
Abstract
Agricultural waste, such as rice husk (RH), can be utilized directly or by converting it into various value-added chemicals or functional materials. This minireview has two main objectives: the first is to provide collective information about conversion of RH to value-added products via chemical treatments and the second is to enlist with discussion the various functional materials derived from RH. The chemical treatments help remove recalcitrant structure of lignin and allow carbon-rich organic compounds to separate from RH. The useful products obtained from RH through this method are xylooligosaccharides, bioethanol, levulinic acid, butyric acid, vanillin, benzoic acid, etc. The production of functional materials does not require pretreatment of RH. In this method, RH is combined with metals, non-metals, or their oxides to obtain the functional materials. Due to their porous nature, these RH-based functional materials are used in various applications, such as micro- or nano-adsorbents for the removal of harmful organic and inorganic pollutants; as catalysts because of their active catalytic sites; and as electrode materials because of their high surface area and good carbon quality. In this review, the relevant and latest reports about these applications are discussed with critical analysis.
Graphical Abstract

Highlights
-
Rice husk (RH) is a useful agricultural waste.
-
RH can be transformed into useful materials for various applications.
-
Value-added chemicals can be obtained on suitable treatment of RH.
-
RH can be used as a raw material in small industries.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Waste management involves a series of processes that are monitored to maintain and regulate proper disposal of wastes, including collection, transportation, and treatment. The purpose of these processes is to make waste harmless to human and environment. A variety of wastes, like agricultural (Duque-Acevedo et al. 2020), biomedical (Ilyas et al. 2020), electronic (Nithya et al. 2021), food (Aldaco et al. 2020), household (Knickmeyer 2020), industrial (Gaur et al. 2020), nuclear (Suh et al. 2020), marine (Balitaan et al. 2020), and gaseous (Bakonyi et al. 2020), need to be disposed or recycled taking into consideration the environmental concerns. If not properly dealt it finally ends up as an unwanted material in a huge landfill and it pollutes the environment; hence, better planning is needed for its disposal (Nehrenheim 2014). Wastes can also be processed into valuable materials in some cases through regulated practice and by having some knowledge about its nature. In particular, the agricultural waste biomass can be used as functional materials or can be converted to a number of valuable products upon various treatments. Some of the unwanted agricultural biomass (agro wastes), such as rice straw, rice husk (RH), sugarcane bagasse, etc., get accumulated after each harvesting season and they need to be disposed properly. They are usually burnt to free the land space for next agricultural cycle and this method of disposal is not environment friendly. But they can be collected, modified, and utilized to produce some valuable materials. RH is the hard covering of silica and lignin which shields the rice during its growth. Burning of RH produces high ash content (92 to 95% silica) which is porous with high surface area (Azadi et al. 2011; Phonphuak et al. 2015). Due to their adsorbing and insulating properties, RH is useful for many industrial applications. The 2019/2020 crop year data showed that 497.7 million metric tons of milled rice was produced all over the world and India stands as the second largest producer of rice (Bhuvaneshwari et al. 2019). Environmental pollution due to mismanagement of waste from rice production is a serious problem, and thus, utilizing it for obtaining useful products instead of disposing or burning will be a good waste managing practice. As RH may induce irritation in the gut of animals due to their high fiber and silica content, it is usually not recommended for cattle feed owing to its low digestibility and low protein content (Vadiveloo et al. 2009). Studies reported that RH can be used for weight gain in birds. However, this cannot be the sole supplement and additives are required to complete their diet (Rezaei et al. 2014). Hence, utilizing RH as raw material for production of valuable substances does not interfere with feeding habits of animals.
Herein, we have reviewed most of recent reports in the literature about the use of RH as such or transformed into other materials for various interesting applications. We have also reviewed the various chemicals derived from RH. The valorization of any waste material into useful products is very important as it not only solves the waste disposal problem but also can generate some income. A considerable number of reports on the RH or RH-derived materials prove that this agricultural waste can be easily transformed into number of useful products. The collective information provided in this review points out the significance of RH as raw material for the preparation of useful materials applicable in different fields.
Rice Husk (RH)
RH contains 25–35% of cellulose, 18–21% of hemicellulose, 26–31% of lignin, and 15–25% of silica (Beaino et al. 2022). RH is used as it is, for example, as an organic fertilizer (Geethakarthi 2021). RH does not affect plant growth regulation in direct means, but it can be used as a medium for gardening because it allows drainage and retains less water. It is also used in some pillow stuffing, brewing beer, for making cardboards, cutleries, etc. (Liu et al. 2016). Suhot et al. (2021) reviewed the use of RH to improve properties of polymers which can be thereafter used in photonics, construction materials, automotive, furniture, etc. However, a durability check is required to conclude their exact application (Suhot et al. 2021). Akhter et al. (2021) reviewed RH as a green material for construction and also mentioned RH-derived material as a catalyst in the transesterification of fatty acids to give biodiesel (Akhter et al. 2021). Bisht et al. (2020) reviewed the application of RH as a fiber with various polymers and techniques that can further enhance the mechanical properties of RH. This study throws light on the preparation of RH-based bio-composites and their applications (Bisht et al. 2020). Prasara et al. (2017) reviewed RH as an economical fuel source which is obtained on direct combustion and gasification. It is also a good source for electricity generation (Prasara et al. 2017). Most often RH is burnt to ash and fly ash. Fly ash is the lighter ash content which sticks to the chimney. Amran et al. (2021) reviewed fly ash-based materials from various sources, like coal, agricultural waste, slag, etc., and RH was also focused with respect to the formation of fly ash (Amran et al. 2021). The ash that is of higher weight is widely used in ceramic industry by extracting silica (Hossain et al. 2018) and producing silica-based materials (Shen 2017).
Goodman et al. (2020) reviewed about the overall composition and conversion of RH and rice straw using different methods to obtain value-added products. These include agricultural amendments (medium for mushroom production, animal husbandry, soil treatments, etc.), energy production (fuel, alcohol etc.), environmental adsorbents, construction materials (additives, abrasive agent etc.), and various speciality products (silica, lactic acid, xylitol, levulinic acid, etc.) (Goodman et al. 2020). The applications of RH in various forms are shown in Fig. 1.

Applications of RH in its various forms
The most widely used products of RH are silica, activated carbon (AC), and rice husk ash (RHA) and to some extent carbonized rice husk (CRH). Silica is an important product of RH as it is used in many industries, like ceramic industry, cosmetics, as an anticaking agent in food industries, for vulcanizing rubber, as thermal insulators, as fillers for composite, paint industries, electronics, etc. When silica is prepared at high temperatures above 1100 °C, crystalline silica (Nabil et al. 2018) is obtained and on the other hand amorphous silica (Yalçin et al. 2001) is prepared between 500 and 900 °C. Mesoporous silica which is synthesized using tetraethyl orthosilicate (or its derivatives) is a relatively expensive silica source (Costa et al. 2019). Hence, RH a cheap and abundantly available silica source is utilized by many researchers. RH being cost-effective, easily available, eco-friendly, and rich in silica can also act as bio-adsorbent (Abdel-Khalek et al. 2020).
Silica can be prepared to produce nanofluids which finds application in solar thermal installations, automobiles, electronic cooling, biomedicines, etc. (Zhang et al. 2016). The silica content from RH is extracted mainly by alkali treatment. Along with silica (SiO2), silicon (Si), silicon carbide (SiC), and silicon nitride (Si3N4) are also synthesized using following chemical treatments shown in Scheme 1.

Conversion of silica to useful silica derivatives (Patil et al. 2017)
Many studies have also reported AC sorption (El-Bery et al. 2022). These AC can be formed from lignocellulosic materials. Although so many other methods have been developed for the removal of pollutants, adsorption is considered to be one of the profitable as well as flexible methods due to its high efficiency, low cost, low maintenance, and superior regeneration capacity (Demirbas et al. 2008).
A few works have been published that report the burning of RH at high temperature to produce AC, which is an excellent adsorbent and is extensively used in various industries (Cheah et al. 2016; Menya et al. 2018; Alam 2020). AC has a porous structure which makes it suitable for adsorption of metals, organic waste, etc., as well as for catalytic purposes. There are many types of AC which are granular AC, powdered carbon, extruded carbon, etc. Higher the internal surface of the carbon, higher is the effectiveness and mostly has an internal surface area of 500 to 1500 m2/g or even more. ACs have wide applications, like waste water treatment, air purification, purifying electroplating solutions, as an ingredient in cosmetics and medicines, in fuel storage, as catalysts, in industries, etc. (Delgado et al. 2015). AC obtained from RH can show possible use in supercapacitors and electrodes for lithium ion batteries (LIBs) (Chen et al. 2021). Thermal decomposition of biomass under a limited supply of oxygen is called carbonization. CRH is obtained by combustion of RH at 700 °C (Ismagilov et al. 2009) and is carried out in the presence of CO2 or steam, or a mixture of both to remove non-carbon elements, such as nitrogen, oxygen, and hydrogen thereby creating pores. This material when activated using some agents helps in the removal of disordered carbon which might block the pores in CRH (Yang et al. 2010). Due to the high adsorbing capacity of CRH, it is mainly used as soil fertilizer as well as a soil substrate. Studies conducted on characterization of raw rice husk and CRH show that the latter one is around 30% finer. Hydrothermal carbonization is a process of breaking down plant cell wall which leads to rapid conversion of biomass into carbon-rich product (Heidari et al. 2019), such as biochar (Hossain et al. 2020).
Every 100 kg of RH burnt in a boiler will yield about 25 kg of RHA (Singh 2018). RHA has several applications and there are already a few reviews on the same. The applications include using RHA in refractory industry to produce bricks (Munir et al. 2021) and concrete materials (Siddika et al. 2018, 2021; Elakkiah 2019). Moayedi et al. (2019) reviewed RHA as a compatible concrete material due to its pozzolanic property as it contains 90% silica making it highly amorphous with greater surface area (Moayedi et al. 2019). Fapohunda et al. (2017) reviewed applications of RHA as concrete materials. This study reviewed that RHA is capable of producing more porous and thermally stable bricks as it lowers the compressive strength and density of the specimen. This study mentioned RHA as an alternative source for Portland cement which can help in environmental friendly construction of roads and buildings (Fapohunda et al. 2017). These can serve as alternatives for construction of roads where the traffic load is less or in rural areas where there is a shortage of cement. The geographical location of crop and the parameters used to prepare RHA is an important aspect to be noted to fix their properties. RHA has proven to be corrosion resistant and hence cracking can be prevented (Saraswathy et al. 2007; Moayedi et al. 2019). The presence of SiO2 in RHA can prevent the massive ecological issue of the cement industries since the former can be used as cement or their additives. However, due to different conditions of heating, it is important to check the durability of these cementitious material. The various durability testing parameters are permeability of fluid, shrinkage of the material, thermal conductivity and resistance, fire resistance, effects of high and low temperatures, acid attack, etc.
Apart from the above-mentioned products from RH, several other products are also possible since they are carbon-rich materials. RH also contains lignocellulosic biomass, which resists degradation due to the strong crosslinked structures of three polymers—lignin (1), cellulose (2), and hemicellulose (3) (Fig. 2) via ether and ester linkages in the plant cell wall. Hence, it becomes important to remove the crosslinks before processing of RH to useful chemicals. Pretreatment is one such technique which can help in separating the components (lignin, cellulose and hemicellulose) or by removing lignin and make cellulose and hemicellulose more accessible to enzymes to obtain useful products (Cheng and Stomp 2009).

1: Lignin; 2: cellulose; and 3: hemicellulose
In the next section, the first objective of this minireview, i.e., valorization of RH through chemical treatments, will be focused.
Conversion of RH into Value-Added Chemicals
There are several types of pretreatments, such as acid, alkaline, hydrothermal, steam, washing at high temperature, ionic liquids (ILs), etc. The chemical treatments are more commonly used than thermal treatments (Shamsollahi et al. 2019). Alkaline pretreatment is required to remove silica from surface of RH as removal of it results in higher porosity of the carbonaceous surface which gives better adsorbing AC (Bakar et al. 2020). Alkaline pretreatments are usually recommended more than acid pretreatments due to their capability of removing more lignin (Baruah et al. 2018). But alkaline pretreatment stands with a disadvantage as it requires a lot of water to bring the final pH to 7. Acid pretreatments do not require a lot of water washings but both acid and alkaline pretreatments cause corrosions in their upscaling. Because of these reasons, alternative methods are preferred. One of the methods is to pretreat RH lignocellulosic biomass with ILs. ILs are salts with usually low melting points or mostly liquid at room temperature. They are composed of an organic cation and an inorganic or organic anion. Advantages of ILs over other processing reagents are that they are recyclable, non-volatile, and less corrosive (Gholami et al. 2020). ILs are effective in partially dissolving these polymeric lignocellulosic structures because of their ability to breakdown inter- and intramolecular lignocellulosic hydrogen bonds in biomass (Hasanov et al. 2020). Previous studies have proved that pretreatment of RH increases the capability, adsorption capacity, stability, as well as chelating capacity (Acharya et al. 2018). A comparative study of adsorption of Cd ion using untreated and pretreated RH showed that when RH was pretreated with K2CO3 the final material was capable of adsorbing 97% Cd(II) ion, and on the other hand the untreated RH was capable of adsorbing only 33% (Akhtar et al. 2010). Tarley et al. (2004) also reported that alkaline pretreated RH could adsorb 75% of Cd(II) ions compared to the untreated RH which could adsorb only 40% of Cd(II) ions. These studies could prove that pretreatment is important to improve the adsorption efficiency of the RH (Tarley et al. 2004). Few recent methods of chemical treatments followed by extraction of value-added chemical products have been discussed in Table 1.
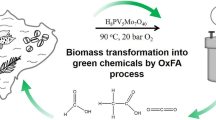
Table 1 details the various chemical treatments for conversion of RH into useful products. Some of the products (1–13 and 15–24) that are formed from RH after treating them with chemical methods are shown in Fig. 3. Tiwari et al. (2022) reported bioethanol production up to 32.61 ± 0.45 g/L using Klebsiella oxytoca ATCC 13,182 (a biological pretreatment), and when beef extract was provided as the nitrogen supplement, bioethanol yield increased to 43.23 ± 0.7 g/L (Tiwari et al. 2022). Peiris et al. (2021) reported removal of K and Cl from RH through washing pretreatment. Even if high amounts of water is used, the hot condensate could be returned after the process which could be a good source of washing medium. On the other hand, the leachate contains K and Cl which can be used as a good fertilizer (Peiris et al. 2021).

Various products obtained from rice husk; 4: glucose; 5: xylose; 6: arabinose; 7: formic acid; 8: acetic acid; 9: propanoic acid; 10: butyric acid; 11: levulinic acid; 12: furfural; 13: 5-hydroxymethylfurfural; 15: xylan; 16: xylooligosaccharides; 17: phenolic esters; 18: vanillin; 19: benzoic acid; 20: vanillic acid; 21: p-OH-benzaldehyde; 22: 8-O-4’-diferulic acid; 23: trans-ferulic acid; 24: protocatechuic aldehyde
Ang et al. (2013) reported a comparative study of pretreatments using acids and showed the decreasing order as below: HCl > HNO3 > H2SO4. Rest all reagents (CH3COOH, H3PO4, NaOH, and Ca(OH)2) gave less than 1 mg/mL of total reducing sugars (TRSs) (Ang et al. 2013). In alkaline hydrolysis of RH, very low levels of TRS was detected because it hydrolyzed the cellulose and hemicellulose fractionally. Metal impurities, like Fe, Mn, Ca, Na, K, and Mg, were removed during HCl and H2SO4 pretreatments (Bakar et al. 2016). Gonzales et al. (2017) reported that when cellulase was increased from 0.1 mg to 1 mg/mL, only 8% of H2 production occurred indicating that less amounts of cellulase are enough. Organic acids, like butyric (10), propanoic (9), formic (7) and acetic (8), were produced during fermentation. H2 was produced via the acetate and butyrate production routes, respectively (Gonzales et al. 2017).
Park et al. (2021) used NaOH and KOH for alkaline leaching and both were compared. It was found that KOH at higher concentrations achieved the saturation in yield, whereas for NaOH the saturation in silica yield was achieved at lower concentrations. Impurities, like CaO, K2O, SO3, and MgO, were leached with NaOH treatment and resulted in obtaining silica (Park et al. 2021). KOH activated samples had high specific area and larger pore volumes (Shrestha et al. 2019). Jayapal et al. (2013) reported that NaOH produces more xylan (Jayapal et al. 2013). Klangpetch et al. (2022) reported that 2% NaOH is enough to produce xylooligosaccharides (XOS) under microwave conditions at 25 °C (Klangpetch et al. 2022). However, Khat-udomkiri et al. (2018) reported 12% NaOH and a high temperature of 133.64 °C for XOS production. This study also reported that alkaline pretreatment breaks the ester bonds in lignin and hemicellulose, leading to increased xylan and lignin solubility (Khat-udomkiri et al. 2018). The alkaline and the control treatment gave immobilization up to 23% at 36 h (Trujillo-Ramírez et al. 2022). This same study reported a comparison between acid, alkaline, and untreated RH with respect to immobilization of yeast cells. The maximum support efficiency occurred in the case of acid which was 44.99% compared to the case of alkaline which was 23.25% at 36 h. The untreated RH gave maximum support efficiency up to 23.43% at 36 h.
Some ILs that are used recently in the valorization of RH are shown in Fig. 4. They are capable of forming bonds with the lignocellulosic materials and hence can help remove the recalcitrant nature of the lignin (Rajamani et al. 2021). There are not many literatures that report ILs to be a solvent for RH valorization. The reason can be that RH has SiO2 more than carbohydrates so the capital cost might increase. However, the few literatures available in recent years are reported below. ILs possessing a proton in the cation or bisulfate, dihydrogen phosphate, etc., in the anion are categorized as acidic IL. Acidic ILs are more beneficial compared to the neutral ones as the protonated cation interacts with the lignocellulose.

Ionic liquids used for valorizing rice husk. 25: [Bmim][Cl] = 1-butyl-3-methylimidazolium chloride ([Bmim][Cl]); 26: [C8C1Py][Cl] = 1-octyl-3-methylpyridinium chloride; 27: [C4(Mim)2][2HSO4] = 1,1-Bis(3-methylimidazolium-1-yl) butylene hydrogensulfate; 28: [Bmim][HSO4] = 1-butyl-3-methylimidazolium hydrogensulfate; 29: ImmHSO4-IL = immobilized imidazolium acidic ionic liquid with HSO4 anion
Wang et al. (2021) reported that 376.55% improvement in the product yield was observed when 1-butyl-3-methylimidazolium chloride ([Bmim][Cl]) (25) was used alone compared to the untreated one. However, this study did not use an acidic IL which could have been tested to see the comparative studies, instead HCl was added to this IL (Wang et al. 2021). Zhao et al. (2019) reported that addition of FeCl3 to [Bmim][Cl] could convert xylose to give 75% furfural (conversion of xylose = 99% at 140 °C) (Zhao et al. 2019). Liu et al. (2022) used an immobilized IL prepared on a silica carrier named as Imm-HSO4 (29). This IL could undergo four cycles with good efficiency up to 74.6% furfural from RH. With the addition of AlCl3 to the IL, 1-octyl-3-methylpyridinium chloride ([C8C1Py][Cl]) (26), the yield of TRS was only 2% higher than what was reported when IL was used alone. This proves that addition of metal was not required to get good conversion and these metal chlorides can be avoided (Liu et al. 2022). Pyridinium-based IL with C8 alkyl chain was found to be biodegradable (Docherty et al. 2010, 2015). The dicationic IL, 1,1-bis(3-methylimidazolium-1-yl) butylene hydrogensulfate ([C4(Mim)2][2HSO4]) (27), is less thermally stable compared to the monocationic IL, 1-butyl-3-methylimidazolium hydrogensulfate ([Bmim][HSO4]) (28). But the temperature used by Ullah et al. (2019) was only 100 °C and hence the dicationic IL could be used. The dicationic IL was capable of 26% lignin extraction and the monocationic IL was capable of only 16% lignin extraction. This can be due to the higher acidity of the dicationic IL containing two moles of bisulfate anion. The acidic species help break the ether linkage between lignin and hemicellulose moieties, and thus, more lignin can be extracted. The ultrasonication gave higher extraction yields than the corresponding conventional method because of the cavitation induced in the former case which is responsible for the formation of free radicals. These free radicals help in the deconstruction of the lignocellulosic material (Ullah et al. 2019).
RH-based Functional Materials and Their Applications
The additional property of a foreign substance in RH makes it a better material. They have been used as catalysts as well as adsorbents for removing pollutants (metal ions, dyes, drugs, gases etc.). Many methods have been studied for the extraction of pollutants from the environment, such as solvent extraction (Khataei et al. 2022), ionic exchange resins (Czupryński et al. 2022), and liquid emulsion membrane (Zaulkiflee et al. 2022). RHA obtained by burning RHs can be further modified by addition of metal oxides to enhance the adsorption and desorption capacities. Release of several amounts of untreated dye waste water from the industries cause serious environmental issues. The toxic and carcinogenic effects of this water cause several hazardous problems to the aquatic life and also human health. Dyes have complex structure, are synthetic in origin, and are highly soluble in water. Hence, it is a challenge to remove dyes from the waste water. The removal of drugs mainly antibiotics from waste water is important because these can cause the microorganisms to become resistant toward them (Yang et al. 2021). The functional materials due to the presence of large surface area can be used as electrode materials as well. Shamsollahi et al. (2019) reviewed RH being used as adsorbents as well as an immobilization system which makes it a functional biocatalyst that could be easily separated and recycled. The benefit of RH is that it is resistant to microbial and fungal attack (Shamsollahi et al. 2019). Table 2 enlists the applications of RH-based functional materials which are produced after addition of metals, non-metals, or their oxides. RH can be added along with metals, non-metals, or their oxides for many applications, such as support for catalysts, removal of metal ions from waste waters, adsorption of organic dyes, adsorption of metal oxide nanoparticles, adsorption of methane and antibiotics (β-lactam amoxicillin), etc.
Lignocellulosic bio-oils can replace fossil fuels but due to the polymerizing nature of some oxygenates, like furfural (12), make them unstable (Tang et al. 2008; Zhang et al. 2013). For this reason furfurals should be converted to a more stable component by reacting them with acids, like acetic acid (8) to give furfuryl acetate (30) along with a byproduct furfuryl alcohol (31). Mild acidic catalyst should be used because stronger ones may cause polymerization instead of one-pot hydrogenation esterification (OHE). Hashim et al. (2020) reported a catalyst which consists of SiO2 (derived from RH) along with some metals for OHE reaction (Scheme 2). The catalysts tested in this study gave the following activity order: RHSiO2-Cu < RHSiO2-Cu-Al < RHSiO2-Cu-Al–Mg. The catalyst with the three metals Cu, Al, and Mg showed the best results but even this catalyst lost significant activity after recycling it (Hashim et al. 2020).

Conversion of furfural to the corresponding furfuryl acetate (30) and furfuryl alcohol (31)
Shu et al. (2019) reported that the use of oxides of Mn-Ce on AC derived from RH was selective toward the reduction of NOx with ammonia. High chemisorbed oxygen content, high Mn+4/Mn+3 ratios, more Brønsted acid sites and increased redox activity improved the catalytic performance (Shu et al. 2019). Siriworarat et al. (2017) reported CO2 conversion to methanol. Cu/Zn were loaded together on the MCM-41 support which was used as a catalyst and the promotor was Pd where increase in Pd content increased the amount of methanol. Synthesis of MCM-41 and (F)MCM-41 was carried out using sol–gel method and flame spray pyrolysis, respectively. The former one had larger surface area and agglomeration of metal oxides occurred in case of (F)MCM-41 catalyst (Siriworarat et al. 2017). Another study by Bonura et al. (2014) reported a much higher yield of methanol from CO2, but the pressure was almost three times higher than that used in Siriworarat et al. 2017.
Nanoparticles (NPs) due to their large surface area and their capacity to adsorb toxins from water are being widely used as adsorbents. Heavy metals are non-biodegradable and can bioaccumulate, which would pass through the food chain and in turn cause serious diseases and disorders. Although AC is a good adsorbent, it is costly and there is loss in regeneration; therefore, RHA which is easily available in huge amounts can serve as an effective bio-adsorbent. Arsenic arises due to natural and anthropological activities which may lead to severe health conditions, such as skin cancer, lungs and brain damage, intestine irritation, and decreased levels of red and white blood cells formation. Arsenic is widely used in many industries, such as textiles, alloying agents, metal adhesives, wood preservatives, pesticides, etc. FeO being cheap, easily available, and having high affinity than any other metal oxide is being used either singly or as a mixture of FeO with another adsorbent (Chai et al. 2013). It was observed that the magnetic property of FeO NPs helps it bind arsenic ions through electrostatic attraction and due to this property it can be recovered easily (Pillai et al. 2020). Xiang et al. (2018) reported removal of cadmium ions which is present in waste waters of industries and is highly toxic. Non-toxic and eco-friendly MgO is impregnated on RH biochar which could enhance the removal of Cd (II) ions from waste water (Xiang et al. 2018). RHA-alumina composite was capable of removing uranium (VI) ions (Youssef et al. 2018).
Coal-fired power plants release huge amounts of Hg which shows long retention time in the environment leading to acid rains and formation of photochemical smog (Zhang et al. 2017). Hg0 due to its high stability is hard to be removed from the environment. Chen et al. (2019) used copper ions recycled from panel industrial waste water which were incorporated into RH-derived silica particles via the silicate-exfoliation method. This material could successfully remove Hg0. The coal-fired power plants also release out NOx and the incorporation of Cu and Ce oxides in RH-derived silica led to efficient removal of NO (Chen et al. 2019).
Organic dyes and pharmaceutical drugs have complex aromatic structures which are being released into the water bodies that cause severe pollution. Some pollutants of these kind are shown in Fig. 5. Methylene blue (MB) (14) is one of the most widely used dye in the industries (Tang et al. 2021). Graphene oxide (GO) being highly hydrophilic in aqueous media leads to filtration difficulty due to its aggregation. Hence, GO cannot be used alone (Liou et al. 2021). Therefore, a meso-structural material Santa Barbara amorphous-15 (SBA-15) that has hexagonally packed uniform porosity, increased surface area, and adjustable pore size is being utilized to increase adsorption capacity by facilitating GO dispersion. SBA-15 is an excellent source for producing ordered mesoporous carbon (OMC) (Liou et al. 2020). Both the studies carried out adsorption for MB removal and the one containing OMC was capable of removing 100% of MB dye (Liou et al. 2020). Van der Waals, electrostatic, and π–π binding might be the key reasons for the greater adsorption capacity of RH-GO/SBA-15 because of the interaction between MB dye (cationic) and the adsorbent (anionic). The adsorbent is anionic mainly due to negatively charged oxygen-containing functional groups, like epoxy, hydroxyl, and carboxyl (Liou et al. 2021). Ni-MCM-41 exhibited higher catalytic activity than Fe-MCM-41 adsorbent for rhodamine dye (32) (Niculescu et al. 2021). Tartrazine dye (34) was also removed using RH-based catalyst (Vu et al. 2019).

Structure of some adsorbents. 14: methylene blue; 32: rhodamine dye; 33: β-lactam amoxicillin; 34: tartrazine dye
It is well known that rare earth oxides, such as cerium oxide exhibit unique properties, like adsorption capacity and as catalyst (Gangopadhyay et al. 2014). However, CeO2 being a costly material compared to other metal oxides is the major disadvantage, so silica was combined with CeO2 to get a useful adsorbent. However, it was observed that β-lactam amoxicillin (AMX) (33) leads to severe problems in antibiotic resistance genes (Pham et al. 2021).
RH-based functional materials were also used as electrodes. The presence of SnO2 provided reactive surfaces for the adsorption and desorption of charges. Because of this the charge storage was possible and SnO2@RH-SiO2 could act as a supercapacitor (Vijayan et al. 2020). SnO2 nanoparticles (SnO2 NPs) and carbon chain of RH form strong chemical bonds due to which the leaching of SnO2 NPs did not occur during cycling. These characteristics make it an effective anode material for LIBs (Scheme 3). The same material when added with reduced graphene oxide (rGO) was called as RHC@SnO2@rGO. During the cycle there was a slight fluctuation which was due to the change in the volume of the material during charging and discharging causing damage or breakage of the material (Liang et al. 2020). C/SiO2 in which SiO2 was produced from RH was used in LIBs. RH was decomposed and the sp2 hybridized carbon in oxygen functional groups significantly disappeared. This carbon was arranged in a honeycomb structure which enhanced the stability of the material (Guo et al. 2020). Bimetallic oxides without RH show limited rate performance and reduced cycle stability. In the presence of RH, the bimetallic oxide ZnO/CoO NPs showed increased conductivity, cycle stability, as well as reversibility (Yu et al. 2019).

Charging and discharging reactions in a LIB (Li et al. 2020)
Strong interaction between Zn and carbon coating of RH contributed to good reversible capacity and cycle stability of ZnO/RHC. The flower-like structure allowed in seepage of electrolytes (Li et al. 2020). The efficiency of NiCo2S4 material increased because the mesopores facilitated seepage of electrolyte, thereby reaching more electroactive sites (Wang et al. 2019).
Conclusion
This literature review highlights the importance of RH as such, RH-based or RH-derived materials and different useful chemicals obtained from it. The transformation of agro waste biomass, such as RH, which is obtained at the end of each harvesting cycle into useful materials has become an important aspect of agriculture economy. All the studies discussed in this review prove that RH can be transformed into a number of useful materials or chemicals with simple treatments. The reports on valorization of RH proves it as an important material in the agriculture related circular economy making it a valuable agricultural waste or biomass. Importantly, the RH-derived materials and chemicals are found to be less expensive than those obtained from other sources. A list of chemicals derived from RH include sugars, aromatic esters, carboxylic acids, etc., and all these chemicals have synthetic value. Bioethanol is also a noticeable product that can be used in number of different applications. Continued research on valorization of RH would help in obtaining new and better chemicals or products with higher yields which can be applicable in different technological fields.
Although extensive research has been carried on RH and RH-derived materials or chemicals and the list of products that can be obtained from RH has increased, there still exist some limitations and challenges related to RH. The process developments for some of the very useful materials or products obtained from RH are needed. Most of the recent reports and applications tested include only the potential applications of the materials obtained or deal with lab-scale testing or small-scale production of RH-derived chemicals. Large-scale production of some RH-derived materials can be carried out by taking the lab-scale finding to the next level by considering other engineering aspects and costs associated with the processes. This may also give rise to further small-scale industries that will process the RH biomass into useful products or materials. This will provide another profit-making option to the farmers who produce and discard a huge quantity of RH every year. Therefore, there is still scope for further research in the process development aspect of transformation of RH into valuable chemicals or materials. Increasing the yield of useful chemicals obtained by proper choice of chemical treatments or solvents is another challenge. The choice of chemical treatment and optimization of the treatment must also be taken into consideration to make the whole process economical. These challenges are wide open, further systematic, and planned research can solve them.
6. References
Abdel-Khalek AA, Badran SR, Marie M-AS (2020) The effective adsorbent capacity of rice husk to iron and aluminum oxides nanoparticles using Oreochromis niloticus as a bioindicator: biochemical and oxidative stress biomarkers. Environ Sci Pollut Res 27:23159–23171. https://doi.org/10.1007/s11356-020-08906-x
Acharya J, Kumar U, Rafi PM (2018) Removal of heavy metal ions from wastewater by chemically modified agricultural waste material as potential adsorbent—a review. IJCET. https://doi.org/10.14741/ijcet/v.8.3.6
Akhtar M, Iqbal S, Kausar A, Bhanger MI, Shaheen MA (2010) An economically viable method for the removal of selected divalent metal ions from aqueous solutions using activated rice husk. Colloids Surf, B 75:149–155. https://doi.org/10.1016/j.colsurfb.2009.08.025
Akhter F, Soomro SA, Jamali AR, Chandio ZA, Siddique M, Ahmed M (2021) Rice husk ash as green and sustainable biomass waste for construction and renewable energy applications: a review. Biomass Conv Bioref. https://doi.org/10.1007/s13399-021-01527-5
Alam MM, Hossain MA, Hossain MD, Johir MH, Hossen J, Rahman MS, Zhou JL, Hasan ATMK, Karmakar AK, Ahmed MB (2020) The potentiality of rice husk-derived activated carbon: from synthesis to application. Processes 8:203. https://doi.org/10.3390/pr8020203
Aldaco R, Hoehn D, Laso J, Margallo M, Ruiz-Salmón J, Cristobal J, Kahhat R, Villanueva-Rey P, Bala A, Batlle-Bayer L, Fullana-i-Palmer P, Irabien A, Vazquez-Rowe I (2020) Food waste management during the COVID-19 outbreak: a holistic climate, economic and nutritional approach. Sci Total Environ 742:140524. https://doi.org/10.1016/j.scitotenv.2020.140524
Amran M, Debbarma S, Ozbakkaloglu T (2021) Fly ash-based eco-friendly geopolymer concrete: a critical review of the long-term durability properties. Constr Build Mater 270:121857. https://doi.org/10.1016/j.conbuildmat.2020.121857
Ang TN, Ngoh GC, Chua ASM (2013) Comparative study of various pretreatment reagents on rice husk and structural changes assessment of the optimized pretreated rice husk. Biores Technol 135:116–119. https://doi.org/10.1016/j.biortech.2012.09.045
Azadi M, Bahrololoom ME, Heidari F (2011) Enhancing the mechanical properties of an epoxy coating with rice husk ash, a green product. J Coat Technol Res 8:117–123. https://doi.org/10.1007/s11998-010-9284-z
Bakar AHA, Carey CJN (2020) Extraction of silica from rice straw using alkaline hydrolysis pretreatment. IOP Conf Ser Mater Sci Eng 778:012158. https://doi.org/10.1088/1757-899X/778/1/012158
Bakar RA, Yahya R, Gan SN (2016) Production of high purity amorphous silica from rice husk. Proc Chem 19:189–195. https://doi.org/10.1016/j.proche.2016.03.092
Bakonyi P, Peter J, Koter S, Mateos R, Kumar G, Koók L, Rózsenberszki T, Pientka Z, Kujawski W, Kim S-H, Nemestóthy N, Bélafi-Bakó K, Pant D (2020) Possibilities for the biologically-assisted utilization of CO2-rich gaseous waste streams generated during membrane technological separation of biohydrogen. J CO Utiliz 36:231–243. https://doi.org/10.1016/j.jcou.2019.11.008
Balitaan JNI, Yeh J-M, Santiago KS (2020) Marine waste to a functional biomaterial: Green facile synthesis of modified-β-chitin from Uroteuthis duvauceli pens (gladius). Int J Biol Macromol 154:1565–1575. https://doi.org/10.1016/j.ijbiomac.2019.11.041
Baruah J, Nath BK, Sharma R, Kumar S, Deka RC, Baruah DC, Kalita E (2018) Recent trends in the pretreatment of lignocellulosic biomass for value-added products. Front Energy Res 6:2
Beaino S, El Hage P, Sonnier R, Seif S, El Hage R (2022) Novel foaming-agent free insulating geopolymer based on industrial fly ash and rice husk. Molecules 27:531. https://doi.org/10.3390/molecules27020531
Bhuvaneshwari S, Hettiarachchi H, Meegoda JN (2019) Crop residue burning in India: policy challenges and potential solutions. Int J Environ Res Public Health 16:832. https://doi.org/10.3390/ijerph16050832
Bisht N, Gope PC, Rani N (2020) Rice husk as a fibre in composites: a review. J Mech Behav Mater 29:147–162. https://doi.org/10.1515/jmbm-2020-0015
Bonura G, Cordaro M, Cannilla C, Arena F, Frusteri F (2014) The changing nature of the active site of Cu-Zn-Zr catalysts for the CO2 hydrogenation reaction to methanol. Appl Catal B 152–153:152–161. https://doi.org/10.1016/j.apcatb.2014.01.035
Chai L, Wang Y, Zhao N, Yang W, You X (2013) Sulfate-doped Fe3O4/Al2O3 nanoparticles as a novel adsorbent for fluoride removal from drinking water. Water Res 47:4040–4049. https://doi.org/10.1016/j.watres.2013.02.057
Cheah W-K, Ooi C-H, Yeoh F-Y (2016) Rice husk and rice husk ash reutilization into nanoporous materials for adsorptive biomedical applications: A review. Open Mater Sci. https://doi.org/10.1515/mesbi-2016-0004
Chen M-Y, Tsai Y-C, Tseng C-F, Lin H-P, Hsi H-C (2019) Using rice-husk-derived porous silica modified with recycled Cu from industrial wastewater and Ce to remove Hg0 and NO from simulated flue gases. Aerosol Air Qual Res 19:2557–2567. https://doi.org/10.4209/aaqr.2019.09.0468
Chen J, Liu J, Wu D, Bai X, Lin Y, Wu T, Zhang C, Chen D, Li H (2021) Improving the supercapacitor performance of activated carbon materials derived from pretreated rice husk. J Energy Storage 44:103432. https://doi.org/10.1016/j.est.2021.103432
Cheng JJ, Stomp A-M (2009) Growing duckweed to recover nutrients from wastewaters and for production of fuel ethanol and animal feed. Clean: Soil, Air, Water 37:17–26. https://doi.org/10.1002/clen.200800210
Costa JAS, Sarmento VHV, Romão LPC, Paranhos CM (2019) Synthesis of functionalized mesoporous material from rice husk ash and its application in the removal of the polycyclic aromatic hydrocarbons. Environ Sci Pollut Res 26:25476–25490. https://doi.org/10.1007/s11356-019-05852-1
Czupryński P, Płotka M, Glamowski P, Żukowski W, Bajda T (2022) An assessment of an ion exchange resin system for the removal and recovery of Ni, Hg, and Cr from wet flue gas desulphurization wastewater—a pilot study. RSC Adv 12:5145–5156. https://doi.org/10.1039/D1RA09426B
Delgado JA, Águeda VI, Uguina MA, Sotelo JL, García-Sanz A, García A (2015) Separation of ethanol–water liquid mixtures by adsorption on BPL activated carbon with air regeneration. Sep Purif Technol 149:370–380. https://doi.org/10.1016/j.seppur.2015.06.011
Demirbas A (2008) Heavy metal adsorption onto agro-based waste materials: a review. J Hazard Mater 157:220–229. https://doi.org/10.1016/j.jhazmat.2008.01.024
Docherty KM, Joyce MV, Kulacki KJ, Kulpa CF (2010) Microbial biodegradation and metabolite toxicity of three pyridinium-based cation ionic liquids. Green Chem 12:701–712. https://doi.org/10.1039/B919154B
Docherty KM, Aiello SW, Buehler BK, Jones SE, Szymczyna BR, Walker KA (2015) Ionic liquid biodegradability depends on specific wastewater microbial consortia. Chemosphere 136:160–166. https://doi.org/10.1016/j.chemosphere.2015.05.016
Duque-Acevedo M, Belmonte-Ureña LJ, Cortés-García FJ, Camacho-Ferre F (2020) Agricultural waste: review of the evolution, approaches and perspectives on alternative uses. Global Ecol Conserv 22:e00902. https://doi.org/10.1016/j.gecco.2020.e00902
Elakkiah C (2019) Rice husk ash (RHA)—the future of concrete. In: Das BB, Neithalath N (eds) Sustainable construction and building materials. Springer, Singapore, pp 439–447
El-Bery HM, Saleh M, El-Gendy RA, Saleh MR, Thabet SM (2022) High adsorption capacity of phenol and methylene blue using activated carbon derived from lignocellulosic agriculture wastes. Sci Rep 12:5499. https://doi.org/10.1038/s41598-022-09475-4
Fapohunda C, Akinbile B, Shittu A (2017) Structure and properties of mortar and concrete with rice husk ash as partial replacement of ordinary Portland cement—a review. Int J Sustain Built Environ 6:675–692. https://doi.org/10.1016/j.ijsbe.2017.07.004
Gangopadhyay S, Frolov DD, Masunov AE, Seal S (2014) Structure and properties of cerium oxides in bulk and nanoparticulate forms. J Alloy Compd 584:199–208. https://doi.org/10.1016/j.jallcom.2013.09.013
Gaur VK, Sharma P, Sirohi R, Awasthi MK, Dussap C-G, Pandey A (2020) Assessing the impact of industrial waste on environment and mitigation strategies: a comprehensive review. J Hazard Mater 398:123019. https://doi.org/10.1016/j.jhazmat.2020.123019
Geethakarthi A (2021) Novel Approaches Towards sustainable management of an agricultural residue—the rice husk. https://doi.org/10.46488/NEPT.2021.V20I01.040
Gholami A, Pourfayaz F, Maleki A (2020) Recent advances of biodiesel production using ionic liquids supported on nanoporous materials as catalysts: a review. Front Energy Res 8:2
Gonzales RR, Kim S-H (2017) Dark fermentative hydrogen production following the sequential dilute acid pretreatment and enzymatic saccharification of rice husk. Int J Hydrogen Energy 42:27577–27583. https://doi.org/10.1016/j.ijhydene.2017.08.185
Goodman BA (2020) Utilization of waste straw and husks from rice production: a review. JBB 5:145–169. https://doi.org/10.1016/j.jobab.2020.07.001
Guo Y, Chen X, Liu W, Wang X, Feng Y, Li Y, Ma L, Di B, Tian Y (2020) Preparation of rice husk-based C/SiO2 composites and their performance as anode materials in lithium ion batteries. J Electron Mater 49:1081–1089. https://doi.org/10.1007/s11664-019-07785-4
Hasanov I, Raud M, Kikas T (2020) The role of ionic liquids in the lignin separation from lignocellulosic biomass. Energies 13:4864. https://doi.org/10.3390/en13184864
Hashim LH, Halilu A, Sudarsanam P, Umar YB, Johan MRB, Bhargava SK (2020) Bifunctional rice husk-derived SiO2-Cu-Al-Mg nanohybrid catalyst for one-pot conversion of biomass-derived furfural to furfuryl acetate. Fuel 275:117953. https://doi.org/10.1016/j.fuel.2020.117953
Heidari M, Dutta A, Acharya B, Mahmud S (2019) A review of the current knowledge and challenges of hydrothermal carbonization for biomass conversion. J Energy Inst 92:1779–1799. https://doi.org/10.1016/j.joei.2018.12.003
Hossain SS, Mathur L, Roy PK (2018) Rice husk/rice husk ash as an alternative source of silica in ceramics: a review. J Asian Ceram Soc 6:299–313. https://doi.org/10.1080/21870764.2018.1539210
Hossain N, Nizamuddin S, Griffin G, Selvakannan P, Mubarak NM, Mahlia TMI (2020) Synthesis and characterization of rice husk biochar via hydrothermal carbonization for wastewater treatment and biofuel production. Sci Rep 10:18851. https://doi.org/10.1038/s41598-020-75936-3
Ilyas S, Srivastava RR, Kim H (2020) Disinfection technology and strategies for COVID-19 hospital and bio-medical waste management. Sci Total Environ 749:141652. https://doi.org/10.1016/j.scitotenv.2020.141652
Ismagilov ZR, Shikina NV, Andrievskaya IP, Rudina NA, Mansurov ZA, Burkitbaev MM, Biisenbaev MA, Kurmanbekov AA (2009) Preparation of carbonized rice husk monoliths and modification of the porous structure by SiO2 leaching. Catal Today 147:S58–S65. https://doi.org/10.1016/j.cattod.2009.07.043
Jayapal N, Samanta AK, Kolte AP, Senani S, Sridhar M, Suresh KP, Sampath KT (2013) Value addition to sugarcane bagasse: xylan extraction and its process optimization for xylooligosaccharides production. Ind Crops Prod 42:14–24. https://doi.org/10.1016/j.indcrop.2012.05.019
Jüntgen H (1986) Activated carbon as catalyst support: a review of new research results. Fuel 65:1436–1446. https://doi.org/10.1016/0016-2361(86)90120-1
Khataei MM, Epi SBH, Lood R, Spégel P, Yamini Y, Turner C (2022) A review of green solvent extraction techniques and their use in antibiotic residue analysis. J Pharm Biomed Anal 209:114487. https://doi.org/10.1016/j.jpba.2021.114487
Khat-udomkiri N, Sivamaruthi BS, Sirilun S, Lailerd N, Peerajan S, Chaiyasut C (2018) Optimization of alkaline pretreatment and enzymatic hydrolysis for the extraction of xylooligosaccharide from rice husk. AMB Express 8:115. https://doi.org/10.1186/s13568-018-0645-9
Klangpetch W, Pattarapisitporn A, Phongthai S, Utama-ang N, Laokuldilok T, Tangjaidee P, Wirjantoro TI, Jaichakan P (2022) Microwave-assisted enzymatic hydrolysis to produce xylooligosaccharides from rice husk alkali-soluble arabinoxylan. Sci Rep 12:11. https://doi.org/10.1038/s41598-021-03360-2
Knickmeyer D (2020) Social factors influencing household waste separation: a literature review on good practices to improve the recycling performance of urban areas. J Clean Prod 245:118605. https://doi.org/10.1016/j.jclepro.2019.118605
Li Y, Huang Y, Wang X, Liu W, Yu K, Liang C (2020) Simple synthesis of rice husk hollow carbon-coated flower ZnO for the anode in a high performance lithium-ion battery. J Phys Chem Solids 145:109540. https://doi.org/10.1016/j.jpcs.2020.109540
Liang S, Yu K, Li Y, Liang C (2020) Rice husk-derived carbon@SnO2@graphene anode with stable electrochemical performance used in lithium-ion batteries. Mater Res Express 7:015021. https://doi.org/10.1088/2053-1591/ab61a0
Liou T-H, Liou YH (2021) Utilization of rice husk ash in the preparation of graphene-oxide-based mesoporous nanocomposites with excellent adsorption performance. Materials 14:1214. https://doi.org/10.3390/ma14051214
Liou T-H, Wang P-Y (2020) Utilization of rice husk wastes in synthesis of graphene oxide-based carbonaceous nanocomposites. Waste Manage 108:51–61. https://doi.org/10.1016/j.wasman.2020.04.029
Liu X, Chen X, Yang L, Chen H, Tian Y, Wang Z (2016) A review on recent advances in the comprehensive application of rice husk ash. Res Chem Intermed 42:893–913. https://doi.org/10.1007/s11164-015-2061-y
Liu P, Shi S, Gao L, Xiao G (2022) Efficient conversion of xylan and rice husk to furfural over immobilized imidazolium acidic ionic liquids. Reac Kinet Mech Cat. https://doi.org/10.1007/s11144-022-02172-3
Menya E, Olupot PW, Storz H, Lubwama M, Kiros Y (2018) Production and performance of activated carbon from rice husks for removal of natural organic matter from water: a review. Chem Eng Res Des 129:271–296. https://doi.org/10.1016/j.cherd.2017.11.008
Moayedi H, Aghel B, Abdullahi MM, Nguyen H, Rashid SA (2019) Applications of rice husk ash as green and sustainable biomass. J Clean Prod 237:117851. https://doi.org/10.1016/j.jclepro.2019.117851
Montipó S, Roslander C, Camassola M, Galbe M, Wallberg O (2021) Steam pretreatment of rice hulls to release fermentable saccharides: an approach to improve recovery of (hemi)cellulosic sugars through multivariate design. Rice Sci 28:501–510. https://doi.org/10.1016/j.rsci.2021.07.010
Munir MJ, Kazmi SMS, Gencel O, Ahmad MR, Chen B (2021) Synergistic effect of rice husk, glass and marble sludges on the engineering characteristics of eco-friendly bricks. J Build Eng 42:102484. https://doi.org/10.1016/j.jobe.2021.102484
Nabil M, Mahmoud KR, El-Shaer A, Nayber HA (2018) Preparation of crystalline silica (quartz, cristobalite, and tridymite) and amorphous silica powder (one step). J Phys Chem Solids 121:22–26. https://doi.org/10.1016/j.jpcs.2018.05.001
Naz S, Uroos M, Ayoub M (2021) Cost-effective processing of carbon-rich materials in ionic liquids: an expeditious approach to biofuels. ACS Omega 6:29233–29242. https://doi.org/10.1021/acsomega.1c04881
Nehrenheim E (2014) Waste management: introduction. In: Nehrenheim E (ed) Reference module in earth systems and environmental sciences. Elsevier, Amsterdam
Niculescu V-C, Raboaca MS (2021) Efficient rice-husk-derived silica nanocatalysts for organic dye removal from water. Catalysts 11:815. https://doi.org/10.3390/catal11070815
Nithya R, Sivasankari C, Thirunavukkarasu A (2021) Electronic waste generation, regulation and metal recovery: a review. Environ Chem Lett 19:1347–1368. https://doi.org/10.1007/s10311-020-01111-9
Park JY, Gu YM, Park SY, Hwang ET, Sang B-I, Chun J, Lee JH (2021) Two-stage continuous process for the extraction of silica from rice husk using attrition ball milling and alkaline leaching methods. Sustainability 13:7350. https://doi.org/10.3390/su13137350
Patil Nita B, Sharanagouda H (2017) Rice husk and its applications: review. Int J Curr Microbiol App Sci 6(10):1144–1156. https://doi.org/10.20546/ijcmas.2017.610.138
Peiris MA, Gunarathne DS (2021) Parametric and kinetic study of washing pretreatment for K and Cl removal from rice husk. Heliyon. https://doi.org/10.1016/j.heliyon.2021.e08398
Pham T-D, Le T-M-A, Pham T-M-Q, Dang V-H, Vu K-L, Tran T-K, Hoang T-H (2021) Synthesis and characterization of novel hybridized CeO2@SiO2 nanoparticles based on rice husk and their application in antibiotic removal. Langmuir 37:2963–2973. https://doi.org/10.1021/acs.langmuir.0c03632
Phonphuak N, Chindaprasirt P (2015) 6—Types of waste, properties, and durability of pore-forming waste-based fired masonry bricks. In: Pacheco-Torgal F, Lourenço PB, Labrincha JA, Kumar S, Chindaprasirt P (eds) Eco-efficient masonry bricks and blocks. Woodhead Publishing, Oxford, pp 103–127
Pillai P, Kakadiya N, Timaniya Z, Dharaskar S, Sillanpaa M (2020) Removal of arsenic using iron oxide amended with rice husk nanoparticles from aqueous solution. Mater Today Proc 28:830–835. https://doi.org/10.1016/j.matpr.2019.12.307
Prasara-A J, Gheewala SH (2017) Sustainable utilization of rice husk ash from power plants: a review. J Clean Prod 167:1020–1028. https://doi.org/10.1016/j.jclepro.2016.11.042
Rajamani S, Santhosh R, Raghunath R, Jadhav SA (2021) Value-added chemicals from sugarcane bagasse using ionic liquids. Chem Pap 75:5605–5622. https://doi.org/10.1007/s11696-021-01732-6
Rezaei M, Karimi torshizi MA, Shariatmadari F, (2014) Inclusion of processed rice hulls as insoluble fiber in the diet on performance and digestive traits of Japanese Quails. J Anim Sci Adv 4:962. https://doi.org/10.5455/jasa.20140724124546
Saraswathy V, Song H-W (2007) Corrosion performance of rice husk ash blended concrete. Constr Build Mater 21:1779–1784. https://doi.org/10.1016/j.conbuildmat.2006.05.037
Shamsollahi Z, Partovinia A (2019) Recent advances on pollutants removal by rice husk as a bio-based adsorbent: a critical review. J Environ Manage 246:314–323. https://doi.org/10.1016/j.jenvman.2019.05.145
Shen Y (2017) Rice husk silica derived nanomaterials for sustainable applications. Renew Sustain Energy Rev 80:453–466. https://doi.org/10.1016/j.rser.2017.05.115
Shrestha LK, Thapa M, Shrestha RG, Maji S, Pradhananga RR, Ariga K (2019) Rice husk-derived high surface area nanoporous carbon materials with excellent iodine and methylene blue adsorption properties. Cell 5:10. https://doi.org/10.3390/c5010010
Shu Y, Zhang F, Wang H (2019) Manganese–cerium mixed oxides supported on rice husk based activated carbon with high sulfur tolerance for low-temperature selective catalytic reduction of nitrogen oxides with ammonia. RSC Adv 9:23964–23972. https://doi.org/10.1039/C9RA03937F
Siddika A, Mamun MdAA, Ali MdH (2018) Study on concrete with rice husk ash. Innov Infrastruct Solut 3:18. https://doi.org/10.1007/s41062-018-0127-6
Siddika A, Mamun MdAA, Alyousef R, Mohammadhosseini H (2021) State-of-the-art-review on rice husk ash: a supplementary cementitious material in concrete. J King Saud Univ Eng Sci 33:294–307. https://doi.org/10.1016/j.jksues.2020.10.006
Singh B (2018) 13—Rice husk ash. In: Siddique R, Cachim P (eds) Waste and supplementary cementitious materials in concrete. Woodhead Publishing, pp 417–460
Siriworarat K, Deerattrakul V, Dittanet P, Kongkachuichay P (2017) Production of methanol from carbon dioxide using palladium-copper-zinc loaded on MCM-41: comparison of catalysts synthesized from flame spray pyrolysis and sol-gel method using silica source from rice husk ash. J Clean Prod P3:1234–1243. https://doi.org/10.1016/j.jclepro.2016.07.099
Suh JW, Sohn SY, Lee BK (2020) Patent clustering and network analyses to explore nuclear waste management technologies. Energy Policy 146:111794. https://doi.org/10.1016/j.enpol.2020.111794
Suhot MA, Hassan MZ, Aziz SA, Md Daud MY (2021) Recent progress of rice husk reinforced polymer composites: a review. Polymers 13:2391. https://doi.org/10.3390/polym13152391
Tang Y, Yu W, Mo L, Lou H, Zheng X (2008) One-step hydrogenation—esterification of aldehyde and acid to ester over bifunctional Pt catalysts: a model reaction as novel route for catalytic upgrading of fast pyrolysis bio-oil. Energy Fuels 22:3484–3488. https://doi.org/10.1021/ef800148q
Tang X, Ran G, Li J, Zhang Z, Xiang C (2021) Extremely efficient and rapidly adsorb methylene blue using porous adsorbent prepared from waste paper: Kinetics and equilibrium studies. J Hazard Mater 402:123579. https://doi.org/10.1016/j.jhazmat.2020.123579
Teixeira Tarley CR, Zezzi Arruda MA (2004) Biosorption of heavy metals using rice milling by-products. Characterisation and application for removal of metals from aqueous effluents. Chemosphere 54:987–995. https://doi.org/10.1016/j.chemosphere.2003.09.001
Tiwari S, Beliya E, Vaswani M, Khawase K, Verma D, Gupta N, Paul JS, Jadhav SK (2022) Rice husk: a potent lignocellulosic biomass for second generation bioethanol production from Klebsiella oxytoca ATCC 13182. Waste Biomass Valor. https://doi.org/10.1007/s12649-022-01681-5
Trujillo-Ramírez D, Bustos-Vázquez MG, Rodríguez-Durán LV, Santos RT los (2022) Rice husk (Oryza sativa) as support in the immobilization of yeast cells. Rev Mexicana Ingeniería Química 21:2558. Doi: https://doi.org/10.24275/rmiq/Bio2558
Ullah Z, Man Z, Khan AS, Muhammad N, Mahmood H, Ben Ghanem O, Ahmad P, Hassan Shah M-U, Mamoon-Ur-Rashid RM (2019) Extraction of valuable chemicals from sustainable rice husk waste using ultrasonic assisted ionic liquids technology. J Clean Prod 220:620–629. https://doi.org/10.1016/j.jclepro.2019.02.041
Vadiveloo J, Nurfariza B, Fadel JG (2009) Nutritional improvement of rice husks. Anim Feed Sci Technol 151:299–305. https://doi.org/10.1016/j.anifeedsci.2009.03.002
Vijayan R, Kumar GS, Karunakaran G, Surumbarkuzhali N, Prabhu S, Ramesh R (2020) Microwave combustion synthesis of tin oxide-decorated silica nanostructure using rice husk template for supercapacitor applications. J Mater Sci: Mater Electron 31:5738–5745. https://doi.org/10.1007/s10854-020-03142-y
Vu A-T, Xuan TN, Lee C-H (2019) Preparation of mesoporous Fe2O3·SiO2 composite from rice husk as an efficient heterogeneous Fenton-like catalyst for degradation of organic dyes. J Water Process Eng 28:169–180. https://doi.org/10.1016/j.jwpe.2019.01.019
Wang H, Wu D, Zhou J (2019) Gasified rice husk based RHAC/NiCo2S4 composite for high performance asymmetric supercapacitor. J Alloys Comp 811:152073. https://doi.org/10.1016/j.jallcom.2019.152073
Wang Y, Liu J, Sun J, Shangdiar S, Amesho KTT, Lin Y-C, Peng Y-P, Chang K-L (2021) Conversion of rice husk into fermentable sugar and silica using acid-catalyzed ionic liquid pretreatment. Environ Sci Pollut Res 28:40715–40723. https://doi.org/10.1007/s11356-021-12758-4
Wu J, Collins SRA, Elliston A, Wellner N, Dicks J, Roberts IN, Waldron KW (2018) Release of cell wall phenolic esters during hydrothermal pretreatment of rice husk and rice straw. Biotechnol Biofuels 11:162. https://doi.org/10.1186/s13068-018-1157-1
Xiang J, Lin Q, Cheng S, Guo J, Yao X, Liu Q, Yin G, Liu D (2018) Enhanced adsorption of Cd(II) from aqueous solution by a magnesium oxide–rice husk biochar composite. Environ Sci Pollut Res 25:14032–14042. https://doi.org/10.1007/s11356-018-1594-1
Yalçin N, Sevinç V (2001) Studies on silica obtained from rice husk. Ceram Int 27:219–224. https://doi.org/10.1016/S0272-8842(00)00068-7
Yan S, Yin D, He F, Cai J, Schliermann T, Behrendt F (2022) Characteristics of smoldering on moist rice husk for silica production. Sustainability 14:317. https://doi.org/10.3390/su14010317
Yang K, Peng J, Xia H, Zhang L, Srinivasakannan C, Guo S (2010) Textural characteristics of activated carbon by single step CO2 activation from coconut shells. J Taiwan Inst Chem Eng 41:367–372. https://doi.org/10.1016/j.jtice.2009.09.004
Yang Q, Gao Y, Ke J, Show PL, Ge Y, Liu Y, Guo R, Chen J (2021) Antibiotics: an overview on the environmental occurrence, toxicity, degradation, and removal methods. Bioengineered 12:7376–7416. https://doi.org/10.1080/21655979.2021.1974657
Youssef WM, Hagag MS, Ali AH (2018) Synthesis, characterization and application of composite derived from rice husk ash with aluminium oxide for sorption of uranium. Adsorpt Sci Technol 36:1274–1293. https://doi.org/10.1177/0263617418768920
Yu K, Wang L, Wang X, Liu W, Liang J, Liang C (2019) Synthesis of zinc-cobalt bimetallic oxide anchored on the surface of rice husk carbon as anode for high-performance lithium ion battery. J Phys Chem Solids 135:109112. https://doi.org/10.1016/j.jpcs.2019.109112
Zaulkiflee ND, Ahmad AL, Che Lah NF, Shah Buddin MMH (2022) Removal of emerging contaminants by emulsion liquid membrane: perspective and challenges. Environ Sci Pollut Res 29:12997–13023. https://doi.org/10.1007/s11356-021-16658-5
Zhang L, Liu R, Yin R, Mei Y (2013) Upgrading of bio-oil from biomass fast pyrolysis in China: a review. Renew Sustain Energy Rev 24:66–72. https://doi.org/10.1016/j.rser.2013.03.027
Zhang Z, He W, Zheng J, Wang G, Ji J (2016) Rice husk ash-derived silica nanofluids: synthesis and stability study. Nanoscale Res Lett 11:502. https://doi.org/10.1186/s11671-016-1726-9
Zhang J, Li C, Zhao L, Wang T, Li S, Zeng G (2017) A sol-gel Ti-Al-Ce-nanoparticle catalyst for simultaneous removal of NO and Hg0 from simulated flue gas. Chem Eng J 313:1535–1547. https://doi.org/10.1016/j.cej.2016.11.039
Zhao Y, Xu H, Lu K, Qu Y, Zhu L, Wang S (2019) Dehydration of xylose to furfural in butanone catalyzed by Brønsted-Lewis acidic ionic liquids. Energy Sci Eng 7:2237–2246. https://doi.org/10.1002/ese3.444
Funding
No funding was received to assist with the preparation of this manuscript.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Rajamani, S., Kolla, S.S.N., Gudivada, R. et al. Valorization of Rice Husk to Value-Added Chemicals and Functional Materials. Int J Environ Res 17, 22 (2023). https://doi.org/10.1007/s41742-023-00512-2
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41742-023-00512-2