
Abstract
Cellulose nanocrystals are the most fascinating smart bio-based nanomaterials derived from the most abundant and inexhaustible, naturally occurring biopolymer “cellulose.” These nanomaterials have received a tremendous amount of interest in both industry and scientific research due to their unique structural and physicochemical properties including mechanical, optical, chemical, and rheological along with bio-compatibility, biodegradability, renewability, low density, and adaptable surface chemistry. However, few challenges are addressed due to the hydrophilic nature of these nanocrystals while acting as reinforcing agent for developing composite films. The surface modification or functionalization of these nanomaterials is one such strategy to meet the various challenging demands such as the development of high-performance nanocomposites, using hydrophobic polymer matrices. Considering the increasing potential of this sustainable bio-nanomaterial, the current chapter aims to collate the knowledge about the various biomass-based sources, the details of synthesis techniques, and wide applications along with the compatibility of sustainable polymers of cellulose nanocrystals. Further, the details about the various characteristic properties of these bio-nanomaterials and its composites are discussed along with their potential in wide range of applications.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
The growing and emerging trends of developing and utilizing nanoscaled material in several aspects of life offers a new approach toward research, innovation, and governance. Further, the bio-based, novel, and renewable nanomaterials have gained much interest with the aim of reducing environmental hazards. Meanwhile, the synthesis and functionalization of nanomaterials with their well-defined structure and modifications have attracted an increasing attention due to their various potential applications in the field of nanoscience and nanotechnology. The advancement of these nanomaterials has led to the development of functionalized nanoparticles that have broadened their area of application in research as well as in industrial sectors, such as in medicine, electronics, packaging, composites, biomaterials, and energy production [1]. However, due to the growing concerns of global warming and sustainable development, the need of substituting conventional or petroleum-based resources as raw material with renewable bio-based is essential [2]. Furthermore, the ability to transform cheap and abundant material to yield high value-added products will aid significant benefit. Recently, these nanomaterials have largely used in the context of developing new composite materials with enhanced properties and functionalities derived from the nanomaterials and the structures they form. Cellulose nanocrystals (CNC) are the recently developed, biodegradable, environment-friendly, and nontoxic green bio-nanomaterials.
Cellulose is a standout amongst the richest crude materials found on the surface of earth. It is a boundless biopolymer which has its broad use because of its reasonable properties. Cellulose can be derived from various sources like plant sources, microbial sources, and also from aquatic animals. Cellulose is a fibrous and water-insoluble polymer that has various advantages like biodegradability, renewability, and bio-compatibility. Previously, cellulose had its use limited to the clothes, paper and pulp, and construction industry, but now, owing to its abundancy and unique properties, it is being processed at nanoscale in the form of CNCs. Using various isolation processes, different types of nanomaterials can be derived from cellulose. Recent advances are focused on deriving nanomaterials and nanofibers (which have dimensions of nanometers) and using them based on their distinct properties. CNCs are a subtype of such nanomaterials which are highly crystalline in nature and are usually rod or needle shaped. The nanocrystals have certain biophysicochemical properties which owes to its huge range of applications, such as low thermal expansion, gas impermeability, and surface chemistry that is adaptable to various environmental changes, optical transparency, and better mechanical properties [3, 4]. Depending on the source from which the crystals are derived, the CNCs vary in properties. Also the properties of CNCs depend on the isolation process. Acid hydrolysis is the most common technique for deriving crystals from cellulose where strong acids like sulfuric and hydrochloric acid are usually used. However, there are various other methods available such as oxidation, water hydrolysis, mechanical refining, enzymatic hydrolysis, etc. Nanocomposites, where CNCs act as reinforcement, have higher elastic modulus and a good amount of shift in glass transition. CNCs have high length-to-diameter ratio and also large surface area because of its size that ranges in nanometers. Due to these reasons, CNCs are suitable for nanocomposites. Also the mechanical properties of the nanocomposites are improved by greater interfacial area and better interactions between the matrix and the reinforcement. This chapter is mainly focused on the structure and dimensions of the CNCs, its various sources, various methods of isolation, and the different properties of CNCs depending the sources of extraction and the isolation technique and the applications thereof.
2 Cellulose Nanocrystals
Cellulose consists of fiber like structures which are usually crystalline in nature. These microfibrils have different properties depending on the source from which it is derived. On undergoing various chemical, physical, and enzymatic treatments, these highly crystalline structures can form CNC. Also, it has various shapes including rod, needle, and spherical depending on the source material. They can too differ in properties based on the process of isolation. They have high crystalline structures and high modulus as compared to that of bulk cellulose.
2.1 Structural Arrangement of Cellulose
Cellulose is comprised of β(1–4) connected glucose deposits and the uridine diphosphate-glucose atom which functions as a substrate for the cellulose biosynthesis. Cellulose is a linear homopolymer usually derived from anhydroglucose which is one of the glucose residues. All the other alternate glucose residues in the same cellulose chain are β(1–4) linked by synthase protein isoform (CESA isoform) and are rotated by 180°. The auxiliary redundant unit of cellulose chain is the dimer, (two glucose residues β(1–4)-linked) known as cellobiose. In each cellulose chain, two different terminal groups are found as shown in Fig. 1. One end of the each chain is attached to a reducing group with a structure that is aliphatic in nature and a carbonyl group. A closed ring structure along with a non-reducing group is attached to the other end of chain. At the non-reducing ends, glucose residues are added by CESA isoforms, which allow chain elongation. Cellulose is a rigid linear structure and is water insoluble having a unique structure because of β(1–4)-linkages. Further, many thousands of glucose repeat units are linked together covalently through ether groups by β(1–4) linkage, called as a glycosidic bond (Fig. 1).

Chemical structure of cellulose
There are six different polymorphs of cellulose, namely—cellulose I, II, IIII, IIIII, IVI, and IVII. These polymorphs are crystalline in nature. Cellulose I and cellulose II exist in nature while the others are produced by chemical and heat treatments. Cellulose I is subdivided into allomorphs, Iα and Iβ. Cellulose Iα-like chain has similarity with crystalline algal cellulose Iα [5]. Cellulose is often found in amorphous form as cellulose I [6]. In both the cellulose forms, the inter-chain hydrogen bonding has two different patterns. The bonding O6—H—O3 in cellulose I is dominant whereas, in cellulose II, the inter-chain hydrogen bonding O6—H—O2 is dominant. The inelastic and straight shape of each cellulose chain is imparted by the O3—H—O5 bonding. The intra-hydrogen bonding plays the prior role for imparting these characteristics. This bonding is found in both polymorphs (I and II) [7,8,9]. The higher visualization of the structure of cellulose demonstrates that there are two distinctive chains in a unit cell in Iβ, wherein, all the glucosyl residues are similar but they face in opposite direction alternately whereas in Iα, there is a single chain structure in a triclinic unit cell. In this structure of cellulose, alternate glucosyl residues differ slightly in configuration and hydrogen bonding. The O2 and O6 have various possibilities of hydrogen bonding. The O2—H—O6 bonding (intra chain) is present in both Iα and Iβ. But the chain bonding is shorter in that of Iα [8]. The O2 and O6 are very reactive hydroxyl groups, but the less reactivity of O3 atoms is due to the O3—H—O5 bonding which is strong [10].
2.2 Cellulosic Nanomaterials
Cellulosic nanomaterials are made from a very common material found on earth, cellulose. They can be made from materials such as plants, wood, algae, and bacteria. Cellulosic nanomaterials from different sources are of different types and shapes having various different properties. These are whisker like materials and crystalline in nature with a range of mechanical properties. Some cellulosic nanomaterials have unique properties that are important for the applications in optics, nanotechnology, and in fields of material science. As the name suggests, these materials are nanosized and have highly ordered cellulose chain bundles. These bundles of cellulose chain are aligned along the axis of the bundle. To this, they impart new properties in contrast to the properties of their sources. Cellulose nanomaterials have low thermal expansion, high mechanical properties, and high aspect ratio. They have hydroxyl groups attached to the surface which when chemically modified impart additional functionalities. The nanomaterials have higher surface area, modulus, amorphous fractions, and specific strength in comparison to normal cellulose. The huge industrial applications of cellulosic nanomaterials may be accounted for their minimum environmental risks, low safety risks, sustainability and biodegradability, and also lower processing costs.
Cellulose nanomaterials can be broadly classified into two types viz. nanostructured materials and nanofibers (Fig. 2). These two can be further subdivided depending on the size of the particles. Nanostructured materials can be classified as microcrystals and microfibrils whereas the nanofibers can be categorized into nanofibrils and nanocrystals.

Different forms of nanocellulose
2.3 Various Crystalline forms of Cellulose Nanocrystals
CNCs are highly crystalline because of the linear and homogeneous nature of the cellulose polymer and also the intermolecular hydrogen bonding between the cellulose chains that are adjacent to each other. The source of the cellulose and the isolation process determines the size of the crystal and the degree of crystallinity. For example, the degree of crystallinity in bacterial cellulose is 50–60%, 80% in tunicates, and 90% in some algae. Acid hydrolysis is generally employed to isolate the crystalline cellulosic structures in the form of CNCs. This idea of acid hydrolysis to isolate cellulose nanocrystal from disarranged inter-crystalline areas of cellulose chain networks was developed by Nickerson and Habrle [11]. It was later confirmed by Rånby [12] when he produced colloidal suspensions of cellulose crystals.
The different polymorphs of cellulose may have different properties such as nanocrystal I, cellulose nanocrystal II, cellulose nanocrystal: I → II (i.e. cellulose nanocrystal II derived from cellulose I), and cellulose nanocrystal III. All these polymorphs are produced using different methods like acid hydrolysis, sulfuric acid hydrolysis specifically. Depending on the polymorphs, the CNCs contrast in their properties and their effect on the properties of the network of the polymer. All these polymorphs of cellulose nanocrystal differ in their reinforcing ability and network formation ability along with precisely percolated network formability.
The cellulose nanocrystal can be of fibrous structure, in the form of microfibrils and macrofibrils. The microfibrils are fundamental structures that build the microfibrillar part of every single layer of cell wall. The rudimentary fibrils are made of just β(1–4)-connected glucose residues that are CESA complex synthesized [13]. Microfibril mainly comprises of elementary fibrils and these fibrils are mainly associated with polymers, non-cellulosic in nature. Every microfibril has 36 glucose chains in approximation. Inter-hydrogen bonding and intra-hydrogen bonding stabilizes the glucose chains and provides higher stability to microfibrils [7, 8]. The degree of polymerization of cellulose chains is in the range of 2000–25,000 glucose residues [14]. In case of primary cell wall of aspen wood, the degree of polymerization is 4200, whereas in case of secondary cell wall, it is 9200 [15].
Recently, microbial auxiliary model dependent on direct visualization of the maize parenchyma cell walls, primary cell walls to be specific, was proposed with the use of atomic force microscopy [13]. As per the model, there are thirty-six glucose chains which are re-distributed based on their respective location into three groups. The first group that comprises the center actual-crystal core is made of six glucose chains which form a hexagonal shape cross-section. The first group is seen to be completely crystalline in structure. The next group is made of twelve sub-crystalline chains and is directly connected with the crystal core. The last group consists of eighteen sub-crystalline or noncrystalline chains situated at the outside of crystal. The second and third groups add to the protection and transitional stages between the crystal centers and later keep noncrystalline polymers.
2.4 Dimensions of Cellulose Nanocrystals
The measurements, length and width of the CNCs may vary depending on the nature of the cellulose microfibrils and the states of corrosive hydrolysis such as time, temperature, etc. The dimensions of the CNCs are shown in Table 1 based on the various sources and extraction methods. Since the hydrolysis process is diffusion-controlled, cellulose nanocrystal has a huge range of length and width. There is a variation in average length of the rod-shaped particles from tens to nanometers. The width ranges from 3 to 50 nm. The aspect ratio of CNCs play a major role in determining its reinforcing capability. The aspect ratio is nothing but the ratio of its geometrical length-to-diameter and higher the aspect ratio, higher the reinforcing ability. The mechanical performance of CNCs is improved by the networks. Aspect ratio or angle proportion assumes a vital job in the development of these systems.
3 Biomass-Based Sustainable Sources of Cellulose Nanocrystals
CNCs are derived from various sources such as plant cell walls, algae, bacteria, cotton, rice husk, and microcrystalline cellulose. Depending on the source, maturity, extraction method and reaction parameters; various structures, properties, and application of CNCs can be obtained.
3.1 Lignocellulosic Sources
Woody and non-woody plants are a source of lignocellulosic fibers which is a good feedstock for the production of various nanocrystals. Lignocellulosic fibers can be broadly classified on the basis of part of the plant as leaf, stem, grass, seed or fruit, and straw.
Woody and non-woody plants can be termed as cellular hierarchical biocomposites that have been created by nature. In these, the semi-crystalline cellulose microfibril acts as reinforcement while the matrix material in such biocomposites is lignin or hemicellulose, waxes, and trace elements [24, 25]. There are a number of factors that prominently affects the properties of natural fibers. They are chemical composition, internal structure of fiber along with variation between different parts of the plant. On removing hemicellulose, lignin, and all other impurities, pure cellulose is obtained. Wood is the primary source of cellulosic fibers and an important raw material in production of cellulose nanocrystal.
Various sources such as aquatic plants, crops, herbs, and their by-products too are used as cellulosic sources. Fibers from these sources have cellulosic microfibrils less tightly wound around the primary cell wall in contrast to the secondary wall in case of wood. Bleaching methods in case of non-woody plant are less chemical and more energy demanding since due to the lower content of lignin as compared to woody plants. Other lignocellulosic sources can be seasame husk [26], sugarcane bagasse [27, 28], groundnut shells [29], straws [30], jute [31], bamboo [32], and coconut [33]. Based on the sources and different isolation processes, cellulose crystals may vary in their morphology, degree of crystallization, surface charge, porosity, mechanical properties, stability, etc.
3.2 Algal Sources and Bacterial Sources
Algae is also a source of microfibrils other than lignocellulosic materials. Due to the high carbohydrate content of red algae, which is composed of agar and cellulose, it has numerous applications [34]. One such red algae is Gelidium. For preparation of cellulose nanomaterials, Gelidium elegans is used [35]. Since this red algae is readily available and abundant, it is widely used in production of cellulose nanomaterials. Cellulose producing algae usually belong to the orders Siphonocladales (Dictyosphaeria, Valonia, Boergesenia and Siphonocladus) and Cladophorales (Microdyction, Rhizoclonium, Cladophora and Chaetomorpha) [36]. Cellulose microfibril structures are different for varying algae species because of the biosynthesis process. For example, cellulose obtained from Cladophora or Valonia has a high degree of crystallinity that may reach up to 95% [37].
Cellulose that is derived from bacteria has high chemical purity, less weight, large water holding capacity, good mechanical properties, and high chemical stability. It is nontoxic, biodegradable, renewable, and has a highly crystalline network structure. There are certain species of bacteria that use a large variety of nitrogen and carbon sources for the production of cellulose. An example of such a bacteria is Komagataeibacter xylinus. There are various advantages of cellulose that are derived from microbes over the plant derived cellulose. They have higher purity, greater mechanical properties, higher water holding capacity, distinct nanostructure, and greater stability [38]. The cellulose microfibrils, that are formed, are in the shape of flat and thick pellicles on the surface of the growth medium [39]. Cellulose from bacterial sources has a high degree of polymerization and also has better chemical and mechanical properties.
3.3 Other Sources
Other sources of cellulose may be animals, precisely aquatic animals. Tunicates are proven to be a good source of cellulose. Tunicates are aquatic animals and fall in the category of invertebrates. Cellulose is present in the tunic tissues of the tunicates and it acts as a skeletal support to the tissues which covers their entire epidermis. Tunicates have a leathery structure that provides a good source for cellulose microfibrils. The structure and properties of the cellulose microfibrils depend on the various species of tunicates from where they are obtained. Table 2 showing CNCs derived from various sources, its dimensions and its advantages and applications. This table has the recent advances made by CNCs.
4 Various Extraction Techniques of Cellulose Nanocrystals
The morphology, physiochemical properties, and mechanical characteristics of CNCs exhibit variations depending on their source of raw material and the extraction process. The latter step is crucial for further processing and developing CNCs into functional, high-value added products, and, as such, efforts to face the shortcomings in the conventional methodology, to increase the production with a reduced cost are continuously reported in the literature. As stated above, CNCs can be extracted from various raw materials on the earth that firstly need to follow a pre-treatment procedure for the removal of the matrix materials (e.g. lignin, hemicelluloses, fats, waxes, proteins, etc.) resulting in the extraction of the individual cellulose fibers. Depending on the source of the cellulose, the naturally occurring bulk cellulose primarily consists of highly ordered crystalline domains and some disordered amorphous regions in varying proportions. When these microfibrils are subjected to a proper combination of chemical, mechanical, oxidation and/or enzymatic treatments, the crystalline domains of the cellulose microfibrils can be isolated, giving rise to the formation of CNCs. The production of CNCs in an economic and sustainable way and further exploration of its functional products are currently the major tasks for the researchers both from the academia and industrial point of view. Several processes have been reported in literature for the extraction of CNCs, namely chemical acid hydrolysis, enzymatic hydrolysis, mechanical refining, ionic liquid treatment, subcritical water hydrolysis, oxidation method, and combined processes (Fig. 3).

Various extraction techniques of CNCs
4.1 Acid Hydrolysis
The most commonly used technique for the fabrication of CNC is acid hydrolysis. During the process, acid molecules are diffused through the cellulose microfibrils, resulting in cleavage of glycosidic bonds within cellulose molecular chains in the amorphous regions along the cellulose fibrils, thus leading to the breaking of the hierarchical structure of the fibril bundles into crystals form. The function of using acid in hydrolysis is to release hydronium ions that tend to penetrate the cellulosic material in the amorphous domains and also react with the oxygen molecules on the glycosidic linkages between two anhydroglucose moieties for the initiation of protonation of oxygen molecules and thus, hydrolytic cleavage of glycosidic linkages of amorphous regions occur. Moreover, the selective cleavage of cellulosic chains is done because of the difference in the kinetics of hydrolysis between paracrystalline and crystalline regions. Also, breaking down the polysaccharides into simple sugars during acidic treatment could help to hydrolyze the residual pectin and hemicellulose. The size of the crystallites depends on the freedom of motion after hydrolytic cleavage and accordingly, they can grow and the dimension of crystallites will be larger than the original microfibrils.
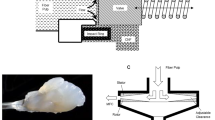
In this hydrolysis technique, a specific concentration of desired acid is mixed with deionized water to form an acid solution which will be added to the pure cellulose. The final mixture at the end of the acid hydrolysis process is subjected to a number of separation and washing steps which is followed by the dialysis against deionized water for the removal of excess acid and neutralized salts. The hydrolyzed acid suspension is subjected to ultrasonication, homogenization, and centrifugation during separation and washing steps to get homogeneous dispersion of CNCs in aqueous media. Further, hydrolysis coupled with ultrasonication and homogenization is used to increase the activity of acids to degrade amorphous regions of cellulose. At the last, after dialysis, the neutralized suspension is subjected to centrifugation for the removal of deionized water followed by lyophilization/freeze-drying to obtain powdered CNC. A schematic representation of the acid hydrolysis process is shown in Fig. 4.

A schematic representation of the acid hydrolysis process
Several types of acids have been used by researchers to date, ranging from strong acid to weak bio-based acids such as sulfuric acid, hydrobromic acid, hydrochloric acid, phosphoric acid, maleic acid, and hydrogen peroxide to extract CNCs from different resources. However, sulfuric and hydrochloric acids are frequently used for the acid hydrolysis of cellulose from various sources. The effect of processing conditions on the physicochemical, thermal, and mechanical properties of CNC has been mentioned in literature by numerous researchers. Also, the particle size, crystallinity, morphology, thermal stability, and mechanical properties of CNC depend on the temperature and time of the hydrolysis along with the nature, concentration of acid, and fiber to acid ratio. It has been observed by the researchers that an increase in hydrolysis time showed reduction in the length of the CNCs and an increase in acid/fiber ratio reduced the crystals dimensions [44]. Moreover, the selection of acid affects the properties of the fabricated CNCs.
Sulfuric acid, the most commonly used acid for the CNC extraction, provides highly stable aqueous suspensions, due to the esterification of surface hydroxyl groups to give charged sulfate groups, whereas hydrochloric acid leads to an unstable CNC suspension, with minimal surface charge. Further, hydrochloric acid provides low-density surface charges along with limited dispensability and also promotes flocculation in aqueous suspensions [45, 46]. Although the mentioned drawback can be arrested by surface modification or functionalization method. On the other hand, in the case of using sulfuric acid, a stable colloidal suspension is produced due to the high negative surface charge promoted by sulfonation of CNCs surface. In this context, these sulfate groups catalyze and initiate the degradation of cellulose at higher temperature. Thus, produced CNCs have limited thermal stability, which may restrict the use of CNCs in processing of CNC-based nanocomposites at high temperature [47]. Though several ways have been adopted to address the drawback related to their thermal stability, one of the ways is mixing the above-mentioned acids to generate CNCs with high thermal stability along with low dispersibility.
Other acids such as phosphoric acid surprisingly have achieved little attention in increasing the thermal stability and bio-compatibility by using functionalization of phosphate groups. This acid has also been used for the fabrication of CNCs by hydrolysis from cotton and cedar kraft pulp [48]. The acid has been added drop by drop to the cellulose slurry up to a predetermined concentration and further heated. Although, the yield of CNC completely depends on the reaction temperature and acid concentration. Generally around 80% yield has been achieved by the researchers. Espinosa et al. [47] reported the dimension and surface-charged density of phosphoric acid hydrolyzed fabricated CNCs. The fabricated CNCs had a width of ~31 nm, length of ~316 nm, and charge density of ~11 mmol/kg cellulose and obtained at the optimized conditions of 10.7 M phosphoric acid and 90 min reaction time at 100 °C. Application of phosphorylated microcrystalline cellulose and phosphorylated regenerated cellulose hydrogels have been investigated in bone regeneration [49]. Literature also states that phosphorylated CNCs have shown much higher thermal stability than partially sulphated CNCs.
A mineral acid, other than sulfuric acid, reported for fabrication of CNCs is hydrobromic acid (HBr). Further, to increase the yield of CNCs, ultrasonication had also been applied during hydrolysis reaction and the optimized condition 2.5 M HBr, 100 °C and 3 h, which resulted in a yield of around 80%. Cotton fiber had been chosen as source material for the production of CNCs. Moreover, HBr-modified CNCs can be used for site-specific grafting reactions.
In the context of reducing waste, coming from strong acids during the production of CNCs, ammonium persulfate (APS) can be used as substitute to sulfuric acid due to its inexpensive oxidizing nature with high water solubility and low stability. It has been reported that APS-based CNC production is a sustainable way which generates lesser hazard. This process is very advantageous for scaling up as APS has the capability to remove lignin, hemicellulose, pectin, and other plant contents in a single step process. In contrast, the yield of CNCs is less compared to the strong acid hydrolysis process. Additionally, the fabrication of CNCs by APS was done by Leung et al. and the achieved yield was 28–36% from the complex flax and hemp fibers compared to the 81% yield from pure cellulose source from Whatman filter paper [50].
Although all the acid hydrolysis procedures are simple, yet a few limitations are essential to be addressed. Due to the use of strong acids, the drawbacks mainly include large water usage, corrosion of equipment, and the generation of waste acid solution. Furthermore, the cost of CNC production is increased due to the requirement of corrosion-resistant equipment. Further, during fabrication of CNCs, crystalline regions are subjected to hydrolysis and structural changes occur in this step, though, in harsh conditions the crystallinity got decreased [51]. Although researchers have started to find out the way of replacing strong liquid acids by solid acids for environmental and sustainable reasons [52]. In this context, cation-exchange resin hydrolysis technique has been used to fabricate CNCs with 84% crystallinity and with a 50% yield and they have reported that this method causes less waste and corrosion. Phosphotungstic acid is also another substitute for CNC production reported by Liu et al. [53] and the produced CNCs showed relatively good dispersibility in aqueous phase and high thermal stability. Another work by Du et al. [54] reported CNC production by ferric chloride catalyzed formic acid hydrolysis with a high crystallinity and excellent thermal stability of 70–80% yield.
Moreover, bio-based acids are now getting attention as substitutes to strong acids for the production of sustainable CNCs. In contrast, these bio-based acids have weak penetration power, and due to this reason, ultrasonication is required for breaking down of glycosidic linkages of cellulose chains. Yu et al. [55] reported the preparation of carboxylated CNCs from microcrystalline cellulose with citric/hydrochloric acid hydrolysis. The fabricated CNCs from this method had shown better crystallinity, best suspension stability, and better thermal stability with the hydrolysis time of 4 h. Another work reported by Tang et al. [56] reports the usage of ultrasonication for disintegration of esterified cellulosic slurry with acetic/sulfuric acid hydrolysis. Further, the ultrasonication aids in breaking the amorphous region of the cellulosic material. Kontturi et al. [57] mentioned about the preparation of the CNCs using hydrogen chloride (HCl) vapor with less water consumption along with a higher yield. Use of vapor of HCl helps in raising rapid hydrolysis of cotton-based cellulose fibers. The CNCs produced from this method showed improved crystallinity without any mass loss in the cellulose substrate during hydrolysis with a minimal impact on the morphology. With this system, the yield obtained was 97.4% which is better than employing only liquid HCl with 11% yield. Further, Chen et al. [58] have reported the high thermal stablity of functional CNCs using organic acids such as oxalic, maleic, and p-toluene sulfonic acids. They also mentioned about the easy recovery of solid organic acids after hydrolysis reactions through crystallization at a lower or ambient temperature using their low water solubility.
4.2 Enzymatic Hydrolysis
Moreover, hydrolysis using concentrated acid poses serious environmental risk in terms of both disposal and energy consumption. Further, the increasing demand of green and sustainable technology aided to search an alternative of acid hydrolysis which must be economically and environmentally feasible. In addition, the corrosive nature of the acids also adds high cost to the production for using highly corrosion-resistant reactor. However, acid-treated CNCs are poor in thermal and mechanical properties which may affect the performance of composites. Therefore, an alternative way of CNC production needs to be found which would be eco-friendly without affecting the property of native cellulose. In addition, the enzymatic hydrolysis has shown its potential effects in the conversion of cellulosic biomass into fuels and chemical with higher yields, selectivity, lower energy costs, and milder operating conditions than others [59]. Further, the global focus on refining of lignocellulosic biomass has been enlarged so as to include the intermediate products like nanocellulose [60]. Thus, enzymatic hydrolysis could be employed as an approach with low environmental impact in the downstream process of cellulose to CNCs. Aiming to make this process economically viable, effort needs to be made to increase the efficiency of cellulolytic enzymes by enhancing the resistance to operational conditions such as pH and temperature or by increasing the speed and importantly, by reducing their price. In this context, a mixture of various enzymes collectively known as cellulose enzymes is available in market under different trade names. Generally, the mixture includes endo-1,4-β-glucanases (EGs) which breaks cellulose chains in random locations away from the main chain ends, exoglucanases or cellobiohydrolases (CBHs) which breaks cellulose by splitting off molecules from both ends of the chain and produce dimmers, and β-glucosidases, which hydrolyze the cellobiose units that are produced during the EG and CBH attacks, turning them into glucose [61]. Furthermore, EGs help to degrade the amorphous regions of the cellulose chains to produce smaller cellulosic fragments and CBHs targets the short crystalline regions of the cellulose. This favorable effect presents an advantage for the controlled production of CNCs [62]. Thus, cellulase can be used as an alternative to acid hydrolysis to obtain nanocrystals. Although, few reports exist on the fabrication of CNCs through enzymatic hydrolysis, George et al. [63] have compared morphological and thermal properties of bacterial CNCs with acid hydrolyzed CNCs where CNCs was used as filler in poly(vinyl alcohol) nanocomposites. Satyamurthy et al. [64] have produced CNCs using a controlled microbial hydrolysis of MCC using cellulolytic fungus Trichoderma reesei with a yield of 22% and the author reported that the crystallinity obtained by microbial hydrolysis was lesser compared to acid hydrolyzed [65]. Thus, to overcome the problems that occur during enzymatic hydrolysis, few pre-treatment methods have been reported before processing to enzymolysis for CNC fabrication. In this context, Chen et al. [66] has reported the pre-treatment of natural cotton with DMSO (dimethyl sulfoxide), NaOH (sodium hydroxide) or ultrasonic waves before proceeding toward enzymatic hydrolysis and obtained the yield of 32.4%. In a similar study, Xu et al. [67] demonstrated the endoglucanase derived from Aspergillus oryzae to hydrolyze pre-treated hemp and flaw fibers. In this work, sonication-microwave was used to pre-treat the sample in 2% NaOH solution for better quality and higher yield. Though they have effectively eliminated the need of acid for hydrolysis, but pre-treatment is still costlier for enzymatic hydrolysis before processing. However, cellulose from Aspergillus niger has shown the capability of fabricating CNCs with minimal processing from feedstock of kraft pulp with 10% yield. In addition, recently, Hu et al. [68] developed a bio-absorbable bacterial cellulose for wound dressing applications and their biodegradability was investigated by using different enzymes. Wang et al. [69] has also done similar in vitro study of biodegradability of bacterial cellulose by cellulose in simulated body fluid. In contrast, Domingues et al. [70] compared CNCs obtained by acid hydrolysis of eucalyptus fibers with CNCs from bacterial cellulose using enzymatic hydrolysis.
Fabrication of CNCs by enzymatic hydrolysis has been observed to be potential with acceptable yields, advanced selectivity, and milder operating conditions in comparison to the chemical process. However, economical and technical constraints are responsible for hindering this technique from commercialization. Mainly, the high cost of enzyme and rate-limiting step of cellulose degradation with a long processing period are considered as drawbacks. The slow rate of enzymatic hydrolysis has been found to be affected by various factors that encompasses structural features resulting from pre-treatment and enzyme mechanism.
4.3 Mechanical Methods
Mechanical approaches for the fabrication of CNCs have also been investigated as a part of the process indicating combinations of acid hydrolytic, enzymatic treatment and oxidative methods, or directly [71,72,73]. Most commonly used methods are microfluidization, ultrasonication, high-pressure homogenization or ball milling. These procedures are commonly employed for the fabrication of cellulose nanofibers (CNFs). In addition, CNFs are characterized as nanocellulosic materials with a diameter in nanometers or tens of nanometers with a length up to several microns [74]. Relating to this method, recently, people have studied high energy bead milling (HEBM) process for the fabrication of CNCs from aqueous or dilute acid (phosphoric acid) dispersion of commercially available microcrystalline cellulose (MCC). The dispersed sample got micronized through a HEBM process. They have reported about the similar characteristic morphology and aspect ratio of produced CNCs with that of acid hydrolyzed CNCs. The resulted CNCs were rod-like and presented a crystallinity index of 85–95% with yield of 57–76%. Furthermore, they have found that the fabricated CNCs are thermally stable to withstand the melt processing temperature of most common thermoplastics. Generally, in ball milling technique, cellulose suspension can be disintegrated by the high the energy collision between the balls made by ceramic, metal, or zirconia in a hollow cylindrical container while the container rotates. However, chemical pre-treatment is helpful for weakening hydrogen bonds and eliminating the small particles. But the fibrous morphology is easily damaged by the ball mill. In this context, high-intensity ultrasonication has been employed as one of the mechanical method for the isolation of CNCs [72, 75]. The fabricated CNCs were rod-shaped and produced from an aqueous dispersion of MCC using physical method of ultrasonication. The obtained diameter of fabricated CNCs was between 10 and 20 nm with a length of 50–250 nm in range with a production yield of 10%. Another study has reported the better yield of 85.38% of esterified-CNCs fabricated from pure wood pulp filter paper through ultrasonic extraction. They revealed that E-CNCs were prepared with cellulose pulp using a mixture of acetic and sulfuric acid with the aid of ultrasonication. The yield obtained was better in this method as compared to that without the method used ultrasonication. In this particular study, ultrasonication showed an important role in the degradation of cellulose and esterification. The effect of this method may be explained by the formation, growth, and collapse of cavities in aqueous solution [76]. Cavitation occurred during ultrasonication, showed energy of approximately 10–100 kJ/mol and which falls under the hydrogen bond energy scale [77]. The impact of ultrasonication can effectively disintegrate the amorphous region of cellulose due to the energy and also beneficially effective for the reagent to enter the interior of cellulose fibers.
4.4 Oxidation Methods
The presence of hydroxyl groups on cellulose is highly reactive and can be easily oxidized by strong oxidants to aldehydes, ketones, and carboxyl groups. Thus, the structure of cellulose is destructed and the degree of polymerization is also decreased. Therefore, taking the advantages of the presence of reactive group of cellulose, the researchers have successfully fabricated CNCs by the use of oxidation method. Saito and Isogai [78] had reported a new method to introduce charged carboxylated groups into cellulosic materials which helped disintegration into nanofibrils with smaller widths, by utilizing a much lower energy input in comparison to that of the traditional pure mechanical treatments. The two-step oxidation method was employed to prepare CNCs and microfibrils using sodium periodate followed by sodium chlorite as oxidant [50] and finally, two-step centrifugation. Generally, periodate is firstly utilized to oxidize the C2 and C3 hydroxyl groups using chlorite. They have reported the diameter and length of fabricated CNCs and microfibrils accordingly 13 nm, 120–200 nm and 120 nm, 0.6–1.8 μm. In this case, the produced CNCs with carboxyl groups on the surface had shown a high crystallinity ~91% and high charge density which could form a stable suspension in aqueous phase. Further, the resultant microfibrils could be translated to cellulose nanofibers (CNFs) by mechanical agitation. However, this two-step oxidation method requires the expensive and toxic periodate along with the disintegration process with very high energy consumption.
TEMPO (2,2,6,6-tetramethylpiperidine-1-oxyl)-mediated oxidation has also been employed to prepare carboxyl CNCs which is one of the region-selective chemical modifications of the primary hydroxyl groups of CNCs. The reaction occurs on the surface of cellulose fibers and in amorphous domains. As the carboxyl content is increased to a certain amount, cellulose starts to disperse in aqueous solution but the crystalline regions remain intact and can, therefore, be released. Another literature stated about the direct use of ultrasonic-assisted TEMPO–NaBr–NaClO system for the production of carboxylic CNCs from cotton linter pulp. A stable well-dispersed aqueous suspension was obtained after the oxidation process where some of the amorphous regions of the cellulose were found to be gradually hydrolyzed. They have reported the microscopic observations of the CNCs 5–10 nm in width and 200–400 nm in length. Furthermore, TEMPO–NaBr–NaClO system was used by Cao et al., who reported the stable transparent dispersion of CNCs with a yield of 80% and high crystallinity and surface area. Moreover, TEMPO-mediated CNCs are able to be completely disperse at the individual nanofibril level in water by electrostatic repulsion and/or osmotic effects. This behavior is responsible for the presence of anionically charged sodium carboxylate groups at the fiber surface. In contrast, this method also exhibits some serious constraints, such as toxic TEMPO reagents leading to cause environmental issues, oxidation time, and limited oxidation at C6 primary hydroxyl groups in CNCs. Furthermore, the oxidation reaction helps to reduce the rigidity/lengths of the CNCs due to breakage of the glycosidic linkages. Another oxidant APS could be used to fabricate carboxylated CNCs by one-step procedure from various cellulosic sources with yields in the range of 14–81%. However, this method also consumed the time for alkaline pre-treatments and long reaction times of 16–24 h. The overall yield of CNCs was higher by the oxidation degradation method after comparing with mineral acid hydrolysis and enzymatic hydrolysis. However, in this process of reaction, a large number of oxidants were consumed, and the reaction time was longer. Also, a large amount of water and energy needs to be consumed which leads to the fact that the cost of CNCs production would be very high.
4.5 Ionic Liquid Treatment
Ionic liquids (ILs) is a kind of organic salt solution with low melting point, generally, less than 100 °C, which is composed of organic cations and other anions. This treatment has received growing attention by the researchers due to its recyclability, high stability, non-flammability, low melting point, and low vapor pressure reagents, which leads to innovative and sustainable solutions. Further, their unique solvating properties and environment-friendly nature helped them to use as solvent for dissolving and separating medium from lignocellulosic materials for fabrication of CNCs. Additionally, it is considered as green solvent. In spite of their unique advantages, their embodied energy and cost, the recyclability, and the reuse of ILs, undoubtedly, appear to be indispensible for the conception of any environmentally and economically viable CNCs isolation process. Commonly used ILs are imidazolium-based acidic solutions, such as 1-ethyl-3-methylimidazolium diethylphosphonate ([EMIM]DEP), 1-butyl-3-methylimidazolium chloride ([BMIM]Cl), 1-butyl-3-methylimidazolium acetate ([BMIM]OAc), and 1-butyl-3-methylimidazolium hydrogen sulfate ([BMIM]HSO4). These solvents are found to be most interesting and mostly investigated solvents for fabrication of CNCs from cellulose. The recovery rate of these ILs can be reached at 99.5% by evaporating the anti-solvents, has estimated by some researchers.
Various current works have stated about the effectiveness of ILs for selective and controlled cellulose hydrolysis leading to nanoscale particles isolation as an alternative to conventional methods. In the recent works, ([BMIM]HSO4 ) has been utilized to fabricate CNCs from MCC [79]. The author clearly demonstrated about the potential effect of [BMIM]HSO4 for the isolation of rod-like morphology of CNCs with yield of 48% and with the diameter of 14–22 nm and the length of 50–300 nm. Also it has been reported that mechanism of ILs hydrolysis was similar to the acid hydrolysis. During this treatment, the amorphous domain got dissolved and thereby increase of crystallinity occurred. Further, the native conformation of cellulose type I remained in this treatment compared to MCC. A two-step hydrolysis process was explored by Mao et al. employing ([BMIM]HSO4)[80]. In this work, they first allowed 24 h for swelling at room temperature followed by 12 h hydrolysis at 100 °C and the developed CNCs was conferred with good surface properties and high production yield. Later, they hydrolyzed softwood, hardwood, and MCC by optimizing two-stage method with ([BMIM]HSO4)aqueous, and the yield of CNCs was 57.7, 57, and 75.6%, respectively. Further, similar work by Tan et al. where ([BMIM]HSO4)was utilized as both solvent and acid catalyst [81]. In this case, hydrolysis of MCC was done at 70–100 °C for 1 h 30 min in ([BMIM]HSO4)solvent. The author has reported the rod-like morphology of CNCs obtained with conserved cellulose type I structure during the catalytic conversion process with crystallinity of 95.8% compared to the original MCC. Currently, for the first time, Abushammala et al. [82] have stated the use of [BMIM]OAc for the direct extraction of CNCs from wood. They demonstrated the capability of [BMIM]OAc to dissolve lignin in situ and at the same time, resulting in the swelling of cellulose only during treatment. The developed CNCs showed crystallinity of 75% and a high aspect ratio of 65 with a yield of 44%. This study explained that [EMIM]OAc had three main functions in the process, respectively, (a) dissolving cellulose in situ when cotton fibers were infiltrated, (b) reducing intermolecular cohesion in wood by acetylation, and (c) catalyzing the hydrolysis reaction of cellulose. Lazko et al. reported the use of [BMIM]Cl for infiltration at 80 °C and subsequently sulfuric acid was added with a concentration of 1–4 wt% [83]. Further, allowing the time of 2–16 h for reaction to complete production of CNC showed diameter of 20 nm and length of 150–350 nm. It has been found that obtained CNCs prepared by [BMIM]Cl had less sulfonic group content on the surface compared to [BMIM]HSO4 with increased thermal stability. Furthermore, Iskak et al. had used [BMIM]Cl for preparation of CNCs and they varied reaction time and temperature to check the yield, particle size, and crystallinity index of CNCs [83]. The obtained CNCs showed particle size of 9 nm with crystallinity index of 73% with 30 min reaction time, while increasing the temperature of reaction at 100 °C, obtained CNCs showed 76% crystallinity index with 90% yield. Moreover, researchers have updated a new one-pot preparation of hydrophobic CNCs from wood pulp using solvent system tetrabutylammonium acetate/dimethlacetamide in conjunction with acetic acid, where both the dissolution of amorphous cellulose and acetylation of hydroxyl group takes place [84]. The developed CNCs were found to be hydrophobic with rod-shaped morphology, good thermal stability, and high crystallinity index, but the yield was unknown.
4.6 Subcritical Water Hydrolysis
The natural ability of water to hydrolyze polysaccharides is well known in hydrothermal process of elimination of hemicelluloses [85]. Very few investigations have been reported on subcritical water hydrolysis for the fabrication of CNCs. However, the subcritical water possessed higher diffusion, activity, and ionization than common water as sub and supercritical water has lower ionization value (Kw) . Additionally, the rate of hydrolysis mainly depends on few characteristics such as presence of water molecules and the availability of H3O+ and water. Therefore, the utilization of subcritical water could be efficient for the hydrolysis reactions. It has been previously demonstrated that water at high temperature and pressure is able to hydrolyze lignocellulosic materials. Moreover, utilization of water as a reagent is a promising technique for not only its environment-friendly characteristics but for its low and cleaner effluents, low corrosion, and cost effectiveness [86]. Utilization of subcritical water hydrolysis has been reported by Novo et al. [86] for the production of CNCs from commercial microcrystalline cellulose. Optimization of the reaction conditions had been done to obtain good quality of CNCs with higher yield. The optimized condition was 120 °C and 20.3 MPa for 60 min for subcritical water to hydrolyze cellulose. The resulted rod-shaped CNCs showed high crystallinity index of 79% with a yield of 21.9% and high thermal stability along with similar aspect ratio in comparison to conventional CNCs. Further, the reactor is needed for this eco-friendly technique. During experiment, the pressure inside the reactor could be decreased by opening the restrictor valve or increased by injecting water with precision pump. The author has compared the production cost of CNCs using subcritical and conventional methods and they found lesser cost of 0.02 $/kg for subcritical treatment than conventional which is around 1.54 $/kg. Also, they have mentioned about the influence of pressure and temperature on the yield of CNCs. It has observed, while increasing the temperature, the stability of CNCs aqueous suspensions was enhanced gradually though it was lesser than the stability of acid hydrolyzed CNCs. This method would be a promising approach for industry.
4.7 Combined Processes
The characteristic properties and yield of CNCs play a vital role in all aspects of applications. Therefore, a prevalent technique must be developed to improve the properties and yield for the fabrication of CNCs. Though, a sufficient number of methods have been reported for the fabrication of CNCs but all these methods have their own limitations. Further, various sources of cellulosic materials also have the influence which affects the characteristic property and yield. In this regard, the improvement of extraction technologies and development of combined processes using a combination of two or several aforementioned methods could be one of the most effective ways to improve the properties of CNCs and simultaneously would be able to arrest the limitations of single process technique. Some of the new combined approaches have been made in recent days for isolation of CNCs from cellulose. However, various limitations need to be considered such as environmental pollution due to the generated effluents, corrosion of the equipment, and the hurdle to control the degree of hydrolysis [87]. In this context of combined process, Tang et al. have employed the low-intensity sonication concept to improve the yield of CNCs based on sulfuric acid hydrolysis extracted from commercial MCC [88]. The developed CNCs showed a good amount of increment over the yield from 33 to 40% as a result of the supplement of sonication at 100 W for 30 min compared to the traditional sulfuric acid hydrolysis. Further, they have reported a different combined approach including enzymatic hydrolysis, phosphoric acid hydrolysis, and sonication for isolation of CNCs from old corrugated contained fibers. Consequently, the result showed high crystallinity, good thermal stability, and improved dispersion with a higher yield of 28.98% in comparison to single acid hydrolysis process [56]. Another investigation by Rohaizu and Wanrosli studied the use of sono-assisted treatment TEMPO oxidation of lignocellulosic biomass of palm oil for production of CNCs [89]. They revealed that the sono-assisted treatment has a remarkable effect on the yield of around 39% and more than 100% increment of carboxylate content in comparison to non-assisted process. The resulted CNCs are comprised of good thermal stability, high crystallinity index of 72%, and a production yield of 93%. Further, Beltramino et al. employed the combined process using acid hydrolysis assisted with enzymatic treatment [90]. The optimized condition revealed the reduction in hydrolysis time by 44% and increased yield of around 80%. In addition, the optimal conditions helped to generate particle size of around ~200 nm with decreased surface charge and sulfur content.
Another combined technique of microwave-assisted ultrasonic treatments of plant fiber materials to attain high efficiency was established by Lu et al. [91]. The author fabricated CNCs from filter paper using sulfuric acid hydrolysis under microwave-assisted ultrasonic treatment. The optimized condition showed the yield and crystallinity of CNCs with the crystal form of cellulose Iα, respectively, 85.75 and 80%. In this context, Chowdhury and Abd Hamid have reported the combined use of ultrasonication and microwave for the preparation of CNCs from the stalk of Corchorus olitorius [92]. They mentioned the pre-treatment of jute stalk powder using sodium hydroxide under microwave irradiation followed by bleaching with hydrogen peroxide for extracting crude cellulose. The obtained crude cellulose was hydrolyzed by ultrasonication in the presence of various hydrolyzing mediums. The fabricated CNCs showed high crystallinity index of 83% with yield of 48% using ILs and a yield of 43% using sulfuric acid. Therefore, combined methods could be an effective way for obtaining better yield of CNCs from various sources.
4.8 Purification and Fractionation
Fabrication of CNCs has been done predominantly either using pure acid hydrolysis or combined with other process. After hydrolysis, the obtained aqueous suspension of CNCs is quenched by filtering the substances over small-pore fritted glass filter or by diluting with distilled or Millipore water at room temperature. However, some constraints came after hydrolysis during removal of free acid, as these post treatments are time and cost consuming and it could be a limitation for industrial scale. Centrifugation has been employed to remove the part of excess acid and water-soluble fragments. In contrast, the remaining free acid molecules from the dispersion can be eliminated by using dialysis against water till the neutral pH is obtained, but this step is costly and time consuming which usually takes more than two or three days. The possible ways to overcome this issues could be the addition of sodium hydroxide solution to the hydrolyzed suspension to attain pH ~9 and afterward washed with distilled water until neutrality attained. This neutralization procedure is simple with minimum processing steps to produce CNCs but it is a time-consuming step. Moreover, chemical neutralization method using NaOH was considered as simple, economic, and efficient in comparison to dialysis [93]. Sonication can be used to disintegrate the aggregates to obtain a complete dispersion of nanocrystal which could serve the purpose of neutralization. The final aqueous suspension of nanocrystals can be stored in a refrigerator after possible filtration for removal of residual aggregates. Further, the addition of few drops of chloroform can be helpful to avoid bacterial contamination. However, CNCs produced by enzymatic, ionic liquids, subcritical water, oxidation, and mechanical methods do not require dialysis. In this case, the important steps are washing, neutralization, centrifugation, and sonication. The aqueous suspensions of CNCs could be separated into isotropic and anisotropic phases by increasing the concentration through water evaporation. Literature also stated that smaller particles present in the isotropic phase, whereas the longer one remains in the anisotropic phase [94]. Moreover, CNCs is stated as aqueous suspension due to its hydrophilic nature and tendency to agglomerate during drying. Therefore, drying is a vital step for fabrication of CNCs. The recommended procedures are supercritical, freeze, and spray drying. However, freeze and supercritical drying approaches generate highly networked structures of agglomerates having multi-scalar dimensions. During freeze-drying, the self-assembled behavior of CNCs was observed by Han et al. [95]. Moreover, spray drying has been recommended for a technically suitable production for dry or powdered CNCs.
5 Typical Properties of Cellulose Nanocrystals and Its Composites
5.1 Mechanical Properties
The quantitative evaluation of tensile modulus and strength of CNC is immensely challenging due to the limitations in measuring the mechanical properties of nanomaterials along multiple axes. In this context, other factors such as crystallinity index, dimensions of the samples, anisotropy, and defects in nanocrystals also affect the results of mechanical properties. The mechanical properties of CNCs are largely controlled by their dimensions and morphology as determined from the percolation theory. According to this theory, the higher aspect ratio of CNCs will result in the better mechanical properties as the lower amount of nanofillers are required for the percolation [96]. The elastic property of CNCs have been measured indirectly and theoretically by using atomic force microscopy (AFM), X-ray diffraction (XRD) analysis, inelastic X-ray scattering, Raman scattering, etc. Furthermore, the theoretical tensile strength of CNCs has found to be in the range of 7.5–7.7 GPa which is better than the steel wire [97]. In another study, the elastic modulus of CNCs extracted from tunicates was determined by AFM. In this study, the AFM tip was used to perform a three-point bending test and elastic moduli of around ~150 GPa was found in this study. Moreover, the transverse elastic modulus of CNCs was determined using AFM by comparing the experimental force–distance curves with three-dimensional finite elemental calculations. The result has shown that the transverse modulus of an individual CNC lies in the range of 18–50 GPa. In addition, Raman spectroscopy also determined the deformation micromechanics analysis of tunicate cellulose whiskers and evaluated the value of ~143 GPa [98].
The composites-based CNC and biodegradable copolymers have been reported by Muiruri et al. wherein they grafted the CNC on the copolymer based on (PCL) and poly(D-lactic acid) (PDLA), and blended with poly(L-lactic acid) (PLLA). The authors reported that the stereocomplexation led to the enhancement in the thermal properties of the resulting nanocomposites with 20% enhancement in the elongation at break. The reason behind the improved toughness was attributed to the crazing and fibrillation during deformation. These improved properties may widen the industrial acceptance of such nanocomposites [99]. Furthermore, the same group reported the dual CNC-based fillers in order to control the morphology and the interfacial tension of the biodegradable nanocomposites. In one case, the composite consisted of CNC as a core and PCL–PDLA copolymer as the outer layer (rubbery). In the other case, the outer layer consisted of the rubber layer grafted with PDLA blocks and CNC as a core. The resulting materials were mixed with PLLA followed-by solution casting, pulverization, and injection molding to form the specimens for impact test. It was been found that both the fillers led to the increase in tensile toughness (100 fold) as well as impact strength (3 fold) when added to the PLLA matrix. The reason for the improved mechanical properties is attributed to the synergistic matrix crazing and cavitation effect of the fillers leading to extensive plastic deformation and these improved properties makes the resulting composites as promising candidates for orthopedic and packaging applications [100].
Owing to the applicability of CNCs in widespread applications and comparable properties with carbon fibers, Kevlar, stainless steel, etc., Jahan et al. used CNCs as the reinforcing agent into the matrix of poly(vinyl alcohol) (PVA) in order to fabricate the composite membranes for biogas separation. The elastic modulus and mechanical strength of the membranes were found to increase at higher humidity in presence of CNC and no significant change was observed in % elongation at break. The lower content of CNC in the composite membranes resulted in better swelling and improved elastic modulus and thus, it may be considered as a candidate for gas separation applications [101].
The effective utilization of CNCs in fabrication of composites in order to enhance the properties of the composites is often restricted by their aggregation and on several occasions, the mechanical properties of CNCs are different from that of the theoretical values. In order to overcome this drawback, Meesorn et al. added PVA with the speculation that it would act as a dispersant and disrupt the interactions between CNC–CNC and enhance the stress transfer. The composites based on poly(ethylene oxide-co-epichlorohydrin) (EO-EPI) and CNC (10% w/w) were prepared with varying amount of PVA (1–5% w/w) by solution casting. In a similar fashion, the composites were prepared by loading CNC into the matrices of polyurethane (PU) and poly(methyl acrylate) (PMA). A significant enhancement in the mechanical properties was achieved with a quadruple enhancement in stiffness and tensile strength upon addition of 5% PVA in all the composites. The authors suggested the application of CNCs as reinforcing agents in a wide range of matrices. Additionally, an improved distribution of CNCs was obtained in the polymer matrices in presence of PVA which supported the hypothesis that the dispersant leads to the increased stress transfer by improved dispersion of CNC [102].
5.2 Rheological Properties
The properties of rheological behavior of CNCs are influenced by several factors such as liquid crystallinity, ordering, and gelation. Moreover, rheological parameters showed different characteristics based on the concentration of CNC suspension. The dilute CNC suspensions exhibit shear thinning behavior which shows dependency on concentration at low rates, whereas at higher concentration, it exhibits anomalous behavior and the suspension is lyotropic. The reason behind this type of behavior is due to the rod-shaped morphology of nanocrystals which tends to align at a critical shear rate. The chirality of the CNC suspension breaks down to a simple nematic structure when shear rate reaches to a critical point [103]. Further, the relaxation time constant depends on the aspect ratio and in case of CNCs with higher aspect ratio shows alignment for longer time even after shear. The aspect ratio of rod-like particles is found to be higher than spherical particles which is essential in improving the rheological properties at lower particle loadings [104]. Additionally, the rheological properties of CNCs also influenced by the acid used for hydrolysis. In this regards, sulfuric acid-treated CNCs show shear thinning behavior that is independent of time, whereas hydrochloric acid-treated CNC has shown higher shear thinning behavior, anti-thixotropy at lower concentrations and thixotropy at higher concentrations [105]. In order to develop the formulations of the products, the knowledge of rheological properties and microstructures of the polymers incorporated with CNC is important. In this regard, Peng et al. studied about the rheological properties of the polymers loaded with rod-like CNC and spherical CNC [106]. These fillers were loaded into different polymeric systems (anionic, cationic, non-ionic) such as PVA, (PEG), gum arabic, chitosan, sodium carboxymethyl cellulose (SCMC), monomethyl ether (ME), sodium alginate (SA), and hydroxypropyl methylcellulose (HPMC) so as to determine the interaction between CNCs and particles and its effect on the rheological properties. The rod-like CNCs resulted in the enhanced viscosity as compared to the spherical CNCs. Upon investigating the gelation behavior of CNC dispersion into the different polymeric systems, it was found that the thickening effect was higher in case of cationic systems as compared to anionic systems which in turn was higher than non-ionic polymeric system which may be accounted for the different interactions between the polymer and CNC along with the properties of the polymeric chains. The flexible chains (in case of non-ionic polymers) resulted in negligible viscosity enhancement. At a particular concentration, the strongest thickening effect was observed in case of HPMC.
The role of CNCs as a filler in the matrices of biodegradable polymers such as PLA is well-known and widely explored by various researchers to improve the mechanical and barrier properties of the composites [107]. In order to improve the processability of the composites involving high shear rates, the rheological properties are of prime importance. CNCs when used as fillers into the polymer matrix provide high stability to the polymer network by incorporating themselves between the polymer chains. In a study reported by Shojaeiarani et al., CNCs were incorporated into the PLA matrix and the composites were prepared by diluting the master batches using spin coating and film casting [106]. An improvement in the storage modulus was observed upon incorporation of CNCs. The storage modulus of the spin-coated nanocomposites was higher than that of the film casted sample. The spin-coating method was considered to be a promising approach for fabricating PLA-CNC nanocomposites with improved properties.
Furthermore, as reported by Khandal et al., the rheological behavior of CNC was tailored by functionalization with polyethyleneimine (PEI) [108]. They prepared a stable suspension of CNC-PEI that exhibited interesting rheological properties. The Newtonian suspension turned into a non-Newtonian gel upon modification with PEI wherein a dramatic increase in complex viscosity was observed. Also, the increasing shear rate resulted in the loss of linear viscoelastic properties which could be attributed to the breaking of inter-particle network. In an another study reported by Gupta et al., the CNCs coated with lignin were used as biofillers to modify the rheological properties of the composites based on PLA [109]. The increased dispersion of the biofiller (percolation threshold constant: 0.66 wt%) and the improved interfacial interaction with the matrix of PLA led to the improved rheological and thermo-mechanical properties. The lignin-coated CNCs were considered to be as promising candidates for improving the properties of the PLA matrix and in turn lead to the development of completely bio-based composites.
The dispersion of CNCs in the aqueous solution of polyoxoethylene (POE) and its rheological properties have been investigated by Azouz et al. [110]. They observed that incorporation of CNC, the viscosity of the suspension was found to decrease at first followed by an increase in viscosity. The POE adsorbed CNC was freeze-dried followed by its extrusion with low-density polyethylene (LDPE). This melt processing of CNC-based composites with hydrophobic polymer was considered to be a promising approach for the industrial-scale production.
5.3 Surface Modification/Functionalization
The presence of plenty of hydroxyl groups makes CNC more suitable for many type of surface functionalization for several applications. However, the hydrophilic nature of this nanocrystals hinder its application for fabrication of composite films as effective dispersion of this nanoparticle into the polymer hydrophobic matrix is a big issue due the strong intermolecular hydrogen bonding between cellulosic chains. Thus, for arresting the incombatibilization limitation between polymer matrix and CNC, surface modification has been carried out. Most commonly used procedure for surface modifications/functionalization of CNCs are esterification, etherification, oxidation, amidation, carbamation, nucleophilic substitution, silylation, polymer grafting, etc. Furthermore surface modification can be done with different mechanisms like by grafting with the organic and inorganic molecule aiming to increase the hydrophobicity. In addition, the abundant surface hydroxyl groups not only provide opportunities for diverse chemical modification but also render the hydrophilicity to CNCs. Though the hydrophilic nature of CNCs is attractive for water-based applications and this presents a challenge for their homogeneous dispersion in common nonpolar solvents and hydrophobic polymer matrixes [97]. In addition, the chemical functionalization introduces either negative or positive electrostatic charges on the CNC surface which provides better dispersion in any solvent or polymer. It also helps to tune the surface energy characteristics to improve compatibility. Moreover, all these functional groups act as nucleating sites for polymer grafting on CNC surface. On the other hand, polymer grafting is usually carried out by two approaches, namely “grafting from” and “grafting onto” methods.
In literature, various methods have been reported for the hydrophobic modification of CNCs. One of the ways is adsorption of surfactants or polymers or covalent modification of the particle surfaces [111, 112]. For example, the quaternary ammonium salts bearing long alkyl tails have been used to modify CNCs based on ionic interactions between the sulfate half ester groups on the CNC and the ammonium group of the surfactant; these modified CNCs require extensive purification to remove excess surfactant, and such ionic bonds are not robust enough to withstand some processing techniques and media [113,114,115]. Covalent modifications of CNCs generally include esterification (mostly acetylation, butyration, and palmitoylation), urethanization (also known as carbanylation), amidation, and silylation with moderate increased contact angles [116, 117]. Additionally, the esterification involves the conversion of the surface hydroxyls of cellulose to esters and sulfation and phosphorylation are some commonly used methods for the cellulose esterification. In etherification, most commonly used chemical is glycidyltrimethylammonium chloride or its derivatives to cationize the surface. The crystalline morphology and dimensions of CNCs can be preserved by mild alkaline cationization condition. In addition, TEMPO-mediated oxidation enables to produce surface-carboxylated CNCs [118]. Furthermore, the oxidized CNCs have been used as the starting material where carboxylic mioties are directly converted to amides by reacting with primary amines. The surface modification of CNCs using isocyanates was reported by Siqueira et al., who modified sisal-based CNCs with n-octadecyl isocyanate without any catalyst [119]. Silanes can also be grafted onto CNCs, which is one technique used to enhance the interactions with polymer matrices.
Furthermore, the most of these modifications are carried out in organic solvents. For larger modifications such as attaching polymer chains (polypropylene, polytetrahydrofuran, poly(ε-caprolactone) (PCL), polyethylene glycol (PEG), etc.) via grafting onto CNC is another process though steric hindrance limits the graft densities achievable. The catalytic ring-opening polymerization from CNCs, using the surface hydroxyl groups as initiating sites, is the most common route for the synthesis of CNCs with grafted polyesters such as the bio-based PLA. In addition, atom transfer radical polymerization has been extensively explored to synthesize well-defined polymers on CNC surfaces. These grafting from approaches have yielded highly compatible CNCs with higher contact angle; however, the pre-attachment of initiator, polymerization reactions themselves, and the separation are lengthy. However, the abundant hydroxyl groups on the surface of negatively charged CNCs act as both nucleating sites and a reducing agent for the growth of the metal nanoparticles. To date, several reports of CNC-supported metal nanoparticles such as Au, Pt, Ag, Pd, Fe, etc., have been reported in literature through the green chemistry route, having potential applications as high-performance conductive polymer nanocomposites, biocatalysts for pollutant remediation and electrocatalytic activity. Moreover, the fabrication of such CNC-supported metal nanoparticles has been shown to improve the dispersion quality and chemical stability and solve the problems related to coagulation and agglomeration of the nascent metal nanoparticles. Dhar et al. have also reported the good dispersion ability and improved crystallinity of magnetic CNCs into the hydrophobic (PLA) matrix by modification of the surface of CNCs using iron nanoparticles [120]. Hu et al. have used plant polyphenols (tannic acid) for surface modification of CNCs with improved hydrophobicity [121]. However, the main challenge in this process lies in preserving the original morphology and maintaining the integrity of the CNCs.
6 Conclusion
In this chapter, the synthesis of biomass-derived CNC and the fabrication of the composites based on CNC have been detailed. Various biomass-based sources for the synthesis of CNCs have been highlighted followed the extraction techniques thereof. The applications of CNCs have further been marked by using it as filler in the development of composites. The modification of CNC has been carried out by the surface functionalization in order to improve the properties of the composites for industrial applications. The rheological and mechanical properties of CNC-based composites have been reported based on several case studies. The potential of CNCs and its composites in the various applications have, thus, been underlined along with a focus on improved processability.
References
Mishra RK, Ha SK, Verma K, Tiwari SK (2018) Recent progress in selected bio-nanomaterials and their engineering applications: an overview. J Sci Adv Mater Devices 3:263–288. https://doi.org/10.1016/j.jsamd.2018.05.003
Owusu PA, Asumadu-Sarkodie S (2016) A review of renewable energy sources, sustainability issues and climate change mitigation. Cogent Eng 3:1167990. https://doi.org/10.1080/23311916.2016.1167990
Lagerwall JPF, Schütz C, Salajkova M, Noh J, Hyun Park J, Scalia G, Bergström L (2014) Cellulose nanocrystal-based materials: from liquid crystal self-assembly and glass formation to multifunctional thin films. NPG Asia Mater 6:e80. https://doi.org/10.1038/am.2013.69
Lin N, Huang J, Dufresne A (2012) Preparation, properties and applications of polysaccharide nanocrystals in advanced functional nanomaterials: a review. Nanoscale 4:3274–3294. https://doi.org/10.1039/c2nr30260h
Sturcová A, His I, Apperley DC, Sugiyama J, Jarvis MC (2004) Structural details of crystalline cellulose from higher plants. Biomacromolecules 5:1333–1339. https://doi.org/10.1021/bm034517p
O’Sullivan AC (1997) Cellulose: the structure slowly unravels. Cellulose 4:173–207. https://doi.org/10.1023/a:1018431705579
Nishiyama Y, Sugiyama J, Chanzy H, Langan P (2003) Crystal structure and hydrogen bonding system in cellulose Iα from synchrotron X-ray and neutron fiber diffraction. J Am Chem Soc 125:14300–14306. https://doi.org/10.1021/ja037055w
Nishiyama Y, Langan P, Chanzy H (2002) Crystal structure and hydrogen-bonding system in cellulose Iβ from synchrotron X-ray and neutron fiber diffraction. J Am Chem Soc 124:9074–9082
Langan P, Nishiyama Y, Chanzy H (2001) X-ray structure of mercerized cellulose II at 1 Å resolution. Biomacromolecules 2:410–416
Rowland SP, Howley PS (1988) Hydrogen bonding on accessible surfaces of cellulose from various sources and relationship to order within crystalline regions. J Polym Sci Part Polym Chem 26:1769–1778. https://doi.org/10.1002/pola.1988.080260708
Nickerson RF, Habrle JA (2002) Cellulose intercrystalline structure. https://pubs.acs.org/doi/abs/10.1021/ie50455a024. Accessed 6 Apr 2019
Rånby BG (1951) Fibrous macromolecular systems. Cellulose and muscle. The colloidal properties of cellulose micelles. Discuss Faraday Soc 11:158–164. https://doi.org/10.1039/df9511100158
Ding S-Y, Himmel ME (2006) The maize primary cell wall microfibril: a new model derived from direct visualization. J Agric Food Chem 54:597–606. https://doi.org/10.1021/jf051851z
Malcolm Brown R, Saxena IM, Kudlicka K (1996) Cellulose biosynthesis in higher plants. Trends Plant Sci 1:149–156. https://doi.org/10.1016/s1360-1385(96)80050-1
Mellerowicz EJ, Baucher M, Sundberg B, Boerjan W (2001) Unravelling cell wall formation in the woody dicot stem. Plant Mol Biol 47:239–274
Beck-Candanedo S, Roman M, Gray DG (2005) Effect of reaction conditions on the properties and behavior of wood cellulose nanocrystal suspensions. Biomacromolecules 6:1048–1054. https://doi.org/10.1021/bm049300p
de Rodriguez NLG, Thielemans W, Dufresne A (2006) Sisal cellulose whiskers reinforced polyvinyl acetate nanocomposites. Cellulose 13(3):261–270 https://doi.org/10.1007/s10570-005-9039-7
Kimura F, Kimura T, Tamura M, Hirai A, Ikuno M, Horii F (2005) Magnetic alignment of the chiral nematic phase of a cellulose microfibril suspension. Langmuir ACS J Surf Colloids 21:2034–2037. https://doi.org/10.1021/la0475728
Revol J-F (1982) On the cross-sectional shape of cellulose crystallites in Valonia ventricosa. Carbohydr Polym 2:123–134. https://doi.org/10.1016/0144-8617(82)90058-3
George J, Bawa A, Hatna S (2010) Synthesis and characterization of bacterial cellulose nanocrystals and their PVA nanocomposites. Adv Mater Res 123:383–386. https://doi.org/10.4028/www.scientific.net/AMR.123-125.383
Junior de Menezes A, Siqueira G, Curvelo AAS, Dufresne A (2009) Extrusion and characterization of functionalized cellulose whiskers reinforced polyethylene nanocomposites. Polymer 50:4552–4563. https://doi.org/10.1016/j.polymer.2009.07.038
Araki J, Wada M, Kuga S (2000) Steric stabilization of a cellulose microcrystal suspension by poly(ethylene glycol) grafting. Langmuir 17:21–27. https://doi.org/10.1021/la001070m
George J, Siddaramaiah (2012) High performance edible nanocomposite films containing bacterial cellulose nanocrystals. Carbohydr Polym
Jawaid M, Mohammad F (2017) Nanocellulose and nanohydrogel matrices: biotechnological and biomedical applications. Wiley
Dufresne A (2013) Nanocellulose: a new ageless bionanomaterial. Mater Today 16:220–227. https://doi.org/10.1016/j.mattod.2013.06.004
Sekhar Purkait B, Ray D, Sengupta S, Kar T, Mohanty A, Misra M (2010) Isolation of cellulose nanoparticles from sesame husk. Ind Eng Chem Res 50. https://doi.org/10.1021/ie101797d
de Oliveira FB, Bras J, Pimenta MTB, Curvelo AA da S, Belgacem MN (2016) Production of cellulose nanocrystals from sugarcane bagasse fibers and pith. Ind Crops Prod 93:48–57. https://doi.org/10.1016/j.indcrop.2016.04.064
Kumar A, Negi YS, Choudhary V, Bhardwaj NK (2014) Characterization of cellulose nanocrystals produced by acid-hydrolysis from sugarcane bagasse as agro-waste. J Mater Phys Chem 2:1–8. https://doi.org/10.12691/jmpc-2-1-1
Bano S, Negi YS (2017) Studies on cellulose nanocrystals isolated from groundnut shells. Carbohydr Polym 157:1041–1049. https://doi.org/10.1016/j.carbpol.2016.10.069
Oun AA, Rhim J-W (2016) Isolation of cellulose nanocrystals from grain straws and their use for the preparation of carboxymethyl cellulose-based nanocomposite films. Carbohydr Polym 150:187–200. https://doi.org/10.1016/j.carbpol.2016.05.020
Kasyapi N, Chaudhary V, Bhowmick A (2013) Bionanowhiskers from jute: preparation and characterization. Carbohydr Polym 92:1116–1123. https://doi.org/10.1016/j.carbpol.2012.10.021
Chen W, Yu H, Liu Y (2011) Preparation of millimeter-long cellulose I nanofibers with diameters of 30–80 nm from bamboo fibers. Carbohydr Polym 86:453–461. https://doi.org/10.1016/j.carbpol.2011.04.061
do Nascimento DM, Dias AF, de Araújo Junior CP, de Freitas Rosa M, Morais JPS, de Figueirêdo MCB (2016) A comprehensive approach for obtaining cellulose nanocrystal from coconut fiber. Part II: environmental assessment of technological pathways. Ind Crops Prod 93:58–65. https://doi.org/10.1016/j.indcrop.2016.02.063
Kim HM, Wi SG, Jung S, Song Y, Bae H-J (2015) Efficient approach for bioethanol production from red seaweed Gelidium amansii. Bioresour Technol 175:128–134. https://doi.org/10.1016/j.biortech.2014.10.050
Chen YW, Lee HV, Juan JC, Phang S-M (2016) Production of new cellulose nanomaterial from red algae marine biomass Gelidium elegans. Carbohydr Polym 151:1210–1219. https://doi.org/10.1016/j.carbpol.2016.06.083
Mihranyan A (2011) Cellulose from cladophorales green algae: from environmental problem to high-tech composite materials. J Appl Polym Sci 119:2449–2460. https://doi.org/10.1002/app.32959
George J, Sabapathi S (2015) Cellulose nanocrystals: synthesis, functional properties, and applications. Nanotechnol Sci Appl 8:45–54. https://doi.org/10.2147/nsa.s64386
Gowen RJ, Bradbury NB, Brown JR (1989) The use of simple models in assessing two of the interactions between fish farming and the marine environment
George J, Ramana KV, Sabapathy SN, Bawa AS (2005) Physico-mechanical properties of chemically treated bacterial (Acetobacter xylinum) cellulose membrane. World J Microbiol Biotechnol 21:1323–1327. https://doi.org/10.1007/s11274-005-3574-0
do Nascimento JHO, Luz RF, Galvão FMF, Melo JDD, Oliveira FR, Ladchumananandasivam R, Zille A (2015) Extraction and characterization of cellulosic nanowhisker obtained from discarded cotton fibers. Mater Today Proc 2:1–7. https://doi.org/10.1016/j.matpr.2015.04.001
Lamaming J, Hashim R, Sulaiman O, Peng LC, Sugimoto T, Nordin N (2015) Cellulose nanocrystals isolated from oil palm trunk. Carbohydr Polym 127. https://doi.org/10.1016/j.carbpol.2015.03.043
Ooi SY, Ahmad I, Amin MCIM (2016) Cellulose nanocrystals extracted from rice husks as a reinforcing material in gelatin hydrogels for use in controlled drug delivery systems. Ind Crops Prod 93:227–234. https://doi.org/10.1016/j.indcrop.2015.11.082
George J, Ramana KV, Sabapathy SN, Jagannath JH, Bawa AS (2005) Characterization of chemically treated bacterial (Acetobacter xylinum) biopolymer: some thermo-mechanical properties. Int J Biol Macromol 37:189–194. https://doi.org/10.1016/j.ijbiomac.2005.10.007
Jonoobi M, Oladi R, Davoudpour Y, Oksman K, Dufresne A, Hamzeh Y, Davoodi R (2015) Different preparation methods and properties of nanostructured cellulose from various natural resources and residues: a review. Cellulose 22:935–969. https://doi.org/10.1007/s10570-015-0551-0
Klemm D, Kramer F, Moritz S, Lindström T, Ankerfors M, Gray D, Dorris A (2011) Nanocelluloses: a new family of nature-based materials. Angew Chem Int Ed 50:5438–5466. https://doi.org/10.1002/anie.201001273
Vasconcelos NF, Feitosa JPA, da Gama FMP, Morais JPS, Andrade FK, de Souza Filho MDSM, de Freitas Rosa M (2017) Bacterial cellulose nanocrystals produced under different hydrolysis conditions: properties and morphological features. Carbohydr Polym 155:425–431. https://doi.org/10.1016/j.carbpol.2016.08.090
Camarero Espinosa S, Kuhnt T, Foster EJ, Weder C (2013) Isolation of thermally stable cellulose nanocrystals by phosphoric acid hydrolysis. Biomacromolecules 14:1223–1230. https://doi.org/10.1021/bm400219u
Lemke CH, Dong RY, Michal CA, Hamad WY (2012) New insights into nano-crystalline cellulose structure and morphology based on solid-state NMR. Cellulose 19:1619–1629. https://doi.org/10.1007/s10570-012-9759-4
Granja PL, Pouységu L, Deffieux D, Daudé G, Jéso BD, Labrugère C, Baquey C, Barbosa MA (2001) Cellulose phosphates as biomaterials. II. Surface chemical modification of regenerated cellulose hydrogels. J Appl Polym Sci 82:3354–3365. https://doi.org/10.1002/app.2194
Leung ACW, Hrapovic S, Lam E, Liu Y, Male KB, Mahmoud KA, Luong JHT (2011) Characteristics and properties of carboxylated cellulose nanocrystals prepared from a novel one-step procedure. Small 7:302–305. https://doi.org/10.1002/smll.201001715
Geboers J, de Vyver SV, Carpentier K, Jacobs P, Sels B (2011) Efficient hydrolytic hydrogenation of cellulose in the presence of Ru-loaded zeolites and trace amounts of mineral acid. Chem Commun 47:5590–5592. https://doi.org/10.1039/C1CC10422E
Tang L, Huang B, Ou W, Chen X, Chen Y (2011) Manufacture of cellulose nanocrystals by cation exchange resin-catalyzed hydrolysis of cellulose. Bioresour Technol 102:10973–10977. https://doi.org/10.1016/j.biortech.2011.09.070
Liu Y, Wang H, Yu G, Yu Q, Li B, Mu X (2014) A novel approach for the preparation of nanocrystalline cellulose by using phosphotungstic acid. Carbohydr Polym 110:415–422. https://doi.org/10.1016/j.carbpol.2014.04.040
Du H, Liu C, Mu X, Gong W, Lv D, Hong Y, Si C, Li B (2016) Preparation and characterization of thermally stable cellulose nanocrystals via a sustainable approach of FeCl3-catalyzed formic acid hydrolysis. Cellulose 23:2389–2407. https://doi.org/10.1007/s10570-016-0963-5
Yu H-Y, Zhang D-Z, Lu F-F, Yao J (2016) New approach for single-step extraction of carboxylated cellulose nanocrystals for their use as adsorbents and flocculants. ACS Sustain Chem Eng 4:2632–2643. https://doi.org/10.1021/acssuschemeng.6b00126
Tang Y, Shen X, Zhang J, Guo D, Kong F, Zhang N (2015) Extraction of cellulose nano-crystals from old corrugated container fiber using phosphoric acid and enzymatic hydrolysis followed by sonication. Carbohydr Polym 125:360–366. https://doi.org/10.1016/j.carbpol.2015.02.063
Kontturi E, Meriluoto A, Penttilä PA, Baccile N, Malho J-M, Potthast A, Rosenau T, Ruokolainen J, Serimaa R, Laine J, Sixta H (2016) Degradation and crystallization of cellulose in hydrogen chloride vapor for high-yield isolation of cellulose nanocrystals. Angew Chem Int Ed 55:14455–14458. https://doi.org/10.1002/anie.201606626
Chen L, Zhu JY, Baez C, Kitin P, Elder T (2016) Highly thermal-stable and functional cellulose nanocrystals and nanofibrils produced using fully recyclable organic acids. Green Chem 18:3835–3843. https://doi.org/10.1039/c6gc00687f
Yang B, Dai Z, Ding S-Y, Wyman CE (2011) Enzymatic hydrolysis of cellulosic biomass. Biofuels 2:421–449. https://doi.org/10.4155/bfs.11.116
Li Y, Liu Y, Chen W, Wang Q, Liu Y, Li J, Yu H (2016) Facile extraction of cellulose nanocrystals from wood using ethanol and peroxide solvothermal pretreatment followed by ultrasonic nanofibrillation. Green Chem 18:1010–1018. https://doi.org/10.1039/C5GC02576A
Rabinovich ML, Melnick MS, Bolobova AV (2002) The structure and mechanism of action of cellulolytic enzymes. Biochem Mosc 67:850–871. https://doi.org/10.1023/A:1019958419032
Grimm FA, Iwata Y, Sirenko O, Chappell GA, Wright FA, Reif DM, Braisted J, Gerhold DL, Yeakley JM, Shepard P, Seligmann B, Roy T, Boogaard PJ, Ketelslegers HB, Rohde AM, Rusyn I (2016) A chemical–biological similarity-based grouping of complex substances as a prototype approach for evaluating chemical alternatives. Green Chem 18:4407–4419. https://doi.org/10.1039/c6gc01147k
George J, Ramana KV, Bawa AS, Siddaramaiah (2011) Bacterial cellulose nanocrystals exhibiting high thermal stability and their polymer nanocomposites. Int J Biol Macromol 48:50–57. https://doi.org/10.1016/j.ijbiomac.2010.09.013
Satyamurthy P, Jain P, Balasubramanya RH, Vigneshwaran N (2011) Preparation and characterization of cellulose nanowhiskers from cotton fibres by controlled microbial hydrolysis. Carbohydr Polym 83:122–129. https://doi.org/10.1016/j.carbpol.2010.07.029
Neumann J, Cho C-W, Steudte S, Köser J, Uerdingen M, Thöming J, Stolte S (2012) Biodegradability of fluoroorganic and cyano-based ionic liquid anions under aerobic and anaerobic conditions. Green Chem 14:410–418. https://doi.org/10.1039/C1GC16170A
Chen X, Deng X, Shen W, Jiang L (2012) Controlled enzymolysis preparation of nanocrystalline cellulose from pretreated cotton fibers. BioResources 7:4237–4248. https://doi.org/10.15376/biores.7.3.4237-4248
Xu Y, Salmi J, Kloser E, Perrin F, Grosse S, Denault J, Lau PCK (2013) Feasibility of nanocrystalline cellulose production by endoglucanase treatment of natural bast fibers. Ind Crops Prod 51:381–384. https://doi.org/10.1016/j.indcrop.2013.09.029
Hu Y, Catchmark JM (2011) Integration of cellulases into bacterial cellulose: toward bioabsorbable cellulose composites. J Biomed Mater Res B Appl Biomater 97B:114–123. https://doi.org/10.1002/jbm.b.31792
Wang B, Lv X, Chen S, Li Z, Sun X, Feng C, Wang H, Xu Y (2016) In vitro biodegradability of bacterial cellulose by cellulase in simulated body fluid and compatibility in vivo. Cellulose 23:3187–3198. https://doi.org/10.1007/s10570-016-0993-z
Domingues AA, Pereira FV, Sierakowski MR, Rojas OJ, Petri DFS (2016) Interfacial properties of cellulose nanoparticles obtained from acid and enzymatic hydrolysis of cellulose. Cellulose 23:2421–2437. https://doi.org/10.1007/s10570-016-0965-3
Pandey JK, Takagi H, Nakagaito AN, Kim H-J (2014) Handbook of polymer nanocomposites. Processing, performance and application: volume C: polymer nanocomposites of cellulose nanoparticles. Springer
Amin KNM, Annamalai PK, Morrow IC, Martin D (2015) Production of cellulose nanocrystals via a scalable mechanical method. RSC Adv 5:57133–57140. https://doi.org/10.1039/C5RA06862B
Abdul Khalil HPS, Bhat AH, Ireana Yusra AF (2012) Green composites from sustainable cellulose nanofibrils: a review. Carbohydr Polym 87:963–979. https://doi.org/10.1016/j.carbpol.2011.08.078
Allen TC, Cuculo JA (1973) Cellulose derivatives containing carboxylic acid groups. J Polym Sci Macromol Rev 7:189–262. https://doi.org/10.1002/pol.1973.230070103
Li W, Yue J, Liu S (2012) Preparation of nanocrystalline cellulose via ultrasound and its reinforcement capability for poly(vinyl alcohol) composites. Ultrason Sonochem 19:479–485. https://doi.org/10.1016/j.ultsonch.2011.11.007
Zhao H, Feng X, Gao H (2007) Ultrasonic technique for extracting nanofibers from nature materials. Appl Phys Lett 90:073112. https://doi.org/10.1063/1.2450666
Tischer PCS, Sierakowski MR, Westfahl Jr H, Tischer CA (2010) Nanostructural reorganization of bacterial cellulose by ultrasonic treatment. Biomacromolecules 11:1217–1224. https://doi.org/10.1021/bm901383a
Saito T, Isogai A (2006) Introduction of aldehyde groups on surfaces of native cellulose fibers by TEMPO-mediated oxidation. Colloids Surf Physicochem Eng Asp 289:219–225. https://doi.org/10.1016/j.colsurfa.2006.04.038
Man Z, Muhammad N, Sarwono A, Bustam MA, Vignesh Kumar M, Rafiq S (2011) Preparation of cellulose nanocrystals using an ionic liquid. J Polym Environ 19:726–731. https://doi.org/10.1007/s10924-011-0323-3
Mao J, Osorio-Madrazo A, Laborie M-P (2013) Preparation of cellulose I nanowhiskers with a mildly acidic aqueous ionic liquid: reaction efficiency and whiskers attributes. Cellulose 20:1829–1840. https://doi.org/10.1007/s10570-013-9942-2
Tan XY, Abd Hamid SB, Lai CW (2015) Preparation of high crystallinity cellulose nanocrystals (CNCs) by ionic liquid solvolysis. Biomass Bioenergy 81:584–591. https://doi.org/10.1016/j.biombioe.2015.08.016
Abushammala H, Krossing I, Laborie M-P (2015) Ionic liquid-mediated technology to produce cellulose nanocrystals directly from wood. Carbohydr Polym 134:609–616. https://doi.org/10.1016/j.carbpol.2015.07.079
Iskak NAM, Julkapli NM, Hamid SBA (2017) Understanding the effect of synthesis parameters on the catalytic ionic liquid hydrolysis process of cellulose nanocrystals. Cellulose 24:2469–2481. https://doi.org/10.1007/s10570-017-1273-2
Miao J, Yu Y, Jiang Z, Zhang L (2016) One-pot preparation of hydrophobic cellulose nanocrystals in an ionic liquid. Cellulose 23:1209–1219. https://doi.org/10.1007/s10570-016-0864-7
Evangelina Vallejos M, Dib Zambon M, Cristina Area M, da Silva Curvelo AA (2012) Low liquid–solid ratio (LSR) hot water pretreatment of sugarcane bagasse. Green Chem 14:1982–1989. https://doi.org/10.1039/C2GC35397K
Novo LP, Bras J, García A, Belgacem N, Curvelo AAS (2015) Subcritical water: a method for green production of cellulose nanocrystals. ACS Sustain Chem Eng 3:2839–2846. https://doi.org/10.1021/acssuschemeng.5b00762
Brinchi L, Cotana F, Fortunati E, Kenny JM (2013) Production of nanocrystalline cellulose from lignocellulosic biomass: technology and applications. Carbohydr Polym 94:154–169. https://doi.org/10.1016/j.carbpol.2013.01.033
Tang Y, Yang S, Zhang N, Zhang J (2014) Preparation and characterization of nanocrystalline cellulose via low-intensity ultrasonic-assisted sulfuric acid hydrolysis. Cellulose 21:335–346. https://doi.org/10.1007/s10570-013-0158-2
Rohaizu R, Wanrosli WD (2017) Sono-assisted TEMPO oxidation of oil palm lignocellulosic biomass for isolation of nanocrystalline cellulose. Ultrason Sonochem 34:631–639. https://doi.org/10.1016/j.ultsonch.2016.06.040
Beltramino F, Roncero MB, Torres AL, Vidal T, Valls C (2016) Optimization of sulfuric acid hydrolysis conditions for preparation of nanocrystalline cellulose from enzymatically pretreated fibers. Cellulose 23:1777–1789. https://doi.org/10.1007/s10570-016-0897-y
Lu Z, Fan L, Zheng H, Lu Q, Liao Y, Huang B (2013) Preparation, characterization and optimization of nanocellulose whiskers by simultaneously ultrasonic wave and microwave assisted. Bioresour Technol 146:82–88. https://doi.org/10.1016/j.biortech.2013.07.047
Chowdhury ZZ, Hamid SBA (2016) Preparation and characterization of nanocrystalline cellulose using ultrasonication combined with a microwave-assisted pretreatment process. BioResources 11:3397–3415. https://doi.org/10.15376/biores.11.2.3397-3415
Oun AA, Rhim J-W (2015) Effect of post-treatments and concentration of cotton linter cellulose nanocrystals on the properties of agar-based nanocomposite films. Carbohydr Polym 134:20–29. https://doi.org/10.1016/j.carbpol.2015.07.053
Hirai A, Inui O, Horii F, Tsuji M (2009) Phase separation behavior in aqueous suspensions of bacterial cellulose nanocrystals prepared by sulfuric acid treatment. Langmuir 25:497–502. https://doi.org/10.1021/la802947m
Han J, Zhou C, Wu Y, Liu F, Wu Q (2013) Self-assembling behavior of cellulose nanoparticles during freeze-drying: effect of suspension concentration, particle size, crystal structure, and surface charge. Biomacromolecules 14:1529–1540. https://doi.org/10.1021/bm4001734
Favier V, Dendievel R, Canova G, Cavaille JY, Gilormini P (1997) Simulation and modeling of three-dimensional percolating structures: case of a latex matrix reinforced by a network of cellulose fibers. Acta Mater 45:1557–1565. https://doi.org/10.1016/S1359-6454(96)00264-9
Moon RJ, Martini A, Nairn J, Simonsen J, Youngblood J (2011) Cellulose nanomaterials review: structure, properties and nanocomposites. Chem Soc Rev 40:3941–3994. https://doi.org/10.1039/C0CS00108B
Šturcová A, Davies GR, Eichhorn SJ (2005) Elastic modulus and stress-transfer properties of tunicate cellulose whiskers. Biomacromolecules 6:1055–1061. https://doi.org/10.1021/bm049291k
Muiruri JK, Liu S, Teo WS, Kong J, He C (2017) Highly biodegradable and tough polylactic acid-cellulose nanocrystal composite. ACS Sustain Chem Eng 5:3929–3937. https://doi.org/10.1021/acssuschemeng.6b03123
Muiruri JK, Liu S, Yeo JCC, Koh JJ, Kong J, Thitsartarn W, Teo WS, He C (2019) Synergistic toughening of poly(lactic acid)–cellulose nanocrystal composites through cooperative effect of cavitation and crazing deformation mechanisms. ACS Appl Polym Mater 1:509–518. https://doi.org/10.1021/acsapm.8b00201
Jahan Z, Niazi MBK, Gregersen ØW (2018) Mechanical, thermal and swelling properties of cellulose nanocrystals/PVA nanocomposites membranes. J Ind Eng Chem 57:113–124. https://doi.org/10.1016/j.jiec.2017.08.014
Meesorn W, Shirole A, Vanhecke D, de Espinosa LM, Weder C (2017) A simple and versatile strategy to improve the mechanical properties of polymer nanocomposites with cellulose nanocrystals. Macromolecules 50:2364–2374. https://doi.org/10.1021/acs.macromol.6b02629
Azizi Samir MAS, Alloin F, Sanchez J-Y, El Kissi N, Dufresne A (2004) Preparation of cellulose whiskers reinforced nanocomposites from an organic medium suspension. Macromolecules 37:1386–1393. https://doi.org/10.1021/ma030532a
Cassagnau P (2013) Linear viscoelasticity and dynamics of suspensions and molten polymers filled with nanoparticles of different aspect ratios. Polymer 54:4762–4775. https://doi.org/10.1016/j.polymer.2013.06.012
Araki J, Wada M, Kuga S, Okano T (1999) Influence of surface charge on viscosity behavior of cellulose microcrystal suspension. J Wood Sci 45:258–261. https://doi.org/10.1007/BF01177736
Peng B, Tang J, Wang P, Luo J, Xiao P, Lin Y, Tam KC (2018) Rheological properties of cellulose nanocrystal-polymeric systems. Cellulose 25:3229–3240. https://doi.org/10.1007/s10570-018-1775-6
Kamal MR, Khoshkava V (2015) Effect of cellulose nanocrystals (CNC) on rheological and mechanical properties and crystallization behavior of PLA/CNC nanocomposites. Carbohydr Polym 123:105–114. https://doi.org/10.1016/j.carbpol.2015.01.012
Khandal D, Riedl B, Tavares JR, Carreau PJ, Heuzey M-C (2019) Tailoring cellulose nanocrystals rheological behavior in aqueous suspensions through surface functionalization with polyethyleneimine. Phys Fluids 31:021207. https://doi.org/10.1063/1.5046669
Gupta A, Simmons W, Schueneman GT, Hylton D, Mintz EA (2017) Rheological and thermo-mechanical properties of poly(lactic acid)/lignin-coated cellulose nanocrystal composites. ACS Sustain Chem Eng 5:1711–1720. https://doi.org/10.1021/acssuschemeng.6b02458
Ben Azouz K, Ramires EC, Van den Fonteyne W, El Kissi N, Dufresne A (2012) Simple method for the melt extrusion of a cellulose nanocrystal reinforced hydrophobic polymer. ACS Macro Lett 1:236–240. https://doi.org/10.1021/mz2001737
Eyley S, Thielemans W (2014) Surface modification of cellulose nanocrystals. Nanoscale 6:7764–7779. https://doi.org/10.1039/C4NR01756K
Habibi Y, Lucia LA, Rojas OJ (2010) Cellulose nanocrystals: chemistry, self-assembly, and applications. Chem Rev 110:3479–3500. https://doi.org/10.1021/cr900339w
Salajková M, Berglund LA, Zhou Q (2012) Hydrophobic cellulose nanocrystals modified with quaternary ammonium salts. J Mater Chem 22:19798–19805. https://doi.org/10.1039/C2JM34355J
Abitbol T, Marway H, Cranston ED (2014) Surface modification of cellulose nanocrystals with cetyltrimethylammonium bromide. Nord Pulp Pap Res J 29:46–57. https://doi.org/10.3183/npprj-2014-29-01-p046-057
Ansari F, Salajková M, Zhou Q, Berglund LA (2015) Strong surface treatment effects on reinforcement efficiency in biocomposites based on cellulose nanocrystals in poly(vinyl acetate) matrix. Biomacromolecules 16:3916–3924. https://doi.org/10.1021/acs.biomac.5b01245
Abraham E, Nevo Y, Slattegard R, Attias N, Sharon S, Lapidot S, Shoseyov O (2016) Highly hydrophobic thermally stable liquid crystalline cellulosic nanomaterials. ACS Sustain Chem Eng 4:1338–1346. https://doi.org/10.1021/acssuschemeng.5b01363
Girouard NM, Xu S, Schueneman GT, Shofner ML, Meredith JC (2016) Site-selective modification of cellulose nanocrystals with isophorone diisocyanate and formation of polyurethane-CNC composites. ACS Appl Mater Interfaces 8:1458–1467. https://doi.org/10.1021/acsami.5b10723
Fujisawa S, Togawa E, Kuroda K (2017) Nanocellulose-stabilized Pickering emulsions and their applications. Sci Technol Adv Mater 18:959–971. https://doi.org/10.1080/14686996.2017.1401423
Siqueira G, Bras J, Dufresne A (2010) New process of chemical grafting of cellulose nanoparticles with a long chain isocyanate. Langmuir 26:402–411. https://doi.org/10.1021/la9028595
Dhar P, Kumar A, Katiyar V (2016) Magnetic cellulose nanocrystal based anisotropic polylactic acid nanocomposite films: influence on electrical, magnetic, thermal, and mechanical properties. ACS Appl Mater Interfaces 8:18393–18409. https://doi.org/10.1021/acsami.6b02828
Hu Z, Berry RM, Pelton R, Cranston ED (2017) One-pot water-based hydrophobic surface modification of cellulose nanocrystals using plant polyphenols. ACS Sustain Chem Eng 5:5018–5026. https://doi.org/10.1021/acssuschemeng.7b00415
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Mondal, K., Mulchandani, N., Mondal, S., Katiyar, V. (2020). Development of Biomass-Derived Cellulose Nanocrystals and its Composites. In: Katiyar, V., Kumar, A., Mulchandani, N. (eds) Advances in Sustainable Polymers. Materials Horizons: From Nature to Nanomaterials. Springer, Singapore. https://doi.org/10.1007/978-981-15-1251-3_11
Download citation
DOI: https://doi.org/10.1007/978-981-15-1251-3_11
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-1250-6
Online ISBN: 978-981-15-1251-3
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)