
Abstract
The quest to have a greener environment and curb the price instability associated with conventional petroleum fuels requires the shift of attention to other sources. The rising demand of ethanol to meet the industrial needs and serve commercial purposes has necessitated the focus on biological sources. Among the biofuels, bioethanol has enjoyed more production than other biofuels. However, most of the ethanol produced is derived from food sources, resulting in competition with human consumption. A way of avoiding this is by exploring materials, such as lignocellulosic biomass, which are relatively cheap, abundant, and do not compete with food sources. However, the structure of these biomasses requires sequential processing to enhance their conversion to bioethanol. This chapter examines the various pretreatment technologies that are employed in converting lignocellulosic biomass to bioethanol. Ammonia fiber explosion treatment gives a variety of advantages over other physicochemical methods, and the inherent limitations can be eliminated when CO2 explosion and wet oxidation treatment methods are simultaneously employed. The chemical treatment with alkaline offers some merits over acid treatment; the low sugar degradation, higher cellulose digestibility, and lignin solubility make the method desirable.
The optimum process conditions are often reached when biomass treatment methods are combined.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
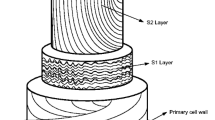
Pretreatment has been described as an essential process step required for transforming lignocellulosic biomass to various value-added materials [2, 22]. The biomass composition is a major determinant in evaluating the efficiency of the pretreatment required for enzymatic hydrolysis [52, 65]. The treatment steps become essential due to the nature of the structure of lignocellulosic materials. Generally, on average, their plant cell wall comprises cellulose, lignin, and hemicellulose, with an approximate value of 30–50%, 10–30%, and 15–35%, respectively [22].
They also contain minute quantity of pectin, protein, extractives, and ash [9]. The quantity of the components varies from one species of plant to another, depending on their age and growth stage [9]. Biomass conversion in their raw form to bioethanol without pretreatment will require the use of more enzymes and will limit the production of fermentable sugars on cellulose [52]. This is because their conversion to other products is always tedious as a result of the intractable nature of their structure [22]. Thus, an appropriate measure of pretreatment is necessary for successful transformation to biofuel. The treatment step decomposes the polymeric components and allows the production of monomer sugars; thus, the enzymatic conversion of the cellulosic component is enhanced, and it improves the edibility of the substrate for both enzymatic and microbial bioconversion.
Mood et al. [52] considered some major characteristics in choosing the most efficient pretreatment method(s) for a particular substrate. The characteristics highlighted were the (1) content of the lignin, (2) polymerization degree, (3) biomass surface area, (4) cellulose crystallinity index of the cellulose, and (5) acetyl content. Similarly, for an effective pretreatment, Galbe and Zacchi [25] and Alvira et al. [6] reported that the following criteria must be met: (1) there should be maximum recovery of all the carbohydrate present; (2) the enzymatic hydrolysis should lead to high digestibility of the cellulose; (3) fermentation should be possible without detoxification; (4) there should be high concentrations of liberated sugars; (5) the cost of investment and operational cost should be minimized; and (6) energy required should be reduced and, if possible, reused.
Different methods of pretreatment had been employed to promote the conversion of lignocellulosic substrate to value-added products. Majorly, all these pretreatment types are grouped into chemical, physical, biological, and physicochemical methods [6].
2 Physical and Physicochemical Pretreatment
This section discusses the pretreatment methods available and the underlining principles of each group will be discussed under different subsections.
2.1 Steam Explosion
Among the mostly utilized physicochemical techniques in the pretreatment of lignocellulosic substrate is steam pretreatment. This technique was earlier called steam explosion due to the notion that a violent effect on the substrate was a prerequisite for saccharificatiom [4]. The lapse of the structure of lignocellulosic constituents by the warming up effects can arise through steam explosion acting as a thermo-mechanochemical pretreatment. Organic acids’ production in the course of the procedure and shearing forces results in moisture expansion. Steam-explosion process includes two distinct stages: vapor cracking and explosive decompression. The stages result in the change of the material constituents: hydrolysis of the constituents of hemicellulose (mono and disaccharides produced), change in the chemical structure of lignin, and change in the crystalline index of the cellulose. The results of these changes affect the yield obtained from the enzymatic hydrolysis and permit the lignocellulosic structure opening [31].
Principally, the substrate is operated at saturated steam of elevated pressure between 7 and 48 bar and at increased temperatures between 160 and 260 ° C for some time. This enhances hydrolysis and the formation of hemicellulose. The steam causes the walls of substrates to expand, giving yield to incomplete hydrolysis with increase in the way the enzymes access the cellulose. Immediately, the pressure is lowered to 1 atmosphere [60]. This breakage into fiber and the noticeable autohydrolysis importantly increase the substrate edibility and biological conversion in conjunction with its reactivity as to other catalytic reactions. The consecutive quick relief of the pressure lowers the temperature, thus, terminating the process.
2.1.1 Steam Explosion Drawbacks
This process produces some poisonous spin-off that could hinder the consecutive saccharrification and fermentation steps. The inhibitors produced alongside include derivatives of furan, for example, compounds of phenol, 5-hydroxymethyl-2-furaldehyde, furaldehyde, and derived from depolymerization of lignin. Although these inhibitors can be removed by washing with water, the simultaneous demerits with washing are the reduction in hydrolysis yield, and the removal of soluble sugar derived from hydrolysis of hemicelluloses. Again, this process damages a part of the fraction of xylan, partial rupture of the lignin [42].
2.2 Ammonia Fiber Explosion (AFEX)
The AFEX approach is much related to steam explosion. A physicochemical pretreatment method, where lignocellulosic substrate is vulnerable to aqueous NH3 at elevated pressure and temperature for some time, when, the pressure is without warning decreased, thus, vaporizing the ammonia which is recovered and recycled, is known as ammonia fiber explosion [26, 42]. The most significant determining parameters on the process include ammonia and water loading, temperature of mixture, and time of pretreatment [52]. Usually, a small quantity of ammonia is required for each kg of the dry substrate; the method is done at medium-to-high temperature between 60 and 140 °C, a high pressure between 1.72 and 2.06 Mpa, and the heating is usually done for 5–45 min [22, 52].
Ammonia treatment causes a physical disruption in the biomass and area of the surface is made larger by opening up the fiber structure, resulting in high enzymatic digestibility. A major merit of this method is the reusability of the ammonia for subsequent operation without loss of potency, and the production of inhibitors is eradicated, eliminating the need for detoxification before saccharification and fermentation [22]. Ammonia treatment was applied successfully to different substrates, for example, corn stover, aspen wood, switch grass, and rice and wheat straw [52].
The process of AFEX results in nearly done solids recovery (no part of the liquid was dissolved into fractions), increased of digestibility (decrystallization of cellulose), joining of lignin to carbohydrate linkages, and an improved surface area and wettability.
2.2.1 Operating Costs of AFEX
The economics of the process is highly influenced by ammonia loading and residence time. When the pretreatment is over, recovery of the ammonia will take place and it will be recycled. The cost of recovery serves as a limitation for large scale application.
2.2.2 Drawback of AFEX
AFEX has not been a much efficient innovation for lignocellulosic substrate with closely high content of lignin, for example, nutshells and woods.
2.3 Carbon Dioxide Explosion
This process harnesses CO2 as a material at pressure and temperature beyond its critical points [26]. To enhance the growth of enhanced lignocelluloses pretreatment methods, the concept of utilizing CO2 explosion at a pressure and temperature beyond its critical points was developed. This is preferably cheaper than ammonia explosion and supposed to have a lesser temperature than steam explosion. A supercritical fluid occurs when in its gaseous form is compressed to a liquid-like density at a temperature beyond the critical point. A hypothesis showed that since carbon dioxide produces an acid of carbon when dissolution in water takes place, the rate of hydrolysis could be increased by the acid. CO2 molecules are roughly related in mass to H2O and NH3, and should pass through little pores reachable to H2O and NH3 molecules. In sugarcane bagasse pretreatment, recycled paper mix, AFEX, was found to be more expensive than CO2 explosion [88].
2.4 Liquid Hot Water (LHW) Pretreatment
The technique is also referred to as unsaturated water which is also related to steam pretreatment approach. It is clear from the suggestion of the name that it utilizes water at an elevated temperature between 170 and 230 ° C and pressure up to 50 bar. Apart from steam, LHW is also called uncatalyzed solvolysis, hydrothermolysis, aquasolv steam, or liquid fractionation [55]. This method renders assistance to avoid the process where fermentation inhibitors are formed at elevated temperatures [80]. The reactor configurations of liquid hot water are of three kinds: cross-current, co-current, and flow-through. Cross-current pretreatment is configured to carry lignocelluloses and water in counter directions along the reactor used for pretreatment.
Co-current pretreatment allows a suspension of substrate and water to be warm up to the expected temperature, and thus remain at the pretreatment terms for a controlled duration of residence before cooling takes place. Also for the flow-through reactor, hot water covers a fixed bed of lignocelluloses, hydrolyzes and dissolves lignocelluloses constituents, and removes them from the reactor [55]. It is crucial to note that all three kinds of LHW are carried out at elevated temperatures between 180 and 230° C and increase pressures with contact times from 15 to 60 min, and the concentration of solids is not up to 20 wt% [28].One of the advantages of LHW is that as a result of the input of high water, it generates reduced concentrations of inhibitory derivatives. It is an easy and eco-friendly approach.
2.5 Mechanical Pretreatment (Grinding and Milling)
The mechanical pretreatment technique increases the pore size of the cellulose and area of the surface access, and causes the polymerization degree and degree of crystals formed to reduce. The required power of mechanical pretreatment is quite much and dependent on the kind of substrate and on the size of the final particle; but these pretreatments become economically impossible after a certain particle size [28]. Examples include cracking, granulating, and/or pulverizing methods.
Cracking can decrease the size of substrate to 10–30 mm only while granulating and pulverizing can decrease the particle size up to 0.2 mm. The shortcomings of heat and mass transfer can be reduced by cracking while the size of particle and the degree of cellulose crystals that come from the shear forces formed during pulverizing can be efficiently reduced by granulating. The kind and time taken for pulverizing and type of substrate control the net decrease in the rate of cellulose crystal, final degree of polymerization, and rise in area of the specific surface. Various methods of pulverizing such as colloid pulverizing, two-roll pulverizing, vibratory pulverizing, and hammer pulverizing are utilized to make the edibility of the lignocellulosic substrate better. In minimizing the rate of cellulose crystal of aspen chips and spruce and in enhancing their edibility, vibratory ball pulverizing is discovered to be more durable than ordinary ball pulverizing [42].
2.5.1 Mechanical Extrusion
The process of forming a stationary object with a cross-sectional profile pushed along a die of the required cross-section is called an extrusion. The object will enlarge when it leaves the die [87]. An advance process of mechanical comminution whereby the access of enzyme is broadened to hammer much exposed carbohydrates is extrusion. It involves mixing rapidly, reduces residence time, high shear, modest barrel temperature, absence of furfural, rinsing not allowed, and conditioning. In this method, materials are operated at a temperature above 300° C, and it is after this, both mixing and shearing which cause modification of the cellulose physically and chemically.
2.6 Ultrasound
Sonication is comparatively a recent approach utilized during the pretreatment of lignocellulosic substrate. Each of the chemical and physical effects that change the structure of lignocellulosic substrate is generated by ultrasound waves. Ultrasound treatment causes generation of small spherical cavity which suddenly bursts the cellulose and hemicellulose parts by multiplying the easy access to cellulose-diminishing enzymes for proper decomposition into less complex reducing sugars.
2.7 Microwave Pretreatment
Irradiation via microwave is a method greatly adopted as a result of its elevated warming-up capacity and is easily operated. The thermal action generated by microwaves in aquatic surroundings is being used by microwaved treatment. Microwave radiation causes the generation of internal heat in the substrate. This is as a result of the oscillation of the polar bonds in the substrate and the aquatic surrounding. Therefore, a high-temperature spot is formed inside the nonhomogeneous substance. This special heating feature gives rise to an explosion effect amidst the fragments and makes better the distortion of unwilling structures of lignocellulose. Microwave irradiation has residence time of 5–20 min. It can alter the ultra-structure of cellulose by diminishing lignin and hemicelluloses and by raising the susceptibility of enzyme for lignocellulosic materials [51].
2.8 Pulsed-Electric Field (PEF)
In this process, a short burst of elevated voltage is applied to a specimen inserted amid cathode and anode. PEF pretreatment can adversely affect the shape of plant tissues. An external electric field is used at high intensity and a critical electric potential is stimulated along the cell membrane; this has led to quick electrical degradation, also with changes in the local structure of the cell wall, the cell membrane, and also the plant tissue. The electric field produces a dramatic expansion in mass permeability and, sometimes, mechanicalbreakdown of the plant tissue. The amount of cellulose in the substrate is revealed by this pretreatment by forming pores in the cell membrane, therefore, permitting the carriers entrance that is able to degrade the cellulose into sugar components.
2.9 Electron Beam (EB) Irradiation
EB ionizing radiation is a process that makes use of beta radiation, mostly of high energy, to treat an object for a wide application. It is obtained from a linear accelerator. This pretreatment uses accelerated electron beam to expose lignocellulosic biomass to radiation to deform the cell wall polymer structure, that is, lignin, hemicellulose, and cellulose, by such processes as generation of free radicals, inducing chain scission or cross-link formation, decrystallization, and/or decreasing the polymerization degree.
2.10 Wet Oxidation
Wet oxidation is among the easy methods, where the air/oxygen along with H2O or H2O2 is operated with the substrates at elevated temperatures beyond 120 ° C for 30 min [71]. Formerly, this technique was utilized for soil remediation and wastewater treatment [20]. The technique is best for substrate wastes that are rich in lignin. The pretreated slurry is filtered to isolate the solid rich in cellulose from the filtrate rich in hemicellulose, and the solid composition is rinsed with deionized water shortly after which enzymatic hydrolysis takes place.
The efficiency of wet oxidation is a factor of these things: pressure, oxygen, reaction time, and temperature. For this technique, the temperature is increased beyond 170 ° C, and water acts like an acid and alters the rate of hydrolytic reactions. The hemicelluloses are decomposed into lower pentose monomers and the lignin undergoes oxidation , while the cellulose is unaffected by wet oxidation pretreatment. However, findings on inclusion of chemical agents such as sodium carbonate and alkaline peroxide in wet oxidation decrease the temperature of the reaction, make better hemicellulose deterioration, and reduce the formation of inhibitory components such as furfurals and furfuraldehydes [12].
2.11 Alkaline Wet Oxidation
This method combines both alkaline and oxidation to pretreat the biomass before the enzymatic hydrolysis [22]. The operation employs temperature within the range 170–220○ C and the commonly used oxidizing agents are air or oxygen at high pressure and hydrogen peroxide, while the alkaline component is normally sodium carbonate [22, 68]. The alkaline is used to aid the solubility of hemicellulose and to minimize the production of enzyme-inhibiting products. The main important parameters that affect the efficiency of wet oxidation treatment are the temperature of operation, reaction time, and the pressure of the oxidizing agent used [68] (Table 8.1).
3 Chemical and Biological Pretreatment
This section presents the different chemical and biological pretreatments used for structural modification of lignocellulosic biomass.
3.1 Acid Pretreatments
Acid treatment involves the addition of acidic catalyst like H2SO4, H3PO4, HNO3, and HCl to the biomass. The acids help in solubilizing the lignin and hemicellulose content of the biomass and in hydrolyzing the polysaccharides to monosaccharides, thus making it easy for enzymes to hydrolyze the cellulose [22, 52].The most commonly used acid is the H2SO4 [52]. The major distinguishing factor among the acids is the concentration of the acid used, either in diluted or in concentrated form, but, they essentially share the same methodology and chemistry [22].
Usually, acid with high concentration is mostly operated at a lower temperature and this helps in saving energy cost while dilute acid is operated at a higher temperature [52]. The use of concentrated acids poses threats like toxicity, corrosion of equipment, and the co-production of such products like furfural, phenolic acids, and aldehydes not desirable for enzymatic hydrolysis and fermentation process [22, 52]. However, dilute acids, mostly H2SO4, at concentrations of (0.05–5%) and temperature of 160–220○ C can reduce the production of these products and cause a rise in the yield of sugar [22]. Also, the addition of H2SO4 removes the need to add hemicellulose hydrolytic enzymes, and this reduces the process cost [22]. The application of dilute acid to biomass has witnessed a lot of success. Hsu et al. [30] treated rice straw with dilute acid, Lu et al. [47] worked on rapeseed, and Y. Sun and Cheng [67] pretreated Bermuda grass with dilute acid, and they all reported a high yield of fermentable sugar at different experimental conditions.
3.2 Alkaline Pretreatments
Alkaline pretreatment for lignocellulosic substrates is usually operated at a reduced temperature, and it removes any lignin and acetyl groups that may inhibit successful hydrolysis [52]. Mainly, alkaline targets the hemicellulose acetyl groups and the linkages of lignin–carbohydrate ester [22]. Treatment with alkaline digests lignin matrix and ensures easy access of the degradation enzymes to the hemicellulose and cellulose [65]. The treatment causes the cross-links between hemicelluloses and other components to be disrupted, thus enhancing the porosity of the biomass [52]. Also, this can lead to the delignification of the substrates resulting from the disruption of the ester bond that links lignin and xylan [52]. Alkaline treatment improves cellulose digestibility and lignin solubility and offers a higher solubility of cellulosic components than acid treatment [6]. Additionally, sugar degradation of alkaline-treated substrates is less than acid pretreatment. The alkaline that has been successfully employed are NaOH, NH3, Ca(OH)2, KOH, and NH4OH [52, 68]. The main drawbacks with this method are the lengthy residence time required and the need for aftermath separation. Alkaline treatment is more effective when used on agricultural materials like residues than on wood residues [6]. Several researchers have confirmed the efficacy of this method [74, 75, 79].
3.3 Organosolv Treatment
The method involves the mixing of organic acid with lignocellulosic biomass. The organic acids may be used singly in the raw form or used together with inorganic acids or bases [67]. C2H5OH, CH3OH, C3H6O, and C2H6O2 are among the acids that have resulted in effective biomass pretreatment [52, 86]. Organic acids are capable of degrading substrates having high lignin content and increasing the surface area, thus promoting hydrolysis [52, 68]. The merits of this method rest on the fact that the organic solvent and water mixtures help remove the requirement to burn off the liquor and permit the isolation of the lignin [65]. However, factors like high pressure requirement, high volatility, and flammability of organic acids limit the use of this method [52]. Also, the price of organic acids limits it use for commercial or industrial application [6]. Alvira et al. [6] reported, for economic reasons, lower weight alcohols such as C2H5OH and CH3OH should be used.
3.4 Ozone Treatment
The method uses ozone gas to eliminate the lignin component contained in the substrate and to improve enzymatic hydrolysis of the cellulosic content [10, 68]. Ozone gas is a highly efficient oxidizing agent for the removal of lignin [6]. The treatment is mostly carried out at about 25° C and moderate pressure, and it offers the advantage of inhibitory products and toxic by-product formation that may otherwise prevent the hydrolysis and fermentation stages are eliminated [6, 10]. The application of ozone has been previously employed to treat wheat and rye straw with a highly successful production of fermentable sugars after enzymatic hydrolysis [10]. It has also been used on cotton straw, green hay, peanut, and poplar sawdust [42, 67]. However, the problem involved with ozone use is the large quantity required for effective operation [6, 10].
3.5 Biological Pretreatment
Biological treatment is an energy-extensive, cost-effective, and eco-friendly process that uses microorganisms for the pretreatment of lignocellulosic substrates and does not involve the addition of chemicals [22, 34, 65, 75]. The microorganisms that possess the potential to degrade the lignin and hemicellulose contents of the biomass are brown rot, whit rot, and soft rot fungi.
The performance of the biological treatment for lignin removal is affected by moisture content, the size of particles, residence time, and the temperature of operation [52]. Some of the fungi that have been successfully employed for this purpose are white rot basidiomycetes, Phanerochaete chrysosporium, and certain actinomycetes. These fungi possess the ability to produce lignin peroxidases and laccases, which are enzymes that disrupt the biomass cell wall and remove a large proportion of lignin. The organisms convert the biomass in to compounds that are convertible by enzymes for bioethanol production [52]. Phanerochaete chrysosporium has been reported to be highly effective among the white rot fungi because of the high potential to degrade lignin and rapid growth rate [52].
However, some drawbacks are inherent in the use of this method. A considerable amount of time is required for the pretreatment to be carried out and some carbohydrates present in the biomass are usually utilized by the microbes for growth, which reduces the yield of sugar obtainable after hydrolysis [22]. Additionally, the method involves large space for operation and the microorganism needs to be monitored during growth [52]. The method has been successfully employed in the production of bioethanol from corn stover, rice husk, wheat straw, and rice straw [52].
4 Pretreatment of Selected Biomass
4.1 Physical and Physicochemical Pretreatment of Selected Lignocellulosic Biomass
4.1.1 Switch Grass
Switch grass (Panicum virgatum) originated from North America and it is known as a perennial grass [34]. According to Cherubini and Jungmeier [21], it is a viable bioenergy crop that can grow at different geographical locations. Keshwani and Cheng [34] explained that switch grass is known to be a typical plant for production of energy according to the Department of Energy, USA. The cultivation is economical, in that it requires low nutrient and the demand of water and soil fertility is reduced, and intensive agricultural practices are not involved [21]. The yield of switch grass from the southeastern of USA is approximately between 7 and 15 dry tons per acre [34]. Also, [34, 67] suggested that the appropriate pretreatment must be investigated on the structure of switch grass (45% cellulose, 31.4% hemicellulose, and 12.0% lignin) for enhancement of the hydrolysis (through enzyme) of the cellulose into fermentable sugar.
Various pretreatments like AFEX, dilute H2SO4, lime, microwave-based radio frequency-assisted alkali pretreatments have successfully been used on switch grass [34]. Moreover, Keshwani and Cheng [35] described AFEX as the only physicochemical pretreatment that has been applied to enhance hydrolysis for the treatment of switchgrass. As reported by Dale et al. [24], 5–eight-fold improvement in sugar reduction yields was obtained over the raw (untreated) samples after a 48-hour pretreatment of switchgrass with enzymatic hydrolysis of AFEX. Alizadeh et al. [5] carried out a more comprehensive study on switchgrass by optimizing AFEX pretreatment. The impacts of moisture content, reactor temperature, and ammonia loading were examined on the efficacy of the hydrolysis (enzymatic). A 100 ° C optimum pretreatment condition of reactor temperature was reported with NH3 loading of 1 g g−1 of feedstock at 5 min residence time. With all this, a six-fold enhancement in hydrolysis efficacy was obtained.
Moreover, the changes that result from reduction in size of switchgrass attained via ball milling were studied by Bridgeman et al. [16]. It was noted that particle sizes less than 90 μm, cellulose substance was 13.4% lower than that of larger-sized particles. Also, hemicelluloses and lignin losses were significantly less precise at 43% and 4.74%, in the order given. The result is an indication that wide reduction in size is unsuitable, as it gives rise to substantial carbohydrate losses which eventually result in a smaller amount of sugars and reduction in ethanol yield. In a similar study, the energy needed for reduction in the size of switchgrass was examined by employing a hammer mill (Mani et al. [48]. As the size in particles decreased at 8% MC, energy requirements increased linearly and at 12% moisture content, the energy needed for reduction in size was higher. Based on tensile stress, Yu et al. [84] stated that reduction in size of the switchgrass was not so much influenced by moisture content than tensile stress.
Galletti and Antonetti [26] subjected switchgrass to a high pressure with CO2–H2O process and temperatures ranging from 150°C to 250°C for 20–60 sec. The total yields as described by the portion of the hypothetical maximum were discovered for hemicelluloses sugars, glucose, and two degeneration products: furfural and 5-hydroxymethylfurfural. The yield on glucose was 81%, hemicelluloses sugars yield was 13%, and furfural yield was 11.8% at 160 ° C.
A study was carried out on the effect of varying moisture content of 15%, 25%, 35%, and 45% on sugar recovery in prairie cord grass and switch grass at 50, 100, and 150 rpm (screw speed), compaction ratio (2:1 and 3:1), and barrel temperature (50, 100, and 150 ° C), (Karunanithy and Muthukumarappan [32]. After enzymatic hydrolysis pretreatment of the biomass, a highest yield of 65.8% sugar was regained from prairie under 25% at 50 rpm and 50 ° C, while a maximum of 45.2% sugar was recovered from switchgrass under 15% at 50 rpm and 150 ° C. Also, acetic acid and glycerol were produced at low concentrations in the range of 0.02–0.18 g/L. From this study, acetic acid and glycerol were well known as the co-products produced during the biomass lignocellulosic pretreatment. Nevertheless, the by-product formation was significantly lower when compared with pretreatment methods of acid hydrolysis and compressed hot water.
Again, Karunanithy et al. [33] investigated the effect of 50, 75, 100, 150, and 200 ° C barrel temperatures, different 1:1–1:4 of concentrations of cellulose with β-glucosidase and 100, 150, and 200 rpm of screw speeds on selected species of warm season grasses (big bluestem, prairie cord grass, and switch grass). The result showed that when the ratio of 1:4 (cellulase and β-glucosidase) was upheld, maximum reducing sugars were obtained. The reducing sugars from the prairie cord grass treated at 150 rpm and 100 ° C produced 49.2%, while switchgrass pretreated at 200 rpm and 75 ° C yielded 28.2% and big bluestem pretreated at 200 rpm and 150°C produced 66.2%. Though, to some extent, the sugar yields are high, a variety of lignocellulosic biomass with varied lignin, cellulose, and hemicellulose contents cannot suffice pretreatment with mechanical extrusion alone. Therefore, better methods of pretreatment are needed to increase the sugar produced. Also, properties of the feedstocks significantly influenced the amount of sugar produced.
Hu and Wen (2008) studied the pretreatment of switch grass with microwave-based alkali which yielded almost 70–90% of sugar. Also, Keshwani and Cheng [35] studied the pretreatment of coastal Bermuda grass and switch grass by employing microwave-based alkali with different alkalis. Sodium hydroxide was found to be the most suitable alkali for the pretreatment. Meanwhile, coastal Bermuda grass produced 59% xylose and 87% glucose, while switchgrass produced 63% xylose and 82% glucose under optimum condition [35]. Though not important, the disparity noticed on the reducing sugars was linked to the variation in the content of lignin (22% in switchgrass vs 19% in Bermuda grass) in the lignocellulosic biomass as reported by the authors.
4.1.2 Wheat Straw
Wheat enjoys major production in Asia, Europe, and North America accounting for 43%, 32%, and 15% of the total world production, respectively [36]. Inevitably, these regions produced the highest amount of wheat straw, with a total global production of 529 Tg, yearly. According to Tomás-Pejó et al. [69], in Europe, an amount of 140 million tons of wheat straw was generated in the year 2006. Wheat straw has a composition including cellulose, hemicellulose, and lignin at 5–25%, 35–45%, and 25–40%, respectively [19, 37, 67]). The high composition of cellulose makes it a viable lignocellulosic feedstock for bioethanol production [69].
Bioethanol production from wheat straw has been encouraged to ease out the competition with the wheat grain itself for human food consumption [36]. According to Kim and Dale [36], with efficient cultivation practices, roughly 354 Tg of wheat straw can be produced and processed globally for ethanol production, with the potential yield of 104 GL. Also, the use of wasted wheat grain and wheat straw can both contribute about 115.2 GL of bioethanol globally. However, the structure and components of wheat straw pose a serious obstruction to the enzymatic accessibility of the hemicellulose, cellulose, and polysaccharides present. Hence, it is required that it undergoes an appropriate pretreatment in such a way to improve the enzyme degradability of the structure and components [37, 69]. Various approaches have been employed to pretreat wheat straw to enhance bioethanol production. Viola et al. [72] performed a research on steam explosion pretreatment of wheat straw with optimization on the bedrock of carbohydrate recovery and 25% improvement on the digestibility was achieved.
Kumar et al. [42] subjected wheat straw to ammonia fiber explosion by maintaining 1–2 kg dosage of NH3 kg−1 of dried feedstock at 30 min residence time 90 ° C. A very small quantity of the material (in solid form) was solubilized after pretreatment and no lignin or hemicellulose was removed. The hemicellulose was broken down to de-acetylated and oligomeric sugars. However, there was alteration to the material structure which subsequently resulted in higher digestibility and improved water-holding capacity.
A comparative study on the effect of ball and wet disk milling pretreatments on sugarcane bagasse and straw was performed (da Silva et al. [23]. Pretreatment through ball milling method performed better than wet disk milling method with respect to hydrolysis yields of xylose and glucose. The values of xylose and glucose yielded with ball milling pretreatment are 72.1% and 78.7%, and 56.8% and 77.6%, respectively, for bagasse and straw.
An orthogonal design was developed by Jian Xu et al. [78] to improve the pretreatment of wheat straw using microwave, and an increase in bioethanol yield from 2.68% to 14.8% was obtained.
In another related study on wheat straw, investigation of R. Sun and Tomkinson [66] showed that there was an increase in delignification of 7.6–8.4% when wheat straw was pretreated with sonicated alkaline for 15–35 min. Apart from the interval, the power of sonication was directly determined by the frequency of sonication, a very significant parameter stirring the pretreatment of lignocellulosic biomass.
4.1.3 Cassava Peels
Cassava cultivation enjoys a worldwide distribution and it represents the third highest carbohydrate source available for human consumption [39]. In order to get access to the consumable part of cassava (cortex), the thin outer cover with brown color and inner covering with parenchymatous leather and phelloderm needs to be peeled off because most of these materials are not really employed for economic purposes [2, 39]. This processing of cassava generates a lot of by-products that may lead to environmental pollution if they are not utilized or converted to value-added products [70]. There have been various efforts aimed at the preservation of the environment by the total utilization of raw materials from agricultural industries [39]. The main use of cassava peels has been in the production of animal feeds. However, a challenge with the feeds produced is the low protein content, usually less than 6%, and the presence of anti-nutrients (tannic acid, oxalate, and hydrocyanic acid) has discouraged its use for feed production [2]. A viable means of engaging cassava peels is utilizing it for ethanol production, since it is not consumable as food by humans [2, 39].
There has been a successful application of cassava peels for ethanol production, and the major concern has mainly been that the commercial production or usage from this biomass may not be feasible due to the amount that is currently produced [2]. Also, it was suggested that the inexpensive nature of cassava peels would in the long run complement this challenge with increased cassava production. In addition, Adekunle et al. [2] recommended that in a way to increase the amount of sugar produced after enzymatic hydrolysis, cassava peels conversion to bioethanol requires that it first goes through appropriate pretreatments due to its composition in order to increase the amount of sugar yield after enzymatic hydrolysis. The lignin, cellulose, and hemicellulose contents are greater than 50% of the dry weight.
Ethanol production from cassava peels by means of mechanical form of milling pretreatment combined with another form of pretreatment was investigated by Adesanya et al. [3]. Liquid suspension of the milled cassava peel was inoculated with freshly harvested cells followed by hydrolysis. The maximum amount of simple sugar formed in the inoculated milled suspension was 0.88 mg/ml throughout the experiment, while the concentration of the reducing sugar of the inoculated one remained at 0.45 mg/ml. The cell-free cassava peels hydrolysate inoculated with Saccharomyces cerevisiae gives rise to highest yield of bioethanol 3 days after incubation. However, the concentration of bioethanol yielded was somewhat low (1.05%). Regardless of the low yield of bioethanol produced, the results are, however, similar to the facts obtained from other studies in which 2.3% bioethanol yield was reported from cassava peel hydrolysates prepared enzymatically.
4.1.4 Rice Straw
Rice straw is an essential bioresource material obtainable from rice production [83]. In accordance with Binod et al. [15], the choice of rice straw for bioethanol production is due to its abundance and composition. Rice straw production is distributed worldwide across Africa, Asia, and Europe at 731 million tons of annual production from which 205 billion liters of bioethanol can be obtained [76]. The compositions of rice straw primarily include lignin hemicellulose, cellulose, and ashes in proportions of 5–24%, 19–27%, 32–47%, and 18.8%, respectively. As suggested by Binod et al. [15], fermentable sugar can be achieved through cellulose and hemicellulose hydrolysis. However, these contents are within the lignin matrix, and it then becomes difficult to access it for enzymatic conversion to fermentable sugar [76].
Rice straw of 1462.69 Tg is available for bioethanol production and that for a fully utilized rice straw, a total weight of 731 Tg could result in the production of 205 GL of bioethanol as reported by Kim and Dale [36]. Also, the study reported that a total of 221 GL of ethanol could be produced from rice straw and wasted rice grain with Asia accounting for 90.5% of the overall production.
Morone et al. [54] scrutinized the impact of some operation factors on lignin removal, hemicellulose solubility, and cellulose recovery with pretreatment of rice straw using an advanced oxidation process of alkaline wet air oxidation (AWAO). This resulted in 32–66% lignin removal, 67–87% hemicellulose solubilization, and 68–90% cellulose recovery with generation of limited inhibitors. The pretreatment method triggered cleavage of carbohydrate lignin linkages, hemicellulose deacetylation, and oxidative delignification, thus, enhancing cellulose accessibility by 42–89% enzymatic cellulose conversion. The findings indicated that chemical input was minimized and potent inhibitors were absent in the liquor. Altogether, this is an indication of reduction in the cost of pretreatment, fresh water requirements and minimization of waste generation.
Hideno et al. [29] compared the impact of conventional ball and wet disk milling pretreatment methods on rice straw. For the optimal conditions obtained, 10 recurrent milling processes were carried out for wet disk milling, whereas 60 min of operation was observed for dry ball milling. The conventional ball milling method yielded maximum glucose of 89.4% and xylose of 54.3% compared to 78.5% and 41.5% obtained for wet disk milling. Nevertheless, wet disk milling did not produce inhibitors, but required lower energy and high effectiveness of enzymatic hydrolysis.
Abedinifar et al. [1] in his work effectively converted rice straw into bioethanol by the separation of enzymatic hydrolysis and fermentation through S. cerevisiae, Mucor indicus, and Rhizopus oryzae. The pretreatment was mechanically done by milling, then separated to a size smaller than 20–48 meshes (295–833 μm), followed by another pretreatment with just steam or dilute-acid hydrolysis. The rice straw pretreated with milling and dilute-acid hydrolysis produced 0.72 g per gram of sugar yield in 48-hr enzymatic hydrolysis more than rice straw treated with milling and steam that produced 0.60 g g−1 and untreated produced 0.46 g g−1.
4.1.5 Corn Stover
Corn stover is an indigenous biomass with ability to yield some amount of biofuel like ethanol and many bioenergy and bioproducts [46]. Wet milling pretreatment of this feedstock was considered to be better than dry milling pretreatment [44]. The optimum conditions for milling were considered to be particle size of 0.5 mm, 20 number of steel balls of 10 mm each, solid/liquid ratio of 1:10, and ground for 30 min with ball speed of 350 rpm/min. It was noticed that when milling was combined with alkaline pretreatment method, better results were produced. Also, when compared with wet milling process, enzymatic hydrolysis efficiency of the corn stover was increased by 110% using alkaline milling pretreatment.
Zhang et al. [85] performed sugar recovery from corn stover using a twin-screw extruder, where 48.79% of glucose, 24.98% of xylose, and 40.07% of sugar recovery were obtained at 80 rpm (screw speed), 0.028 g/g (enzyme dose) of dry feedstock, and moisture content of 27.5%. The values obtained were better (2.2, 6.6, and 2.6 times) more than the values obtained for the untreated feedstock samples.
Also, Karunanithy and Muthukumarappan [32] investigated the impact of screw speed and extruder temperature on the pretreatment of corn stover while varying enzymes and their proportions. Corn stover was pretreated at different screw speeds of 25, 50, 75, 100, and 125 rpm along with different temperatures of 25, 50, 75, 100, and 125 ° C. The results showed that the maximum concentrations obtained for glucose, xylose, and combined sugar were 75%, 49%, and 61% respectively, at screw speed of 75 rpm and temperature of 125° C with a ratio 1:4 of cellulase and β-glucosidase. The values obtained were 2.1, 1.7, and 2.0 times higher than the values obtained for the controls. This is an indication that the overall yields of reducing sugars were synergistically affected by optimization of the requirements for pretreatment method than concentrations of the enzyme.
Galletti and Antonetti [26] reported that glucose yield of corn stover when subjected to carbon dioxide explosion-CO2-H2O process at 160 °C was 85% and the hemicelluloses sugar yield was 10% while the furfurals yield was 11.2%.
4.1.6 Soybean Hull
Pretreatment through thermomechanical process on soybean hulls was investigated by Yoo [82]. A 95% cellulose was formed to glucose at a barrel temperature of 80 ° C, MC of 40%, and 350 rpm (screw speed) under optimum processing conditions.
4.2 Chemical and Biological Pretreatment of Selected Lignocellulosic Biomass
4.2.1 Rice Straw
The study of Yoswathana et al. [83] on production of bioethanol from rice straw employed fermentation with Saccharomyces cerevisiae. The pretreatment was done using sulfuric acid of concentrations between 1% and 9%, for 15 min and at 121 ° C with proportion of rice straw to acid maintained at 1:10 (w/v). The study concluded that 21.45% sugar w/w was measured once treated with simultaneous reduction in the sugar concentration at a higher rate of acid concentration. The reduction was ascribed to the breakdown of glucose with xylose (monomeric sugars) present in furfural and hydroxymethylfurfural.
Ethanol was produced from rice straw using dilute acid (0.5%) for pretreatment [1]. The rice straw was put into the dilute acid for 20 h before being introduced into a high-pressure reactor for 10 min at 1.5 MPa. The dilute acid pretreatment gave 0.72 g/g yield of sugar, while the untreated gave 0.46 g/g yield. The sugar produced reduced with increase in concentration of the acid. On the ethanol yield, the conversion was done by Rhizopus oryzae, Saccharomyces cerevisiae, and Mucor indicus with yield of 0.33 to 0.41, 0.37 to 0.45, and then 0.36 to 0.43 g g−1, respectively.
Binod et al. [15] pretreated rice straw with 2% sodium hydroxide for 1 h at 85°C. The treatment brought about 36% reduction in the lignin content and facilitated enzymatic hydrolysis through increase in the external surface area. The treatment was done with sodium hydroxide of concentrations of 1–5%. The mixture was maintained in water bath for 1 h at the temperature of 85°C. The result showed that 0.55% of sugar was measured using this method. The study also reported a high yield of sugar when acid and alkaline treatment was followed by the application of technical enzymes. For instance, the sugar concentration increased from 0.55% to 24.60% when 5% NaOH and enzyme (0.8 w/v) was used. On the ethanol yield, approximately 55–65% of the sugar was converted to ethanol after 3 days of fermentation with Saccharomyces cerevisiae given about 0.42 g/g of ethanol yield.
Belal [14] reported on bioethanol production from rice straw residues using both alkaline and acid pretreatment. Sodium hydroxide (5%) was used as the chosen alkaline and a proportion of 1:10 w/v residues to alkaline was used. The treatment was carried out at 85°C for 1 h. Also, pretreatment with acid was done by maintaining the same biomass-to-solvent ratio in the dilute acid solution (1%). Then, it was heated in an autoclave at 121°C for 15 min. The yield of ethanol was about 10–11 gram per liter after 7 days of Saccharomyces cerevisiae fermentation.
Moradi et al. [53] studied the production of ethanol, butanol, and acetone from rice straw using both concentrated phosphoric acid and sodium hydroxide for pretreatment and Clostridium acetobutylicum for fermentation. Alkaline treatment was done with sodium hydroxide (12% w/v) with 5% w/w of solid loading and the sample mixture was maintained for 3 h. Phosphoric acid concentration (85%) was used for the treatment for 30 min and at 50 °C. Quenching of the mixture was done with pre-cold acetone. The mixture of the acetone, phosphoric acid, and the rice straw was centrifuged thrice to ease the separation. The yield on glucose was 163.5 g and 192.3 g per kg of rice straw and the conversion after 72 h of fermentation was ethanol (1.2 g), butanol (45.2 g), and acetone (17.7 g) for alkaline treatment, and ethanol (0.6 g), butanol (44.2 g), and acetone (18.2 g) for phosphoric acid treatment.
A new method of pretreatment that does not involve a solid–liquid separation for bioethanol produced from rice straw was presented by Park et al. [58]. Lime was employed for the pretreatment and it involves release of calcium through carbonation. Desired weight of the feedstock (10 g) was added to a 1 g/100 ml of limewater solution with the resulting blend heated in a high-pressure steam vessel for 1 h at 121 °C. After the treatment period, neutralization was provided with CO2 by bubbling it through the mixture for 30 min. Both Saccharomyces cerevisiae and Pichia stipites were employed, and 74% theoretical yield of the glucose and xylan was converted to give 19.1 g/l of ethanol.
The investigation of Ko et al. [38] on ethanol produced from rice straw feedstock soaking with aqueous ammonia pretreatment reported an optimal conditions of 21% level of ammonia at 69 ° C and 10 h.
Amiri et al. [7] gave an account of ethanol, butanol, and acetone produced from rice straw with the use of organosolv pretreatment along with clostridium acetobutylicum for fermentation. The pretreatment involved 75% (v/v) of ethanol (aqueous) mixed with 1% (w/w) catalyst (H2SO4) at 150°C for 60 min with a feedstock to solvent proportion of 1:8. On the yield of sugar, 31 g/l was reported on enzymatic hydrolysis. The sugar and ethanol yield increased as temperature of mixture was increased to 180°C for 30 min with acetone, butanol, and ethanol given 21.1 g, 80.3 g, and 22.5 g, respectively.
4.2.2 Wheat Straw
Nigam [56] reported ethanol produced from wheat straw by Pichia stipites with dilute acid chosen for pretreatment and the yield of ethanol was 0.41 ± 0.01. The comparison effect of organic acid (fumaric and maleic) and H2SO4 pretreatment on wheat straw for bioethanol production and the possibility of dilute organic acid producing less sugar degradation products when compared with dilute H2SO4 were studied by Kootstra et al. [40]. The acid treatment employed soaking the desired straw in acid for 20–24 h before the mixture was transferred to four reactors with thermocouples attached. The temperature was increased to 130, 150, and 170 ° C and maintained for 30 min prior to hydrolysis (using enzymes). With organic acid treatment, the desired amount of organic acid/wheat straw was prepared and soaked at a temperature higher than room temperature. The report concluded that at 150 ° C, and a dry wheat straw of 20–30% (w/w), the organic acid can serve as a direct substitute for wheat straw pretreatment. The yield of sugar (glucose) of fumaric acid, maleic acid, and sulfuric acid was 86%, 96%, and 98%, respectively. The amount of sugar convertible to ethanol was not stated.
Kuhar et al. [41] investigated the potential of Phanerochaete chrysosporium, Pycnoporus cinnabarinus, fungal isolate RCK-1, and fungal isolate RCK-3 on the treatment of wheat straw for bioethanol production. A 1:4 substrate-to-moisture level was used and the inoculation was done in an enamel tray using 7.5 (±0.05) mg fungal dry mass per gram of straw. The temperature of the P. cinnabarinus and fungal isolate RCK-1 was maintained at 30°C and P. chrysosporium and fungal isolate RCK-3 was maintained at 37°C for 20 days with provision of manual agitation after every 3 days. The fungi-treated wheat straw and the untreated sample both underwent sulfuric acid treatment again between concentrations of 0.5 and 4.5% v/v at 121 ° C. After 20 days of treatment, there was a degradation of 18.89%, 19.12%, 22.64%, and 20.17% for the P. chrysosporium, P. cinnabarinus, fungal isolate RCK-1, and fungal isolate RCK-3, respectively. The fermentation was done with Pichia stipites and determination of ethanol concentration was done with gas chromatography. After 36 h, an optimum yield of 0.48 g/g ethanol was reported.
Saha et al. [63] used dilute sulfuric acid to pretreat wheat straw, and the blend was heated in an autoclave at 121 ° C for 1 h. Fermentation was provided using yeast extract and it was reported that, at the acid concentration of 0.75% v/v and wheat straw of 78.3 g, 19.1 g/l of ethanol was obtained. The study concluded that increasing the level of H2SO4 from 0.75 to 4% (v/v) reduced some amount of fermentable sugar obtained.
Saha and Cotta [62] studied bioethanol production with wheat straw using pretreatment of alkaline peroxide. The biomass–water mixture used (8.6%, w/v) was added to the solution of hydrogen peroxide with varying concentrations of between 0% and 4.3% v/v. The resultant pH of 11.5 was maintained with the aid of sodium hydroxide and was then taken to an incubator shaker operated at 25 or 35 °C for 3–24 h. Before enzymatic saccharification, hydrogen chloride was mixed with the mixture to lower the pH to 5.0. The study reported the yield of ethanol to be 15.1 g/l with an instance of concurrent saccharification and fermentation with Escherichia coli and 18.9 g/l for the alkaline-pretreated sample hydrolyzate by recombinant E. coli.
4.2.3 Jatropha
Jatropha (Jatropha curcas) belongs to Euphorbiaceous family. It is an equatorial plant that can grow as tall as 5–7 m [8]. The tree is widely distributed and found in Africa, India, Brazil, Argentina, and Paraguay. J. curcas matures in about 5 years with life cycle between 30 and 50 years [8]. Oil extracted from jatropha seed has been engaged majorly for production of biodiesel [8, 49]. However, there have been concerted efforts as to the possibility of deriving more than one biofuel from a particular biomass, and this has led to the investigation of the feasibility of deriving bioethanol from other parts of J. curcas [27]. According to García et al. [27], the fruit of J. curcas is made up of 31.6% of shells and approximately 25 tons of these shells can be produced per hectare. Hence, bioethanol production from J. curcas shell and hull is beginning to gain attention.
From the findings of Marasabessy et al. [49] on the pretreatment of Jatropha fruit hull, the pretreatment was done at a high temperature with sulfuric acid. The sulfuric acid concentrations employed were 0.1%, 0.5%, or 0.9% (w/v) and initially, the soaking time was varied between 20 and 24 h at room temperature. Later, the mixture was transferred into a reactor with temperature raised to 140, 160, and 180 ° C at 30, 45, and 60 min. The optimum conditions were reported to be 0.9% w/v dilute H2SO4 at 180 ° C for 45 min; the total sugar yield was 77% after enzymatic hydrolysis. S. cerevisiae was employed for the production of ethanol, and fermentation was examined for 24 h, which produced 8.4 g l−1 of bioethanol corresponding to a maximum theoretical yield of 71%.
The saccharification and fermentation of J. curcas were simultaneously studied by utilizing the by-products from biodiesel production (Visser et al. [73]. Dilute sulfuric acid (0.5%) and sodium hydroxide (1%) pretreatment of the solid was done in an autoclave for 1 h at 121 ° C. S. cerevisiae was employed for fermentation. In conclusion, the maximum conversion of sugar to ethanol was 41.03% and 40.43% for the sodium hydroxide and sulfuric acid pretreatment, respectively.
García et al. [27] considered the potential of using dilute sulfuric acid pretreatment and enzymatic hydrolysis to produce ethanol from fruit shells of J. curcas. The impact of temperature, acid level, and pretreatment time on the enzymatic hydrolysis with values varied from 110 to 150○ C, 0.5 to 2.5%, and 15 to 45 min, respectively, was predicted using Box-behnken designed response surface methodology. The research developed a model which put the maximum conversion of cellulose to ethanol at 82% with experimental conditions of 1.5% of H2SO4 for 136° C at 30 min.
4.2.4 Cassava Peels
Kongkiattikajorn and Sornvoraweat [39] employed separate strains of yeast to examine the efficiency of dilute-acid, dilute-base, and distilled water pretreatment on bioethanol production from cassava peels. A pretreatment of 1.5% (w/v) cassava peels was done under 1.03 bar pressure for 30 min at 135°C in 0.1 H2SO4 or 0.025% NaOH or distilled water. The suspended solution after pretreatment for the fermentation process was neutralized to pH 5.5. The acid treatment was done with 0.1 M of H2SO4 added to 1.5% (w/v) of cassava peels, and the blend was heated under 1.03 bar pressure for 30 min at a temperature of 135 ° C. After 24-hr incubation, the reducing sugar produced the highest yield of 0.72 g/g dry cassava peels based on diluted acid treatment. The ethanol yielded 0.418 g/g of dry cassava peels, and this was achieved when saccharification and fermentation (Saccharomyces diastaticus 2047) were simultaneously employed. The alkaline treatment was done with sodium hydroxide (0.025%). Addition of 1.5% (w/v) cassava peels was made with alkaline and heated under 1.03 bar at 135 ° C within 30 min. The bioethanol produced was 0.177 g/g of dry cassava peels, and this was achieved when saccharification and fermentation (Saccharomyces. diastaticus 2047) were simultaneously employed.
Research on bioethanol production from the nonfood part of cassava (stem, leaf, root, and cassava peels) was conducted by Nuwamanya et al. [57]. The acid treatment was done by adding 1 M hydrochloric acid to 200 g of cassava parts in 200 ml of solution. Upon enzymatic hydrolysis, the sample was analyzed for the reducing sugar present by withdrawing the samples after 1 h for 8 h and withdrawal was changed to 24 h for 5 days. The yield of reducing sugar based on 5 g of substrate was approximately 3 g after 5 days. Approximately 78.5% of the reducing sugar produced from cassava peels was converted to ethanol. The alkaline treatment was done by adding 1 M sodium hydroxide to 200 g of cassava parts in 200 ml of solution. Upon enzymatic hydrolysis, the sample was analyzed for the reducing sugar present by withdrawing the samples after 1 h for 8 h and withdrawal was changed to 24 h for 5 days. The yield of reducing sugar based on 5 g of substrate was approximately 3 g after 5 days.
4.2.5 Switch Grass
Keshwani and Cheng [34] pretreated switch grass with sodium hydroxide, calcium hydroxide, and sodium carbonate with the aid of microwave radiation (with 250 W of power level). A loading ratio of 1:10 (solid-to-liquid) was used and treatment time of 10 min at 2% (w/v) concentration. The yields of reducing sugar based on the treated samples were 207, 372, and 446 mg/g for sodium carbonate, calcium hydroxide, and sodium hydroxide, respectively. These values were more than the yield obtained for the untreated sample, 151 mg/g.
Ethanol production from switch grass using dilute H2SO4 with concentration of 1.2% (w/w) was reported by Martín and Grossmann [50]. The biomass was heated for 180° C and at a pressure of 12 bar. After enzymatic hydrolysis, fermentation of the liberated sugars was done with Z. mobilis and glucose of 92% was converted to bioethanol as reported.
The potential of varying acid concentration on bioethanol yield of switchgrass was investigated by Y. Yang et al. [81]. The experimental settings were at levels of 0.5%, 1.0%, and 1.5% (w/v) H2SO4 with solid/liquid proportion of 1:10, heating at 121 ° C and 15 psi was provided and operated in an autoclave. The treatment time used was 30, 45, and 60 min. An optimum condition that gave the highest ethanol yield based on glucose (0.082 g) after fermentation was 1.5% concentration of H2SO4 at 60 min residence time.
In a way to improve the enzymatic digestibility, Jiele Xu and Cheng [79] pretreated switchgrass with sodium hydroxide. The experimental conditions are NaOH at 0.5%, 1.0%, and 2.0%, (w/v) levels; temperature of 121 ° C, 50 ° C, and 21 ° C was maintained for the residence time of 0.25–1, 1–48, and 1–96 h, respectively. The optimum experimental conditions were 1.0%, 50 ° C and 12 h and the yield of total fermentable was 453.4 mg per the treated sample, while the untreated sample was 3.78 times less than this value. The study also reported a correlation between the pretreatment and the amount of the lignin removed from the biomass. At the level of 2% (w/v) with longest period of residence, the amount of lignin removed was 85.8%, 77.8%, and 62.9% for 121 ° C, 50 ° C and 21 ° C, respectively.
4.2.6 Corn Cob
Corn cob is unique among the most possible lignocellulose feedstocks. According Xie et al. [77], corncob is chosen among other potential raw materials for the production of bioethanol by POET Company (the world’s major producer of bioethanol) and some other global energy giants. The biocompatibility of ionic-liquid (1-methyl-3-methyl–imidazolium dimethyl phosphite) of corn cob for saccharification improvement was evaluated by Li et al. [43]. The solvent (1-methyl-3-methyl-imidazolium dimethyl phosphite) was used in the pretreatment, as it is an environmentally friendly solvent due to its biocompatibility with both cellulase activity and lignocellulosic solubility. Pretreatment was done by dissolving the corn cob (0.3 g) in 10 g/L ionic solution using a 50-ml round-bottom bottle with magnetic stirring under nitrogen atmosphere. The resultant solution was incubated in ionic liquid at 130 ° C for 20 min. Precipitation for pretreatment using deionized water was done on the corn cob powder. The sample was centrifuged to remove the supernatant containing ionic liquid recovery and the precipitate was cleaned by adding deionized water. Then, the final washing was done with buffer solution and the regenerated corncob was dried for 10 h at 60°C in an oven and kept for further use. The dimethyl phosphate (DMP) saccharification was employed for effective performance of the corncob in bioconversion to sugars with amount greater than 70% saccharification gained.
Xie et al. [77] examined the outcome of various pretreatment means of corn cob for production of ethanol and enzyme recovery. The pretreatment methods are dilute acid, acid–base coupling (dilute H2SO4/aqueous NH3), and sodium hydroxide, then soaking in aqueous ammonia. Four (4) specimens were differently set up with addition of oven-dried corn cob in four different Pyrex glasses, which were labeled A to D. The samples were prepared in such a way that 2% (wt) H2SO4 and 2% (wt) NaOH were put in glasses labelled A and B and 15% (wt) aqueous ammonia in samples C and D to make a proportion of 6 ml of liquid to 1 g of solid. The mixtures were allowed to pass through heat in flasks A and B for 1 h at 121 ° C, with incubation without agitation in water bath for 6 h at 80 ° C and for 12 h at 60 ° C in flasks C and D, respectively. The solutions were filtered and then washed in tap water until a pH of 7 was reached. The filtrate was oven dried at 105 ° C and weighed thereafter. After the glucose analysis, pretreatment with acid–base method was considerably better when compared with solitary pretreatment of acid or alkaline.
4.2.7 Corn Stover
Lloyd and Wyman [46] determined the pretreatment condition of dilute acid to maximize glucose yields by using sulfuric acid in a reactor. A sample of corn stover was soaked beforehand for at least 4 h at room temperature in 5% solids (w/w) of dilute H2SO4 acid solution. The slurry that was presoaked was then moved to the reactor fitted to the impeller drive motor that was hung with a string-like hoist saddled on a crane with about 100 rpm speed. Then, to the bottom of the reactor, head flange was set a sand bath at 320 ° C inside a vessel. With this pretreatment, about 15% of the full potential sugar in the substance could be discharged in the form of glucose.
Liu et al. [45] studied the pretreatment of corn stover by choosing five salts (inorganic) that are commonly used; these are: two monovalent salts – NaCl (0.03 M) and KCl (0.03 M), two divalent salts – CaCl2 (0.15 M) and MgCl2 (0.15 M), and one trivalent salt – FeCl3 (0.10 M). All the tests were carried out in the same manner (solid/liquid = 1:10, for 20 min at 160 ° C). FeCl3 has a strong influence on the hemicellulose removal (91% of the hemicellulose was removed at 0.1 M FeCl3 for 20 min at 140 ° C). Also, as observed, the pretreatment with FeCl3 at minimum temperature can degrade as low as 9% cellulose.
4.2.8 Olive Tree
Olive tree is an affordable tree cultivated mostly in the Mediterranean countries [61]. Pruning is an important operation in olive tree which generates about 3000 kg/ha lignocellulosic biomass annually. Depending on production, culture, local uses, and other conditions, pruning of olive tree consists of thin branches and leaves in various proportion. With respect to the higher proportion of possibly fermentable carbohydrates, it can be taken as an appropriate raw material for bioethanol [11].
The metamorphosis of olive tree residues into fermentable sugars was examined by Cristóbal Cara et al. [18] using pretreatment method of dilute acid. Pretreatment at five levels of temperature ranging from 170 to 210 °C was performed on pruned olive tree for 10 min. There was addition of water to a 200 g quantity of the dry substrate in the ratio 5:1 (v/w) liquid-to-solid. After the pretreatment, cellulase enzyme was used for the hydrolysis. The maximum hydrolysis yield observed was 76.5% at 1.4% acid concentration and 210 ° C. The total sugar produced was given as 36.3 g sugar per 100 g feedstock at 1% H2SO4 acid concentration and 180 °C, indicating 75% of all sugars in the raw materials. These results were considerably improved in comparison with water pretreatment method.
Steam explosion pretreatment was studied on olive tree and further delignified by an alkaline peroxide pretreatment ([17]. The steam explosion pretreatment was examined by heating the 200 g of the biomass for 5 min at 190, 210, 230, and 240 °C. The mixture was filtered (after allowing it to cool down to 40 °C) to recover the solid from the liquid. A hot alkaline peroxide pretreatment (1% of hydrogen peroxide solution at 4% (w/v) solids level) was used to delignify the residue from the filtrate. The pretreatment at 80 °C continued for 45 min with addition of 4 M NaOH, then pH was adjusted to 11.5. The suspension was separated and cleaned until a neutral pH was achieved and then dried for sugar analysis. The maximum overall yield obtained by considering both glucose from the steam and sugars available in the liquid from the pretreatment was delignified and hydrolyzed, and 52.6% of the solid was achieved at the minimum steam explosion temperature.
4.2.9 Rice Husk
Rice is among the most widely produced crops worldwide, thereby releasing several tons of rice hulls [13]. The leading producer of rice is China, followed by India and Indonesia. According to Potumarthi et al. [59], rice hulls amount to about 28.6%, 28.6%, 24.4%, respectively, for cellulose, hemicellulose, and lignin with 18.4% extractive matter.
Biological pretreatment was studied on rice husk by Potumarthi et al. [59] in order to reduce sugar production using lignin peroxidase sourced from white rot fungus (Phanerochaete chrysosporium) and for microbial delignification. The simultaneous pretreatment was done by putting RH (2 g) inside a 250-ml Erlenmeyer flask which had in it mineral salt (100 ml) composed of urea, 0.3; glucose,10; CaCl2 2H2O, 0.4; (NH4)2SO4, 1.4; Tween 80, 0.2; MgSO4, 0.9; peptone,1; MnSO4, 0.15; ZnSO4, 0.03 g; FeSO4, 0.03; CoCl2, 0.002 thiamine hydrochloride 1; and CuSO4, 0.03. The medium was inoculated into the sterilized flasks. The mixtures were incubated for 26 days at 30 ° C and 150 rpm in an incubator for further analysis. The rice husk pretreated with fungal produced 895.9 mg/ml /2 g of rice hull with sugar reduction on day 18 of fungal pretreatment.
Also, the result of H2SO4 pretreatment on husks was investigated by Saha et al. [64]. The rice husk was milled and 3.0 g of it was dissolved in 15% (w/v) dilute sulfuric acid. Then, it was pretreated at 121 ° C in an autoclave at 140, 160, and 180 ° C predetermined temperatures. The treated husk was well balanced to pH of 5.0 with 10 M NaOH before it was hydrolyzed enzymatically. The monomeric sugar from rice husk gave a maximum yield of 287 (±3) mg per g with 60% yield base on overall carbohydrate. A 0.43 g bioethanol per gram of sugar was produced through fermentation of the rice husk hydrolysate by recombinant E. coli strain FBR 5.
5 Conclusion
The production of ethanol from lignocellulosic biomass has continued to gain more acceptance due to the advantages it offers over petroleum-derived ethanol. The choice of the pretreatment method ultimately defines the product yield and processing cost; therefore, a careful selection of the treatment method is not a mere routine matter. Among the physicochemical methods of biomass treatment, ammonia fiber explosion gives variety of advantages such as ammonia reusability, eradication of inhibitors, the elimination of detoxification stage, complete solid recovery, enhanced surface area, and wet-ability. However, this treatment method is limited by high cost and it is unsuitable for high lignin content biomasses; these deficiencies are eliminated when CO2 explosion and wet oxidation treatment methods are employed. The major chemical treatments for bioethanol production from lingo-cellulosic biomass are acid and alkaline, and both methods have been extensively researched. The use of dilute acids for treatments is preferred over the concentrated form due to the ability of the former to minimize the production of unwanted side products and eradicate the problems of equipment corrosion and toxins production. The advantages of alkaline treatment over acid treatment are low sugar degradation, higher cellulose digestibility, and lignin solubility. The optimum process conditions are often reached when biomass treatment methods are combined.
References
S. Abedinifar, K. Karimi, M. Khanahmadi, et al., Ethanol production by Mucor indicus and Rhizopus oryzae from rice straw by separate hydrolysis and fermentation. Biomass Bioenergy 33(5), 828–833 (2009)
A. Adekunle, V. Orsat, V. Raghavan, Lignocellulosic bioethanol: A review and design conceptualization study of production from cassava peels. Renew. Sust. Energy Rev. 64, 518–530 (2016)
O. Adesanya, K. Oluyemi, S. Josiah, et al., Ethanol production by Saccharomyces cerevisiae from cassava peel hydrolysate. Int. J. Microbiol. 5(1), 25–35 (2008)
V.B. Agbor, N. Cicek, R. Sparling, et al., Biomass pretreatment: Fundamentals toward application. Biotechnol. Adv. 29(6), 675–685 (2011)
H. Alizadeh, F. Teymouri, T.I. Gilbert, et al., Pretreatment of switchgrass by ammonia fiber explosion (AFEX). Appl. Biochem. Biotechnol. 124(1–3), 1133–1141 (2005)
P. Alvira, E. Tomás-Pejó, M. Ballesteros, et al., Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review. Bioresour. Technol. 101(13), 4851–4861 (2010)
H. Amiri, K. Karimi, H. Zilouei, Organosolv pretreatment of rice straw for efficient acetone, butanol, and ethanol production. Bioresour. Technol. 152, 450–456 (2014)
A. Atabani, A. Silitonga, H. Ong, et al., Non-edible vegetable oils: A critical evaluation of oil extraction, fatty acid compositions, biodiesel production, characteristics, engine performance and emissions production. Renew. Sust. Energy Rev. 18, 211–245 (2013)
F.M. Bagwan, K. Patil, S. Aanekar, et al., Treatment of lignocellulosic biomass to alter lignin content. Int. J. Eng. 10(1), 2017 (2017)
M. Balat, Production of bioethanol from lignocellulosic materials via the biochemical pathway: A review. Energy Convers. Manag. 52(2), 858–875 (2011)
I. Ballesteros, M. Ballesteros, C. Cara, et al., Effect of water extraction on sugars recovery from steam exploded olive tree pruning. Bioresour. Technol. 102(11), 6611–6616 (2011)
S. Banerjee, R. Sen, S. Mudliar, et al., Alkaline peroxide assisted wet air oxidation pretreatment approach to enhance enzymatic convertibility of rice husk. Biotechnol. Prog. 27(3), 691–697 (2011)
A. Bazargan, M. Bazargan, G. McKay, Optimization of rice husk pretreatment for energy production. Renew. Energy 77, 512–520 (2015)
E.B. Belal, Bioethanol production from rice straw residues. Braz. J. Microbiol. 44(1), 225–234 (2013)
P. Binod, R. Sindhu, R.R. Singhania, et al., Bioethanol production from rice straw: An overview. Bioresour. Technol. 101(13), 4767–4774 (2010)
T. Bridgeman, L. Darvell, J. Jones, et al., Influence of particle size on the analytical and chemical properties of two energy crops. Fuel 86(1–2), 60–72 (2007)
C. Cara, E. Ruiz, I. Ballesteros, et al., Enhanced enzymatic hydrolysis of olive tree wood by steam explosion and alkaline peroxide delignification. Process Biochem. 41(2), 423–429 (2006)
C. Cara, E. Ruiz, J.M. Oliva, et al., Conversion of olive tree biomass into fermentable sugars by dilute acid pretreatment and enzymatic saccharification. Bioresour. Technol. 99(6), 1869–1876 (2008)
A.K. Chandel, O.V. Singh, Weedy lignocellulosic feedstock and microbial metabolic engineering: Advancing the generation of ‘Biofuel’. Appl. Microbiol. Biotechnol. 89(5), 1289–1303 (2011)
V. Chaturvedi, P. Verma, An overview of key pretreatment processes employed for bioconversion of lignocellulosic biomass into biofuels and value added products. Biotech 3(5), 415–431 (2013)
F. Cherubini, G. Jungmeier, LCA of a biorefinery concept producing bioethanol, bioenergy, and chemicals from switchgrass. Int. J. Life Cycle Assess. 15(1), 53–66 (2010)
L. da Costa Sousa, S.P. Chundawat, V. Balan, et al., ‘Cradle-to-grave’assessment of existing lignocellulose pretreatment technologies. Curr. Opin. Biotechnol. 20(3), 339–347 (2009)
A.S.A. da Silva, H. Inoue, T. Endo, et al., Milling pretreatment of sugarcane bagasse and straw for enzymatic hydrolysis and ethanol fermentation. Bioresour. Technol. 101(19), 7402–7409 (2010)
B.E. Dale, C. Leong, T. Pham, et al., Hydrolysis of lignocellulosics at low enzyme levels: Application of the AFEX process. Bioresour. Technol. 56(1), 111–116 (1996)
M. Galbe, G. Zacchi, Pretreatment of Lignocellulosic Materials for Efficient Bioethanol Production Biofuels (Springer, 2007), pp. 41–65
A.M.R. Galletti, C. Antonetti, Biomass Pretreatment: Separation of Cellulose, Hemicellulose, and Lignin-Existing Technologies and Perspectives (From Biomass to Chemicals and Fuels, Biorefinery, 2012)
A. García, C. Cara, M. Moya, et al., Dilute sulphuric acid pretreatment and enzymatic hydrolysis of Jatropha curcas fruit shells for ethanol production. Ind. Crop. Product 53, 148–153 (2014)
A. Hendriks, G. Zeeman, Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour. Technol. 100(1), 10–18 (2009)
A. Hideno, H. Inoue, K. Tsukahara, et al., Wet disk milling pretreatment without sulfuric acid for enzymatic hydrolysis of rice straw. Bioresour. Technol. 100(10), 2706–2711 (2009)
T.C. Hsu, G.L. Guo, W.H. Chen, et al., Effect of dilute acid pretreatment of rice straw on structural properties and enzymatic hydrolysis. Bioresour. Technol. 101(13), 4907–4913 (2010)
N. Jacquet, G. Maniet, C. Vanderghem, et al., Application of steam explosion as pretreatment on lignocellulosic material: A review. Ind. Eng. Chem. Res. 54(10), 2593–2598 (2015)
C. Karunanithy, K. Muthukumarappan, Influence of extruder temperature and screw speed on pretreatment of corn Stover while varying enzymes and their ratios. Appl. Biochem. Biotechnol. 162(1), 264–279 (2010)
C. Karunanithy, K. Muthukumarappan, W.R. Gibbons, Effect of extruder screw speed, temperature, and enzyme levels on sugar recovery from different biomasses. ISRN Biotechnol. 2013, 942810 (2012)
D.R. Keshwani, J.J. Cheng, Switchgrass for bioethanol and other value-added applications: A review. Bioresour. Technol. 100(4), 1515–1523 (2009)
D.R. Keshwani, J.J. Cheng, Microwave-based alkali pretreatment of switchgrass and coastal bermudagrass for bioethanol production. Biotechnol. Prog. 26(3), 644–652 (2010)
S. Kim, B.E. Dale, Global potential bioethanol production from wasted crops and crop residues. Biomass Bioenergy 26(4), 361–375 (2004)
H.B. Klinke, L. Olsson, A.B. Thomsen, et al., Potential inhibitors from wet oxidation of wheat straw and their effect on ethanol production of Saccharomyces cerevisiae: Wet oxidation and fermentation by yeast. Biotechnol. Bioeng. 81(6), 738–747 (2003)
J.K. Ko, J.S. Bak, M.W. Jung, et al., Ethanol production from rice straw using optimized aqueous-ammonia soaking pretreatment and simultaneous saccharification and fermentation processes. Bioresour. Technol. 10(19), 4374–4380 (2009)
J. Kongkiattikajorn, B. Sornvoraweat, Comparative study of bioethanol production from cassava peels by monoculture and co-culture of yeast. Kasetsart J. (Nat. Sci.) 274, 268–274 (2011)
A.M.J. Kootstra, H.H. Beeftink, E.L. Scott, et al., Comparison of dilute mineral and organic acid pretreatment for enzymatic hydrolysis of wheat straw. Biochem. Eng. J. 46(2), 126–131 (2009)
S. Kuhar, L.M. Nair, R.C. Kuhad, et al., Pretreatment of lignocellulosic material with fungi capable of higher lignin degradation and lower carbohydrate degradation improves substrate acid hydrolysis and the eventual conversion to ethanol. Can. J. Microbiol. 54(4), 305–313 (2008)
P. Kumar, D.M. Barrett, M.J. Delwiche, et al., Methods for pretreatment of lignocellulosic biomass for efficient hydrolysis and biofuel production. Ind. Eng. Chem. Res. 48(8), 3713–3729 (2009)
Q. Li, X. Jiang, Y. He, et al., Evaluation of the biocompatibile ionic liquid 1-methyl-3-methylimidazolium dimethylphosphite pretreatment of corn cob for improved saccharification. Appl. Microbiol. Biotechnol. 87(1), 117–126 (2010)
Z. Lin, H. Huang, H. Zhang, et al., Ball milling pretreatment of corn stover for enhancing the efficiency of enzymatic hydrolysis. Appl. Biochem. Biotechnol. 162(7), 1872–1880 (2010)
L. Liu, J. Sun, C. Cai, et al., Corn stover pretreatment by inorganic salts and its effects on hemicellulose and cellulose degradation. Bioresour. Technol. 100(23), 5865–5871 (2009)
T.A. Lloyd, C.E. Wyman, Combined sugar yields for dilute sulfuric acid pretreatment of corn stover followed by enzymatic hydrolysis of the remaining solids. Bioresour. Technol. 96(18), 1967–1977 (2005)
X. Lu, Y. Zhang, I. Angelidaki, Optimization of H2SO4-catalyzed hydrothermal pretreatment of rapeseed straw for bioconversion to ethanol: Focusing on pretreatment at high solids content. Bioresour. Technol. 100(12), 3048–3053 (2009)
S. Mani, L.G. Tabil, S. Sokhansanj, Grinding performance and physical properties of wheat and barley straws, corn stover and switchgrass. Biomass Bioenergy 27(4), 339–352 (2004)
A. Marasabessy, A.M.J. Kootstra, J.P. Sanders, et al., Dilute H 2 SO 4-catalyzed hydrothermal pretreatment to enhance enzymatic digestibility of Jatropha curcas fruit hull for ethanol fermentation. Int. J. Energy Environ. Eng. 3(1), 15 (2012)
M. Martín, I.E. Grossmann, Energy optimization of bioethanol production via gasification of switchgrass. AICHE J. 57(12), 3408–3428 (2011)
D.P. Maurya, S. Vats, S. Rai, et al., Optimization of enzymatic saccharification of microwave pretreated sugarcane tops through response surface methodology for biofuel. Indian J. Exp. Biol. 51(11), 992–996 (2013)
S.H. Mood, A.H. Golfeshan, M. Tabatabaei, et al., Lignocellulosic biomass to bioethanol, a comprehensive review with a focus on pretreatment. Renew. Sust. Energy Rev. 27, 77–93 (2013)
F. Moradi, H. Amiri, S. Soleimanian-Zad, et al., Improvement of acetone, butanol and ethanol production from rice straw by acid and alkaline pretreatments. Fuel 112, 8–13 (2013)
A. Morone, G. Sharma, A. Sharma, et al., Evaluation, applicability and optimization of advanced oxidation process for pretreatment of rice straw and its effect on cellulose digestibility. Renew. Energy 120, 88–97 (2018)
N. Mosier, C. Wyman, B. Dale, et al., Features of promising technologies for pretreatment of lignocellulosic biomass. Bioresour. Technol. 96(6), 673–686 (2005)
J. Nigam, Ethanol production from wheat straw hemicellulose hydrolysate by Pichia stipitis. J. Biotechnol. 87(1), 17–27 (2001)
E. Nuwamanya, L. Chiwona-Karltun, R.S. Kawuki, et al., Bio-ethanol production from non-food parts of cassava (Manihot esculenta Crantz). Ambio 41(3), 262–270 (2012)
J.Y. Park, R. Shiroma, M.I. Al-Haq, et al., A novel lime pretreatment for subsequent bioethanol production from rice straw–calcium capturing by carbonation (CaCCO) process. Bioresour. Technol. 101(17), 6805–6811 (2010)
R. Potumarthi, R.R. Baadhe, P. Nayak, et al., Simultaneous pretreatment and sacchariffication of rice husk by Phanerochete chrysosporium for improved production of reducing sugars. Bioresour. Technol. 128, 113–117 (2013)
H. Rabemanolontsoa, S. Saka, Various pretreatments of lignocellulosics. Bioresour. Technol. 199, 83–91 (2016)
E. Ruiz, C. Cara, M. Ballesteros, et al., Ethanol production from pretreated olive tree wood and sunflower stalks by an SSF process. Appl. Biochem. Biotechnol. 130(1–3), 631–643 (2006)
B.C. Saha, M.A. Cotta, Ethanol production from alkaline peroxide pretreated enzymatically saccharified wheat straw. Biotechnol. Prog. 22(2), 449–453 (2006)
B.C. Saha, L.B. Iten, M.A. Cotta, et al., Dilute acid pretreatment, enzymatic saccharification and fermentation of wheat straw to ethanol. Process Biochem. 40(12), 3693–3700 (2005a)
B.C. Saha, L.B. Iten, M.A. Cotta, et al., Dilute acid pretreatment, enzymatic saccharification, and fermentation of rice hulls to ethanol. Biotechnol. Prog. 21(3), 816–822 (2005b)
N. Sarkar, S.K. Ghosh, S. Bannerjee, et al., Bioethanol production from agricultural wastes: An overview. Renew. Energy 37(1), 19–27 (2012)
R. Sun, J. Tomkinson, Comparative study of lignins isolated by alkali and ultrasound-assisted alkali extractions from wheat straw. Ultrason. Sonochem. 9(2), 85–93 (2002)
Y. Sun, J. Cheng, Hydrolysis of lignocellulosic materials for ethanol production: A review. Bioresour. Technol. 83(1), 1–11 (2002)
M.J. Taherzadeh, K. Karimi, Pretreatment of lignocellulosic wastes to improve ethanol and biogas production: A review. Int. J. Mol. Sci. 9(9), 1621–1651 (2008)
E. Tomás-Pejó, J.M. Oliva, M. Ballesteros, et al., Comparison of SHF and SSF processes from steam-exploded wheat straw for ethanol production by xylose-fermenting and robust glucose-fermenting Saccharomyces cerevisiae strains. Biotechnol. Bioeng. 100(6), 1122–1131 (2008)
A. Ubalua, Cassava wastes: Treatment options and value addition alternatives. Afr. J. Biotechnol. 6(18), 2065–2073 (2007)
E. Varga, A.S. Schmidt, K. Réczey, et al., Pretreatment of corn stover using wet oxidation to enhance enzymatic digestibility. Appl. Biochem. Biotechnol. 104(1), 37–50 (2003)
E. Viola, F. Zimbardi, M. Cardinale, et al., Processing cereal straws by steam explosion in a pilot plant to enhance digestibility in ruminants. Bioresour. Technol. 99(4), 681–689 (2008)
E.M. Visser, D. Oliveira Filho, M.R. Tótola, et al., Simultaneous saccharification and fermentation (SSF) of Jatropha curcas shells: Utilization of co-products from the biodiesel production process. Bioprocess Biosyst. Eng. 35(5), 801–807 (2012)
C. Wan, Y. Zhou, Y. Li, Liquid hot water and alkaline pretreatment of soybean straw for improving cellulose digestibility. Bioresour. Technol. 102(10), 6254–6259 (2011)
Z. Wang, D.R. Keshwani, A.P. Redding, et al., Sodium hydroxide pretreatment and enzymatic hydrolysis of coastal Bermuda grass. Bioresour. Technol. 101(10), 3583–3585 (2010)
S.G. Wi, I.S. Choi, K.H. Kim, et al., Bioethanol production from rice straw by popping pretreatment. Biotechnol. Biofuels 6(1), 166 (2013)
N. Xie, N. Jiang, M. Zhang, et al., Effect of different pretreatment methods of corncob on bioethanol production and enzyme recovery. Cellul. Chem. Technol. 48(3), 313–319 (2014)
J. Xu, H. Chen, Z. Kádár, et al., Optimization of microwave pretreatment on wheat straw for ethanol production. Biomass Bioenergy 35(9), 3859–3864 (2011)
J. Xu, J.J. Cheng, Pretreatment of switchgrass for sugar production with the combination of sodium hydroxide and lime. Bioresour. Technol. 102(4), 3861–3868 (2011)
B. Yang, C.E. Wyman, Effect of xylan and lignin removal by batch and flowthrough pretreatment on the enzymatic digestibility of corn stover cellulose. Biotechnol. Bioeng. 86(1), 88–98 (2004)
Y. Yang, R. Sharma-Shivappa, J.C. Burns, et al., Dilute acid pretreatment of oven-dried switchgrass germplasms for bioethanol production. Energy Fuel 23(7), 3759–3766 (2009)
J. Yoo, Technical and Economical Assessment of Thermo-Mechanical Extrusion Pretreatment for Cellulosic Ethanol Production (Kansas State University, 2011)
N. Yoswathana, P. Phuriphipat, P. Treyawutthiwat, et al., Bioethanol production from rice straw. Energy Res. J. 1(1), 26 (2010)
M. Yu, A. Womac, C. Igathinathane, et al., Switchgrass ultimate stresses at typical biomass conditions available for processing. Biomass Bioenergy 30(3), 214–219 (2006)
S. Zhang, Y. Xu, M.A. Hanna, Pretreatment of corn stover with twin-screw extrusion followed by enzymatic saccharification. Appl. Biochem. Biotechnol. 166(2), 458–469 (2012)
X. Zhao, K. Cheng, D. Liu, Organosolv pretreatment of lignocellulosic biomass for enzymatic hydrolysis. Appl. Microbiol. Biotechnol. 82(5), 815 (2009)
J. Zheng, L. Rehmann, Extrusion pretreatment of lignocellulosic biomass: A review. Int. J. Mol. Sci. 15(10), 18967–18984 (2014)
Y. Zheng, H.M. Lin, G.T. Tsao, Pretreatment for cellulose hydrolysis by carbon dioxide explosion. Biotechnol. Prog. 14(6), 890–896 (1998)
Z. Hu, Z. Wen, Enhancing enzymatic digestibility of switchgrass by microwave-assisted alkali pretreatment. Biochem. Eng. J. 38(3), 369–378 (2008)
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Aransiola, E.F., Shittu, T.D., Oyewusi, T.F., Adetoyese, A.O., Fagbeyiro, O.S., Eyibio, U.P. (2020). Lignocellulosic Pretreatment Methods for Bioethanol Production. In: Daramola, M., Ayeni, A. (eds) Valorization of Biomass to Value-Added Commodities. Green Energy and Technology. Springer, Cham. https://doi.org/10.1007/978-3-030-38032-8_8
Download citation
DOI: https://doi.org/10.1007/978-3-030-38032-8_8
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-38031-1
Online ISBN: 978-3-030-38032-8
eBook Packages: EnergyEnergy (R0)