
Abstract
Increasing production efficiency while using the maximum effort to utilize energy and keeping the quality of products steady at the same time has been a complicated task for industries and manufacturing firms. The manufacturing process like extrusion plays a great role in improving product sustainability due to its near net shape fabrication character. But still, this process did not achieve its ultimate product enhancement capability. During the aluminium extrusion process, multi-hole extrusion dies are implemented to produce several extrusion products at a time, which maximizes the productivity of this process. But still, some improvements have been left to product quality enhancements. In this study, process enhancement has been taken care of to improve the productivity of the multi-hole extrusion process. A simulation of direct hot extrusion of AA6063 aluminium alloy is performed by using DEFORM-3D software at different extrusion process parameters, and the results were analyzed using the finite element method.Please confirm if the corresponding author is correctly identified. Amend if necessary.It is correct. No changes required.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
An aluminium alloy of AA6063 which is produced by using extrusion process is mostly implemented for architectural applications due to their light in weight structure and high-strength properties and have much interest across the globe. An improvement in production efficiencies and process enhancement of aluminium alloy processing’s have been the crucial task for aluminium extrusion industries. The extrusion of metals can be hot or cold, but for better product improvement hot extrusion will be implemented. Single-hole extrusion occurs when the extrudate passes through a single hole in the die; however, multi-hole extrusion occurs when the die has more than two holes. During the extrusion process of aluminium, multi-hole extrusion dies are implemented for the production of several extrusion products at a time, which maximizes the productivity of this process. Another merit of multi-hole extrusion die is the ability to reduce the reduction ratio. When a die of single hole is used then excess amount of force is required for the extrusion process. Therefore, when an excess stem force capacity is needed multi-hole extrusion process will be implemented in industries [1, 2]. In comparison to a single hole extrusion, Sinha et al. [3] found that during a multi-hole extrusion operation, half of the extrusion pressure is needed. When it comes to capability of extruded products, the detailed work of [1, 3,4,5,6] confirmed that more extruded products can be obtained with relatively minimum amount of press capacity during multi-hole extrusion process than single hole extrusion.
An extensive review of past literature reveals that for better product quality and product efficiency pre-heating temperature, ram speed, extrusion ratio, cone half-angle, bearing length, etc. are the process parameters mostly needed to be optimized during extrusion processes. However, in most extrusion process, these sensitive processes parameters have been decided based on practice, the skill of workers and in most cases through trial and errors [7]. These leads to defects in extrudates such as; crack or surface burning, twist deformation, variation in material flow, wave, and bend appear, and actual production has to be stopped or postponed [7,8,9].
As stated by Saha et al. [10] die geometry and process parameters during multi-hole extrusion have a huge impact on the quality of extrudates. A study by Prabhu et al. [11] found that the process parameters during the extrusion of AA6061 aluminium alloy have a significant contribution to the quality of extrudates needed to be optimized. Different optimization technique will be applied to study the effects and relations of extrusion process parameters.
In the study of Fang et al. [1] billet pre-heating temperature is the most affecting extrusion process parameter, which needs a critical balancing during the extrusion process. This is due to its higher possibilities to influence the quality of extruded products and the ram speed.
An investigation on AA6061-T6 alloy of a twist extrusion process by Iqbal et al. [12] found that the mechanical properties can be improved up to 10% by increasing the number of passes and extrusion temperature during the twist extrusion process.
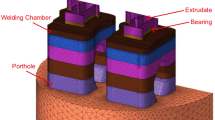
During the pyramid die extrusion process, the increment in ram speed will increase welding pressure, extrusion force, and velocity distribution but, the length of transverse weld decreases simultaneously Chen et al. [13]. One of the complicated tasks for the multi-hole extrusion process is designing and analysis of die geometries. Die geometry determination, optimization and FEM analysis for multi-hole extrusion process have been investigated by many scholars [14,15,16], and they come up with better die designing and design considerations in their study.
Microstructure investigations and numerical and computational modelling of manufacturing processes have a lot of potential to improve process efficiency and product quality. A simulation work and numerical relation of arbitrary Lagrangian–Eulerian (ALE) by He et al. [17] predicted the extrusion process defects, which are experimental verified in their result. The effect of steps in the die pocket on metal flow is investigated using 3D FEM simulation to create two chevron profiles with unequal thicknesses via two-hole dies [1]. Since, the simulation work and experimental results were in good agreement for their study [1], they suggested that 3D FEM demonstration is a powerful tool in optimizing die design and decreasing the number of trials in extrusion process. It is also found that the effective strain, which offers information about the material's work hardening during the extrusion phase is dependent of the ram speed, extrusion load, and die pocket in their FEM analysis [2]. A numerical description made by authors [18] also formulated a mathematical relation for stress and velocity fields as well as strain rate of axisymmetric hot extrusion process using finite volume methods. The authors proposed a new numerical scheme for calculating stress and velocity fields of metal flows in the axisymmetric extrusion phase of aluminium alloy 6351 in steady state.
There have been little investigations performed regarding to multi-hole extrusion process combined with capability and product enhancements. Therefore, in this study, the product capability enhancement through multi-hole extrusion die is investigated using numerical approach.
2 Numerical Procedure
Therefore, the latest analysis of simulations performed using a metal forming simulation software DEFORM-3D 11.0 plat form, which incorporates with thermomechanical linking, automated meshing, and dynamic re-meshing into this program, both of which are essential for realistic extrusion process modelling. This simulation is performed for the multi-hole extrusion process of AA6063 aluminium alloy. DEFORM processing implements time-dependent non-linear problems, which creates a continuous finite element solution at distinct time increments. A moded plastic deformation behaviour of metal forming process implemented in this study uses a finite element analysis software DEFORM-3D.
The fundamental equation of the finite rigid-plastic part are as follows:
Equilibrium equation:
Compatibility and incompressibility equations
Constitutive equations:

Boundary conditions:
where \(\sigma_{ij}\), \(\dot{\varepsilon }_{ij}\), \(\overline{\sigma }\) and \(\dot{\overline{\varepsilon }}\) are the stress, strain rate, effective stress as well as strain rate, respectively. \(F_j\) denotes force on boundary surface (\(S_F\)), and \(U_i\) as deformation velocity on boundary surface (\(S_U\)). By applying the variational method to Eqs. (1–4), the rigid-plastic FEM's weak form to be calculated i.e.
where V and S are the volume and the surface area of the material, respectively, and K is the penalty constant.
A Von Mises yield criteria is implemented in DEFORM-3D for solving the problems. Equations (7) and (8) show the effective strain and stress respectively.
where \(\varepsilon_i\) and \(\sigma_i\) are the principal strain and stress in the direction of i respectively.
The heat transfer coefficient between tool and billet was set as 11 N/s mm°C as per authors [5]. Table 1 shows the parameters and the necessary boundary conditions that were needed for the present simulations. The workpiece was allocated tetrahedron elements, which are simple to discrete an irregularly shaped object [1].
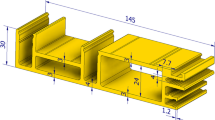
As per component descriptions in Table 1, the geometries of billet, ram, and the bottom die at various number of holes were produced in Solid works 2019, as shown in Fig. 1. Then, using Table 1, the boundary conditions for both dies and billets were set, and the billet was assumed to be plastic in a circular shape, with material properties assigned according to the material model. An even mesh distribution throughout the workpiece is performed for maximum data storage usage and utilization of computing time. Figure 2 depicts the meshed billet, die, and other extrusion tooling. The meshing models of billet and both dies are shown in Fig. 3. By properly generating mesh, accurate simulations can be obtained. The material deformation is generally controlled by suitable reformulation of the mesh at each phase.

Model of dies. a 4-holes die. b 3-holes die. c 2-holes die

Geometric models and meshing of a billet, die, and ram

Meshing models. a Billet. b Ram. c Container. d 2-hole die
2.1 Material Models
The hot deformation behaviour of billet materials has a huge contribution in determining extrusion process parameters during the hot extrusion process [19]. In the bulk metal forming process, the flow stress value and calculation will have high impact on the process of the operation.
The Arrhenius hyperbolic sine function describes the material model of AA6063 aluminium alloy [20].
where \(\dot{\varepsilon }\) is strain rate of AA6063 aluminium alloy billet, \(\sigma\) flow stress, and T is the temperature in K.
3 Results and Discussion
This section presents the results obtained from the numerical investigation of the multi-hole extrusion process parametric optimization for AA6063 alloy.
3.1 Numerical Investigation
3.1.1 Material Flow
The ram displacement with the material flow characteristics during the multi-hole extrusion process is depicted in Fig. 4a–e. In the figure, the extrusion process from beginning up to the required displacement is shown. In Fig. 4b, the billet material is starting its plastic deformation and as a result, the materials about to exit the die holes, at this point the ram force will have a uniform characteristic. The influence of uneven velocity distributions exhibits a deflection of extrudates as shown in Fig. 4e.

Billet material flow through 4-holes die (d = ram displacement). a d = 0 mm. b d = 3.32 mm. c d = 4.15 mm. d d = 5.41 mm. e d = 7.2 mm
3.1.2 Numerical Analysis
Figures 5, 6, and 7 show damage velocity distribution, contact time, strain distribution, effective stress distributions, and load stroke curves during the multi-hole extrusion process. The simulation images are taken at the same boundary conditions as mentioned in Table 1 and the same extrusion process parameters except for the number of hole difference.

Simulation results of a damage, b velocity distribution, c contact time, d strain distribution, and e effective stress distribution and Load distribution for the 2-hole die extrusion process

Simulation results of a damage, b velocity distribution, c contact time, d strain distribution, and e effective stress distribution and Load distribution for 3-hole die extrusion process

Simulation results of a damage, b velocity distribution, c contact time, d strain distribution, and e effective stress distribution and Load distribution for 4-hole die extrusion process
The extrusion process parameters for Figs. 5, 6, and 7 are when ram speed is 6 mm/s, extrusion temperature is 450 °C and 2, 3, and 4 number of holes in extrusion dies is selected for discussions.
3.1.3 Damages
As it is observed from Figs. 5, 6 and 7 damage for each consecutive multi-hole die extrusions, the damage is decreased when the hole numbers in the die increase. For 2-hole and 3-hole die extrusion, the damage values are more than one which is an undesirable effect for extruded products. Whereas for the 4-hole die extrusion process the damage value is below one, this shows that the extrudate qualities for 4-hole die extrusion are relatively in safe condition than the 2-hole and 3-hole extrusions. But if proper optimization is taken care of for 2-hole and 3-hole die extrusion, the damage of extrudates can be managed as well.
3.1.4 Velocity Distributions
The velocity distribution for 2-hole and 3-hole die extrusion is somewhat uniform which helps the extrudate to flow out uniformly. But for 4-hole extrusion die relatively none uniform velocity distribution is observed that why a relative tangled effect of extrudates is observed. As most of the works of literature are depicted the velocity distributions of extrudates can be optimized through an extrusion die geometry optimization.
3.1.5 Contact Time
If the contact time between billet and extrusion tools is small, there will be a higher chance of reduction to sticking condition of friction between material and tool interfaces. This will enhance the extrusion speed and improve die tool life. Figures 5, 6, and 7 of figure (c) show the contact time for 2-hole, 3-hole, and 4-hole extrusion die. The simulation result shows that for 2-holes and 2-holes extrusion die the contact time is higher than that of the 4-holes extrusion process, therefore, contact time improves at 4 number of holes during multi-hole extrusion.
3.1.6 Stress, Strain and Load Distribution
The difference between simulation results, stress, and strain distribution for all three simulations doesn’t exhibit a huge difference. This is because the same extrusion process parameters have been implemented for all three simulations. When different extrusion process parameters are used it is observed that the effective stress and strain values fluctuate accordingly. However, the influence of these parameters can be seen in the load stroke distributions of three simulations. As shown in Figs. 5, 6, and 7, the ram force needed for multiple hole extrusion method diminishes as the hole number in the extrusion die rises, indicating that this study agrees with previous research that suggests implementing multi-hole die extrusion for better energy utilization.
4 Conclusions
The numerical investigation on product capability and enhancement for multi-hole extrusions are investigated by using DEFORM-3D commercial software and as per the results obtained from the numerical approaches the following conclusions are drawn:
-
The enhanced damage value is obtained when 4-hole dies are used during multi-hole extrusion process.
-
A tangled effect observed during 4-hole die extrusion is as a result of geometrical relation of the extrusion die rather than the process parameter determinations.
-
The contact time between extrudates and extrusion components are improved in 4-hole die extrusion that will minimize the tribological effect between interfaces and have a huge contribution for tool life.
-
As compared to the smaller number of holes in the die, the ram force needed for a larger number of holes is minimal. Therefore, the investigation is in good agreement with previous investigations in multi-hole extrusion process.
References
Fang, G., Zhou, J., Duszczyk, J.: FEM simulation of aluminium extrusion through two-hole multi-step pocket dies. J. Mater. Process. Technol. 209, 1891–1900 (2009)
Das, R., Sarmah, A., Lakshmi, D.V.N., Sood, A.: A finite element analysis on the effect of location of holes, die pockets and extrusion speed in multi-hole extrusion process. Procedia. Eng. 97, 1247–1253 (2014)
Sinha, M.K., Deb, S., Dixit, U.S.: Design of a multi-hole extrusion process. Mater. Des. 30, 330–334 (2009)
Chahare, A.S.: Optimization of aluminium extrusion process using taguchi method. IOSR J. Mech. Civ. Eng. 17, 61–65 (2017)
Jajimoggala, S., Dhananjay, R., Lakshmi, V.V.K.V.K., Shabana: Multi-response optimization of hot extrusion process parameters using FEM and Grey relation based Taguchi method. Mater. Today Proc. 18, 389–401 (2019)
Sinha, M.K., Deb, S., Das, R., Dixit, U.S.: Theoretical and experimental investigations on multi-hole extrusion process. Mater. Des. 30, 2386–2392 (2009)
Chen, Z.Z., Lou, Z.L., Ruan, X.Y.: Finite volume simulation and mould optimization of aluminum profile extrusion. J. Mater. Process. Technol. 190, 382–386 (2007)
Li, Q., Smith, C.J., Harris, C., Jolly, M.R.: Finite element investigations upon the influence of pocket die designs on metal flow in aluminium extrusion Part I. Effect of pocket angle and volume on metal flow. J. Mater. Process. Technol. 135, 197–203 (2003)
Zhang, C., Zhao, G., Chen, Z., Chen, H., Kou, F.: Effect of extrusion stem speed on extrusion process for a hollow aluminum profile. Mater. Sci. Eng. B Solid-State Mater. Adv. Technol. 177, 1691–1697 (2012)
Saha, P.: Aluminum Extrusion Technology. ASM International (2000)
Prabhu, R., Ganapathy, T., Venkatachalapathy, V.S.K.: Process parameters optimization on porthole-die hot extrusion of aluminium alloy tubes using taguchi method. Int. J. Mech. Mater. Eng. 6, 102–108 (2011)
Iqbal, U.M., Kumar, V.S.S., Gopalakannan, S.: Application of response surface methodology in optimizing the process parameters of twist extrusion process for AA6061-T6 aluminum alloy. Measurement 94, 126–138 (2016)
Chen, L., Zhao, G., Yu, J.: Effects of ram velocity on pyramid die extrusion of hollow aluminum profile. Int. J. Adv. Manuf. Technol. 79(2117), 2125 (2015)
Fang, W., Tang, D., Wang, H., Li, D., Peng, Y.: Optimization of die design for thin-walled flat multi-port tube with the aid of finite element simulation. J. Mater. Process. Technol. 277, 116418 (2020)
Chen, L., Zhao, G., Yu, J., Zhang, W., Wu, T.: Analysis and porthole die design for a multi-hole extrusion process of a hollow, thin-walled aluminum profile. Int. J. Adv. Manuf. Technol. 74, 383–392 (2014)
Kumari Sahu, R., Das, R., Dash, B., Routara, B.C.: Finite element analysis and experimental study on forward, backward and forward-backward multi-hole extrusion process. Mater. Today Proc. 5, 5229–5234 (2018)
He, Z., Wang, H.N., Wang, M.J., et al.: Simulation of extrusion process of complicated aluminium profile and die trial. Trans. Nonferrous Met. Soc. China (English Ed.) 22, 1732–1737 (2012)
Bressan, J.D., Martins, M.M., Button, S.T.: Analysis of aluminium hot extrusion by finite volume method. Mater. Today Proc. (2015). https://doi.org/10.1016/j.matpr.2015.10.007
Dong, Y., Zhang, C., Zhao, G., Guan, Y., Gao, A., Sun, W.: Constitutive equation and processing maps of an Al-Mg-Si aluminum alloy: determination and application in simulating extrusion process of complex profiles. Mater. Des. 92, 983–997 (2016)
Wang, G., Bian, D.W., Kou, L.Y., Zhu, X.J.: Hot deformation behavior and processing map of 6063 aluminum alloy. Mater. Res. Express (2019). https://doi.org/10.1088/2053-1591/ab2d07
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Solomon, Y., Sinha, D.K., Ramulu, P.J., Gautam, S.S. (2022). Numerical Investigation of Product Capability and Enhancement Through Multi-hole Extrusion Process. In: Chaurasiya, P.K., Singh, A., Verma, T.N., Rajak, U. (eds) Technology Innovation in Mechanical Engineering. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-7909-4_73
Download citation
DOI: https://doi.org/10.1007/978-981-16-7909-4_73
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-7908-7
Online ISBN: 978-981-16-7909-4
eBook Packages: EngineeringEngineering (R0)