
Abstract
The use of CNC machines has been increasingly intensive in industry. Sophisticated characteristics and resources have been implemented into these machines in order to achieve higher production rates and better dimensional quality. One of these resources is the laser tool-setter, used to automatically measure the main dimensions (diameter and length) of the tools used in the machining process by means of the interruption of a laser beam located in a predetermined position. However, the feed rate and the spindle speed used during referencing of the tool-setter (when the tool approaches the laser beam position) can influence the results of the measurements of a tool-setter due to the processing delay of the information by the CNC machine controls. This paper discusses these influences and identifies the most adequate values for the feed rate and the spindle speed to reach an optimized measurement of the tools. For that purpose, two experimental procedures were conducted to obtain the values of tool diameter and length under diverse feed rate and spindle speed settings (a nominal Ø16 mm × 15 mm length referencing pin mounted into the tool holder was used). Statistical analyses were performed to identify the most adequate conditions based on the results of the experiments. These analyses indicated that the minimum tool measurement variations occurred when the spindle speed remained idle and the feed rate was kept at values typically around 0.25–9.5 mm/min.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The tendency to produce customized parts at decreasing lot sizes has increased the importance of having flexible manufacturing systems instead of dedicated equipment [1]. Besides, the machining equipment in general has been through continuous and fast improvements demanded by stringent new part requirements in terms of complexity and quality. This has been the governing rule in the metal-mechanic industry [2, 3]. Raksiri and Parnichkun [4] state that the most important factors to meet those requirements are the precision and accuracy of the tool machines.
In line with those principles, the CNC machines have acquired sophisticated characteristics necessary to face those evolving challenges: Makhanov [5] identified five axis CNC machines becoming very common in the industry due to their capacity to machine very complex part shapes using a wide range of materials: wood, rubber, metal, plastics etc.; Özel [6] proposed to machine straight teeth gears in CNC machining centers as a way to explore the full potential of this kind of equipment; tool breakage detection in CNC machines based on the electrical current consumed by the main motor or by the vibration signals have also been proposed in Sevilla-Camacho et al. [7] and Jun and Suh [8], as a way to reduce losses generated by tooling failure (downtime, part quality problems etc.), to improve productivity and for implementing unattended manufacturing systems.
To support CNC machines on developing their work on a proper manner, pre-setters and tool-setters have been frequently used. They aim to boost the machining competitive capacity by enhancing flexibility and quality simultaneously with reduced cycle times. Their manufacturers assure that this kind of equipment can measure tooling within a ± 1 µm precision [9].
On the other hand, CNC tool machine manufacturers also state that a ± 1 µm precision can be obtained in the equipment positioning. However, Popov et al. [10] indicate a serious problem generally faced by precision machining: attaching coordinate measuring systems to the machines in order to obtain the necessary accuracy to generate high quality parts, since the machining equipment usually presents positioning errors and deviations. Other problems can be even induced by the cutting edge geometry [11, 12]. Also, Liu et al. [13] investigated the geometric errors presented by CNC machining equipment. They indicate that 70 % of the deviations and errors found in machining processes can be originated from thermal and geometrical induced errors. Schwenke et al. [1] pointed out the deviations caused by loads and dynamic stress as well as by the CNC machine motor and movement control systems. Rahou et al. [14] expand the list of potential problems mentioning errors produced by measuring instruments and by part fixing devices among others. They say that 10 % of the deviations are motivated by systematic causes, while 25–35 % can be related to inappropriate operation parameters. He et al. [15] say that the compensation of those errors could increase the machine precision up to 63 %.
According to Volpato et al. [16], the CNC machines need to recognize the tolling dimensions (length and diameter) and wear in order to correct their movements according to the tooling geometry. It is required to referencing the CNC machine to increase the positioning precision [17]. Presetting is then the process of measuring the tooling and registering this information in the CNC machine controls. It can be done in an automatic or manual way. Despite actual machining simulation is not yet consolidated, since the overall process complexity is high [18], Sun et al. [19] developed an algorithm that compensates the acceleration and the slowdown of the CNC machine spindle to be applied in high speed cutting (HSC) machining process programming. However, this algorithm fails if the tooling wear is not compensated during the machine operation [20]. Volpato et al. [21] informed that using a tooling measurement system named on board device (OBD), also known as tool-setter, the machining system could identify tool wear and breakage and make the necessary compensation.
Hence, the tool-setters are devices used for in-process presetting, where the tool measurement is performed already on board of the CNC machine magazine. Their operating principle could be a physical contact of the tooling with a probe [22] or by an interruption of a laser beam by the tool to be measured. Through the CNC programing and a communication interface, when the detection occurs, the positions X, Y and Z of the machine spindle are read and converted into tooling dimensions which are informed to the CNC control for proper adjustments [23]. The precision of measures provided by the tool-setters depends on the type of measurement device used (physical contact or laser beam interruption) but the typical objective is to generate a ± 1 µm precision value. This level of accuracy could make the tool-setter price reach values of the same magnitude as the CNC machines [21].
One question that concerns the tool-setting process is the accuracy of its resulting measures depending on the machining parameters being used. The interruption of the laser beam occurs when the tool crosses it, but the detection happens only when the CCD sensor identifies the absence of light and an electrical pulse is sent to the CNC control that interrupts the movement of the axles and registers the tool position (X, Y or Z) at that precise moment. However, as this entire process experiences some time delay between the effective laser beam interruption and the total stoppage of the machine movements, the feed rate F r and the spindle speed S could influence the results of the measurement done. The occurrence of this delay during the referencing of the tool-setter (defining the X, Y and Z coordinates for the laser position) could induce errors that can propagate throughout the tool measurements made by the tool-setter [24]. This can compromise the results of the whole machining process.
Hence, this paper proposes to evaluate the influence of the CNC machine feed rate (F r) and spindle speed (S) on the dimensional response by laser tool-setters during its referencing, since these parameters act directly on the detection of the laser beam position. This is done through two sets of experiments where feed or spindle speed is allowed to vary meanwhile the tool-setting parameters are measured during the referencing. Statistical analyses complement the understanding of the phenomenon investigated.
2 Hardware and methods
To evaluate the influence of the machine feed rate (F r) and spindle speed (S) on the dimensional response by laser tool-setters, the following hardware and methods were used.
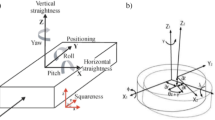
Initially, it is relevant to mention that the tool-setter referencing should be done in normal working conditions (employing the same CNC machine that will be used for the machining process, without any environmental temperature control, but generally about 25 °C), measuring the laser beam in three points: (1) to identify the position Z (beam position in relation to the machine table); (2) to identify the position C (laser beam center position) and (3) to identify the position X (beam lateral position), as shown in Fig. 1.

The referencing cycle
It is important to perform these measurements for referencing the tool-setter on the same CNC machine that will be employed for the machining process because all other tools that will be further measured are supposed to be in the same condition. To avoid major influences of the thermal deviations, the CNC machine was put in operation (movement of the three axes) for 4 h before the tests. This was considered enough time to achieve the needed reduction of the thermal influences in the relative position of the CNC machine parts (based on the report of the Project PIPE/FAPESP no 06/60819-0 [27]).
Regarding to the measurement uncertainty, the same report [27] indicates that the tool-setter presents an error systematic effect of 0.2 μm. Even though the presetter uncertainty calculation could be done as per JCGM 100: 2008 [28], the data non normality appointed in the aforesaid report does not allow the calculation of a confidence interval.
To measure the laser beam in the specified points, it was used a three axis (X, Y and Z) ROMI Discovery 560 CNC machining center equipped with a FANUC 20i CNC control, with an interface connected to the tool-setter (Fig. 2). For the reconnaissance of the logic state of the digital input by the machine, a specific programming command was used.

The ROMI discovery 560 CNC machining center, its FANUC 20i CNC control and measurement arrangement
The tool-setter used was a GeoTecno TSG 130, with a laser emitting point with adjustable focus, power 3.0 mW, and with an OPT sensor at the receiving point. The tool-setter also presents the following characteristics: 2 μm precision and 2 μm repeatability (according to the manufacturer and based on the report of the Project PIPE/FAPESP no 06/60819-0) [27].
The referencing tests were performed using a Ø16 mm × 15 mm length referencing pin mounted into the tool holder. The referencing cycle consisted in approaching the pin in the Z direction to locate the laser beam position in relation to the machine table. Then the pin was moved in such way to interrupt the laser beam form both the right and the left sides. During this procedure the CNC control stored the positions of Z (height of the beam according to the Z axis), C (center of the laser beam) and X (beam position measured in axis X). The described measurements were performed in two sets of experiments. Initially a constant feed of 0.005 mm/rot was kept constant meanwhile the spindle speed was allowed to vary from 50 to 1,900 RPM (details in Table 1). The whole idea behind this initial set of evaluations was to identify at what speed the Z, C and X measurements would present the minimum variations in relation to the mean value measured. For each selected speed 10 measurements of positions Z, C and X were recorded using the Hyperterminal software, available for Windows® XP. The connection used was the machine output RS232 linked to one of the USB ports of the computer. The measurement arrangement is also shown in Fig. 2. It is also relevant to mention that, either for referencing or for positioning measurements, each speed condition was repeated at least 10 times to reduce eventual random errors. Similarly, in order to avoid backlash errors in each measurement cycle, the machine axles were moved to eliminate possible gaps in the spindle/nut set.
In the second experiment, the feed rate (F r) was allowed to vary meanwhile the spindle speed was kept stationary (0 RPM). The objective here was to eliminate the effect of the spindle speed in order to verify the sole influence of the feed rate on the measurements performed. For the second experiment feed values selected were those that would reproduce the same feed rates used in experiment 1, as shown in Table 2. Here 10 measurements were also taken for each feed selected. The measurement cycle was the same as on the first experiment.
3 Results and discussion
The results obtained in the two experiments described above, their statistical analyses and respective interpretations are presented in the Sects. 3.1 and 3.2 below.
3.1 Z, C and X measurements for a constant feed (F) and variable spindle speed (S)
As stated before, in the first experiment the referencing values for Z (mm), C (mm) and X (mm) were obtained for several values of the spindle speed (S in RPM), keeping the feed constant (F, in µm/rot). The results of the measurements taken are shown in Table 5.
In order to verify if there was a statistical difference among the means for each variable as the speed (S) changes, a One Way ANOVA test was performed, using the MINITAB software package [25]. Results are shown in Fig. 3, as follows:

One Way ANOVA test results performed on data shown in Table 1
As can be seen, the results indicate that the null hypothesis should be rejected for the three variable (Z, C and X), i.e., there is a significant difference among the analyzed means since in all three cases p < 0.01. In other words, there is a 99 % confidence that the measures obtained in the positions Z, C and X are different for different values of the speed (S).
In order to validate the adequacy of the model used in the variance analysis due to normality conditions, a residue graphical evaluation was performed. The results are presented in Fig. 4a–c for variables Z, C and X respectively.

Residue graphical analysis for ANOVA
As the normal probability graph shows a linear tendency, it is possible to assume that the residues have normal distribution, which demonstrates the adequacy of the adopted model [26].
The main variation effects of S on the measures Z, C and X were also evaluated and are shown in Fig. 5a–c respectively. Based on these results it is possible to determine which value of S is more adequate to obtain a desired value for the other variables. In general, bigger values of S produce the smallest values for the readings of Z, C and X.

Main effect of S on variables Z (a), C (b) e X (c)
However, based on Fig. 5 information it is not possible to affirm which is the best spindle speed for referencing because the aim of this research is to identify the speed range for which the measurements vary the least. In order to verify for which spindle speed the measurement variations are minimized, the standard deviations for each variable at each speed were obtained, as shown in Table 3. As can be seen, the minimum variation for Z occurs at 1,500 RPM meanwhile C and X present minimum variations for lot lower speeds (50 RPM).
3.2 Z, C and X measurements for a stationary spindle (S) and variable feed (F)
As proposed initially, another experiment was performed where the spindle was kept stationary and the feed rate (F r in mm/min) was allowed to vary according to predetermined values (detailed description in the Sect. 2). This was done to evaluate the feed variation influence on the referencing of X (mm), C (mm) and Z (mm). Obtained figures are shown in Table 6.
The One Way ANOVA results for this second experiment are presented in Fig. 6. As can be seen, here also the null hypothesis should be rejected, i.e., there is a significant difference among the means evaluated for different values of F r. In fact, the measures for X, C and Z for different feed rate values are statistically different considering a 99 % confidence level. This can be noticed in Fig. 6 as the p value in all the cases analyzed is smaller than the significance level adopted (α = 0.01).

One Way ANOVA test results performed on data shown in Table 3
As part of the analysis, the adequacy of the chosen model for the One Way ANOVA was verified. Results are presented in Fig. 7a–c, indicating that the residues have normal distribution which confirms the suitability of the data treatment used.

Residue graphical analysis for ANOVA
The main effects of the F r variation on the measures X, C and Z are presented in Fig. 8a–c respectively. These results allow the identification of the most adequate values for F r in order to obtain a more favorable value for X, C and Z. As can be noticed, higher values for F r generate the best responses for Z and X.

Main effect of S on variables Z (a), C (b) e X (c)
However, as stated before, the purpose here is to verify which feed rate allows a minimum variation in the referencing values of Z, C and X. For that purpose the standard deviations for the several feed rates selected were calculated and are shown in Table 4.
From the results of this calculation it is possible to notice that the minimum variation in experiment 2 occurs at one of the lowest feed rates adopted (0.50 mm/min) for C and X and at 6.0 mm/min feed rate for Z. Also, the variations here are significantly smaller than the ones obtained in experiment 1, confirming the statement made by Schwenke et al. [1] indicating that most part of deviations are caused by machine components’ movements (in this case, mainly the spindle). This leads to the conclusion that the minimum variation for Z, C and X during the referencing of the tool-setter is obtained for the condition where the spindle remains stationary and the feed rate is kept at values between 0.25 and 9.50 mm/min. Even so, at higher values of F r the resulting dispersions are relatively small and admissible for this kind of referencing (variability lower than 2 μm for the subject under evaluation). However, it is relevant to mention that for F r = 0.25 mm/min the variability of C and X increases as a result of the machine deviations caused by the reasons mentioned by Popov et al. [10] and confirmed in the report of the Project PIPE/FAPESP no 06/60819-0 [27] (Tables 5, 6).
4 Conclusions
The tool-setter referencing is an important procedure in the machining processes because it directly influences the quality and accuracy of the further measurements carried out by this device. Errors or imprecise referrals can be a source of possible serious presetting mistakes. The experiments reported by this paper and their respective analyses may suggest that the machine/process parameters could influence the results of the tool-setter referencing, as can be seen through the behavior of measurements shown. As the spindle speed and the feed rate change, the results of the referencing also vary accordingly. Nevertheless and as stated before, it is not possible to decide which is the best referencing condition based on the presented data, because there is not a referential measurement to be achieved. On the other hand, based on the aforesaid results, it is conceivable to assert that the best condition to carry out a tool-setter referencing is the one leading to the lowest dispersion of the results: the spindle speed at a stationary situation (S = 0 RPM) and the feed rate at values typically between 0.25 and 6.0 mm/min as anticipated by the relevant literature presented. Evidently, other values of S can be used, but the possibility of run out errors increases as the spindle speed rises. Also, the same could happen with higher values of the feed rate, as bigger values of F r lead to increased possibilities of errors induced by the machine inertial movements.
The differences among the results obtained with rotating spindle and stationary spindle may occur due to inherent factors such as spindle balancing and other deviations of the system spindle, tool holder and tool, as mentioned in the literature.
Hence, as a practical contribution, a final recommendation for the laser tool-setter referencing is to keep the spindle speed stationary (with no rotation) meanwhile the feed rate is maintained as low as the process and the CNC machine allow.
References
Schwenke H, Knapp W, Haitjema H, Weckenmann A, Schmitt R, Delbressine R (2008) Geometric errors measurement and compensation of machines—an update. Cirp Annals Manuf Technol 57:660–675
Lorincz J (2004) Quality parts in the process. Tool Prod 70(2):38–42
Chen J, Hwang Y (2006) Centrifugal force induced dynamics of a motorized high-speed spindle. Int J Adv Manuf Technol 30(1–2):10–19
Raksiri C, Parnichkun M (2004) Geometric and force errors compensation in a 3-axis CNC milling machine. Int J Mach Tools Manuf 44:1283–1291
Makhanov SS (2010) Adaptable geometric patterns for five-axis machining: a survey. Int J Adv Manuf Technol 47(9–12):1167–1208
Özel C (2010) Research of production times and cutting of the spur gears by end mill in CNC milling machine. Int J Adv Manuf Technol 54(1–4):203–213
Sevilla-Camacho PY, Robles-Ocampo JB, Herrera-Ruiz G, Jáuregui-Correa JC (2010) Tool breakage detection in CNC high-speed milling based in feed-motor current signals. Int J Adv Manuf Technol 53(9–12):1141–1148
Jun CH, Suh SH (1999) Statistical tool breakage detection schemes based on vibration signals in NC milling. Int J Mach Tools Manuf 39:1733–1746
Correr I, Vieira Júnior M, Silva JMA, Silva DS, Costa AS (2011) Statement of loss caused by the presetting of tools by the manual method. POMS 22nd annual conference (2011) Reno, Nevada
Popov K, Dimov S, Ivanov A, Pham DT, Gandarias E (2010) New tool-workpiece setting up technology for micro-machining. Int J Adv Manuf Technol 47(1–4):21–27
Al-Zkeri I, Rech JT, Altan JY, Hamdi H, Valiorgue F (2009) Optimization of the cutting edge geometry of coated carbide tools in dry turning of steels using a finite element analysis. Mach Sci Technol 13(1):36–51
Llanos I, Villar JA, Urresti I, Arrazola PJ (2009) Finite element modeling of oblique machining using an arbitrary Lagrangian–Eulerian formulation. Mach Sci Technol 13(3):385–406
Liu H, Li B, Wang X (2010) Characteristics of and measurement methods for geometric errors in CNC machine tools. Int J Adv Manuf Technol 54(1–4):195–201
Rahou M, Cheikh A, Sebaa F (2009) Real time compensation of errors for machine tools NC based on systematic dispersion. World Acad Sci Eng Technol 56:10–16
He ZH, Fu J, Yao X (2009) Volumetric error identification in CNC machine tool based on multi-body sytem and vector diagonal measurement. In: Proceedings of ISPEN2009—international symposium on precision engineering and micro/nanotechnology, Hangzhou, China
Volpato N, Rebeyka CJ, Costa DD (2004) Tool presetter integration with CNC machines. Annals of the Congresso Nacional de Engenharia Mecânica—CONEM 2004, pp 1–9
Abathi M, Pendar H, Alasty A, Vossoughi GhR (2009) Calibration of parallel kinematic machine tools using mobility constraints on the tool center point. Int J Adv Manuf Technol 45(5–6):531–539
Filice L, Micari F, Rizzuti S, Umbrello D (2008) Dependence of machining simulation effectiveness on material and friction modeling. Mach Sci Technol 12(3):370–389
Sun Y, Jia Z, Ren F, Guo D (2008) Adaptive feed rate scheduling for NC machining along curvilinear paths with improved kinematic and geometric properties. Int J Adv Manuf Technol 36(1–2):60–68
Hanson K (1999) Ready, preset, go—what you need to know before setting tools offline. Cut Tool Eng Mag 51(4):122–131
Volpato N, Rebeyka CJ, Costa DD (2009) A proposal for tool-setting data integration. Int J Adv Manuf Technol 41(9–10):960–971
Bono MJ, Kroll JJ (2008) Tool setting on a B-axis rotary table of a precision lathe. Int J Mach Tools Manuf 48:1261–1267
Fardin EL, Baptista EA, Coppini NL, Vieira Júnior M, Correr I (2010) Avaliação dos tempos de pré-ajustagem de ferramentas em máquinas CNC: vantagens e ganhos possíveis com o uso de equipamentos de presetting, XXX ENEGEP—Encontro Nacional de Engenharia de Produção, São Carlos. São Paulo, Brasil
Kwon HD, Burdekin M (1998) Adjustments of CNC machine tool controller setting values by an experimental method. Int J Mach Tools Manuf 38:1045–1065
MINITAB Inc (2007) Executando uma ANOVA. Conheça o Minitab 15:31–35
Montgomery DC (1991) Design and analysis of experiments. Wiley, New York
Correr I, Vieira Júnior M (2011) Projeto e construção de um sistema automático de pré-ajustagem de ferramentas interno a laser para uso em máquinas-ferramenta CNC. Report of the Project PIPE/FAPESP, FAPESP, São Paulo SP, p 60
JCGM 100:2008 GUM evaluation of measurement data—guide to the expression of uncertainty in measurement. Joint Committee for Guides in Metrology/Working Group 1 (JCGM/WG 1). Revision September 2008, Version 2010. p 120
Acknowledgments
The authors are grateful to the Research Backing Fund from UNINOVE – Universidade Nove de Julho for providing the financial support needed to develop this work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Vieira Júnior, M., Pereira, F.H., Lucato, W.C. et al. Influence of feed rate and spindle speed on referencing laser tool-setters. J Braz. Soc. Mech. Sci. Eng. 37, 1015–1028 (2015). https://doi.org/10.1007/s40430-014-0225-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40430-014-0225-0