash out, blisters, and twists and bends.
In an attempt to reduce the defects of bottom concave appearing in the extrusion of complex hollow aluminum profiles, Yi et al. [50] use 3D finite element simulation (HyperXtrude software). They analyze velocity distribution at the die exit, and pressure distribution at different heights in the welding chamber. Baffle plates were added to improve uniformity of metal flow velocity at the die exit and to optimize the porthole die structure.
Advanced high strength steels (AHSS) are a good material in a wide range of applications that require a high strength-to-weight ratio. Amigo and Camacho [51] propose an FEA-based methodology for selection of the best geometrical configurations in order to minimize extrusion defects such as central burst in cold extruded parts. Using the dual-phase steel DP800 as a case study, they perform a large number of simulations for a combination of parameters and obtain a map of central damage factors. They conclude that multiple-pass dies are far better than the conventional single-pass dies for minimization of the central burst defect.
Prakash and Cleary [52] use the mesh-less smoothed particle hydrodynamics (SPH) method to model the extrusion process, to avoid the computational problems faced by traditional FEA, where large plastic deformations can lead to heavy re-meshing and numerical diffusion. They claim that SPH can closely follow very high deformations (difficult for FEM) in the case of complex cross sections, especially for large profiles and angular variations, paving the way for direct prediction of many types of flow and microstructure-related defects (such as funnel or pipe defect).
3.6 Prediction of Container and Exit Temperature
Li et al. [53] studied the effect of complexity on exit temperature during extrusion of solid aluminum profiles. They used finite element method, together with a semi-analytical method for calculation of exit temperature of complex shapes. They found a significant effect of complexity on exit temperature, reporting a rise in temperature from 504.2 °C to 537.6 °C when complexity index changed from 1.0 to 5.0. They claimed an error of only 1.3 °C in temperature calculation for a profile with complexity index of 3.5 using their rapid calculation method, as compared with conventional FEM. Temperature rise during extrusion can contribute to product and tooling defects, and service life of tooling, so such predictions can be quite useful.
Rahim et al. [54] attempted to predict extrusion speed and temperature during hot extrusion of a typical 6061 aluminum profile by using Deform 3D simulation. They studied the influence of process parameters including ram speed, preheat temperature, preheat time, and die angle on flow stress and heat distribution.
Extruded large-scale thick-walled pipes made from Inconel 625 alloy are widely used in many fields such as oil and chemical industries, thermal power generation, nuclear power plants, aerospace, and defense industries. However, distribution of grain size along thickness and length directions is generally found to be non-uniform, directly affecting the magnitudes and homogeneity of mechanical properties. Dang et al. [55] developed a thermo-mechanical coupled finite element (TMC-FE) model, using a DEFORM-2D platform, for precise prediction of hot deformation behavior during extrusion of these Inconel 625 pipes. They also evaluated the standard deviation of exit temperature as an indicator of temperature uniformity.
Gattmah et al. [56] conduct finite element analysis of hot extrusion of a hollow tube. They study the effects of process parameters (initial billet temperature, ram displacement, area reduction, semi-die angle, and friction coefficients) on surface temperature and extrusion force and try to predict optimum values of die angle and friction coefficient.
3.7 Friction and Wear in Complex Dies
Lu et al. [57] conducted die failure analysis during hot extrusion of a typical medium-complexity aerospace titanium alloy part. Optical and scanning electron microscopy (SEM) and microhardness profilometry were used to study the maximal damage zone of a scrapped die. Thermal–mechanical FE analysis was used to evaluate thermal and mechanical loads on the die cavity. They found that prime damage zones were located at local positions of the die transition fillets. Surface wear and local micro-plastic deformation and thermo-mechanical fatigue peeling at the bearing channel and transition fillets of the die cavity were the main reasons for die failure.
Matsumoto et al. [58] propose a combined forward–backward extrusion process for lightweight structural aluminum components having high aspect ratio. They use a servo-press and a pulse punch with an internal channel for liquid lubricant supply. Punch wear was assessed by FE analysis of the material flow, evaluating the coefficient of shear friction at the specimen–punch interface.
Tercelj et al. [59] studied the wear behavior of various nitrided and coated dies of simple to complex profiles used in hot aluminum extrusion. The main influential parameters affecting service life of dies were found to be contact pressure, die design, length of bearing surface, quality of nitrided layer, surface preparation prior to coating, and maintenance. They suggested various methods for increasing die life, such as improved die construction aimed at lower strain rates and contact pressures along die bearing surface, avoiding edge over-nitriding, appropriate bearing length for each die profile, optimum placement of profile opening on die, etc.
3.8 Die Failure and Die Life
As mentioned earlier, using pressure-based complexity definitions, one reaches the counterintuitive conclusion that die life increases for increasing shape complexity. In reality, higher complexity clearly means higher stress concentrations and earlier die failures [60]. This was due to the fact that existing definitions of shape complexity were quite simple and did not include all relevant geometric/form features. These critical features may include extrusion ratio, tongue ratio, number and type of sharp corners, number of grooves and slots, layout symmetry (multi-hole die), layout regularity (multi-hole die), and layout density (multi-hole die).
Qamar et al. [17] used this approach to develop die life (reliability)-based definitions of complexity index (C6 and C7) and used these definitions to make good predictions of mean time to failure (MTTF) for a large set of actual dies of different complexities. A later study done on relationship of complexity to geometric features of hollow dies [6] found that die life is highly sensitive to wall thickness, and outer diameter; and moderately sensitive to extrusion ratio. Such studies can contribute to a deeper understanding of the factors responsible for fracture-related failure of extrusion dies.
Bevacqua et al. [61] apply a combination of FE simulation and damage modeling for prediction of fracture-type die failure (and service life) in complex solid dies such as a T-profile. Using this technique, reasons for die failure can be identified. Coupled with optical microscopy for identification of crack initiation sites, and tracking of crack propagation, failure prevention strategies can be developed.
As mentioned above, Lu et al. [57] studied failure of dies used in hot extrusion of medium-complexity aerospace titanium alloy parts. They used the techniques of optical microscopy, SEM, microhardness measurements, and thermo-mechanical FEA. Their findings were that surface wear, micro-plastic deformation, and thermo-mechanical fatigue peeling were the main reasons for die failure, generally located at bearing and fillet surfaces of the die cavity.
3.9 Estimation of Manufacturability and Cost
Rework or rejection of extruded product leads to added costs. Die design and manufacturing, and die correction operations therefore need to be of high quality, so that product defects are minimized. Diameter, thickness, and dimensional tolerance of all geometric parameters of the die should be accurate [27, 28]. For simple shapes, die diameter is 1.25 to 1.45 times CCD, whereas for complex shapes, it ranges from 1.45 to 1.60 times CCD. Higher CCD values of course lead to a higher degree of manufacturing difficulty. Degree of difficulty can be measured using the circumferential ratio λ [24]:
As λ2 increases, difficulty in production increases, dimensional tolerances become more difficult to maintain, and surface defects are more likely to occur [62]. Manufacturability in extrusion is therefore directly dependent on profile complexity and is known as extrudability.
Costs related to extruding a section are related to either geometric or non-geometric factors. The geometry-driven cost component depends on shape complexity and includes factors such as CCD, cross-sectional area, external and internal perimeter, maximum and minimum wall thickness, section length, profile type (solid, hollow), and number of cavities. Philipott et al. [63] patented a feature-based costing method linked to a CAD system, for cost estimation of extruded parts. The cost can be verified by considering the severity of each geometric parameter. To reduce the calculation effort and time, the detailed list of features can be reduced to a list of vital factors [5]. As a major portion of product cost in extrusion is tooling cost itself, this method can help differentiate between several designs.
Shape complexity here refers to the classification of shapes mentioned previously [5]. They can be sorted in the increasing order of the observed value of these costs: Solid < Semi-hollow Class 1 < Semi-hollow Class 2 < Hollow Class 1 < Hollow Class 2 < Hollow Class 3. As shapes become more complex, owing to a larger die diameter and thickness, all the tooling costs may increase (material, machining, labor, and overhead).
3.10 Novel Extrusion Methods for Complex Profiles
Equal channel angular extrusion (ECAE), non-equal channel lateral extrusion (NECLE), equal channel angular pressing (ECAP), non-equal channel angular pressing (NECAP), and similar techniques are relatively novel methods of extrusion. However, as they generally produce only a single geometry (circular rod), they are not relevant from a profile complexity perspective.
Huang and Deng [64] propose a new twin-cavity die structure for porthole dies, that they call protection type, for extrusion of semi-hollow aluminum profiles. Design improvement includes layout of die cavities, design of portholes, structure of cores and chambers, and selection of the bearing belt. They claim that this design results in higher production efficiency, reduced costs, and longer die life.
Conventional curved aluminum alloy profile forming methods use apparatus additional to extrusion tooling, to bend straight extruded sections. This approach decreases manufacturing efficiency and faces the problems of springback and cross-sectional distortion. Zhou et al. [65] have developed what they call the differential velocity sideways extrusion (DVSE) method, based on internal differential material flow. They claim that this novel method is energy-efficient and can directly form billets into curved profiles by extrusion alone, using two opposing punches. They used this method under cold extrusion conditions for round bars and tubes. It was found that curved profiles were formed with no distortions, and adjustable profile curvature can be achieved by controlling the extrusion ratio and the velocity ratio of punches.
Michalczyk [66] proposes a novel method for extrusion of radiators with finning on their perimeter. This new method of extruding hollow products employs movable dies. Simulations, using the FE program Forge®3D, show that that the die impressions are filled correctly, producing the required geometry, and the average extrusion force is reduced by approximately 50%. A major advantage of this method of extruding radiators is the freedom of giving them arbitrary shapes. For conventional extrusion, obtaining fins of complex or circular shapes is fairly difficult and requires the application of high stock temperatures or large extrusion forces.
Recently, several extrusion-based 3D printing processes have been developed for metallic materials. One emerging process is the fabrication of metal parts for electronics and composites applications. Ren et al. [67] attempt to optimize some critical parameters of extrusion-based 3D printing process through a series of experiments, using a melting extrusion printer. Raw materials were copper powder and a thermoplastic organic binder system. Major factors affecting hardness and tensile strength were found to be sintering temperature, holding time, and heating rate.
3.10.1 Co-extrusion
Co-extrusion (CoEx) of polymer materials is a routine process that is used to extrude multiple layers of polymers simultaneously. However, use of CoEx for metallic systems is much more limited. In typical polymer co-extrusion, two or more extruders are used to melt and deliver a steady volumetric throughput of different viscous plastics to a single extrusion head (die) that extrudes the materials in the desired form. Co-extrusion of metals generally involves the extrusion of a single composite billet made up of two or more materials. The major advantage of co-extrusion is the ability to tailor the extrudate properties such that the surface has a different chemical composition and properties relative to the core.
Magnesium (Mg) alloys are finding increasing use in the automobile, aerospace, and high-speed train sectors. However, practical applications are limited due the concern about poor corrosion resistance. On the other hand, aluminum (Al) has the great advantage of forming a thin and dense oxide layer that passivates the surface and inhibits further corrosion. Co-extrusion of Al and Mg alloys is therefore gaining popularity.
In hollow CoEx process, hybrid billets are used which combine an alloy tube of one material and an alloy core of another material. Negendank et al. [68] use indirect CoEx (moving mandrel) to produce lightweight Mg–Al macrocomposite seamless tubes, by using hybrid billets combining Al tubes as coating material and various Mg alloys as core material. They also investigated the influence of die angle and different combining techniques of Mg core and Al sleeve on formation of the diffusion layer.
Developing an Al/Mg/Al laminate is an effective method to improve corrosion resistance and formability of Mg alloys. Chen et al. [69] propose a porthole die co-extrusion (PCE) process for fabrication of this laminate for a rectangular cross section. In this setup, two billets of Al and one billet of Mg are co-extruded; the metal streams flow into the portholes and are solid bonded inside the welding chamber. They reported a good Al/Mg bonding interface without voids or cracks and an increase in thickness of the transition layer with increase in extrusion temperature.
Sun et al. [70] developed a new combined lateral and axial extrusion process for fabrication of a large solid branched component with two non-symmetric radial features for AP1000 primary pipe used in nuclear power plants. FE simulation was used to fine tune the design, and a prototype component was fabricated. The new technique not only produced good geometry, but also refined the austenite grains at key locations, and limited the formation of defects.
The idea of creating clad metallic products (different surface alloy compositions than the core) has gained renewed attention in recent years. For instance, clad sheets such as aluminum brazing sheets and Al clad materials for aerospace applications are routinely used as industrial products. Mahmoodkhani and Wells [71] produce Al–Mg eutectic clad rods of magnesium through direct CoEx on a laboratory-scale extruder. Using DEFORM 2D, they also analyze material flow and metallurgical reactions that occur between Al and Mg during the CoEx process. Integrity of the interface was examined and found to be of high quality based on visual and microscopic examinations. FEA and extrusion load measurements showed a significant drop in extrusion pressure using this co-extrusion process.
Increasing electrode thickness is a known strategy for increasing cell capacity for electric vehicle batteries. Co-extrusion (CoEx) has been recently used as a method for fabricating thick electrodes with the ability to scale to high throughput manufacturing. Cobb and Solberg [72] investigate 3D electrode architectures as a means to decouple power and energy trade-offs in thick battery electrodes. They use CoEx to analyze the performance of thick lithium nickel manganese cobalt oxide (NMC) cathodes in various geometries and estimate their capacities in both single cathode cells and in a pouch cell assembly. They found that despite lower active material composition for each cathode layer, the effective gain in thickness and active material loading enables higher pouch cell capacity gains (in energy and power density) with an NMC material system.
4 Conclusions
A comprehensive review of shape complexity in extrusion has been presented, including definitions, significance, and applications. General shape classifications are based on whether the section is solid, semi-hollow, or hollow. Complexity increases from solid to hollow, and a term called tongue ratio can be used to identify a semi-hollow profile from a solid one. Shape complexity is analogous to the degree of difficulty in extruding a certain profile and therefore indicates the extrudability of the section. There are various definitions of complexity, based either on extrusion pressure or on die life (reliability). Each approach has its own significance; force/pressure calculations require pressure-based definition, while die life assessment/prediction requires reliability-based definition. Improved perimeter–ratio-based definition of complexity index (C5) appears to be the most efficient for calculation of extrusion pressure, while power-law-based definition (C7) is the best one for prediction of service life of die. Novel extrusion methods used for extrusion of complex profiles have been described. The influence of shape complexity on extrusion pressure, metal flow and dead metal zone, stresses and strains in the die, container and exit temperature, friction and wear, die failure and die life, manufacturability and cost, and product defects has been discussed. This clearly demonstrates the significance of shape complexity in commercial extrusion, as it directly affects process efficiency, product defects, and product cost.
As mentioned earlier, there is no unique definition of extrusion complexity. Various pressure-based definitions are available, and one attempt has been made at a reliability-based definition. The pressure-related definitions do not include critical geometric features such as extrusion ratio, layout symmetry, and tongue ratio. A more comprehensive definition can be attempted which includes all important form features. Also, the pressure-oriented definitions are not good for estimation of die life, while reliability-related equations do not give reliable prediction of pressure. There is thus a need for another new definition that shows consistency in prediction of both extrusion pressure and die life for all types of profiles (solid, hollow, semi-hollow). Maybe a single comprehensive definition, including all profile parameters, can solve both these issues. A more robust and consistent definition of shape complexity can help designers in coming up with improved die designs that exhibit longer die life and generate fewer product defects. This would obviously translate into higher process efficiency, improved productivity, and reduced production costs.
References
Ma, X.: Surface quality of aluminum extrusion products, PhD Thesis. University of Twente, Enschede, Netherlands (2011)
Qamar, S. Z.; Arif, A. F. M.; Sheikh, A. K.: An investigation of shape complexity in metal extrusion. In: Proceedings of the International Conference on Advances in Materials and Processing Technologies AMPT, Dublin, Ireland, July 8–11, pp. 1178–1183 (2003)
Qamar, S.Z.: Shape complexity, metal flow, and dead metal zone in cold extrusion. Mater. Manuf. Processes 25(12), 1454–1461 (2010)
Bauser, M.; Sauer, G.; Siegert, K.: Extrusion, 2nd edn. ASM International, Materials Park (2006)
Nieto, J. T.: Feature based costing of extruded parts. PhD Thesis, University of Illinois, Urbana-Champaign (2010)
Qamar, S.Z.: Fracture life prediction and sensitivity analysis for hollow extrusion dies. Fatigue Fract. Eng. Mater. Struct. 38(4), 434–444 (2015)
Kalpakjian, S.; Schmid, S.R.; Musa, H.: Manufacturing Engineering and Technology, 6th edn. Prentice Hall, Pearson (2009)
Groover, M.P.: Fundamentals of Modern Manufacturing: Materials, Processes and Systems, 4th edn. John Wiley & Sons, USA (2010)
Altan, T.; Oh, S.I.; Gegel, H.L.: Metal Forming: Fundamentals and Applications. American Society for Metals, Metals Park (1983)
Arif, A. F. M.; Sheikh, A. K.; Qamar, S. Z.; Al-Fuhaid, K. M.: Modes of die failure and tool complexity in hot extrusion of Al-6063. In: Proceedings of the 16th International Conference on Production Research (ICPR-16), Prague, Czech Republic, July–August (2001)
Laue, K.; Stenger, H.: Extrusion: Processes, Machinery, Tooling. American Society for Metals, Metals Park (1981)
Saha, P.K.: Aluminum Extrusion Technology. ASM International, Materials Park (2000)
Arif, A.F.M.; Sheikh, A.K.; Qamar, S.Z.: A study of die failure mechanisms in aluminum extrusion. J. Mater. Process. Technol. 134(3), 318–328 (2003)
Arif, A.F.M.; Sheikh, A.K.; Qamar, S.Z.; Al-Fuhaid, K.M.: Variation of pressure with ram speed and die profile in hot extrusion of aluminum-6063. Mater. Manuf. Processes 16(5), 701–716 (2001)
Kargin, V.R.; Deryabin, A.Y.: Characteristics of large bars extruding using small extrusion ratio. Key Eng. Mater. 684, 211–217 (2016)
Qamar, S.Z.; Arif, A.F.M.; Sheikh, A.K.: A new definition of shape complexity for metal extrusion. J. Mater. Process. Technol. 155–156, 1734–1739 (2004)
Qamar, S.Z.; Sheikh, A.K.; Arif, A.F.M.; Pervez, T.: Defining shape complexity of extrusion dies: a reliabilistic view. Mater. Manuf. Processes 22(7), 804–810 (2007)
Aluminum Extruders Council: Aluminum Extrusion Manual, 4th edn, p. 200. Aluminum Extruders Council and the Aluminum Association, USA (2018)
The Aluminum Association: Aluminum Standards and Data, p. 211. The Aluminum Association, Arlington (2017)
Semiatin, S.L.: ASM Handbook Volume 14A, Metalworking: Bulk Forming, p. 860. ASM International, Materials Park (2005)
Malpani, M.; Kumar, S.: A feature based analysis of tube extrusion. J. Mater. Process. Technol. 190(1–3), 363–374 (2007)
Schey, J.A.: Introduction to Manufacturing Processes, 3rd edn. McGraw-Hill, New York (2000)
Trucks, H.E.; Lewis, G.: Designing for Economical Production, 2nd edn. Society of Manufacturing Engineers, Dearborn (1987)
Vater, M.; Heil, H.P.: Effect of section shape on energy requirements for extrusion. Aluminium 45(3), 141–149 (1969)
Mielnik, E.M.: Metalworking Science and Engineering. McGraw-Hill, New York (1991)
Sheikh, A.K.; Arif, A.F.M.; Qamar, S.Z.: A probabilistic study of failures of solid and hollow dies in hot aluminum extrusion. J. Mater. Process. Technol. 155–156, 1740–1748 (2004)
Sheikh, A. K.; Arif, A. F. M.; Qamar, S. Z.: Die life probability and reliability in hot aluminum extrusion. In: Proceedings of the International Conference on Advances in Materials and Processing Technologies (AMPT 2003), Dublin, Ireland, July 8–11, pp. 1184–1191 (2003)
Sheppard, T.: Extrusion of Aluminum Alloys. Kluwer Academic, Dordrecht (1999)
Nagpal, V.; Altan, T. Analysis of the three-dimensional metal flow in extrusion of shapes. In: Proceedings of the Third North American Metal Research Conference, Pittsburgh, USA, pp. 26–40 (1975)
Oyinbo, S.T.; Ikumapayi, O.M.; Ajiboye, J.S.; Afolalu, S.A.: Numerical simulation of axisymmetric and asymmetric extrusion process using finite element method. Int. J. Sci. Eng. Res. 6(6), 1246 (2015)
Bingöl, S.; Ayer, Ö.; Altinbalik, T.: Extrusion load prediction of gear-like profile for different die geometries using ANN and FEM with experimental verification. Int. J. Adv. Manuf. Technol. 76, 983–992 (2015)
Kodli, B.S.; Raja, W.: Parametric study of cone angle variation on extrusion complexity and dead metal zone using FEM. Int. J. Eng. Res. Dev. 3(4), 10–22 (2012)
Karami, P.; Abrinia, K.; Saghafi, B.: A new analytical definition of the dead material zone for forward extrusion of shaped sections. Meccanica 49(2), 295–304 (2014)
Flitta, I.; Sheppard, T.: Material flow during the extrusion of simple and complex cross-sections using FEM. Mater. Sci. Technol. 21(6), 648–656 (2005)
Selvaggio, A.; Becker, D.; Klaus, A.; Arendes, D.; Kleiner, M.: 60 Excellent Inventions in Metal Forming, pp. 287–292. Springer, Berlin Heidelberg, Germany (2015)
Liu, Z.; Li, L.; Li, S.; Yi, J.; Wang, G.: Simulation analysis of porthole die extrusion process and die structure modifications for an aluminum profile with high length-width ratio and small cavity. Materials 11, 1517 (2018)
Zhang, C.; Zhao, G.; Guan, Y.; Gao, A.; Wang, L.; Li, P.: Virtual tryout and optimization of the extrusion die for an aluminum profile with complex cross-sections. Int. J. Adv. Manuf. Technol. 78, 927–937 (2015)
Mayavarama, R.; Sajjaa, U.; Seclib, C.; Niranjanc S. Optimization of bearing lengths in aluminum extrusion dies. In: 8th CIRP Conference on Intelligent Computention in Manufacturing Engineering Procedia CIRP, vol. 12, pp. 276–281 (2013)
Tabatabaei, S.A.; Givi, M.K.B.; Abrinia, K.; Rostamlou, M.H.: 3D profile modelling and accurate representation of the deforming region in the extrusion process of complex sections using equi-potential lines method. Int. J. Adv. Manuf. Technol. 80, 209–219 (2015)
Barbara, R.; Lorenzo, D.; Luca, T.: Multi-goal optimization of industrial extrusion dies by means of meta-models. Int. J. Adv. Manuf. Technol. 88, 3281–3293 (2017)
Gagliardi, F.; Ciancio, C.; Ambrogio, G.: Optimization of porthole die extrusion by Grey–Taguchi relational analysis. Int. J. Adv. Manuf. Technol. 94, 719–728 (2018)
Zhang, C.; Chen, H.; Zhao, G.; Zhang, L.; Lou, S.: Optimization of porthole extrusion dies with the developed algorithm based on finite volume method. Int. J. Adv. Manuf. Technol. 85, 1901–1913 (2016)
Dong, Y.; Zhang, C.; Luo, W.; Yang, S.; Zhao, G.: Material flow analysis and extrusion die modifications for an irregular and multitooth aluminum alloy radiator. Int. J. Adv. Manuf. Technol. 85, 1927–1935 (2016)
Bakhtiani, T.; El-Mounayri, H.; Zhang, J.: Modeling of extrusion process of a condenser tube for investigating the effects of mandrel geometry. Int. J. Adv. Manuf. Technol. 92, 3237–3252 (2017)
Sun, Y.D.; Chen, Q.R.; Sun, W.J.: Numerical simulation of extrusion process and die structure optimization for a complex magnesium doorframe. Int. J. Adv. Manuf. Technol. 80, 495–506 (2015)
Dong, Y.; Zhanga, C.; Zhao, G.; Guan, Y.; Gao, A.; Sun, W.: Constitutive equation and processing maps of an Al–Mg–Si aluminum alloy: determination and application in simulating extrusion process of complex profiles. Mater. Des. 92, 983–997 (2016)
Lee, I.; Lee, S.; Lee, S.; Jeong, M.; Kim, D.H.; Lee, J.; Cho, Y.: Porthole extrusion process design for magnesium alloy bumper back beam. Int. J. Precis. Eng. Manuf. 16(7), 1423–1428 (2015)
Chekotu, J.C.: Analysis of product and tooling defects in extrusion. PhD thesis, Sultan Qaboos University, Muscat, Oman (2018)
Chekotu, J.C.; Qamar, S.Z.; Qamar, S.B.: Numerical and experimental investigation of shape complexity in metal extrusion. In: 22nd International Conference on Material Forming (ESAFORM 2019), Vitoria-Gasteiz, 8–10 May 2019, Basque Country, Spain (2019)
Yi, J.; Wang, Z.; Liu, Z.; Zhang, J.; He, X.: FE analysis of extrusion defect and optimization of metal flow in porthole die for complex hollow aluminium profile. Trans. Nonferrous Met. Soc. China 28, 2094–2101 (2018)
Amigo, F.J.; Camacho, A.M.: Reduction of induced central damage in cold extrusion of dual-phase steel DP800 using double-pass dies. Metals 7, 335 (2017)
Prakash, M.; Cleary, P.W.: Modelling highly deformable metal extrusion using SPH. Comput. Part. Mech. 2, 19–38 (2015)
Li, L.; Hou, W.; Zhang, Z.; Xie, J.; Ma, Q.; Gai, H.: Effect of cross-section complexity on the extrusion exit temperature of aluminum solid profile. Suxing Gongcheng Xuebao/J. Plast. Eng. 22(2), 12–17 (2015)
Rahim, S.N.A.; Lajis, M.A.; Ariffin, S.: Effect of extrusion speed and temperature on hot extrusion process of 6061 aluminum alloy chip. ARPN J. Eng. Appl. Sci. 11(4), 2272–2277 (2016)
Dang, L.; Yang, H.; Guo, L.G.; Zeng, W.D.; Zhang, J.: Study on exit temperature evolution during extrusion for large-scale thick-walled Inconel 625 pipe by FE simulation. Int. J. Adv. Manuf. Technol. 76, 1421–1435 (2015)
Gattmah, J.; Ozturk, F.; Orhan, S.: Effects of process parameters on hot extrusion of hollow tube. Arab J Sci Eng 2017(42), 2021–2030 (2017)
Lu, X.; Zhou, Y.F.; Xing, X.L.; Tai, Q.A.; Guanc, H.; Shao, L.Y.; Liua, X.X.; Gaoa, S.Y.: Failure analysis of hot extrusion die based on dimensional metrology, micro-characterization and numerical simulation: a case study of Ti alloy parts. Eng. Fail. Anal. 73, 113–128 (2017)
Matsumoto, R.; Hayashi, K.; Utsunomiya, H.: Experimental and numerical analysis of friction in high aspect ratio combined forward-backward extrusion with retreat and advance pulse ram motion on a servo press. J. Mater. Process. Technol. 214, 936–944 (2014)
Tercelj, M.; Panjan, P.; Cvahte, P.; Fajfar, P.; Kugler, G.: Increasing of service times of nitrided and CrN coated dies for Al hot extrusion. Procedia Eng. 81, 1952–1957 (2014)
Qamar, S. Z.: Modeling and analysis of extrusion pressure and die life for complex aluminum profiles. PhD Thesis, King Fahd University of Petroleum & Minerals: Saudi Arabia (2004)
Bevacqua, A.; Medvedev, A.E.; Molotnikov, A.; Axe, R.; Lapovok, R.: Possibility to predict extrusion die incidental fracture by finite element simulation. Adv. Eng. Mater. 19(3), 1600687 (2017)
Bralla, J.G.: Design for Manufacturability Handbook. McGraw-Hill, USA (1998)
Philpott, M. L.; Schrader, R. S.; Subbarao, G. Integrated real-time feature based costing (FBC); U.S. Patent 7065420 (2006)
Huang, X.; Deng, R.: A protection type porthole die with twin cavities for semi-hollow al-profiles. In: 2nd International Conference on Architectural, Civil and Hydraulics Engineering (ICACHE 2016)
Zhou, W.; Lin, J.; Dean, T.A.; Wang, L.: A novel application of sideways extrusion to produce curved aluminium profiles: feasibility study. In: International Conference on the Technology of Plasticity, ICTP 2017, 17–22 September 2017, Cambridge, United Kingdom (2017)
Michalczyk, J.: The development and numerical analysis of the conical radiator extrusion process. Arch. Metall. Mater. 62(4), 2267–2272 (2017)
Ren, L.; Zhou, X.; Song, Z.; Zhao, C.; Liu, Q.; Xue, J.; Li, X.: Process parameter optimization of extrusion-based 3D metal printing utilizing PW–LDPE–SA binder system. Materials 10, 305 (2017)
Negendank, M.; Mueller, S.; Reimers, W.: Coextrusion of Mg–Al macro composites. J. Mater. Process. Technol. 212, 1954–1962 (2012)
Chen, L.; Tang, J.; Zhao, G.; Zhang, C.; Chu, X.: Fabrication of Al/Mg/Al laminate by a porthole die co-extrusion process. J. Mater. Process. Technol. 258, 165–173 (2018)
Sun, C.Y.; Xianga, Y.; Fub, M.W.; Sun, Z.H.; Wang, M.Q.; Yanga, J.: The combined lateral and axial extrusion process of a branched component with two asymmetrically radial features. Mater. Des. 111, 492–503 (2016)
Mahmoodkhani, Y.; Wells, M.A.: Co-extrusion process to produce Al–Mg eutectic clad magnesium products at elevated temperature. J. Mater. Process. Technol. 232, 175–183 (2016)
Cobb, C.L.; Solberg, S.E.: Communication—analysis of thick co-extruded cathodes for higher-energy-and-power lithium-ion batteries. J. Electrochem. Soc. 164(7), A1339–A1341 (2017)
Acknowledgements
Authors acknowledge the support of Sultan Qaboos University in conducting this investigation.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Qamar, S.Z., Chekotu, J.C., Al-Maharbi, M. et al. Shape Complexity in Metal Extrusion: Definitions, Classification, and Applications. Arab J Sci Eng 44, 7371–7384 (2019). https://doi.org/10.1007/s13369-019-03886-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-019-03886-8